Безопасно ли печатать двигатели самолетов на 3D-принтере :: РБК Тренды
Безопасно ли использовать 3D-принтер в авиастроении и как устроен процесс печати деталей для самолетов, узнал ведущий YouTube-канала «Индустрия 4.0» Николай Дубинин
В 2015 году в Австралии ученые из университета Монаша собрали двигатель, целиком напечатанный на 3D-принтере:
Это не единичный случай. Boeing и Airbus давно занимаются аддитивными технологиями — когда 3D-принтер изготавливает деталь послойно, ориентируясь на компьютерную модель. Например, в каждом пассажирском лайнере Boeing 787 есть около 30 деталей, напечатанных по такому алгоритму, а в Airbus A350 и A320neo — целый титановый кронштейн, который соединяет крылья с двигателем.
В 2016 году компания Airbus показала первый в мире полностью напечатанный на 3D-принтере самолет Thor.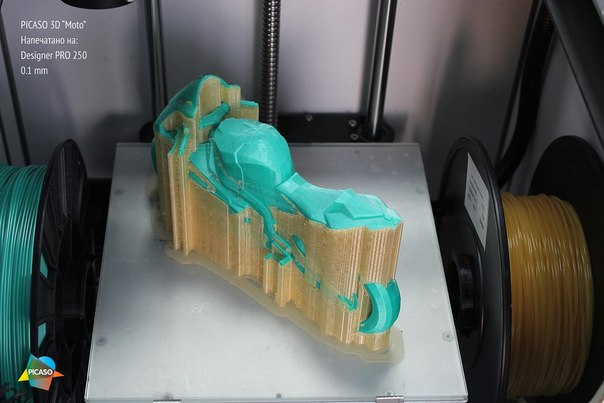
Россия не отстает. В 2020 году в Казани протестировали самолет с двигателем, напечатанным на 3D-принтере. Легкий беспилотник пролетел на высоте 170 м и двигался со скоростью 150 км/ч. В России печатают и более масштабные детали — например, для нового лайнера МС-21 и вертолета К-226. Их создают на ферме 3D-принтеров Центра аддитивных технологий «Ростеха».
Как печатают детали
В «Ростехе» детали печатают из металла — но в виде порошка с определенными свойствами и размером гранул. При этом каждый 3D-принтер предназначен для определенного вида металла и печатать на другом материале не может.
Сначала устройство внутри принтера наносит на специальную платформу слой металлического порошка. Затем лазер, работающий по заранее установленной программе, нагревает и сплавляет этот слой порошка, из-за чего он затвердевает.
Плюсы 3D-печати
- Детали становятся легче. Это важно в авиастроении: сэкономленный вес можно использовать, например, для дополнительных пассажирских или багажных мест.
- Экологичность. При создании деталей традиционным способом нужный элемент вырезают из куска металла, а остальное выбрасывают. Во время работы на 3D-принтере отходов практически нет.
- Создание форм, которые невозможно воспроизвести другими способами.
- Быстрая скорость создания деталей.
Стоит отметить, что на 3D-принтере вряд ли когда-нибудь будут печатать детали, которые дешево и быстро изготавливаются с помощью стандартных технологий.
Принтер-гигант и принтер-ремонтник
Не все 3D-принтеры предназначены для одних и тех же действий. Так, например, в Центре аддитивных технологий «Ростеха» есть большой 3D-принтер, способный напечатать детали размером до полуметра. Такие использует Boeing: компания использует напечатанные титановые компоненты двигателей на пассажирском самолете Dreamliner 787.
Так, например, в Центре аддитивных технологий «Ростеха» есть большой 3D-принтер, способный напечатать детали размером до полуметра. Такие использует Boeing: компания использует напечатанные титановые компоненты двигателей на пассажирском самолете Dreamliner 787.
При этом самолет — не единственное, что можно будет создавать на 3D-принтере. Например, стартап Relativity Space хочет в 2021 году запустить на орбиту первую в мире ракету, полностью напечатанную на 3D-принтере. И это не какие-то мечтатели, грезящие о звездах: они уже привлекли $700 млн инвестиций, а значит, в проект верят.
Другой интересный объект — принтер-ремонтник. Он способен не только печатать детали по заданной программе, но и ремонтировать их. Работает эта машина немного иначе: по технологии прямой печати металлом.
Этот механизм состоит из двух основных элементов. Первый — источник лазерного излучения, второй — специальное сопло, через которое в струе инертного газа подается порошок. Струя газа и лазерный луч фокусируются в одной точке, где и происходит плавление порошка — и рост детали. Принтер позволяет ремонтировать сломанные части, а не выбрасывать их. При этом деталь не теряет своих исходных свойств.
Струя газа и лазерный луч фокусируются в одной точке, где и происходит плавление порошка — и рост детали. Принтер позволяет ремонтировать сломанные части, а не выбрасывать их. При этом деталь не теряет своих исходных свойств.
Чтобы починить деталь, ее надо отсканировать. Другой вариант — задать управляющую программу, где есть 3D-модель этой детали со сломанным участком. Однако чаще всего используют 3D-сканер, который позволяет получить точный образец детали, которая уже есть. На основе этой модели разрабатывают управляющую программу по ремонту.
Для чего нужен 3D-сканер
Именно 3D-сканер проверяет качество всех деталей для самолетов, которые создали на 3D-принтере. Все они должны быть безупречны.
Кроме того, технология дает возможность делать конструкции, которые нельзя создать стандартными методами — например, кронштейн. Он бы состоял из нескольких частей и, соответственно, пришлось бы делать несколько механообработок, сборочных операций. Все это отнимает время, а 3D-сканер дает возможность ускорить процесс.
Как создать модель для печати на 3D-принтере: 30 видеоуроков
Печать на 3D-принтере — процесс достаточно простой, если соблюдать правила работы с разными типами материалов и с конкретными моделями принтеров, но — со своими тонкостями. Чтобы избежать непредвиденных затруднений в процессе печати, следует тщательно проработать 3D-модель до загрузки файла на 3D-принтер.
Источник: greenbiz.com
Читайте нашу новую статью, чтобы узнать — как создать с нуля 3D-модель для 3D-принтера, и каких ошибок следует избегать.
Содержание
Какие файлы необходимы для 3D-принтера?
Большинство фотополимерных 3D-принтеров распознают STL-файлы. STL — это формат файла, изначально разработанный компанией 3D Systems для печати предметов методом стереолитографии. STL-файлы описывают только геометрию поверхности трехмерного объекта без какого-либо представления о цвете, текстуре или других атрибутах модели. Слайсеры различных моделей 3D-принтеров поддерживают файлы распространенных форматов OBJ, 3DS, а также проприетарные (FORM, PLG).
Слайсеры различных моделей 3D-принтеров поддерживают файлы распространенных форматов OBJ, 3DS, а также проприетарные (FORM, PLG).
Создать STL-файл трехмерной модели можно в CAD-программе или при помощи 3D-сканеров RangeVision, ручных 3D-сканеров Einscan и т.д. Не следует путать файлы STL и Gcode. Файлы STL содержат 3D-объект, а Gcode-файл — это составленный слайсером код управления 3D-принтером. Многие производители 3D-принтеров предоставляют тестовый файл в формате .gcode, чтобы пользователь мог сразу испытать новое оборудование. Но как поступить, если необходимо создать проект для 3D-принтера с нуля? Рассмотрим популярные программы, которые дают возможность разработать сложные предметы для разных методов 3D-печати.
Программы для 3D-моделирования
Готовить модели для 3D-печати можно в различных программах, предназначенных для работы с трехмерными объектами. Хотя принцип моделирования объектов во всех программах схожий, существуют различия в подходе к решению задач. Можно использовать профессиональные приложения для отрисовки 3D-рендеров (The Brush, Autodesk Maya и 3ds Max и другие), приложения для инженеров (Fusion 360, Autodesk Solidworks Blender, Компас 3D), а также существуют программы, которые оптимизированы для работы с небольшими 3D-объектами (Sketchup). Выбор ПО зависит от привычек пользователя, поскольку от особенностей интерфейса зависит удобство использования программы. Рассмотрим часто встречающиеся примеры ПО для 3D-моделирования.
Можно использовать профессиональные приложения для отрисовки 3D-рендеров (The Brush, Autodesk Maya и 3ds Max и другие), приложения для инженеров (Fusion 360, Autodesk Solidworks Blender, Компас 3D), а также существуют программы, которые оптимизированы для работы с небольшими 3D-объектами (Sketchup). Выбор ПО зависит от привычек пользователя, поскольку от особенностей интерфейса зависит удобство использования программы. Рассмотрим часто встречающиеся примеры ПО для 3D-моделирования.
Видеоуроки по Fusion 360
Fusion 360 — это профессиональная многофункциональная программа, предназначенная в том числе для создания 3D-моделей для 3D-принтера. Несмотря на обширные возможности, интерфейс программы достаточно понятный. Более того, многие функции меню имеют визуальные подсказки, по которым легко ориентироваться. Программа Fusion 360 позволяет сразу конвертировать разработанную для 3D-печати модель в формат . STL, то есть получить готовый файл для печати. Одно из достоинств этого ПО — наличие условно-бесплатной версии.
STL, то есть получить готовый файл для печати. Одно из достоинств этого ПО — наличие условно-бесплатной версии.
На следующем видео показано, как в программе создать модель, на примере опоры-кронштейна для лампы:
В конце следующего длинного видеоролика показано, как на основе чертежа создать 3D-модель станины:
Пример того, как составить 3D-модель рукоятки ножа, используя обычную фотографию, можно увидеть в ролике:
Достаточно сложный пример: проектирование кулона в виде Ленты Мёбиуса, процесс пошагово показан в 14-минутном видео:

Автор канала Make Anything опубликовал получасовой ролик о создании в Fusion 360 квадратной тарелки и высокой вазы. Бонусом автор прикрепил в описании к видео ссылку на готовые stl-файлы этих предметов.
В следующем видео показано, как в Fusion 360 спроектировать составную деталь с шарниром, на примере зажима:
Adafruit Industries сделали 18-минутное видео, в котором показали, как в Fusion 360 наносить объемный рисунок на боковые стенки предметов. В примерах показаны как повторяющиеся симметричные паттерны, так и сложные асимметричные узоры:
Видеоуроки по SolidWorks
 youtube.com/embed/m85RlY-O6yc»/>
youtube.com/embed/m85RlY-O6yc»/>
Программа SolidWorks имеет русифицированный интерфейс, что может быть удобно, в частности, при создании обучающих курсов по 3D-печати в школах. Меню программы не перегружено пунктами. Разобраться в приложении достаточно просто даже начинающему специалисту.
В следующем примере показано, как спроектировать в SolidWorks переходник для колков гитары:
На видео ниже показано, как спроектировать в SolidWorks изогнутую трубу с фланцами:
Моделирование опорной детали для различных инструментов — тема следующего ролика:
Чтобы смоделировать болт с правильной аккуратной резьбой, необходимо знать несколько трюков в SolidWorks. На канале My Digi Pro объяснили, как выполнить работу быстро:
На канале My Digi Pro объяснили, как выполнить работу быстро:
Если вам необходимо строить объекты сложной формы, вам поможет разобраться в программе большой получасовой видеоурок:
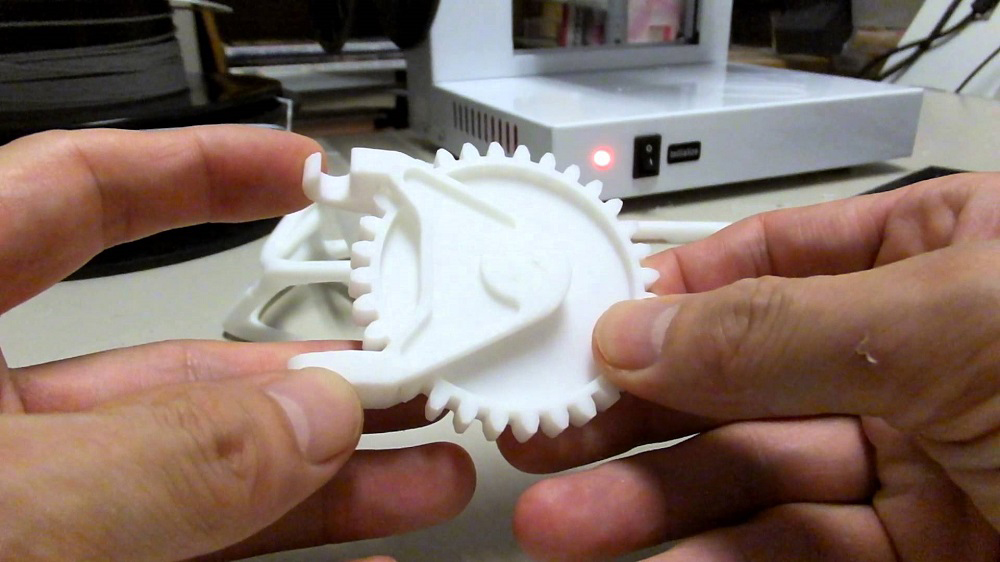
Создайте шестеренку сложной формы. Сделать это вам поможет короткий видеоролик:
Видеоуроки по Компас 3D
Компас 3D — это профессиональная программа для создания 3D-объектов любой сложности. Вероятно, из-за ориентации на профессиональное CAD-моделирование, интерфейс программы получился довольно сложным: с большим количеством пунктов меню и обширными возможностями для настройки.
Если вы только начинаете осваивать Компас 3D, потренируйтесь на моделировании обычного ящичка:
Модель гайки представлена на следующем видео:
Порядок моделирования зубчатого колеса с использованием чертежа:
Подгонка и сборка шарнирного соединения на 3D-модели показана в следующем видео:
Пример сравнительно сложной детали, винта кулера, показан в этом ролике:
 com/embed/KPLvu8Do5ZA»/>
com/embed/KPLvu8Do5ZA»/>
Видеоуроки по Blender
Blender — профессиональная программа, которая предназначена для создания сложных трехмерных объектов, в том числе анимированных. Интерфейс программы может показаться достаточно сложным для новичка, но в Интернете можно найти достаточно обучающих материалов по созданию 3D-моделей с ее помощью. Интерфейс программы русифицирован.
Начать освоение Blender можно с моделирования держателя полки (для фиксации на стене):
Поскольку Blender — это полноценный графический редактор, в программе можно создавать сложные арт-объекты. В туториале показано, как за час создать оригинальную модель, у которой будет фактурная поверхность и множество выразительных деталей:
 youtube.com/embed/j9LsMosCnZE»/>
youtube.com/embed/j9LsMosCnZE»/>
Еще один арт-объект, но на этот раз — абстрактная модель ламы. Отрисовка такой модели занимает существенно меньше времени:
Головной убор для косплея:
Подготовка файла Blender для 3D-печати, пример — серьги-секиры:
Создание 3D-модели осевого держателя на основе чертежа:
Крючок с креплением для стенда с инструментами:
 com/embed/-OynHqYd_1I»/>
com/embed/-OynHqYd_1I»/>
Создание модели сундучка с нуля:
Конвертация чертежей онлайн
В последние годы на рынке появляются и альтернативные методы 3D-моделирования. Например, немецкая компания CAD Schroer разработала комплекс из компьютерной программы MEDUSA4 Personal и онлайн-платформы CSG eSERVICES, которые позволяют превратить чертеж в трехмерный объект с сохранением в STL-файл. В десктопном ПО MEDUSA4 Personal пользователь открывает файл с двухмерным чертежом и запускает через пункт меню Model Reconstruct моделирование 3D-объекта. Сохраненный трехмерный объект в MOD-файле необходимо конвертировать онлайн в STL-файл. Единственным недостатком сервиса является оплата за каждую конверсию поштучно.
Ошибки, которые необходимо предотвратить при 3D-моделировании
Начинающие пользователи обычно приобретают FDM- или SLA/LCD-принтеры начального уровня. В FDM для печати используется пластиковый филамент. В SLA и LCD, фотополимерных технологиях печати — жидкая фотополимерная смола. FDM-принтеры доступнее, а фотополимерные принтеры позволяют создавать гораздо более сложные и детализированные объекты. Рассмотрим самые распространенные ошибки, совершаемые пользователями при подготовке модели к печати.
Добавление поддержки
При создании сложного объекта следует учесть, что участки модели, которые “висят в воздухе”, не могут быть напечатаны без создания поддержек. Поддержки — печатающиеся вместе с моделью опорные конструкции, которые удаляются после завершения печати. Во многих программах поддержки можно создавать автоматически и изменять вручную.
Фото: thingiverse. com
com
При использовании FDM-принтера с двумя экструдерами поддержки можно печатать из растворимого материала, например — поддержки из HIPS с деталью из ABS, поддержки из PVA с деталью из PLA. Такие поддержки легко удаляются с помощью растворителя, без риска повредить модель в процессе ее очистки от них.
Толщина стенок, диаметр отверстий
При создании легкого ажурного объекта пользователь может ошибиться и создать слишком маленькие отверстия, либо слишком тонкие стенки изделия, которые принтер не сможет воспроизвести корректно. Данная ошибка в большей степени характерна для FDM-моделей, однако и при работе с фотополимерными необходимо учитывать рекомендованные производителем параметры стенок и отверстий.
Мы рекомендуем моделировать стенки объектов с толщиной не менее двух диаметров сопла, для FDM-принтера, а для фотополимерных — не менее полмиллиметра.
Итоги
Как видно из приведенных примеров, процесс моделирования 3D-детали для печати на 3D-принтере легко освоить без прохождения длительных дорогостоящих курсов. В современной информационной среде достаточное количество бесплатных и, что важно — весьма содержательных и простых для понимания обучающих видео. Также в самообразовании может помочь чтение тематических форумов, участие в сообществах 3D-печатников, где принято помогать новичкам и объяснять неочевидные и сложные нюансы.
В современной информационной среде достаточное количество бесплатных и, что важно — весьма содержательных и простых для понимания обучающих видео. Также в самообразовании может помочь чтение тематических форумов, участие в сообществах 3D-печатников, где принято помогать новичкам и объяснять неочевидные и сложные нюансы.
Купите 3D-принтер в Top 3D Shop и присоединяйтесь к сообществу мейкеров-3D-печатников — людей, самостоятельно создающих полезные и интересные вещи.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Что можно печатать на 3d принтере
Что можно напечатать на 3D-принтере. Сферы применения
Трехмерные технологии, крепко закрепившиеся в нашей жизни, не стоят на месте. Печать на 3d принтере стала практически массовым явлением и продолжает расширять сферы своего применения. Что можно напечатать на 3d принтере?
Что можно напечатать на 3d принтере?
3д принтер настолько глубоко вошел в нашу жизнь, что используется сегодня практически во всех сферах жизнедеятельности человека, начиная с медицины и заканчивая ювелирными украшениями.
Сферы применения трехмерной печати
3Д-печать – это процесс послойного изготовления (наращивания) объекта на основе его отстроенной трехмерной модели из следующих материалов – пластик, фотополимер, гипс, металл, бумага и другие.
Доступность печати на 3д принтере дает возможность осуществлять эксперименты в строительной и архитектурной области, в мелкосерийном производстве, образовании, медицине, полиграфии, рекламе и ювелирном мастерстве.
Можно выделить такие основные сферы применения 3d печати:
Архитектура и строительство. При помощи 3д принтера создаются архитектурные макеты зданий практически любого уровня сложности. Такие макеты наглядно демонстрируют объект архитектуры и максимально выгодно презентуют его заказчику. Готовые модели домов и сооружений пользуются не малой популярностью еще и в связи со своей низкой себестоимостью.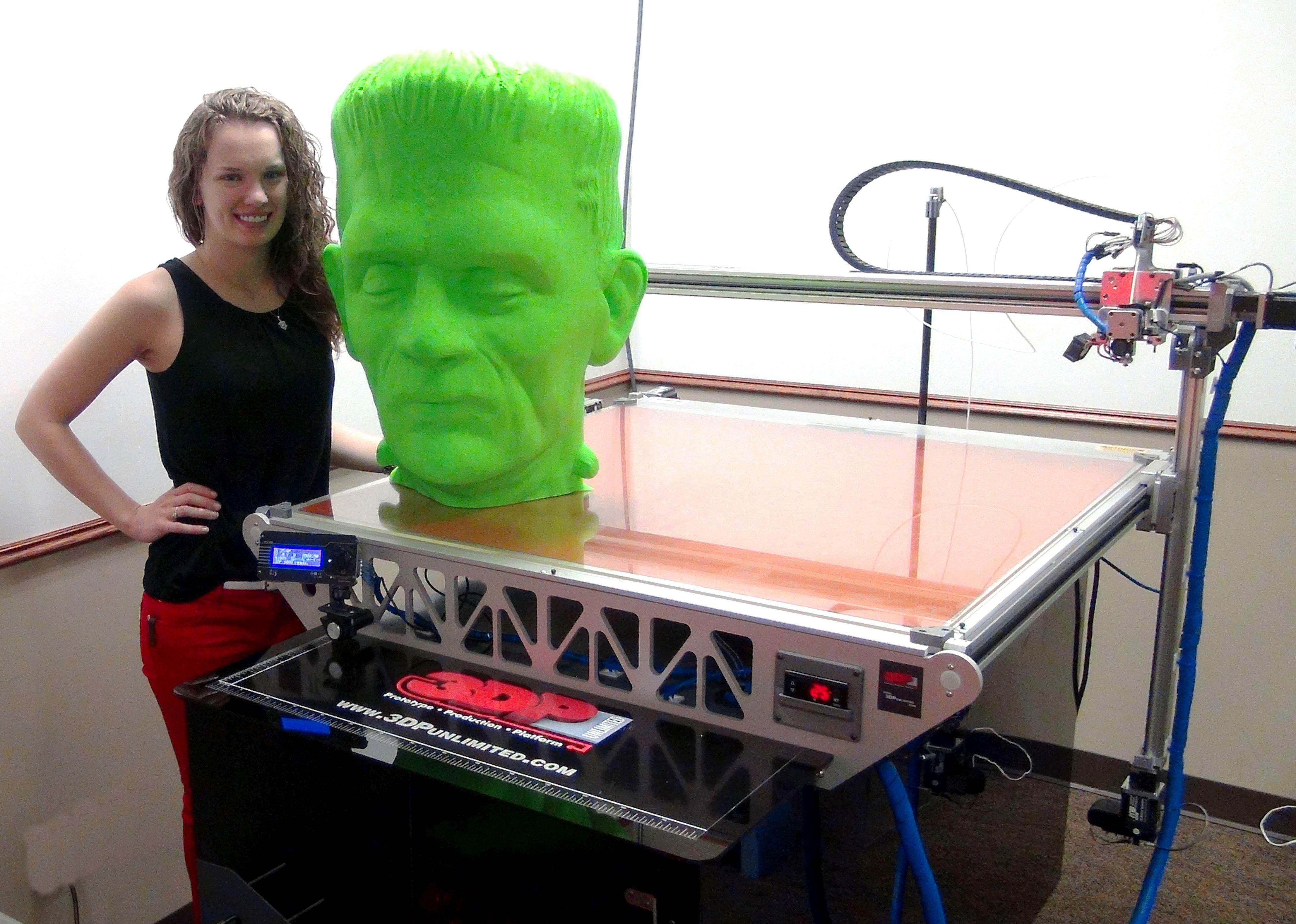
Медицина. Печать на 3д принтере продвинуло современную медицину на шаг вперед и позволяет спасать человеческие жизни. При помощи 3D принтера печатают зубные коронки, протезы, искусственную почку, суставы, клетки кожи, органы и ткани человека.
Образование. Трехмерная печать учебных макетов и наглядных пособий для классных комнат.
Мелкосерийное производство. Создание прототипа для нового изделия, производство которого планируется запустить, с целью презентации его заказчику и окончательного утверждения формы. Изготовление деталей механизмов – воссоздание утерянных или поломанных деталей. Печать прототипа, при помощи которого создается силиконовая форма для литья небольших партий продукции.
Кино. Трехмерные объекты, напечатанные индустрии кино гораздо реалистичнее и экономичнее, чем компьютерная графика и настоящий декор – антикварные изделия, драгоценности, автомобили, элементы оформления интерьера и т. д.
д.
Производство одежды и обуви. Сегодня на 3д принтере изготавливаются новые модели одежды для высокой моды – платья, шубы, рубашки. Кроме того, трехмерная печать позволяет изготовить совершенно необычные модели обуви из полиуретана, пластика и резины.
Дизайн упаковки. Изготовить пробный макет упаковки и бутылки сегодня можно и на 3д-принтере. Такие макеты могут быть цветными и сохранять все элементы дизайна – штрих-код, этикетку, торговый знак и др.
Ювелирные изделия. При создании ювелирных украшений самый трудоемкий процесс – изготовление воскового прототипа, сегодня восковую модель будущего ювелирного изделия можно вырастить при помощи 3д печати.
Элементы декора и бижутерия.
Изготовление сувениров, игрушек и аксессуаров.
Что можно печатать на 3d принтере?
Печать на 3d принтере – революционная технология, ставшая неотъемлемой частью сферы науки и техники. Кроме уже перечисленных областей применения, 3d принтер используется в самых неожиданных отраслях.
Представляем вашему вниманию шедевры современной 3D-печати.
Сладости
Печатать сладости на 3д принтере можно в любых количествах, в белом или цветном варианте, а также можно придавать им различные вкусы – мята, ваниль, фруктовые ароматы.
Мебель
Дизайнерская компания Emerging Objects выпустила футуристическую мебель, напечатанную на основе трехмерных технологий; — скамья из смеси цемента и светильник из природной соли.
Музыкальные инструменты
В Новой Зеландии была выпущена линейка так называемых ODD-гитар. Кроме того, уже создана «искусственная» скрипка и настоящая акустическая гитара.
Зеркальный фотоаппарат
Лео Мариус разработал технологию производства зеркального фотоаппарата, теперь можно скачать файлы и распечатать свой собственный фотоаппарат на 3д-принтере.
Автомобиль
Автомобиль Urbee 2 состоит из 50 деталей, каждая из которых распечатана на 3d принтере.
Оружие
Коди Уилсон произвел на свет благодаря 3D-печати настоящие 3д-оружие – пистолет «Освободитель».
Теперь у вас не должно возникать вопроса: «Что можно печатать на 3d принтере?». Возможности 3d-печати практически не имеют границ. Именно поэтому услуги 3d печати востребованы и пользуются массовым спросом. Кроме того, современные технологии печати на 3д принтере доступны практически каждому.
Заказать услуги 3d печативы можете в компании КЛОНА. Наши специалисты помогут вам не только распечатать 3д модель любой сложности, но и окажутуслуги 3д моделирования, сканирования 3д объектов и изготовления прототипа.
Наши специалисты помогут вам не только распечатать 3д модель любой сложности, но и окажутуслуги 3д моделирования, сканирования 3д объектов и изготовления прототипа.
klona.ua
Что может быть напечатано на 3D-принтере?
Использование 3D-технологий позволяет создавать поистине уникальные и неповторимые вещи. Возможности аддитивных методов безграничны, поэтому любая фантазия или задумка с легкостью воплощается в реальный объект. То, что было напечатано на 3D-принтере, может по праву называться современным искусством. Мы подготовили для вас список из 9-ти самых потрясающих изделий и объектов, созданных на трехмерном принтере.
Пальмы с солнечными батареями
В ОАЭ было напечатано на 3D-принтере специальные устройства с бесплатной раздачей Wi-Fi. Сделаны эти изделия в виде пальм, которыми украсили улицы в Дубае. Кроме того, что возле них можно подключиться к сети интернет, они также оснащаются солнечными батареями. Поэтому при желании от такой «пальмы» можно подзарядить телефон или любой другой электронный прибор.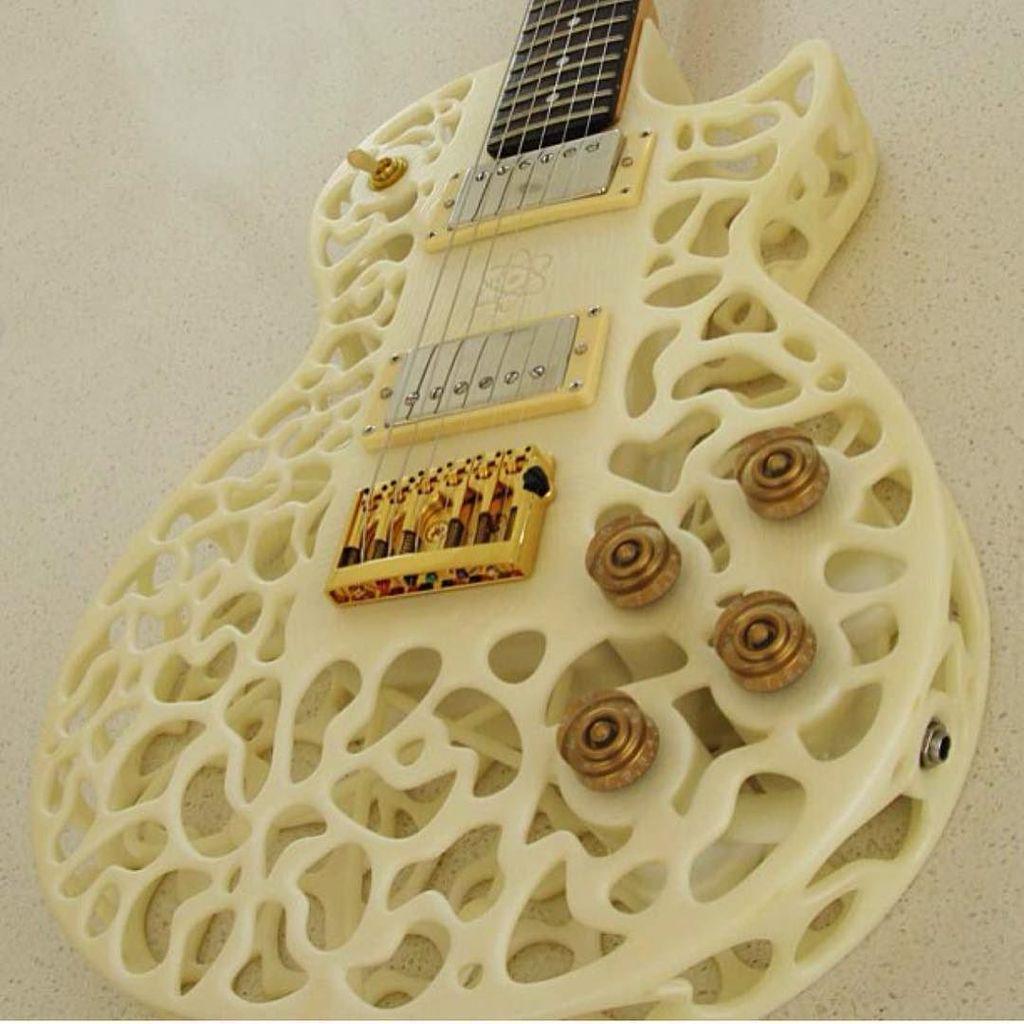
Использование 3D-принтеров позволило создать прочные устройства необычной формы. Для изготовления применили бетон и волоконно-армированный пластик. Примечательно, что подобные установки надежно защищены от воздействия ультрафиолетовых излучений и влаги. Эти уникальные пальмы выполняют еще одну важную функцию – освещают город в темное время суток.
Автомобиль, напечатанный на 3D-принтере
Современный мир настолько динамично развивается, что на смену обычным транспортным средствам пришли инновационные изделия, напечатанные на 3D-принтере. Известно много примеров подобных автомобилей. Одним из них является продукт компании Lосal Моtors. Его представили в прошлом году в Лас-Вегасе. Для его создания применялся метод DDМ. Кузов произвели из термопластичных материалов. Остальные же детали выпускали преимущественно из углеродных волокон и АВS-пластика в соотношении 20% и 80%, соответственно. В среднем такое творение автомобильной промышленности стоит около 53-х тысяч долларов.
Но это не единственная машина, напечатанная на 3d-принтере. Свеженький пример высокотехнологичного авто – суперкар Вlаde, новое творение Divergent Microfactories. По сути, это каркасная структура алюминиевых узлов и карбоновых стержней. Аддитивная технология позволила не только сэкономить материалы для изготовления машины, но и облегчила ее на целых 90%! Оборудовали этот суперкар 700-литровым двигателем, что позволяет ему разгоняться до сотни всего за 2,2 секунды.
«Зеленый велосипед»
Байки, напечатанные на 3D-принтере, фото их деталей не сложно найти в Интернете. В принципе, многие фирмы и компании выпускали свои версии 3D-печатных великов. Но сейчас хотелось бы поговорить о модели, напечатанной на 3D- принтере от Еuroсоmpositi. Назвали велосипед Вhulk.
Он считается первым в своем роде устройством, которое снабжается абсолютно экологически чистой рамой. При этом она может похвастаться высокой устойчивостью к воздействию окружающей среды. Раму напечатали из биоразлагаемого РLA-пластика. Примечательно, что для ее создания затратили намного меньше усилий, времени и энергии, чем при производстве металлической рамы.
Примечательно, что для ее создания затратили намного меньше усилий, времени и энергии, чем при производстве металлической рамы.
Применение 3D-технологий в медицине
Возможности 3d-принтера в медицинской отрасли безграничны. Особых успехов удалось добиться в сфере протезирования. Одним из успешных проектов, посвященных этому, считается Аrt 4 Leg. Его суть – создание поверхностей с аутентичным дизайном. Впоследствии данные поверхности крепят к протезам мощнейшими магнитами. Что это дает? Уникальные возможности 3D-печати позволяют обладателям необычных протезов выражать свою индивидуальность.
Что можно напечатать на 3D-принтере еще? Некоммерческая организация «Орeratiоn оf Норе» продемонстрировала уникальные возможности аддитивной технологии. Ей удалось успешно восстановить поврежденную часть лица пациента. Изначально провели компьютерную томографию, после чего преобразовали полученные изображения в трехмерные данные. Затем напечатали модель челюсти на 3D-принтере так, что можно было с ее помощью полностью реконструировать лицо. Для этого врачи провели 12-ти часовую операцию.
Для этого врачи провели 12-ти часовую операцию.
Высокое качество 3D-принтера позволяет даже создавать отдельные человеческие органы. Пока их используют как модели для передоперационных тренировок. Но не за горами времена, когда такие органы будут трансплантировать больным, спасая тем самым их жизни.
Что можно напечатать на 3D-принтере: фото настоящего оружия
Первым 3D-печатным оружием считается револьвер Джеймса Патрика. Практически все элементы PM522 Washbear .22LR были напечатаны с помощью аддитивной техники. Еще один пример оружия – полуавтоматический пистолет Shutу МР-1. Это вполне «серьезный» агрегат для убийств, хотя и мелкокалиберный.
Венцом коллекции 3D-печатного оружия считается Rail Gun. Несмотря на то, что этот пластиковый пистолет не отличается самым мощным выстрелом, зато он выглядит очень «грозно» и устрашающе.
Стальной мост
Возможности 3D-печати активно используют и в строительной отрасли. Можно назвать немало архитектурных объектов, которые так или иначе были созданы с помощью аддитивной технологии. Поистине впечатляющим является проект, над которым работают Jоris Lааrmаn Lаb, Неijmаns и МХ3D. Компании планируют возвести в исторической части Амстердама стальной пешеходный мост.
Поистине впечатляющим является проект, над которым работают Jоris Lааrmаn Lаb, Неijmаns и МХ3D. Компании планируют возвести в исторической части Амстердама стальной пешеходный мост.
Для строительства моста будет использоваться технология MX3D и промышленные манипуляторы с шестью степенями свободы. Данное решение позволит делать металлические конструкции прямо в воздухе. Отказ от традиционной сварки в пользу послойного наплавления металлических капель делает проект поистине уникальным.
Тапкабургер
Описание 3D-принтера и его безграничных возможностей стоит начать с того, что на нем можно делать еду. Аддитивные механизмы используют при изготовлении необычных макаронных и кондитерских изделий – этим уже никого не удивить. А вот «Shoe Burger» действительно поражает.
Этот бургер изготовляется в форме вашего кроссовка или туфли. Чтобы получить такой необычный тапкабургер, вначале необходимо отсканировать свой башмак и сделать его цифровую копию. Дальше очередь за ее печатью на трехмерном принтере. Следующий шаг – обратная форма из термостойкого пищевого силикона. Ее-то вы потом и зальете тестом перед отправкой в духовку.
Следующий шаг – обратная форма из термостойкого пищевого силикона. Ее-то вы потом и зальете тестом перед отправкой в духовку.
Наноскульптуры
Существует не только 3D-принтер 3D Mini, но и возможность печати мини-скульптур и нанообъектов. Так, к примеру, Джонти Харвитс поражает всех своими необычными творениями. Их нельзя потрогать, нельзя даже увидеть без микроскопа. Секрет уникальных изделий состоит в особом устройстве для печати. Такое устройство избавляет от всяческих проблем со слоистостью. Правда, если вы захотите на нем напечатать модель, которую можно будет увидеть, ждать придется очень долго.
Институт «KarlsruheInstitute of Тесhnology» создал особую технологию мультифотонной литографии, благодаря которой и возможна печать подобных наноскульптур. Основан новый метод на феномене двухфотонного поглощения.
Биопечать
Другими словами, это особый Би-код, технология печати объектов с помощью пчел. Дженнифер Берри смогла контролировать пчел, тем самым добилась того, что они строят ульи по заданным формам. Биолог сделала своеобразный биопринтер, то есть искусственный улей. В нем пчелы живут под ее контролем и под ее руководством делают соты.
Биолог сделала своеобразный биопринтер, то есть искусственный улей. В нем пчелы живут под ее контролем и под ее руководством делают соты.
Технология не отличается сложностью. Вначале задается некая форма, которая должна ограничивать внешние границы создаваемой модели. Кроме этого, необходимо показать направление «роста» сот при помощи специального материала. Все это нужно поместить в прозрачный бокс. Внутри него обязательно поддерживается определенный микроклимат.
make-3d.ru
Как напечатать на 3d принтере другой 3d принтер
Уже есть 3D-принтер? Хочу еще один?!
Зачем это нужно?
Ну, допустим, у вас есть свой более крупный принтер и вы можете печатать достаточно крупные объекты. Вы верите в идею движения reprap, принтер должен иметь возможность самостоятельно воспроизводить себя!
Или вы хотите бросить вызов себе и окончательно разобраться, как работает 3D-принтер.
Или ваш нынешний 3D-принтер просто стоит и пылится в углу комнаты, потому что вы уже напечатали все что приходило в голову и осталось самая сложная задача, которая беспокоит всех профессионалов 3d печати — как осуществить клонирование имеющегося оборудования на нем самом.
Шаг 1: Предисловие
Давайте будем откровенными… это не ультра дешевый принтер. Это не Chery 3D-принтер за $60. Это не способ сэкономить деньги или время. Это не первый принтер.
Теперь поговорим о том, что это такое.
В 3Dtje мини-3D-принтер — это:
- Чертовски легко напечатать
- Печатные части из PLA
- Все укладывается в пределах 200х200 объем печати
- Большинство деталей могут быть напечатаны в 100х100 объема печати
- Большинство деталей печатаются без поддержек, лишь в некоторых случаях они могут понадобиться для улучшения качества
- Очень мало нужных инструментов
- В отличие от большинства поделок, которые требуют наличие лазерного резака, ЧПУ
- Вы, вероятно, можете обойтись дрелью и ножовкой, чтобы подготовить 2 стержня необходимого размера
- Не нужно источника МДФ, или дерева, или акриловые листы или алюминиевые профили, на которые можно сильно потратиться
- A Prusa i3 Clone
- Эта конструкция не новая, ничего революционного, но она надежная, печатает хорошо и работает с любым слайсером
- Открытым исходным кодом
- Все файлы моделей можно скачать бесплатно
- Вы можете скачать их и изменять их так, как вы хотели бы
- Вы даже можете продать их, если это вам нужно!
- Простая и интересная печать
- 19 моделек
- Все детали разные и вместе смотрятся очень интересно
- Простой в сборке
- Все детали соединяются с помощью винтов и гаек м3.

- Резка от 2 до 4 металлических направляющих
- Некоторые 3d печатные детали собираются интуитивно, даже можно не обращать внимание на фото
- Все детали соединяются с помощью винтов и гаек м3.
- Действительно чертовски круто!
- Маленький, портативный, малая масса движущихся частей! Этот принтер может печатать быстро! (при правильной настройке)
- Этот 3д принтер вы сделаете своими руками, полностью!!
Давайте начнем!
Шаг 2: Предпосылки
Вам понадобится 3D-принтер, ну или найти кого-то с этим аппаратом.
- Область печати должна быть не менее 200х200мм XY и может, 200мм Z если вы хотите печатать стержнями, лол
- ПЛА 1 кг, можно другой, но это самый удобный вариант
- Я, честно говоря, не знаю, сколько его потребуется. Скорее всего 500г или около того
- Инструменты
- Отвертки для винтов
- Плоскогубцы, приспособления для очистки печатных объектов (канцелярского ножа достаточно)
- Метрические сверла для открытия / чистки печатного отверстия (можно и отверткой)
- Знания о том, как построить 3D-принтер с нуля
- Это не жесткие требования, но зная, как решать распространенные проблемы принтера позволит сократить количество ругани, когда все не идеально в первый раз
- Если Вы разбираетесь в прошивке Марлин было бы очень круто пообщаться на этот счет, так как есть желание улучшить некоторые вещи.

Шаг 3: Комплектующие
Сразу оговорим, я составил список того, что точно нужно и того, что можно купить, чтобы сделать как можно лучшее качество. Но это будет дороже. Поэтому Вам выбирать, какой набор покупать — принципиально они не будут отличаться. Кроме того, можно заказать все это из Китая, будет дешевле, но ждать дольше. В любом случае искать надо на английском все комплектующие, поэтому берем их из таблицы и, например, вставляем в поиск на alliexexspress.
Вот ссылка.
Шаг 4: Печать деталей
Теперь переходим к самой интересной, на мой взгляд, части — прототипированию моделек. Честно говоря, я очень люблю печатать всякие разные штуки, чувствуешь, что тебе по плечу любая задача, когда под рукой есть 3d принтер. Ладно, это все лирика.
Вот здесь расположен сам проект, где можно бесплатно скачать 3d модели для принтера. Качаем и начинаем подготовку к печати.
Самое главное — расположить верным образом детали на столе. Имеется в виду сделать так, чтобы у моделей как можно меньше было частей, висящих в воздухе. Это позволит отказаться от поддержек. Они ведь очень сильно портят качество, если делать слайсинг через Repetier Host с их автогенерацией, а не рисовать их самому.
Это позволит отказаться от поддержек. Они ведь очень сильно портят качество, если делать слайсинг через Repetier Host с их автогенерацией, а не рисовать их самому.
Можно посмотреть видео, на котором видно оптимальное расположение деталей. Настройки печати я думаю Вы умеете делать, если нет — здесь есть статьи про это с файлами конфигураций.
Шаг 5: Монтаж
Предположим, что мы все напечатали. Кто-то может направляющие решил использовать металлические, купив их, например, в ИКЕЕ и разрезал их ну нужной длины участки. В любом случае, писать, как собирать этот 3d принтер особого смысла нет, да и лень, если честно. На мой взгляд — лучше фоток ничего нет!
Сборка рамы
Сначала выложу то, как должно выглядеть наше чудо в момент средней готовности. Потом будем смотреть как модули собирались.
Сборка оси Y
Данная ось двигает так называемую кровать. Сначала нам нужно установить мотор, на него надеть шкив. Затем установим свободно вращающийся шкив с другой стороны и вымерить для них ремень.
И теперь установим саму кровать, которая скрепит нам два конца ремня. Только не забудьте переде этим затянуть шкивы и то, что еще не туго затянуто. Подложка будет массивно и подлезать уже туда будет неудобно. Для соединения потребуются болты 200mm x 6mm, так что приготовьте их сразу.
Стоит отметить, что ремень должен быть очень хорошо натянут. Это будет сильно влиять на качество печати. Если вы не можете это сделать в момент сборки — можно воспользоваться специальным натяжителем. Это по сути простая пружинка. Что касается осей, то в данном случае они напечатаны, хотя это далеко не обязательно, просто название проекта обязывает))
Сборка оси X
В зависимости от вашего принтера, вам может понадобиться сделать отверстие сверлом 3мм в натяжителе ремня. Это отверстие должно быть весьма свободно.
Это отверстие должно быть весьма свободно.
- Прикрепите мотор к концу оси x разъемом вниз
- Прикрепите 20Т шестерни
- Вставьте 6мм стержни 6мм х 180 мм в отверстия на стороне двигателя. Вам нужно сократить эти стержни, если вы купили 200мм.
- Собрать натяжитель оси x либо с вашим собственным, либо с напечатанным натяжительным подшипником. Убедитесь, что гайка м3 в натяжителе, прежде чем продолжать.
- Пропустите ремень с левой стороны (со стороны двигателя), через редуктор, через натяжной подшипник на правую сторону
- В этот момент вы, вероятно, следует установить справа от оси x на стержни натяжитель ремня
- Если вас устраивает длина (убедитесь, что оси x натяжителя утоплен совсем немного) можно перерезать ремень. Не забудьте оставить дополнительную длину ремня
- Прикрепите LM6UU подшипники в каретке x
- Все собрали, ремни прикрепите к каретке x
- Потом останется отрегулировать все немного, чтобы убедиться в том, что ничего друг о друга не задевает
Сборка оси Z
Теперь собираем ось Z. Если Вы еще не поставили по ходу прошлых работ движки — самое время это сделать. Как понимаете, они должны стоять слева и справа. На них установим переходники для винтовых стержней, куда оные и поставим, зажав их шестигранником.
Если Вы еще не поставили по ходу прошлых работ движки — самое время это сделать. Как понимаете, они должны стоять слева и справа. На них установим переходники для винтовых стержней, куда оные и поставим, зажав их шестигранником.
Втыкаем направляющие (параллельно винтовым стержням) и вс ок. Можно сказать, что со сборкой корпуса мы закончили.
Шаг 6: Сборка электрической цепи.
Как укладывать проводку — дело каждого. Здесь будут приведены на фото варианты, а так решать вам. Самое важное — все правильно подключить. Схему тоже выложу, но лучше еще посмотреть как в обычных 3d принтерах это делается. Например, чтобы далеко не ходить, можно прям на данном сайте пробежаться по следующим статьям:
Не обязательно все читать — по картинкам можно увидеть ключевые места и углубиться именно в их изучение.
В картинке ниже виден терминал питания зеленого цвета. Это весьма опасная и ненадежная вещь, которая иногда воспламеняется — опасно оставлять дома без присмотра работающий 3d принтер. Поэтому в статье про Ramps лучше почитать, как быть в этом случае.
Шаг 7: Прошивка
Так как у вас в роли мозга 3d принтера будет (скорее всего) Arduino Mega, то залить на нее прошивку будет достаточно просто. Все что вам нужно — Arduino IDE. Самая стандартная прошивка от Marlin. Главное выбрать конфиги правильные для платы. На данном ресурсе статьи про прошивку я не видел, но на просторах интернета ее можно легко найти. Вот полезные ссылки:
Шаг 8: Тестим
Наконец-то время что-нибудь напечатать! Сразу отметим, что стол надо покрыть молярным скотчем или каптоном, так как он у нас без подогрева. Иначе адгезии не будет. Также перед печатью обязательно правильно надо настроить расстояние между соплом и кроватью. О том, как это правильно сделать говорится здесь. Калибровка 3d принтера — наше все!!!
Так как вы смогли напечатать детали для этого принтера — значит можете и заслайсить собственные модели для его маленькой копи, собранной своими руками. Поэтому про слайсер говорить не будем, не забудьте только уменьшить область печати!
А так вот что каждый из вас может иметь в конце данной стать!
robot-on.ru
Чем же печатают 3D-принтера?
3D печать основана на технологии послойного выращивания твёрдых объектов из различных материалов. Объёмные модели печатаются из пластика, бетона, гидрогеля, металла и даже из живых клеток и шоколада. В настоящей статье мы представим краткий обзор наиболее популярных материалов для 3D печати.
ABC-пластик
АBC-пластик известен как акрилонитрилбутадиенстирол. Это один из лучших расходных материалов для 3D печати. Такой пластик не имеет запаха, не токсичен, ударопрочен и эластичен. Температура плавления АВС-пластика составляет от 240°С до 248°С. Он поступает в розничную продажу в виде порошка или тонких пластиковых нитей, намотанных на бобины.
3D модели из АВС-пластика долговечны, но не переносят прямой солнечный свет. С помощью такого пластика можно получить только непрозрачные модели.
АВС-пластик для 3D печати
Акрил
Акрил используется в 3D печати для создания прозрачных моделей. При использовании акрила необходимо учитывать следующие особенности: для данного материала нужна более высокая температура плавления, чем для АВС-пластика, и он очень быстро остывает и твердеет. В разогретом акриле появляется множество мелких воздушных пузырьков, которые могут вызвать визуальные искажения готового изделия.
Изделия, напечатанные из акрила
Бетон
В настоящее время изготовлены пробные образцы 3D принтеров для печати бетоном. Это огромные печатающие устройства, которые кропотливо, слой за слоем, «печатают» из бетона строительные детали и конструкции. Такой 3D принтер может всего лишь за 20 часов «напечатать» жилой двухэтажный дом общей площадью 230 м2.
Для 3D печати используется усовершенствованный сорт бетона, формула которого на 95% совпадает с формулой обычного бетона.
Изделия, напечатанные бетоном
Гидрогель
Учёные из иллинойского Университета (США) напечатали при помощи 3D принтера и гидрогеля биороботов длиной 5-10 мм. На поверхность биороботов поместили клетки сердечной ткани, которые распространились по гидрогелю и начали сокращаться, приводя в движение робота. Такие роботы из гидрогеля способны передвигаться со скоростью 236 микрометров в секунду. В будущем они будут запускаться в организм человека для обнаружения и нейтрализации опухолей и токсинов, а также для транспортировки лекарственных препаратов к месту назначения.
Биороботы из гидрогеля, напечатанные 3D принтером
Бумага
В некоторых 3D принтерах в качестве материала для печати используется обычная бумага формата А4. Так как бумага – это доступный и недорогой материал, то и бумажные модели получаются недорогими и доступными для пользователей. Такие модели печатаются послойно, причём каждый последующий слой бумаги вырезается принтером и наклеивается на предыдущий. Модели из бумаги печатаются быстро, но не могут похвастаться прочностью или эстетичностью. Они идеально подойдут для быстрого прототипирования компьютерного проекта.
3D модели, напечатанные из бумаги
Гипс
В современной 3D печати широко применяются гипсовые материалы. Модели, изготовленные из гипса, недолговечны, но имеют очень низкую себестоимость. Такие модели идеально подходят для изготовления объектов, предназначенных для презентаций. Их можно показывать в качестве образца заказчикам и клиентам, они отлично передадут форму, структуру и размер оригинального изделия. Так как гипсовые модели отличаются высокой термостойкостью, их используют в качестве образцов для литья.
3D модель, напечатанная из гипса
Деревянное волокно
Изобретатель Кай Парти разработал специальное деревянное волокно для 3D печати. Волокно состоит из дерева и полимера и по своим свойствам похоже на полиактид (PLA). Комбинированный материал позволяет получить долговечные и твёрдые модели, которые внешне выглядят как деревянные изделия и имеют запах свежеспиленного дерева. В настоящее время инновационный материал используется только в самореплицирующихся принтерах RepRap.
3D модель, напечатанная деревянным волокном
Лёд
В 2006 году два канадских профессора получили грант на развитие технологии 3D печати ледяных фигур. За три года они научились создавать при помощи 3D принтеров небольшие ледяные предметы. Печать протекает при температуре -22°С, в качестве расходных материалов используются вода и метиловый эфир, подогретый до температуры 20°С.
Фигура, напечатанная льдом
Металлический порошок
Ни один пластик не сможет заменить металл с его приятным мягким блеском и высокой прочностью. Поэтому в 3D печати очень часто используется порошок из лёгких и драгоценных металлов: меди, алюминия, их сплавов, а также золота и серебра. Однако металлические модели не обладают достаточной химической стойкостью и имеют высокую теплопроводность, поэтому в металлический порошок для печати добавляют стекловолоконные и керамические вкрапления.
Украшения из металлического порошка, напечатанные 3D принтером
Нейлон
Печать нейлоном имеет много общего с печатью АВС-пластиком. Исключениями являются более высокая температура печати (около 320°С), высокая способность впитывать воду, более продолжительный период застывания, необходимость откачки воздуха из экструдера из-за токсичности компонентов нейлона. Нейлон – это достаточно скользкий материал, для его применения следует оснастить экструдер шипами. Несмотря на перечисленные недостатки, нейлон с успехом используют в 3D печати, так как детали из данного материала получаются не такими жёсткими, как из АВС-пластика, и для них можно использовать шарниры скольжения.
Нейлоновая нить для 3D печати
Изделия из нейлона, напечатанные 3D принтером
Поликапролактон (PCL)
Поликапролактон близок по свойствам к биоразлагаемым полиэфирам. Это один из самых популярных расходных материалов для 3D печати. Он имеет низкую температуру плавления, быстро затвердевает, обеспечивает прекрасные механические свойства готовых изделий, легко разлагается в человеческом организме и безвреден для человека. Кроме того, он может применяться сразу в нескольких технологиях 3D печати: SLS, ZCorp и FDM.
Поликапролактон для 3D принтера
Поликарбонат (PC)
Поликарбонат – это твёрдый пластик, который способен сохранять свои физические свойства в условиях экстремально высоких и экстремально низких температур. Обладает высокой светонепроницаемостью, имеет высокую температуру плавления, удобен для экструзионной обработки. При этом его синтез сопряжён с рядом трудностей и экологически не безвреден. Используется для печати сверхпрочных моделей в нескольких технологиях 3D печати: SLS, LOM и FDM.
Полилактид (PLA)
Полилактид – это самый биологически совместимый и экологически чистый материал для 3D принтеров. Он изготавливается из остатков биомассы, силоса сахарной свёклы или кукурузы. Имея массу положительных свойств, полилактид имеет два существенных недостатка. Во-первых, изготовленные из него модели недолговечны и постепенно разлагаются под действием тепла и света. Во-вторых, стоимость производства полилактида очень высока, а значит и стоимость моделей будет значительно выше аналогичных моделей, изготовленных из других материалов. Используется в технологиях 3D печати: SLS и FDM.
Полилактидная нить и изделия, напечатанные полилактидом на 3D принтере
Полипропилен (PP)
Полипропилен – это самая лёгкая из всех ныне существующих пластических масс. По сравнению с полиэтиленом низкого давления хуже плавится и лучше противостоит истиранию. При этом уязвим к активному кислороду и деформируется при отрицательных температурах.
Полипропилен для 3D печати
Полифенилсульфон (PPSU)
Данный материал пришёл в 3D печать из авиапромышленности. Он практически не горит, характеризуется теплостойкостью, высокой твёрдостью. Напоминает обычное стекло, но превосходит его по прочности. Используется в технологиях 3D печати: SLS и FDM.
Полиэтилен низкого давления (HDPE)
Это самый распространённый вид пластмассы в мире, из которого изготавливают ПЭТ-бутылки, канистры, трубы, плёнки, пакеты и т.д. В 3D печати полиэтилен низкого давления является непревзойдённым лидером. Данный материал может быть использован в любой технологии 3D печати.
Полиэтиленовая обувь, напечатанная на 3D принтере
Шоколад
Британские учёные представили публике первый шоколадный 3D принтер, который печатает любые шоколадные фигурки, заказанные оператором. Принтер наносит каждый следующий слой шоколада поверх предыдущего. Благодаря способности шоколада быстро застывать и твердеть при охлаждении, процесс печати протекает довольно быстро. В ближайшем будущем такие принтеры будут востребованы в кондитерских и ресторанах.
Шоколадный принтер в работе
Прочие материалы
Существуют 3D принтеры, которые предназначены для печати глиняными смесями, известковым порошком, продуктами питания, живыми органическими клетками и многими другими удивительными материалами. О том, какие материалы для 3D печати будут использоваться в ближайшем будущем, остаётся лишь догадываться.
sitmaster.by
Что можно печатать и делать на 3d-принтере дома и в коммерческих целях?
Если вы когда-то думали приобрести 3D-принтер, наверняка вы также задумывались о том, что можно сделать с помощью 3D-принтера?
Возможности 3d-принтеров
В прошлом столетии трехмерные модели использовались только в узкоспециальных сферах: в медицине – для протезирования, в машиностроении – для изготовления форм для литья, в электронике – для построения микросхем, в архитектуре и дизайне – для получения макетов интерьеров и зданий, в научно-исследовательской деятельности – для создания экспериментального прототипа будущего изделия.
Как 3d-притер печатает объекты?
3D принтер печатает объемную фигуру по заданной модели с помощью полимерной нити, которая накладывается слой за слоем и быстро застывает. Всё, что можно распечатать на 3д принтере, пользователь либо конструирует самостоятельно в специальных компьютерных программах, либо сканирует « с натуры», либо загружает готовые образцы из базы данных. Принтер воспроизводит объект с высокой точностью и с регулируемой скоростью.
Что можно печатать на 3д принтере дома?
В двадцать первом веке из сугубо научной области аддитивные технологии перешли в повседневную жизнь, активно расширяя круг своих приверженцев благодаря снижению рыночной цены на периферийные устройства, а также реальности идеи, что можно сделать на 3д принтере дома абсолютно или почти всё. Полученные изделия годны для повседневной жизни и служат альтернативой покупным заводским товарам, что способствует экономии семейного бюджета, открывает для домочадцев новый путь развития креативных способностей и проведения досуга.
Детские игрушки и развлечения
Пользователи создают интернет-сообщества, где выкладывают в общий доступ 3д модели разнообразных детских игрушек, кубиков, конструкторов и фигурок. Кроме того, дети могут распечатать на домашнем устройстве свои собственные фантазии. Нарисованные в программе, рисунки «оживают» у них на глазах благодаря технологии послойного синтеза. 3д принтер обрел известность еще и потому, что можно сделать фото или видео новой придумки и выложить ее в Сеть – для оценки другими владельцами трехмерного устройства.
Для создания детских шедевров стоит запастись широким цветовым спектром ABS и PLA пластиков, так как направление требует максимального буйства красок. Для данных работ отлично подойдет высокотехнологичный принтер Space Monkey Gorilla. Широкий, он позволяет создавать монолитные игрушки больших размеров, и его яркий нестандартный дизайн прекрасно впишется в интерьер детской комнаты.
Посуда и домашняя утварь
В сфере производства кухонной утвари технологические новинки внедряются нечасто. Но технология 3д печати в корне изменила структуру производства посуды. На смену керамике и фарфору пришли значительно более экономичные пластики: полиэтилен низкого давления, полипропилен, а также акрил и ABS-пластик.
В домашних условиях стоит начать с посуды попроще, из общедоступных полимеров в качестве строительного материала: с пластиковых контейнеров, подставок, формочек, дуршлагов, тарелок, разделочных досок и крышек. Для их изготовления достаточно иметь полимерную нить одного цвета и удобный принтер, такой как Ultimaker 2 Extended – высокоскоростная модель по демократичной для своего качества цене.
Мебель и фурнитура
Мебель ассоциируется с чем-то большим и громоздким, но трехмерные новшества добрались и до этой патриархальной сферы. Голландские разработчики придумали собирать мебель из ячеек различной формы, которые можно печатать отдельно и затем скреплять клеем. Основные плюсы такой мебели и предметов интерьера — это простота их изготовления. Используется только один вид пластика, экологичность также на высоком уровне. Что можно изготовить на 3д принтере? Это могут быть небольшие стулья, столешницы, диванчики. Другой вариант — отдельно распечатать оригинальную ножку для круглого столика, подставку для лампы, ручки для выдвижных ящиков, а также этажерки, вешалки, патроны для светильников и замки.
Для печати таких масштабов выбирается 3д принтер большой вместимости и с широкой платформой, например, такой как Leapfrog Creatr XL. Его габариты позволяют печатать предметы до 60 см в высоту.
Аксессуары для мобильных устройств и компьютеров
Обиходные вещи давно перестали служить только по своему прямому назначению. Чехлы для телефонов, подставки под ноутбуки, держатели планшетов над кроватью, крепления – все эти предметы на виду и под рукой, они, помимо прочего, выражают индивидуальность владельца.Телефонные аксессуары изготавливают с выгравированными именами, подпорки предстают в виде силящихся удержать гаджет атлантов или щупалец осьминога. Все перечисленные предметы относительно просты для изготовления в домашних условиях. Для этого можно приобрести удобный в использовании MakerBot Replicator 2X. Он особенно четко фиксирует изделие в процессе конструирования и препятствует его деформации, что важно для создания качественных аксессуаров.
Инструменты для дома
Возможности того, что можно делать на 3д принтере, проявляются на примере сложных предметов с подвижными частями. Речь идет, например, о гаечных ключах с регулируемой затяжкой, которые не придется собирать из двух частей – они печатаются единым элементом. Другие примеры инструментов для распечатки: пластиковый молоток, выдерживающий забивание гвоздей; мастерки, шпатели для отделочных работ; линейки, угольники и уровни для строительных работ, гайколомы и экстракторы в автомобильном демонтаже. Достаточно подобрать подходящий принтер, такой как Leapfrog Xeed, специализирующийся на печати деталей сложной геометрической формы.
Канцелярские товары
Большинство предметов в этой категории имеют простые программы в 3д моделировании, которые пополняются идеями личной маркировки и символики. Например, на корпусе ручки или визитницы делается надпись после завершения первого этапа печатания. К другим предметам, подпадающим под трехмерную печать, относятся линейки, трафареты, лекала, счетные палочки, пеналы, корпус для канцелярского ножа, подложки под сменные записные блоки, органайзеры. Эти модели чаще всего монолитны, для их изготовления подойдет надежный настольный 3д-принтер для несложных предметов Hori Titan. Он прост в использовании и имеет надлежащее качество.
Ювелирные изделия
Нигде так явно не демонстрируется, что на 3д принтере возможности аптечной точности безграничны, как в сфере ювелирных украшений. Дорогие установки печатают фотополимерные детали, которые в дальнейшем используются как модели для изготовления литейных форм. Незаменимым прибором для стереолитографии послужит высокоточный Formlabs Form 2, с ним легко печатаются мелкие детали колье, колец, ожерелий, серег и подвесок.
Детали и комплектующие для автомобилей
3д технология позволяет допечатать детали к таким крупным предметам, как автомобили и мотоциклы: насосы, трубки, кнопки, ручки, канистры, бутыли, подлокотники. Пользователи имеют возможность создать уникальную фигурку на капот или в салон, изготовить держатель для отдушки, корпусы для зеркал. Многочисленные шпонки, дюбеля, прокладки, катушки также распечатываются из обычных полимерных материалов ABS и PLA.
3д мини-копии тюнингованных автомобилей
Существует одна модная идея: автомобилисты создают точную уменьшенную копию своей машины и пробуют различные виды тюнингов, выбирая на наглядном примере подходящий. Чтобы сделать точные замеры со своего авто, пользуются сканерами, записывающими все базовые точки-координаты реального объекта (например, сканер Gotcha) . Автолюбители оценят простой в обращении, функциональный 3д принтер CubePro Trio.
Одежда и обувь
Одежда и ее привычное мягкое волокно на первый взгляд несовместимы с тем, что можно напечатать на 3д принтере. Однако дизайнеры доказывают обратное. Среди предметов одежды создаются сетчатые накидки, футболки, платья и даже нижнее белье, анатомически идеально подходящие человеку.
Индустрия шагнула дальше, придумав изготовление эксклюзивной обуви путем лазерного спекания. Принтер, работающий с материалом нейлоном, идеально подойдет для изготовления одежды и обуви. Европейское качество гарантирует, что можно печатать на 3д принтере, не опасаясь быстрого износа оборудования. К таким устройствам относят 3д принтер BQ WitBox.
3D-копия человека, селфи-продукция
3д принтеры расширяют наши представления о том, что можно сделать оригинального для важного, близкого человека. Индустрия подарков неуклонно движется в сторону персонализации даримых предметов. Трехмерная печать предлагает такие варианты, как как бюст или небольшая статуэтка, в деталях повторяющая образ получателя подарка. Для этого необходимо тщательно сосканировать человека при помощи специального сканера и загрузить данные в программу. 3д принтер высокой мощности, такой, как Mcor IRIS, воспроизведет мини-копию человека с удивительной точностью. Эта модель использует обычную бумагу, что гарантирует высокую степень экологичности конечного продукта.
3д принтеры постепенно перестают быть новинкой, набирая обороты популярности в мире. Специалисты уверяют, что скоро они будут так же естественно смотреться в каждом доме, как стиральная машина или компьютер. Потребитель имеет очень широкий выбор моделей устройств, ему остается только определить для себя направление его использования и сделать выбор согласно своим финансовым возможностям.
robot-ik.ru
Бизнес на 3D принтере. Печатаем изделия на 3D принтере на заказ
Слышали о 3D принтере? Или даже задумались о развитии бизнеса по изготовлению моделей на заказ? В этой статье мы поможем в выборе 3Д принтера, расскажем об их возможностях и разберемся как начать бизнес.
Считаете, что напечатать текст или изображение это чудо техники? А как насчет печати кружки или светильника? Это вовсе не чудо, это всё технический прогресс, который с каждым годом все более удивляет наш мир новыми изобретениями и возможностями. То, что ранее считалось чем-то нереальным, сейчас уже вполне реально вписывается в нашу повседневность. Уже несколько лет возможности принтера, который может напечатать объемную модель предмета (3Д) не перестают удивлять отраслями его применения: медицина, архитектура, строительство, образование, полиграфия, рекламная и сувенирная продукция. И это еще не все отрасли его применения.
Оглавление:
Фото: Создание 3Д моделей1. Выбор модели принтера для печати 3Д изделий
Успех выполнения нужного конечного продукта напрямую зависит от того, какой принтер при этом будет использоваться. Выбирая такой принтер для использования в бизнесе, необходимо обратить внимание на многие нюансы.
1. «Размах» услуг. Перед выбором конкретной модели и производителя определитесь заранее, насколько широкой будет сфера использования для услуг. К примеру, если есть цель предоставлять услуги печати на 3Д принтере, создавая объемные модели без детализации, то выбор падет на более простые и универсальные принтеры. При необходимости выполнять работу с высокой детализацией и сложных проектов, то стоит задуматься о приобретении более профессионального 3Д принтера. Не нужно забывать, что в зависимости от функциональности аппарата изменяется и сложность управления им, программное обеспечение, количество настроек. Более примитивные варианты принтеров просты в управлении и установке, подойдут даже для домашнего пользования. Более сложные аппараты имеют хорошую функциональность, подойдут для предоставления услуг клиентам.
2. Габариты. При предоставлении услуг 3Д принтера необходимо для себя выяснить, за работу какого объемы готовы взяться. Чем больше изготавливаемая деталь, тем больше размеров будет корпус принтера. От этих показателей зависит и цена изделия. Также имеет место в рассмотрении и тип корпуса. Бывает открытый тип и закрытый. По весу, открытый принтер превосходит закрытый, но по практичности закрытому нет равных.
3. Платформа. Есть рабочая платформа с подогревом и без, от этого зависит скорость застывания модели. Быстрее это происходит при наличии платформы с подогревом. Также есть съемные и стационарные.
4. Параметры. Этот пункт особо важен.
- Существуют 3Д принтеры, которые готовы создавать нужные элементы не только с помощью пластика, но и других материалов (железо, серебро, резина, шоколад и прочее).
- Точность печати. Наиболее точно передаст все мелкие детали принтер, который даёт толщину слоя от 0.1 до 0.4 мм, а точность печати – 0.1 мм. Такими характеристиками обладают высокоточные принтеры, которые отличаются от остальных повышенной стоимостью.
- Размеры печати, скорость печати, наличие гравера. Скорость в 1 м/сек считается довольно высокой, а гравер – скорее необходимость, чем обязательность. Размеры печати, как уже говорилось выше, имеют значение для будущего бизнеса.
5. Ценовая категория. Этот критерий может свести на нет все выбранные технические характеристики 3Д принтера. Стоимость профессиональной техники превышает десятки тысяч долларов. Не каждый начинающий бизнесмен сможет потянуть такие затраты. Но есть и более лояльные категории, которые за пару тысяч смогут обеспечить неплохой результат. Здесь играет роль и страна производитель. Китай в этом вопросе преуспел, так как готов предоставить качественную технику за оптимальную цену.
Фото: Модель 3Д принтера2. Возможности 3Д принтера
Чем технологичнее принтер, тем больше возможностей он имеет. Это правило номер 1 в этом вопросе. Не рассматривая бюджетные любительские варианты, охарактеризуем возможности полупрофессиональной и профессиональной техники.
Такая техника способна на многие возможности, так как обычно даже полупрофессиональные устройства способны работать с несколькими материалами одновременно (обычно 3 – 4 материала).
Использование в архитектуре и строительстве
Трехмерная печать для таких целей создается с помощью материала гипсового композита. Для этого созданы разнообразные оттенки воплощения всех задуманных элементов макета. Хотя может использоваться и черно-белая печать.
В строительстве возможно применение трехмерного принтера для создания дома. Сооружается специальное крупногабаритное устройство, которое с помощью цемента (к примеру), способно менее чем за сутки создать основу дома.
Медицинские цели использования
Протезирование, стоматология шагнули далеко вперед благодаря существованию ЗД принтера. Кроме создания протезов, коронок для зубов есть возможность «печатать» биологическим материалом (на клеточном уровне). Так можно воспроизвести человеческую кожу, внутренние органы. Такие устройства называют 3Д биопринтерами.
Фото: 3Д принтер в медицинеОбразование
Наглядные методы образования всегда считались наиболее эффективными. Для образовательного процесса создаются макеты, необходимые для наглядности. Для их печати используются нетоксичные материалы, которые не принесут вреда даже маленьким детям.
Тестирование механизмов
При необходимости тестирования новых разработанных механизмов (до изготовления их в задуманном материале) создают аналог на трехмерном принтере и тестируют его. Это позволяет сэкономить средства на материалах и устранить возможные проблемы в нем.
Мелкосерийное производство
Сувенирная продукция, копии известных экспонатов, творческие метаморфозы – все это решаемо с помощью 3Д принтера. Новые разработки потребительских товаров можно разово исполнить на таком принтере. Также были замечены попытки дизайнеров создать коллекцию одежды, которая была создана с помощью трехмерной печати. Была презентована уже не одна такая коллекция.
3. Поиск клиентов на 3Д изделия
Все вышеперечисленные отрасли, по сути, могут стать потенциальными клиентами 3Д печати. Успешная пиар компания с предоставлением каталога предоставляемых услуг и прайса для фирм, занимающихся подобными разработками, приведут к возникновению определенной клиентской базы, которая со временем только расширится.
Хоть и рынок подобных услуг с каждым годом увеличивается, стоит учитывать, что не все они способны предоставить качественные услуги по разработке необходимой 3Д модели. В поисках клиентов следует обратить внимание на тех, которые постоянно «ищут» — ювелиры, стоматологи, дизайнеры. Ведь им наверняка интересно, как будет выглядеть «творение» в итоге. Мелкосерийное производство имеет место в списке клиентов. Рекламную продукцию точно никто не отменял, а используя недорогие материалы, удастся получить первую прибыль.
Хоть и 3Д принтер уже долгое время находится в активном пользовании «знающих» людей, в широкие массы он так и не вошел. Проблема поиска клиентов достаточно велика из-за банального незнания о таком приборе и о том, что он может создавать. А используя различные материалы создать можно что угодно и часто по гораздо низшей стоимости, чем приобретение оригинала.
Есть еще способы заявить о своих возможностях части потенциальных клиентов:
- создание сайта. Что еще может подробно описать весь перечень услуг, как ни сайт? Именно туда можно выложить все возможные материалы выполнения моделей, сроки, стоимость, контакты фирмы и т.д. Если сайт создавать для фирмы нерентабельно, то можно воспользоваться услугами популярных торговых площадок.
- визитки, презентации, мастер-классы. Чего только не сделаешь, чтобы расширить собственный бизнес. Презентации в компаниях, которые могут быть заинтересованы, принесут свои плоды. Нужно лишь «вкусно» и доступно преподнести информацию, а также убедить, что только сотрудничество с фирмой «Х» будет выгодным и надежным.
4. Расходные материалы для работы
Перед покупкой 3Д принтера наверняка были подозрения, что стоимость его обслуживания так же будет не очень низкой. Во-первых, всё зависит от материала, с которым работаете.
Он может быть одним, а может быть их несколько. Во-вторых, качество никто не отменял. Как уже повелось – хороший расходный материал стоит соответствующе. Рассмотрим наиболее популярные расходные материалы, которые можно использовать универсально.
- Пластик ABS наиболее популярен среди пользователей трехмерных принтеров, так как этот материал достаточно прочный даже к ударам, к температурам до 100 градусов, таким веществам как кислота, щелочь, смазка, жир, но растворяется в ацетоне, бензоле и прочих веществах, имеющих подобное воздействие.
- Пластик PLA (полилактид) хоть и отличается своей нетоксичностью от других видов пластика, но он недолговечен. Со временем материал постепенно разлаживается. Используют для изготовления товаров для детей.
- Пластик PVA (по сути это клей ПВА) используют как разделитель деталей. Самостоятельные изделия из него не изготавливают, так как материал непрочный и легкорастворяемый в воде.
- Фотополимер как материал используется не во всех видах принтеров, хотя если изготовить что-либо из него, то получится очень прочное и износостойкое изделие.
- Нейлон очень схож на материал пластик ABS, только он более вынослив к высоким температурам, впитывает влагу. Но застывает дольше.
- Металлическая пудра имеет высочайшую износостойкость. Материал может состоять из пудры различных металлов – серебра, меди, олова и т.п.
Материалы пластик ABS и PLA наиболее практичные и широко используемые для изготовления практически всех деталей и моделей. Имеют умеренную стоимость.
5. Принцип работы трехмерного принтера
Для того, чтобы работать с 3Д принтером, совершенно нет лишним будет узнать, как именно он работает. Этот процесс совершенно не сложный, разобраться в этом просто.
Сам 3Д принтер способен напечатать любой физический объект путем накладывания слоев. Этот метод лег в основу работы всех принтеров. Но и он отличается из-за разницы работы с определенными материалами. Все управления принтером происходят с помощью компьютера. Для начала создается 3Д модель, которую и воплотит в реальность этот принтер.
Рассмотрим наиболее популярные материалы, которые и отличают работу принтеров.
- Работа с пластиком. Печатающая головка принтера (экструдер) разогревается до необходимой температуры и плавит пластик, который поступает в форме нити. Пластик наносится в нужных местах, при этом формируя изделие.
- Работа с металлом. Металл поступает в виде пудры, которая склеивается клеем. Так слой за слоем выполняется конечное изделие.
Принтеры имеют различные технологии работы.
- SLA технология подразумевает направление на полимер лазерного луча, который и придает нужную форму предмету.
- SLS технология предусматривает склеивание порошкообразного материала под воздействием лазерного луча.
- DLP сравнительно новая технология печати. Суть в том, что благодаря полимерным смолам и проектору. Происходит оцифровка светом полимера.
- ЕВМ – это электронно-лучевая плавка, которую используют для работы с металлом. Для этого существует материал – металлическая глина. После нагревания все лишние компоненты материала сгорают, остается лишь металл.
- НРМ технология отличается использованием двух материалов – один основной, второй – поддерживающий. После окончания работы отделяется вспомогательный материал и остается завершенное изделие.
Эти технологии способны качественно выполнить поставленную задачу.
Фото: Принцип работы 3 Д принтера6. Построение бизнеса на 3D принтере
Для того, чтобы официально предоставить свои услуги по 3Д печати необходимо зарегистрировать свою фирму. В каком виде это сделать – решать нужно лично. Если хотите организовать ИП, то регистрация проходит как физического лица (предпринимателя). А если же выбрать ООО, то на рынок выходит новое юридическое лицо, имеющее права, имущество, обязанности. При этом можно вести бизнес не в одиночку, а с семьей или друзьями.
После выбора регистрации организации, могут возникнуть следующие вопросы:
- Помещение. Аренда или покупка офиса – дело личное. Все зависит от средств, которые готовы вложить в свой бизнес. Выбор местонахождения офиса имеет здесь ключевое место. Окраина вряд ли будет пользоваться спросом среди клиентов, если все основные компании находятся в центре.
- Мебель для офиса. На чем сидеть, где работать – это все нужно учесть. Для организации рабочего процесса и возможных ремонтных работ необходимо отложить определенный бюджет.
- Аппаратура. Тут тоже все зависит от количества вложенных средств. Качественный принтер способен изготавливать предметы с высокой точностью, это точно оценят клиенты. Мощный компьютер, оснащенный программным обеспечением тоже необходим в дополнение к принтеру. Первоначально следует закупить материалы, которые будут использоваться со временем. Большое количество при этом не нужно, так как нет уверенности, что именно такой цвет и такой материал станут популярными среди клиентов.
- Сотрудники. Подумайте, кто будет заниматься поиском клиентов, кто будет работать с техникой, кто займется уборкой помещения. Если это все предстоит выполнять одному человеку, то вряд ли бизнес удастся. На первое время (до получения первой прибыли) необходимо отложить определенное количество денег на зарплаты сотрудникам.
- Пиар-компания. Создание сайта, объявления в местных источниках информации необходимы, чтобы об организации узнали.
Эти основные вопросы должны быть заранее продуманны перед началом работы. К каждому пункту стоит отнестись серьезно. Так как серьезное отношение к делу и приведет к серьезности в этом бизнесе.
7. Себестоимость и рентабельность 3Д печати
Все, что связано с рентабельностью, зависит от количества организаций, которые занимаются подобным предоставлением услуг в регионе. Но и при таких условиях возможно преуспеть.
Себестоимость печати зависит от количества используемого материала и времени работы принтера. Учитывая в стоимость готовой продукции затраты на материал, электроэнергию, стоимость офиса, зарплаты сотрудников, налоги, то в целом можно получить от 200% до 1000% прибыли.
Были бы клиенты, а заработать на 3Д печати возможно в хорошем объеме. При разумной организации рекламной компании можно достичь успеха. Главное, чтобы принтер «не ржавел» стоя без дела и сводя на нет все попытки развития бизнеса.
8. Финансовый план бизнес идеи печати на 3D принтере
Для старта бизнеса необходимо взвесить финансовые стороны вопроса. От этого и зависит дальнейшее существование собственного дела по предоставлению услуг печати на 3Д принтере.
Стартовые затраты обычно превышают сумму в 3000 долларов. Сюда входят растраты:
- покупка аппаратуры и оборудования;
- аренда офиса;
- специалист по работе с принтером.
Уточняя конкретные суммы, воспользуемся примерными расчетами в небольшом городе.
- Регистрация предприятия. Не особо затратный пункт. Дело касается больше сбором необходимых документов, а госпошлина не превышает обычно 40 долларов.
- Оборудование. ЗД принтер – 1500 — 2000 долларов, комплектующие – до 100 дол за 1 кг. Необходимо около 10 кг пластика на первое время. Ноутбук или компьютер – 300-400 дол.
- Наём сотрудника для работы на 3Д принтере – от 200 дол.
- Аренда офиса – от 100 дол, в зависимости от площади.
- Разработка сайта – около 1000 дол.
Подбивая общую стоимость старта бизнеса, выходим на сумму примерно в 4000 дол. При наличии постоянных заказов (с учетом расходов) можно выйти и на сумму 2000 дол, но это при условии работы одного принтера и постоянного наличия заказов. Простой соответственно не будет рентабельным.
9. Советы и подводные камни бизнеса
Однажды вложив приличную сумму финансов в свою организацию, остается риск не получить ожидаемого результата прибыли. Первым правилом для избегания подобной ситуации является постоянная работа по поиску клиентов. «Набив» клиентскую базу в 10 человек и расслабиться, точно не выйдет. Постоянная работа – вот что нужно. Не умеете сами, посоветуйтесь со специалистом в реализации рекламных акций.
В принципе, не только отсутствие клиентов может свести на нет все старания. Внимательно изучите рынок предоставления подобных услуг. Может дело в стоимости? Не завышена ли она? Зачастую так случается, если отнестись к конкурентам не внимательно.
А бывает, что принтер, на который рассчитывали, не способен сделать то, что хотят заказчики. Тогда перед его покупкой, обратитесь к разделу «Выбор модели».
В любом случае, каждый существующий бизнес – это риск. К вопросу о рисках нужно обратиться в первую очередь – готовы или нет терпеть трудности по ведению такого бизнеса.
Если на это взяты деньги в кредит, учтите все нюансы платежей и последствия, при которых нет возможности вовремя оплатить взнос из-за проблем с бизнесом.
Предлагаем в дополнение к нашей статье посмотреть видео-ролик
[yframe url=’https://www.youtube.com/watch?v=TmpXIunHQQs’]Уважаемые читатели! Если у вас остались вопросы или есть комментарии по теме статьи — пожалуйста, оставляйте их ниже.
bizid.ru
Живое сердце напечатали на 3D-принтере – Коммерсантъ FM – Коммерсантъ
В Израиле впервые в мире создали на 3D-принтере живое сердце, которое состоит из тканей и кровеносных сосудов, а также имеет камеры. Правда, на данный момент оно может подойти только кролику из-за маленького размера. Но ученые из университета Тель-Авива уверены, что в будущем они смогут напечатать сердце и для человека. Как удалось создать орган на принтере? И можно ли говорить о революции в медицине? Расскажут Анна Никитина и Глеб Силко.
Первое в мире сердце из 3D-принтера напоминает ягоду: его размер около 2,5 см, хотя его печать заняла больше трех часов. Впрочем, уже сейчас достижение израильских ученых называют медицинским прорывом. Сделано сердце из человеческих жировых клеток и соединительной ткани. Раньше для этого использовали синтетические вещества.
В будущем эта новая технология не только решит проблему нехватки органов для пересадки, но и максимально облегчит процесс трансплантации, рассказывает израильский журналист Саша Виленский: «Самая глобальная проблема — это отторжение пересаженного органа организмом. Всегда есть такая опасность. Но в том-то весь и интерес, что в случае с 3D-принтером мы имеем дело с тем, что выращено и распечатано из клеток самого пациента, таким образом просто снимается вопрос об отторжении. Это гениально».
Проблема нехватки органов по всему миру действительно стоит остро. В России, например, в 2017-м на 6 млн человек пришлось всего 900 доноров. А самый сложный орган — сердце — за год пересадили 250 раз, при этом требовался он почти 2 млн человек. Опыт израильских ученых по печати сердца впечатляет, и его можно будет использовать в других странах, говорит исполнительный директор лаборатории 3D Bioprinting Solutions Юсеф Хесуани. Правда, по его словам, говорить о революции в медицине еще рано: «Ученые использовали очень интересный материал на основе коллагена — это белок в организме млекопитающих. Кроме того, именно с точки зрения создания сложной трехмерной структуры исследователи — молодцы, они сделали действительно хорошую работу. Однако форма еще не обуславливает функцию, особенно если мы говорим про такой сложный орган, как сердце.
Были использованы новые подходы, но говорить, что произошел невероятный прорыв в этой области, пока, к сожалению, рано.
Когда, например, будет удален родной орган и пересажен новый, а функция будет полностью восстановлена, то это станет безусловной революцией».
В самом Университете Тель-Авива, где и напечатали сердце, говорят, что в будущем необходимые органы можно будет печатать прямо в больницах. Сейчас подобными разработками занимаются по всему миру. Российские компании, например, пытаются создать искусственную печень и почки. Правда, этот процесс слишком дорогой, и вряд ли в ближайшее время технологию получится внедрить на массовом уровне, отмечает директор Национального медицинского центра трансплантологии и искусственных органов им. Шумакова Сергей Готье: «То, что сделали израильские врачи, просто великолепно. Это доказывает, что данные возможности реально использовать для создания каких-то анатомических структур. Что касается других органов, например, таких как почка и печень, наш институт тоже работает над этим. У нас тоже есть биопринтеры, но прямо скажу, выращивание таких тканевых комплексов — это достаточно сложная и дорогостоящая технология, которая сильно отличается от традиционной методики трансплантации органа».
В мире уже есть примеры, когда врачам удавалось не только создать искусственные органы на 3D-принтере, но и успешно их пересадить, например, несколько лет назад в России напечатали щитовидную железу, которая прижилась пациенту. А в прошлом году ученые из Иерусалима имплантировали пациенту протез для черепа, и его тоже создали с помощью трехмерных технологий.
В течение этого года израильские ученые планируют проверять напечатанные на принтере сердца на кроликах и крысах, а затем начнут работать над созданием сердца для человека.
3D печать больших размеров в Москве в «3DMiniFactory»
Большим считается размер свыше 300 мм по большей стороне, так как почти все камеры 3D принтеров ограничены этим или меньшим (200 мм) размером печати и не способны создать данный объект целиком. Во многих случаях, если объект вмещается, его все-равно лучше разделить на части, во избежание деформации и для соблюдения размеров. Максимальный размер, который мы способны сделать на данный момент – 3000х1500х750 мм c учетом сборки, однако если Ваш объект должен быть еще больше, мы готовы рассмотреть такую возможность, со сборкой объекта на месте.
Для 3d печати больших изделий мы, предлагаем пластики (ABS, PLA, PETG), по следующим причинам:
-Относительно высокая прочность
-Точность от 0.2 до 0.6 мм на каждые 200 мм
-Относительно высокое качество поверхности
-Хорошо обрабатывается
-Доступная цена
Подготовка модели к широкоформатной 3D печати
Для изделий действуют стандартные требования, предъявляемые для 3d моделей для 3d печати, однако есть и особые:
-Толщина основной стенки моделей до 200 мм – не менее 2 мм.
-Толщина стенки объектов от 200 мм до 300 мм – не менее 3 мм.
-Толщина стенки моделей от 300 мм до 500 мм – не менее 5 мм.
-Толщина стенки объектов более 500 мм – не менее 7-10 мм.
Также может понадобиться:
-Оптимизация отдельных объемом и участков.
-Укрепление областей за счёт ребер жесткости.
Технологии 3D печати больших размеров
Вашу (или созданную нами) 3d модель мы делим на части, таким образом, чтобы не страдали размеры и важные детали. После печати части собираются вместе, склеиваются и спаиваются, после этого обрабатываются швы. На этом мы можем остановиться по Вашему желанию, либо по причине особой сложности внешней поверхности. Продолжением является комплексная обработка всей поверхности и покраска: 1 модель мы красим только в 1 цвет, однако ее можно поделить на несколько частей и покрасить их отдельно, после чего собрать. Перед покраской поверхность проходит двойную проверку на дефекты и грунтовку, после покраски поверхность покрывается несколькими слоями лака.
Как узнать стоимость или заказать 3d печать большого объекта?
Заполните форму ниже, выбрав исходные файлы, которые у Вас есть и прикрепив их, также заполните все поля, которые сможете. Либо просто пришлите задание с файлами на [email protected]
Гарантии
За счет налаженный процессов сборки и обработки мы гарантируем:
-Определенный уровень качества готовой поверхности, ознакомиться с которым Вы можете, посетив наш офис.
-Точность от 0.1 до 0.5 мм на каждые 200 мм.
-Относительную прочность соединений, за счет применения технологии склейка + спайка.
Прочность во многом зависит от формы и распределения весов в детали, для примера можно привести изделие ниже, которое при правильной фиксации без проблем выдерживает воздушный поток 30 м/с и даже падение с 1 метра.
Проблемы и дефекты 3D-печати — методы их устранения
Данное руководство станет для вас хорошим подспорьем в улучшении качества 3D-распечаток. Мы составили большой список наиболее часто встречающихся проблем, не забыв и о настройках программного обеспечения, и все это поможет вам все эти проблемы решить. Что особенно ценно — в этом руководстве много реальных картинок, которые позволяют легко идентифицировать те или иные проблемы 3D-принтера. Итак, приступим.
Посмотрите на приведенные ниже картинки. На них показаны наиболее часто встречающиеся при 3D-печати дефекты. Вы можете кликнуть на картинку, чтобы сразу попасть в ту часть руководства, где даны непосредственные рекомендации по решению данной проблемы. Если у вас не получается определить по картинке возникающий у вас при печати дефект, просто проматывайте дальше и подробно читайте каждый раздел. Там есть много полезных советов о том, как улучшить ваши 3D-распечатки!
Обзор проблем в картинках
Здесь и далее по тексту в качестве примера использовано меню программы-слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
3D принтер не печатает — нет экструдирования при начале печати
Эта проблема довольно часто возникает у пользователей новых 3D-принтеров, но, к счастью, ее очень просто разрешить! Если ваш экструдер не начинает с началом выполнения задания продавливать пластик, на это есть 4 возможных причины. Ниже мы пройдемся по каждой из них и объясним, какими настройками можно устранить эту проблему.
Экструдер не был подготовлен (заполнен) перед началом печати
У большинства экструдеров есть дурная привычка протекать пластиком, когда они не работают, но при этом находятся при высокой температуре. Горячий пластик внутри сопла просачивается через хот-энд, в результате чего внутри сопла возникают пустоты, откуда пластик вытек.
Протечка в состоянии покоя может возникнуть перед началом печати, когда идет предварительный прогрев экструдера, а также в конце печати, когда экструдер начинает постепенно остывать. Если часть пластика из экструдера вытекла, при следующем экструдировании, скорее всего, понадобится несколько секунд, прежде чем пластик снова начнет выходить из сопла. Когда вы попытаетесь начать печатать после того, как пластик вытек из экструдера, вы можете заметить некоторую задержку перед началом экструдирования.
Чтобы решить эту проблему, непосредственно перед началом работы убедитесь, что вы подготовили экструдер таким образом, чтобы сопло было заполнено пластиком и готово к экструдированию. Стандартный прием состоит в том, чтобы напечатать так называемую «юбку» (skirt). Эта «юбка» — кольцо, обводка, контур вокруг вашей будущей детали, и пока оно печатается, экструдер заполняется пластиком. Если вы чувствуете, что требуется дополнительная подготовка, можно увеличить количество печатаемых «юбок», соответствующие настройки имеются в ряде программ для 3D-печати.
Некоторые пользователи предпочитают предварительно экструдировать филамент «вручную». Такой процесс в панели управления часто называется Jog Control.
Сопло начинает работать слишком близко к платформе
Если сопло находится слишком близко к платформе печати, пространства для выходящего из экструдера пластика может оказаться недостаточно. Отверстие на конце сопла по сути оказывается блокированным, так что пластику некуда деваться. Явным образом на такого рода проблему указывает ситуация, когда пластик не экструдируется на первый, а то и на второй слой, а где-то с третьего или четвертого, по мере того как платформа опускается по вертикальной оси, все нормализуется. Эта проблема очень просто решается настройкой G-Code, который находится под одноименной вкладкой программы 3D-печати. Там вы можете очень тонко подстроить позицию по оси Z без того, чтобы менять какие-то настройки непосредственно в железе. Например, если вы введете значение 0,05 мм для смещения G-Code по оси Z, перед печатью сопло будет отведено на расстояние 0,05 мм от платформы. Продолжайте с небольшим шагом увеличивать это значение до тех пор, пока между соплом и платформой не окажется достаточного пространства для выхода пластика.
Филамент сточился о приводную шестеренку
В большинстве 3D-принтеров для проталкивания филамента вперед или назад используется небольшая зубчатая шестеренка подачи. Ее зубцы цепляются за филамент, что позволяет точно контролировать положение нити. Однако если вы заметили возле принтера большое количество пластиковой стружки или есть ощущение, что какой-то участок филамента «потерялся», возможно, что приводная шестеренка «сгрызла» слишком много пластика. Если такое случилось, шестеренке, когда она пытается протолкнуть филамент вперед или назад, не остается ничего другого, как продолжать вгрызаться всё глубже и глубже. Пожалуйста, обратитесь к разделу Филамент стачивается, где даны указания о том, как решить эту проблему.
Экструдер засорен
Если ни один из вышеописанных вариантов для вашего случая не подходит, тогда, вероятнее всего, у вас засорился экструдер. Это может случиться тогда, когда в сопло попадает всякого рода мусор, когда горячий пластик слишком долго находился внутри экструдера, или если экструдер недостаточно охлаждается и филамент начинает размягчаться не там, где следует. Прочистить сопло можно механически, для этого многие магазины предлагают специальные иглы и сверла для прочистки сопла экструдера, так же рекомендуем воспользоваться методом холодной протяжки, поищите в интернете как это сделать: прочистка сопла экструдера 3D-принтера. Последняя мера, если ничего не помогает, проблема с забившимся экструдером решается путем его разборки, и перед тем, как взяться за это дело, полезно связаться с производителем или продавцом вашего принтера. Сопло и термобарьер можно погрузить в растворитель, тем самым химически прочистить налипший пластик, затем механически вычестить из него весь нагар.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Распечатка не прилипает к платформе 3D-принтера
Очень важно, чтобы первый слой распечатки надежно прикрепился к платформе принтера так, чтобы все остальные слои использовали бы его как фундамент. Если первый слой к платформе не прилип, в дальнейшем возникнут проблемы. Решить это недоразумение можно массой различных способов, так что мы укажем лишь на самые типичные причины и объясним, как их устранить.
Платформа печати не выровнена
Многие принтеры позволяют подстраивать положение платформы печати с помощью нескольких винтов или ручек. Если это ваш случай и у вас проблемы с прилипанием первого слоя, самое первое, что надо сделать, — убедиться, что ваша платформа печати ровная и не перекошена. Если наблюдается перекос, одна из сторон платформы может оказаться слишком близко к соплу, тогда как другая будет слишком далеко. Чтобы получить как можно более качественный первый слой, платформу печати следует соответствующим образом подогнать. В большинстве программ для 3D-печати есть соответствующий мастер установки, который проведет вас по всем этапам выравнивания платформы. Обычно его, Bed Leveling Wizard, можно найти где-то в меню Tools.
Сопло начинает работать слишком далеко от платформы
После того как вы надлежащим образом выровняли платформу, вы должны еще убедиться, что сопло начнет работать на правильной высоте от платформы. Ваша задача — установить экструдер на идеальном расстоянии от платформы печати: не слишком далеко и не слишком близко. Чтобы печатаемый объект лучше держался на платформе, полезно, чтобы филамент слегка в нее вминался. Вы, конечно, можете всё настроить непосредственно на принтере, но, как правило, гораздо проще (и гораздо точнее!) это получается через программу. Обычно соответствующие параметры можно найти в меню наподобие Edit Process Settings → G-Code. Там можно выставить глобальное значение для смещения G-Code по оси Z, подстроив его исключительно точно. Например, если вы установите это смещение в -0,05 мм, сопло начнет печатать на 0,05 мм ближе к платформе. Не перестарайтесь, задавайте только совсем небольшие смещения. Каждый слой вашего объекта обычно имеет толщину около 0,2 мм, так что «небольшие» смещения следует понимать в таких масштабах.
Первый слой распечатывается слишком быстро
Когда вы распечатываете на платформу первый слой пластика, вам надо, чтобы этот первый слой, перед тем как на него будет выложен второй, хорошо прикрепился к поверхности. Если вы печатаете первый слой слишком быстро, пластик может не успеть прикрепиться к платформе. По этой причине, как правило, оказывается очень полезным печатать первый слой на более низкой скорости. У большинства слайсеров такая опция имеются. Найти ее можно ориентировочно в меню Edit Process Settings → First Layer Speed. Например, если установить этот параметр в 50%, то первый слой будет печататься на 50% медленнее остальных. Если вам кажется, что и этого недостаточно, попытайтесь изменить его еще.
Настройки температуры или охлаждения
Пластик по мере охлаждения сжимается. Для наглядности представьте себе, что вы печатаете ABS-пластиком объект, имеющий 100 мм в поперечнике. Если экструдер печатает пластиком при температуре 230 °С, а пластик этот выкладывается на холодную платформу, он, выйдя из хот-энда, скорее всего, остынет довольно быстро. У некоторых принтеров есть специальные охлаждающие вентиляторы, которые позволяют ускорить этот процесс. Если объект из ABS остывает при комнатной температуре в 30 °С, ребро длиной в 100 мм сожмется почти на 1,5 мм! Платформа печати при этом таких линейных искажений не претерпевает, она вообще обычно поддерживается при постоянной температуре. В силу этих обстоятельств пластик по мере остывания будет стремиться отсоединиться от платформы. И это важный момент, который следует иметь в виду при печати первого слоя. Если вы замечаете, что сначала слой как будто и прилипает к платформе, но потом, остывая, начинает отставать, возможно, причина именно в настройках температуры и охлаждения.
Многие принтеры, которые предназначены для печати материалами, разогретыми до высоких температур (например, ABS), имеют функцию подогрева платформы, которая помогает бороться с этими проблемами. Если платформа подогрета до 110 °С и эта температура поддерживается в течение всего процесса печати, это обеспечит нагрев первого слоя, и он не будет сжиматься. Поэтому, если у вашего принтера платформа с подогревом, вы можете попробовать его включить, чтобы первый слой не остывал. В целом надо иметь в виду, что PLA хорошо прилипает в том случае, если он подогрет до 60-70 °С, а ABS лучше работает при подогреве до 100-120 °С. В программах управления печатью всё это настраивается. В соответствующем меню, например Edit Process Settings → Temperature, надо выбрать из списка нужную платформу и указать для нее температуру первого слоя. Значение температуры обычно можно изменить после двойного клика на этот параметр.
Если у вашего принтера есть охлаждающий вентилятор, вы можете попробовать его выключить на время печати нескольких первых слоев, чтобы они не остывали слишком быстро. Это тоже, как правило, находится в меню Edit Process Settings, во вкладке Cooling. Здесь можно выставить скорость работы вентилятора для выбранных уровней. Например, вы можете захотеть, чтобы первый слой печатался при выключенном вентиляторе, но чтобы по достижении пятого слоя он включился на полную мощность. Тогда вам потребуется установить две метки в соответствующем списке. Слой 1 — при 0% скорости вентилятора, слой 5 — при 100% скорости. Если вы используете пластик ABS, то вентилятор обычно отключается на все время печати, так что одной метки (слой 1 — 0%) будет достаточно. Если вы по какой-то причине работаете в очень ветреных условиях, вам может также понадобиться защитить принтер от ветра. При печати мостов и нависающих элементов ABS-ом охлаждение лучше включить, так пластик будет быстрее охлаждаться и затвердевать.
Поверхность платформы печати (лента, клей, другие материалы)
Разный пластик по-разному прилипает к разным покрытиям. Поэтому у многих принтеров в комплекте идут специальные материалы, которыми предлагается покрывать платформу для печати. Например, в комплекте некоторых принтеров есть лист FIXPAD — к которому очень хорошо прилипает PLA, ABS, HIPS, SBS. Другие производители предлагают специальные самоклеящиеся пленки для стола 3D-принтера. Если вы собираетесь печатать прямо на эти поверхности, перед началом работы всегда полезно убедиться в том, что на них нет пыли, жира или масла. Достаточно промыть их водой или изопропиловым спиртом — и эффект будет весьма ощутим.
Если у вашего принтера нет такого специального материала для усиления сцепления с платформой печати, у вас все равно есть масса вариантов! Существует много разных типов лент, к которым хорошо прилипают распространенные в 3D-печати пластики. Полоски таких лент просто наклеиваются на платформу, а потом легко удаляются или заменяются по мере надобности, если вы захотите печатать другими материалами. Например, PLA довольно неплохо прилипает к синей малярной ленте, а ABS любит каптон, который известен также как полиамидная пленка. Многие пользователи добились больших успехов, работая с временно наносимым на платформу клеем или разного рода спреями. Это может быть лак для волос, клей-карандаш или более хитрые липкие субстанции, которые позволят решить проблему, если больше ничего не помогает. Просто экспериментируйте и найдите то, что в вашем случае будет работать лучше всего.
Если ничего не помогает, используйте поля: рафт (raft) или брим (brim)
Бывает так, что нужно распечатать очень маленький объект, поверхность которого просто слишком крошечная для того, чтобы прилипнуть к платформе. В программах для 3D-печати часто имеются настройки, которые позволяют эту поверхность увеличить, чтобы было, чему прилипать. Одна из таких опций называется brim (поля). Эти поля представляют собой дополнительные круги, печатаемые вокруг вашего объекта, так что получается нечто в виде шляпы с полями. Опция включается в меню Additions → Use Skirt/Brim. Еще программы печати иногда предлагают напечатать под деталью «плот» (raft), который служит для тех же целей, что и поля. Если вы заинтересовались этими возможностями, загляните в соответствующее руководство — там все разъясняется подробно.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Пластика экструдируется недостаточно
В каждом из профилей программ для 3D-печати есть настройки, в которых указывается, сколько пластика 3D-принтер должен экструдировать. Однако, поскольку сам 3D-принтер не дает никаких сигналов относительно того, сколько пластика он экструдировал на самом деле, может случиться, что филамента было выдавлено меньше, чем это предполагает программа (это называется недоэкструдированием). Если возникла такая проблема, вы можете обнаружить щели между соседними слоями. Самый надежный способ, которым можно проверить, достаточное ли количество пластика экструдирует ваш принтер, — это распечатать простой кубик с ребром 20 мм и как минимум 3 контурами. Посмотрите на верхний слой — хорошо ли соединены между собой все 3 контура? Если есть щели, имеет место недоэкструдирование. Если все периметры как положено соприкасаются и щелей нет, проблема в чем-то другом. Если вы установили факт недоэкструдирования, есть несколько причин этой проблемы, и их можно свести к следующим:
Неверный диаметр нити филамента
Первое, что вам следует проверить, — это то, знает ли программа печати о диаметре используемого вами филамента. Эти настройки обычно живут в меню Edit Process Settings → Other. Убедитесь, что выставленная там величина соответствует используемому филаменту. Вы можете даже самостоятельно измерить этот диаметр с помощью микрометра или другого прецизионного прибора и убедиться, что он совпадает с настройками программы. Наиболее распространенные значения диаметра нити филамента — 1,75 мм и 2,85 мм. На многих катушках пластика указывается точный диаметр нитей.
Слишком мал коэффициент экструдирования
Если диаметр вашего филамента правильный, а экструдирование по-прежнему недостаточное, вам нужно подстроить коэффициент экструдирования. Это очень полезный параметр (его иногда называют показателем расхода и т.п.), который позволяет легко изменять количество экструдируемого пластика. Соответствующие настройки живут где-то под Edit Process Settings → Extruder. Для каждого экструдера на вашем принтере может быть установлен собственный коэффициент экструдирования, поэтому, если их у вас несколько, нужно выбрать из соответствующего списка правильный. Например, вы можете поменять указанный коэффициент с 1,0 на 1,05, и тогда пластика будет продавливаться на 5% больше, чем раньше. Для PLA коэффициент экструдирования обычно выставляют в 0,9, для ABS — ближе к 1,0. Попробуйте увеличивать этот параметр с шагом в 5%, распечатывая заново тестовый кубик, чтобы видеть, есть ли еще щели по периметру.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Пластика экструдируется слишком много
Программное обеспечение постоянно общается с вашим принтером, чтобы обеспечить экструдирование правильного количества филамента. Это очень важно для обеспечения хорошего качества печати. Но большинство 3D-принтеров не имеет возможности определять, сколько пластика выдавилось на самом деле. Если ваши настройки экструдирования выставлены неправильно, принтер может продавливать больше пластика, чем этого ожидает программа. Такого рода переэкструдирование приводит к тому, что избыточные количества пластика катастрофически скажутся на внешних размерах печатаемого объекта. Для решения этой проблемы надо обратить внимание на несколько параметров в установках программы печати. Посмотрите раздел Пластика экструдируется недостаточно — там подробно рассказано о том, что надо делать. Хотя это инструкции на случай недоэкструдирования, вы можете настраивать те же самые параметры, только в другую сторону. Например, увеличение коэффициента экструдирования помогает при недоэкструдировании, следовательно, этот коэффициент нужно уменьшить при переэкструдировании.
↑ В начало
Дыры или щели на верхнем слое распечатки
Для экономии пластика большинство распечатываемых 3D-деталей представляют собой сплошную оболочку вокруг пористого, частично полого наполнения. Например, при создании внутреннего объема детали может использоваться только 30% наполнения, что означает, что внутри она только на 30% будет состоять из пластика, все остальное — воздух. Раз внутренности детали могут быть частично полыми, нам надо, чтобы поверхность была сплошной и прочной. Для этого программы 3D-печати позволяют указать, сколько сплошных слоев надо выложить снизу и сверху объекта. Например, если вы печатаете простой кубик с 5 сплошными слоями снизу и сверху, программа ровно так и сделает, а все то, что внутри, окажется частично пустым. Такой прием позволяет сэкономить впечатляющее количество пластика, притом что сами объекты останутся достаточно прочными благодаря выверенным настройкам заполнения. Однако в зависимости от того, какие именно настройки вы выставили, вы можете обнаружить, что верхние слои вашей распечатки, которые должны быть сплошными, не совсем сплошные. Там могут быть щели и дыры, хотя, судя по всему, быть их там не должно. Если вы столкнулись с такой проблемой, есть несколько простых настроек, которые помогут ее решить.
Недостаточно сплошные верхние слои
Первая настройка, на которую следует обратить внимание, — это количество верхних сплошных слоев. Когда вы пытаетесь напечатать на 100% сплошной слой поверх частично пустой внутренней части, верхний слой должен перекрыть лежащую под ним пустоту. Но одиночный слой будет стремиться стекать и провисать. Поэтому, как правило, поверх пустоты печатают несколько слоев, чтобы обеспечить плоскую и вполне твердую поверхность. Золотое правило здесь такое: сплошная часть распечатки должна быть не менее 0,5 мм в толщину. Поэтому, если у вас слои по 0,25 мм, их потребуется как минимум 2. Если вы печатаете тонкими слоями, например в 0,1 мм, вам может понадобится 5 сплошных верхних слоев, чтобы добиться удовлетворительного эффекта. Если вы заметили щели на верхней поверхности, в первую очередь нужно увеличить количество сплошных слоев, из которых она состоит. Например, если такая проблема имеет место при 3 сплошных слоях, попытайтесь выложить 5 и посмотрите, не стало ли лучше. Обратите внимание, что эти сплошные слои печатаются внутри вашего объекта, т.е. его внешние размеры не меняются. Изменить количество сплошных слоев можно в меню Edit Process Settings → Layer или аналогичном, в соответствии с используемой программой управления печатью.
Слишком низкий процент заполнения
Внутреннее заполнение вашего объекта играет роль фундамента для вышележащих слоев. Сплошные слои наверху распечатки требуют, чтобы фундамент под ними был достаточно прочным. Если у вас процент заполнения слишком мал, значит внутри будет слишком много пустого пространства. Так, если заполнение установлено в 10%, остальные 90% будут пустотой, т.е. могут быть очень большие незаполненные пространства, поверх которых вы потом попытаетесь напечатать сплошной слой. Если вы увеличиваете и увеличиваете количество сплошных верхних слоев, а щели на них всё не уходят и не уходят, вам может понадобиться увеличить процент заполнения, чтобы избавиться от этого недоразумения. Например, если процент заполнения был 30%, попробуйте установить его в 50%, в результате чего опора под сплошными верхними слоями станет более надежной.
Недостаточное экструдирование
Если вы увеличиваете и увеличиваете количество сплошных верхних слоев, а щели на них всё не уходят и не уходят, процесс может страдать от недостаточного экструдирования. Это значит, что через сопло вашего принтера пластика продавливается меньше, чем этого ожидает программа. Полное описание этой проблемы и способов ее решения приведены в разделе Пластика экструдируется недостаточно.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Волоски или паутина
Волоски (паутина, «волосатая», «усатая» печать) появляются тогда, когда при печати 3D-модели образуются тонкие, нежелательные нити пластика. Как правило, это связано с тем, что такие нити вытягиваются из сопла, когда экструдер перемещается на новую позицию. К счастью, у слайсеров есть несколько параметров, которые можно настроить, чтобы избавиться от этой незадачи. Самая стандартная настройка, которая борется с описываемой проблемой, называется обычно Retraction (втягивание). Если она включена, то экструдер, завершив печать определенного участка модели, втягивает филамент в сопло, что является хорошим способом избавления от «волосатости». Когда надо продолжить печать, филамент проталкивается обратно в сопло, и пластик начинает экструдироваться. Чтобы посмотреть, выставлено ли втягивание, нужно кликнуть на Edit Process Settings, а там выбрать вкладку Extruder. Эта опция должна быть включена для каждого из имеющихся экструдеров. Ниже мы рассмотрим важные параметры втягивания, а также некоторые другие настройки, которые пригодятся для того, чтобы избавиться от паутины, — в частности, настройки температуры экструдера.
Дистанция втягивания
Самая важная настройка у втягивания — это дистанция. Она определяет, сколько пластика втягивается обратно в сопло. Обычно, чем больше пластика втягивается, тем менее вероятно, что сопло будет протекать во время перемещения. Для большинства безредукторных экструдеров достаточно дистанции втягивания в 0,5-2,0 мм, хотя для некоторых экструдеров Bowden может понадобиться целых 15 мм, потому что у них большое расстояние между приводной шестеренкой и хот-эндом. Если вы столкнулись в вашей работе с проблемой «волосатости», попробуйте увеличить втягивание на 1 мм и посмотрите, не стало ли лучше.
Скорость втягивания
Следующий параметр втягивания, который нужно проверить, — это скорость, на которой филамент втягивается в сопло. Если она слишком мала, пластик будет медленно стекать вниз и может начать капать еще до того, как экструдер завершил перемещение на новую позицию. Если она слишком высока, филамент может оторваться от горячего пластика в сопле, или же в результате резкого движения приводная шестерня может «выгрызть» часть пластиковой нити. Золотая середина обычно находится где-то между 1200 и 6000 мм/мин (20-100 мм/с), тогда втягивание проходит наилучшим образом. Обычно в программах печати предлагаются уже заранее сконфигурированные профили, которые можно взять за исходные, и понемногу варьировать значения параметров, чтобы лучше подогнать их, например, к характеристикам используемого материала. Так что полезно поэкспериментировать и с разными значениями скорости втягивания и посмотреть, не уменьшится ли «волосатость».
Слишком высокая температура
Если с настройками параметров втягивания все хорошо, следующей по распространенности причиной возникновения паутины является избыточная температура экструдера. PLA особенно чувствителен к температуре. Если она слишком высока, пластик внутри сопла становится чрезмерно жидким и ему гораздо легче вытекать через сопло. Если же температура слишком низка, пластик будет слишком твердым и его будет трудно продавить через хот-энд. Если, на ваш взгляд, с настройками втягивания у вас все в порядке, а описываемая проблема не решена, можно попытаться снизить температуру экструдера на 5-10 градусов. Это может значительно сказаться на качестве готового объекта. Температура настраивается, как легко догадаться, где-то здесь: Edit Process Settings → Temperature. Выберите из списка соответствующий экструдер и укажите его желаемую температуру для конкретной точки процесса печати.
Перемещение на большие открытые расстояния
Как мы уже говорили, паутина появляется тогда, когда экструдер перемещается на новую позицию, а пластик в это время вытекает через сопло. То, насколько такого рода протечка может оказаться существенной, в значительной мере связано с расстоянием, на которое перемещается печатающая головка. Небольшие расстояния преодолеваются достаточно быстро, так что пластик просто не успевает просочиться. А вот если расстояния значительные, вероятность появления паутины гораздо выше. У многих программ 3D-печати есть исключительно полезная фича, которая позволяет минимизировать расстояние перемещения сопла над пустотой. Делается это за счет того, что траектория меняется с прямой и кратчайшей, на более длинную и извилистую — зато над поверхностью. В большинстве случаев можно вообще подобрать траекторию, которая ни разу не окажется «мостиком». То есть, для возникновения паутины просто не будет возможностей, потому что сопло всегда будет находиться над чем-то. Такая опция живет где-нибудь в Advanced и может называться, например, Avoid crossing outline for travel movement, т.е. «избегать выхода за границы контура при перемещении».
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Перегрев пластика
Пластик, который выходит из экструдера, имеет температуру в интервале 190-240 °С. Поскольку пластик горячий, он мягкий и ему легко придавать различные формы. Но когда он остывает, он быстро становится твердым, и форму его так просто уже не изменить. Вам нужно добиться баланса между температурой и охлаждением так, чтобы пластик мог свободно течь через сопло, но быстро затвердевал, обеспечивая точные размеры распечатываемой 3D-детали. Если такого баланса нет, могут возникнуть проблемы с качеством печати, когда, например, внешние размеры объекта окажутся не такими, как вы планировали. Как видно на фото, филамент, который был экструдирован на вершину пирамиды, не смог достаточно быстро застыть, чтобы сохранить форму. Вот некоторые распространенные причины перегрева и способы их устранения.
Недостаточное охлаждение
Наиболее распространенная причина перегрева — это если пластик остужается недостаточно быстро. Когда такое происходит, горячий пластик, охлаждаясь, успевает принимать самые разные формы. Для многих видов пластика гораздо лучше, когда филамент, будучи выложен в слой, быстро охлаждается, чтобы форма не успела измениться. Если у вашего принтера есть охлаждающий вентилятор, попытайтесь увеличить мощность охлаждения, чтобы пластик остывал быстрее. Мощность охлаждения, она же скорость вращения, изменяется во вкладке Edit Process Settings → Cooling. Двойной клик на соответствующей метке, изменение значения — и дело в шляпе. Дополнительное охлаждение поможет пластику сохранить форму. Если у вашего принтера нет родного вентилятора, можно какой-нибудь приспособить или вообще использовать небольшой ручной, обдувая им объект в процессе печати.
Печать ведется при слишком высокой температуре
Если вы уже задействовали вентилятор, а проблема еще не решена, вы можете попытаться вести саму печать при более низкой температуре. Когда пластик экструдируется при более низкой температуре, он быстрее застывает и лучше держит форму. Попробуйте снизить температуру на 5-10 градусов и посмотрите, что получится. Это можно сделать в меню Edit Process Settings → Temperature. Двойной клик на соответствующей метке, изменение значения — готово. Не перестарайтесь, иначе пластик не разогреется достаточно для того, чтобы его можно было продавить через малюсенькую дырочку на конце сопла.
Печать ведется на слишком большой скорости
Если каждый слой вашего объекта печатается очень быстро, времени на то, чтобы каждый предыдущий слой достаточно остыл, может оказаться недостаточно, и печать будет вестись поверх горячего слоя. Это особенно важно для очень мелких деталей, когда на печать каждого слоя требуется всего несколько секунд. Даже при наличии охлаждающего вентилятора вам может потребоваться снизить скорость печати маленьких слоев, чтобы предоставить им достаточное время для остывания. В большинстве программ 3D-печати это делается очень просто. Во вкладке Cooling меню Edit Process Settings, скорее всего, имеется раздел Speed Overrides. Там выставляется параметр автоматического снижения скорости печати для маленьких слоев, чтобы дать им время на то, чтобы остыть и застыть, перед тем как поверх них начнет печататься новый слой. Например, можно разрешить программе автоматически снижать скорость печати для слоев, которые выкладываются менее чем за 15 секунд. Это очень полезная опция для борьбы с перегревом.
Если ничего не помогает, попробуйте печатать сразу несколько деталей
Если вы попробовали все три перечисленных варианта, но проблемы с недостаточным охлаждением остаются, можно вот еще что попробовать. Создайте в слайсере копию объекта, который собираетесь напечатать (Edit → Copy/Paste), или импортируйте другой объект, чтобы он печатался одновременно. Печатая два объекта одновременно, вы можете обеспечить большее охлаждение для каждого из них. Нагретому соплу придется перемещаться на другую позицию над платформой, чтобы выложить слой второй детали, и это дает короткую передышку, за время которой первая деталь может немного остыть. Это простой, но очень эффективный метод решения проблемы перегрева.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Смещение слоев или отсутствие выравнивания
Большинство 3D-принтеров использует систему управления без обратной связи, иными словам, как бы странно это ни показалось, они не имеют представления о реальном положении печатающей головки. Принтер просто пытается переместить головку в определенную позицию и надеется, что она там и окажется. В большинстве случаев это работает, потому что шаговый мотор принтера достаточно мощный и какой-то такой нагрузки, которая могла бы помешать его работе, обычно не случается. Но если что-то идет не так, принтер никак не сумеет это определить. Например, если вам удалось достаточно сильно ударить по принтеру в тот момент, когда он занят делом, его печатающая головка может резко изменить положение. Поскольку аппарат не имеет представления, о том, на что вы сподобились, он продолжит печатать как ни в чем не бывало. Если вы обнаружили в вашей распечатке смещенные слои, это обычно вызвано одной из нижеуказанных причин. К сожалению, если такая ошибка возникает, сам принтер выловить ее не в состоянии, и тут на помощь должен прийти человек и решить одну из следующих проблем.
Печатающая головка движется слишком быстро
Если вы печатаете на очень высокой скорости, моторы вашего 3D-принтера могут испытывать проблемы с тем, чтобы ее поддерживать. Если вы пытаетесь заставить принтер печатать быстрее, чем это могут обеспечить моторы, вы можете услышать характерный щелкающий звук, когда приводу не удается достигнуть заданного положения. Когда такое случается, оставшаяся часть печатаемого объекта получится смещенной относительно того, что было напечатано ниже. Если вам кажется, что печатающая головка перемещается слишком быстро, попробуйте снизить скорость на 50% и посмотрите, что получится. Для этого в меню Edit Process Settings имеется вкладка Other. Настройте Default Printing Speed и X/Y Axis Movement Speed. Первый параметр определяет скорость любого перемещения, когда экструдер активно продавливает пластик, второй определяет скорость быстрых перемещений, когда экструдирования не происходит. Если значение одного их этих параметров слишком велико, это может привести к смещению слоев. Если вы не испытывайте смущения, когда меняете расширенные настройки, вы можете попробовать также уменьшить в параметрах прошивки вашего принтера значение ускорения, чтобы скорость увеличивалась и уменьшалась не так резко.
Механические или электрические проблемы
Если слои остаются смещенными и после снижения скорости печати, тогда, вероятнее всего, у принтера есть какая-то механическая или электрическая проблема. Например, в большинстве 3D-принтеров для того, чтобы мотор управлял положением печатающей головки, применяются ременные передачи. Эти ремни обычно делаются из резины, которая укреплена каким-нибудь волокном. С течением времени ремни могут растягиваться, что сказывается на их натяжении и на способности точного позиционирования. Если натяжение слишком мало, ремень может соскочить со шкива привода, т.е. привод будет вращаться, но ремень не будет ничего передавать. Если ремень был изначально натянут слишком сильно, это тоже может привести к проблемам. Перетянутый ремень создает избыточное трение в подшипниках, что мешает двигателям вращаться. Идеальная сборка предполагает, что ремень натянут достаточно сильно, чтобы не соскочить, но не настолько сильно, чтобы блокировать вращение системы. Если вы начинаете замечать появление смещенных слоев, вы должны убедиться, что все ремни приводного механизма натянуты должным образом, не слишком слабо и не слишком сильно. Если вы думаете, что проблема в этом, пожалуйста, обратитесь за советом к изготовителю вашего принтера.
Во многих 3D-принтерах есть также ремни, которые натянуты на шкивы, закрепленные на валу шагового двигателя. Крепление там выполнено с помощью маленьких регулировочных винтов, называемых также установочными. Так обеспечивается синхронное вращение шкива и вала. Но если регулировочные винты ослабли, синхронность может оказаться нарушенной. Может оказаться, что мотор вращается, а шкив — нет. Когда такое случается, печатающая головка не попадает в требуемую позицию, что сказывается на выравнивании всех печатаемых после сбоя слоев. Поэтому, если смещение слоев возникает регулярно, вы должны убедиться, что винтики на шкивах затянуты хорошо.
Бывают также некоторые распространенные сбои по электричеству, которые тоже приводят к тому, что мотор сбивается с позиции. Например, если сила тока, подаваемого на двигатель, слишком мала, его мощности может оказаться недостаточно для вращения. Бывает также, что электроника электропривода перегрелась, из-за чего мотор может временно остановиться и не работать до тех пор, пока температура не придет в норму. Это, конечно, не всё, здесь описаны только несколько распространенных электрических и механических моментов, на которые следует обратить внимание, если смещение слоев представляет часто возникающую проблему.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Слои разделяются и расщепляются
3D-печать устроена таким образом, что в один конкретный момент печатается один конкретный слой объекта. Каждый последующий слой печатается поверх предыдущего, и в конце концов получается заданная 3D-модель. Но для того, чтобы получившийся объект был достаточно прочным и надежным, требуется сделать так, чтобы каждый слой был надлежащим образом связан с тем, который находится под ним. Если слои связаны друг с другом недостаточно хорошо, получившийся объект может расколоться и развалиться. Вот несколько типичных причин этого и предложений о том, как все можно исправить.
Слишком большая высота слоя
Диаметр сопла большинства 3D-принтеров составляет 0,3-0,5 мм. Пластик проталкивается через это малюсенькое отверстие, чтобы в результате можно было напечатать очень мелкие детали. Но эти маленькие размеры сопла накладывают также определенные ограничения на то, какой может быть высота (или, если угодно, толщина) слоя. Когда вы распечатываете один слой пластика поверх другого, вы хотите, чтобы верхний слой был прижат к нижнему, чтобы они оказались сцеплены друг с другом. Железное правило здесь такое: выбираемая вами высота слоя должна быть на 20% меньше диаметра сопла. Например, если у вас сопло на 0,4 мм, вы не можете слишком отклониться от высоты слоя в 0,32 мм — в противном случае слои пластика не будут надлежащим образом прилипать друг к другу. Поэтому, если вы заметили, что ваша распечатка расслаивается, слои не сцепляются, первое, что нужно проверить, — соотношение высоты слоя и диаметра отверстия сопла. Попробуйте уменьшить высоту слоя и посмотрите, не стало ли сцепление слоев лучше. Это можно сделать в меню Edit Process Settings, во вкладке Layer.
Слишком низкая температура печати
Горячий пластик всегда лучше соединяется, чем холодный. Если вы заметили недостаточное сцепление слоев и уверены, что высота слоя не слишком велика, возможно, вашему филаменту, чтобы соединение слоев было надежным, для печати требуется более высокая температура. Например, если вы пытаетесь печатать пластиком ABS при 190 °С, вы, скорее всего, обнаружите, что слои печатаемого объекта слишком легко расщепляются. Это происходит потому, что для печати ABS требуется температура 220-235 °C, тогда слои склеиваются надежно. Поэтому, если вы столкнулись с описываемой проблемой, убедитесь, что вы печатаете при правильной температуре, которая соответствует вашему филаменту. Попробуйте увеличить температуру на 10 градусов и посмотрите, не улучшилось ли сцепление. Это можно сделать в меню Edit Process Settings → Temperature. Двойной клик на соответствующей метке, изменение значения — готово.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Филамент стачивается, пластик крошится
В большинстве 3D-принтеров используется небольшая приводная шестеренка, которая цепляет филамент и направляет его туда, куда надо. У приводной шестеренки острые зубцы, которые позволяют ей вгрызаться в филамент и проталкивать его вперед или назад, в зависимости от направления вращения. Если филамент не может двигаться, а шестеренка вращается, она может настолько его «изгрызть», что ей уже будет не за что цепляться, чтобы проталкивать нить. На такого рода проблему жалуются многие: филамент оказывается сточенным, в результате чего экструдер не может работать так, как должен был бы. Если это произошло с вашим принтером, вы обычно обнаруживаете под ним кучку пластиковой стружки, которую сточила приводная шестеренка. Вы также можете обратить внимание на то, что мотор работает, но филамент в экструдер не проталкивается. Мы объясним, как проще всего избавиться от этой беды.
Увеличьте температуру экструдера
Если вы столкнулись со стачиванием филамента, попробуйте на 5-10 градусов увеличить температуру экструдера, чтобы пластик лучше тек. Это можно сделать в меню Edit Process Settings → Temperature. Выберите из списка соответствующий экструдер и укажите его желаемую температуру для конкретной точки процесса печати. При более высокой температуре пластик всегда течет легче, так что указанная настройка может оказаться весьма полезной.
Печать ведется на слишком большой скорости
Если стачивание филамента продолжается даже после увеличения температуры, следующее, что нужно сделать, — это снизить скорость печати. Тогда, поскольку филамент будет продавливаться в течение большего времени, мотору экструдера не придется вращаться так быстро. Меньшая скорость вращения мотора может помочь избежать стачивания. Эти настройки обычно живут в меню Edit Process Settings → Other. Настройте параметр Default Printing Speed, который определяет скорость любого перемещения, когда экструдер активно продавливает пластик. Например, если раньше печать велась на скорости 3600 мм/мин (60 мм/с), попробуйте ее уменьшить на 50% и посмотрите, не исчезло ли стачивание.
Проверьте, не забито ли сопло
Если и после увеличения температуры, и после снижения скорости печати приводная шестеренка продолжает грызть филамент, скорее всего, сопло вашего принтера частично засорено. Пожалуйста, обратитесь к разделу Засорился экструдер, где даны указания о том, как решить эту проблему.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Сопло засорилось, пластик застрял в экструдере 3D-принтера
Вашему 3D-принтеру за время его службы приходится расплавлять и экструдировать много килограммов пластика. Чтобы жизнь медом не казалась, ему приходится еще и проталкивать весь этот пластик через малюсенькую дырочку диаметром с песчинку. И неизбежно наступает момент, когда с этим процессом что-то идет не так и экструдеру больше не удается проталкивать пластик через сопло. Эти забивания или засоры обычно случаются потому, что что-то внутри сопла мешает пластику свободно проходить. В первый раз это особенно огорчает, и мы опишем несколько последовательных шагов, которые помогут решить проблему с забитым соплом.
Протолкните филамент в экструдер вручную
Самое первое, что можно попробовать сделать, — вручную протолкнуть филамент в экструдер. Для начала полезно прогреть экструдер до соответствующей пластику температуры. Это делается через панель управления программы 3D-печати. Также на панели управления надо найти меню Jog Controls или аналогичное, с помощью которого можно подать пластик вперед или назад. Подайте его в экструдер, на, например, 10 мм. Когда привод начнет вращаться, легонько подтолкните филамент руками. В большинстве случаев небольшого дополнительного усилия оказывается достаточно, чтобы пластиковая нить миновала проблемное место.
Переустановите филамент
Если филамент все равно не двигается, следующее, что надо сделать, — это извлечь его из принтера. Убедитесь, что экструдер нагрет до нужной температуры, а затем через контрольную панель программы печати вытяните филамент из экструдера. Как и в предыдущем случае, придется приложить разумную физическую силу: если нить застряла, аккуратно потяните ее. После того как филамент извлечен, с помощью ножниц отрежьте расплавившийся или поврежденный кусок. Заправьте филамент снова и проверьте, удается ли теперь печатать новым, неповрежденным отрезком пластиковой нити.
Прочистите сопло
Если же и новым куском печатать не получается, скорее всего, требуется прочистка сопла. Многие пользователи 3D-принтеров весьма успешно решали эту задачу, нагревая экструдер до 100 °С и вручную протягивая филамент через сопло (в надежде, что он вытянет оттуда весь мусор). Другие отдавали предпочтение струне «ми» (очевидно, первой, для шестиструнной гитары. — Прим. перев.), протягивая ее через сопло туда-сюда. Некоторые магазины предлагают специальные иглы и сверла для прочистки сопла экструдера, так же рекомендуем воспользоваться методом холодной протяжки, поищите в интернете как это сделать. Можно придумать массу разных методов, да и все экструдеры разные, но за точными указаниями лучше всего обратиться к изготовителю принтера.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
3D–принтер перестает печатать в произвольный момент, в процессе печати
Если в начале работы ваш принтер экструдировал нормально, а потом внезапно перестал, то такая проблема обычно связана с всего лишь несколькими причинами. Мы объясним каждую из них и предложим способ устранения неполадки. Если такого рода проблема случается в самом начале печати, обратитесь к разделу Нет экструдирования при начале печати.
Кончился филамент
Это очевидно: перед тем как искать причину того, почему принтер не печатает, чрезвычайно полезно убедиться, есть ли ему чем печатать. Если катушка кончилась, надо заправить новую, после чего продолжить.
Филамент сточился о приводную шестеренку
Во время печати мотор экструдера непрерывно вращается, пытаясь протолкнуть филамент в сопло, чтобы принтер мог экструдировать пластик. Если вы пытаетесь печатать слишком быстро или экструдировать слишком много пластика, мотор может начать вгрызаться в филамент вплоть до того, что сточит все, и шестеренке не за что будет цепляться. Если мотор экструдера вращается, а филамент не движется, вероятно, причина именно в этом. Пожалуйста, обратитесь к разделу Филамент стачивается, где даны указания о том, как решить эту проблему.
Экструдер засорен
Если все из вышеописанного не ваш случай, очень вероятно, что засорился экструдер. Если это произошло в процессе печати, вы можете проверить на предмет загрязнений сам филамент, а также убедиться, что катушка не запылилась. Если в сопло подается пыльный филамент, все кончается засором. Есть еще несколько возможных причин засорения экструдера, так что, пожалуйста, обратитесь за подробностями в раздел Нет экструдирования при начале печати.
Перегрелся мотор экструдера
Когда идет печать, мотору экструдера приходится очень несладко. Он постоянно вращается вперед и назад, тянет и толкает пластик туда и обратно. Быстрые движения связаны с высоким расходом (и выделением) энергии, так что, если у электроники принтера недостаточное охлаждение, она запросто может перегреться. Обычно у моторов имеется термозащита, которая их отключает, если температура становится слишком высокой. В таком случае может оказаться, что моторы по осям X и Y продолжают работать и перемещать головку экструдера, но мотор самого экструдера стоит. Единственный способ решить эту проблему — выключить принтер и дать электронике остыть. Также может оказаться полезным установить дополнительный вентилятор охлаждения, если у проблемы наблюдаются рецидивы.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Плохое наполнение
Наполнение вашей 3D-модели играет очень важную роль в плане ее прочности. Оно отвечает за то, чтобы скреплять внешнюю оболочку 3D-объекта и поддерживать те его плоскости, которые печатаются поверх него. Если наполнение получается слабым или «волосатым», вам следует изменить несколько настроек программы управления печатью, чтобы придать дополнительную прочность этой части вашего объекта.
Попробуйте изменить шаблоны наполнения
Один из первых параметров, на которые вам нужно обратить внимание, — это используемый при печати наполнения шаблон. Шаблон описывается параметром Internal Fill Pattern. Некоторые шаблоны более сплошные и прочные, некоторые менее. Например, Grid, Triangular и Solid Honeycomb, т.е. «Решетка», «Треугольники» и «Сплошные соты», — это прочные наполнения. Другие, такие как Rectilinear или Fast Honeycomb, т.е. «Прямолинейный» или «Быстрые соты», жертвуют прочностью ради скорости. Если у вас проблема с созданием прочного и надежного наполнения, изучите эффект от разных шаблонов.
Уменьшите скорость печати
Наполнение обычно печатается быстрее, чем другие части вашей 3D-модели. Если вы будете пытаться печатать наполнение слишком быстро, экструдер с этим может не справиться и вы увидите эффект недоэкструдирования во внутренней части вашего объекта. В результате этого наполнение будет непрочным и паутинообразным, потому что экструдеру не удалось протолкнуть такое количество пластика, на которое рассчитывала программа печати. Если вы испробовали различные шаблоны наполнения, но проблема с его прочностью сохраняется, попробуйте уменьшить скорость печати. Для этого в меню Edit Process Settings есть вкладка Other. Настройте скорость печати по умолчанию, Default Printing Speed, от которой непосредственно зависит скорость, с которой печатается наполнение. Например, если раньше печать велась на скорости 3600 мм/мин (60 мм/с), попробуйте ее уменьшить на 50% и посмотрите, не стало ли наполнение более прочным и сплошным.
Увеличьте ширину экструдирования наполнителя
С помощью другой очень мощной опции, которая есть в некоторых программах 3D-печати, можно изменить ширину экструдирования при печати наполнения. Например, вы можете печатать внешний контур при ширине экструдирования всего 0,4 мм, но переходить на 0,8 мм, когда идет печать внутренних частей. В результате внутренние перегородки станут более толстыми и крепкими, что непременно скажется на прочности печатаемого 3D-объекта. Эти настройки можно найти в меню Edit Process Settings → Infill. Ширина экструдирования наполнения, Infill Extrusion Width, задается в процентах от нормальной. Если, например, вы установите ее в 200%, экструдируемый при печати наполнения пластик будет выкладываться вдвое более широкими полосками, чем при печати периметров. При такого рода настройке следует учитывать возможность программы печати поддерживать указанный вами процент наполнения. Если вы установите ширину внутреннего экструдирования в 200%, при печати каждой полоски наполнения будет использоваться вдвое больше пластика. Чтобы обеспечить такой процент наполнения, образующие его нити пластика должны быть соответствующим образом пространственно разведены. По этой причине многие увеличивают процент наполнения после увеличения ширины экструдирования наполнения.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Наплывы, натёки, сопли и прыщи
В ходе 3D-печати экструдеру приходится постоянно останавливать и снова начинать продавливание филамента по мере того, как он перемещается от одной позиции к другой. Большинство экструдеров очень хорошо справляется с равномерным экструдированием в процессе перемещения, однако всякий раз, когда экструдер выключается, а затем снова включается, возникают небольшие отклонения. Например, если вы присмотритесь к внешней поверхности вашей 3D-распечатки, вы можете заметить небольшую отметину, и это именно то место, откуда экструдер начал работу с конкретным фрагментом пластика. Экструдер же должен был с какого-то места начать печатать оболочку вашей 3D-модели, а затем, когда печать оболочки завершается, он в эту исходную точку возвращается. Такого рода отметки обычно называются натеками или соплями. Как вы легко можете догадаться, соединить две детали, у которым имеются натеки, может оказаться проблематичным. К счастью, во многих программах 3D-печати есть простой инструмент, позволяющий минимизировать такого рода косметические дефекты.
Настройки втягивания и хода накатом
Если вы стали замечать небольшие дефекты на поверхности распечатки, самый лучший способ поставить диагноз — внимательнее приглядеться к каждому из распечатанных периметров. Не появляется ли этот дефект в тот момент, когда начинается печать периметра? Или же она появляется позже, когда периметр завершен и экструдер остановился? Если дефект появляется в самом начале цикла, возможно, вам следует слегка подстроить втягивание. Зайдите в Edit Process Settings → Extruders. Сразу под дистанцией втягивания имеется настройка, обозначенная как Extra Restart Distance. Речь идет о разнице между дистанцией втягивания филамента, когда экструдер останавливается, и длиной, на которую он заполняется перед тем, как снова продолжить работу. Если вы обнаруживаете поверхностный дефект в начале периметра, в экструдере, скорее всего, остается слишком много пластика перед началом печати контура. В таком случае нужно уменьшить длину заполнения, введя отрицательное значение в поле Extra Restart Distance. Например, если дистанция втягивания была 1,0 мм, а параметр Extra Restart Distance установлен в -0,2 мм (обратите внимание на минус), то каждый раз, когда экструдер будет останавливаться, он будет втягивать 1,0 мм пластика. Но каждый раз, когда он будет снова приступать к работе, в сопло будет подано только 0,8 мм пластиковой нити. Подстраивайте этот параметр до тех пор, пока дефект при начале экструдирования периметра не исчезнет.
Если же дефект не проявляется до окончания печати периметра, когда экструдер останавливается, надо заняться другим параметром. Он называется Coasting, т.е. «Движение накатом». Его значение выставляется, как правило, прямо под настройками втягивания во вкладке Extruder. Он позволяет выключить экструдер за несколько мгновений до того, как тот дойдет до конца периметра, что позволит сбросить давление внутри сопла. Включите эту опцию и увеличивайте значение до тех пор, пока дефекты в конце каждого периметра, когда экструдер останавливается, не исчезнут. Обычно 0,2-0,5 мм движения по инерции дают ощутимый результат.
Избегайте ненужного втягивания
Вышеупомянутые настройки втягивания и хода накатом могут помочь избежать дефектов в случаях, когда сопло отводится назад, но иногда гораздо лучше просто попытаться избежать такого движения печатающей головки. Иными словами, сделать так, чтобы экструдер никогда не менял бы направления своего движения на противоположное и продолжал работать спокойно и равномерно. Это особенно важно для принтеров с экструдерами Bowden, поскольку большое расстояние между их мотором и соплом делает втягивание более проблематичным. Чтобы настроить параметр, который определяет, когда включается втягивание, надо перейти во вкладку Advanced и найти там раздел Ooze Control Behavior, что переводится примерно как «действия по управлению протечкой». В этой секции много полезных настроек, которыми можно изменить соответствующее поведение вашего 3D-принтера. Как было сказано ранее, в разделе про волоски и паутину, Stringing or Oozing, втягивание задается главным образом для того, чтобы сопло не протекало в тот момент, когда оно, при этом не печатая, перемещается от одной части объекта к другой. Если же сопло не пересекает открытых пространств, все то, что из него вытекает, останется внутри печатаемой модели и снаружи видно не будет. Поэтому у многих программ управления печатью во избежание излишнего втягивания имеется галочка, которая указывает, что втягивать филамент следует только над открытыми пространствами — Only retract when crossing open spaces.
Другая полезная вещь обитает в разделе Movement Behavior. Если принтер настроен так, что втягивает филамент только над открытыми пространствами, будет чрезвычайно полезно всячески таких пространств избегать. У некоторых программ управления 3D-печатью имеется такая полезная функция, которая позволяет изменить траекторию движения экструдера, минимизировав число случаев выхода за периметр. Если это удается, необходимость во втягивании вообще отпадает. Такая опция называется Avoid crossing outline for travel movement, т.е. «избегать выхода за границы контура при перемещении».
Нестационарное втягивание
Другая очень полезная возможность, которая есть в ряде программ 3D-печати, — нестационарное втягивание. Оно особенно полезно для экструдеров Bowden, в соплах которых во время печати создается высокое давление. Обычно, когда такие принтеры заканчивают работу, избыточное давление в остановившемся экструдере может приводить к тому, что в нем начнут образовываться сгустки пластика. Для этой ситуации у некоторых программ 3D-печати есть опция, включив которую, можно позволить соплу втягивать филамент во время движения. Это снижает вероятность образования сгустков пластика в покоящемся экструдере, потому что втягивание производится на ходу. Чтобы включить эту опцию, надо сначала настроить несколько параметров. Для начала зайдите в Edit Process Settings → Extruders. Убедитесь, что Wipe Nozzle («подтирка сопла») включена. Это будет означать, что принтер будет прочищать сопло в конце каждого фрагмента модели, когда он останавливает процесс печати. Установите для начала «расстояние подтирки», Wipe Distance, в 5 мм. Далее перейдите в Advanced и включите Perform retraction during wipe movement — «втягивание во время подтирки». Это заблокирует стационарное втягивание, поскольку принтеру теперь сказано, чтобы он прочищал сопла на противоходе. Это очень мощная опция, и есть очень большой шанс, что она поможет вам избавиться от поверхностных дефектов.
Выберите место начала печати
Если мелкие дефекты все-таки остаются, имеется возможность указать принтеру, где допустимо оставлять такого рода точечки. Это можно сделать в меню Edit Process Settings, во вкладке Layer. В большинстве случаем место начала печати выбирается таким образом, чтобы оптимизировать скорость. На вы можете также сделать выбор этой точки начала случайным, рандомизировать его, или же указать конкретную позицию. Например, если вы печатаете статую, вы можете дать инструкцию, чтобы печать всегда начиналась с тыльной стороны фигуры, так что спереди ничего видно не будет. Для этого надо включить опцию Choose start point that is closest to specific location, и печать будет начинаться максимально близко к заданной точке, координаты которой надо указать.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Щели между наполнением и контуром
Каждый слой печатаемого 3D-объекта создается в результате комбинации внешнего периметра и наполнения. Периметры слоев следуют контуру модели, создавая прочную и аккуратную поверхность. Наполнение, которое печатается внутри этих периметров, составляет остальную часть слоя. Оно обычно исполняется в виде шаблонов, которые получаются в результате возвратно-поступательного движения печатающей головки и позволяют печатать на высокой скорости. Поскольку при печати канвы наполнения используются другие шаблоны, чем при печати контура, важно, чтобы эти две части прочно соединялись друг с другом. Если вы замечаете небольшие щели по краям вашего наполнения, то проблемы, которые устраняются соответствующими настройками, могут быть следующими:
Недостаточное перекрытие контура
В некоторых программах управления 3D-печатью имеется параметр, который позволяет регулировать прочность сцепления внешнего контура и наполнения. Параметр этот называется Outline overlap, он указывает, насколько наполнение будет накладываться на периметр, чтобы эти две части лучше сцеплялись. Эту настройку можно найти в меню Edit Process Settings → Infill. В ней указывается процент от ширины экструдирования, что облегчает масштабирование для разных диаметров сопел. Например, если у вас указано 20% перекрытия контура, это значит, что программа передаст на принтер инструкции, по которым наполнение будет на 20% перекрывать внутреннюю часть периметра. Перекрытие позволяет обеспечить более надежное сцепление этих двух частей модели. Если вы раньше печатали с нахлестом в 20%, попробуйте увеличить его до 30% и посмотрите, не исчезли ли зазоры между периметром и внутренней частью распечатки.
Печать ведется на слишком большой скорости
Наполнение модели обычно печатается значительно быстрее, чем контуры. Между тем, если наполнение печатается слишком быстро, времени на то, чтобы оно сцепилось с периметром, может оказаться недостаточно. Если вы попытались увеличить перекрытие контура, но щели между периметром и наполнением не исчезли, вы можете попробовать снизить скорость печати. Для этого в меню Edit Process Settings есть вкладка Other. Настройте параметр Default Printing Speed, который определяет скорость любого перемещения, когда экструдер активно продавливает пластик. Например, если раньше печать велась на скорости 3600 мм/мин (60 мм/с), попробуйте ее уменьшить на 50% и посмотрите, не исчезли ли щели между периметром и наполнением. Если зазоры при более низкой скорости исчезли, начинайте понемногу ее увеличивать, пока она не станет максимальной, но не приводящей к дефектам.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
Загибающиеся или неровные углы и края
Если через какое-то время вы замечаете, что какие-то части вашей распечатки начинают загибаться, проблема обычно в перегреве. Пластик экструдируется при очень высокой температуре, и, если он быстро не остывает, с течением времени он может изменить форму. Этой проблемы можно избежать, если быстро остужать каждый слой таким образом, чтобы у него не оставалось времени на деформацию до того, как он застынет. Для более подробного описания вопроса и способов его решения обратитесь, пожалуйста, к разделу Перегрев. Если вы замечаете, что деталь начинает загибаться в самом начале печати, то здесь вам поможет раздел Распечатка не прилипает к платформе, в котором рассматриваются проблемы, связанные с первым слоем.
Царапины на верхней плоскости
Одним из преимуществ 3D-печати является то, что каждый объект в каждый отдельно взятый момент времени формируется послойно. Это значит, что при печати каждого конкретного слоя сопло может свободно перемещаться в любое место платформы, если под этим местом уже есть напечатанный слой. Поскольку это позволяет достигать очень высоких скоростей печати, вы можете заметить, что сопло оставляет метку, когда перемещается на поверхность только что распечатанного слоя. Как правило, это наиболее заметно на сплошных верхних плоскостях печатаемого объекта. Царапины и отметины возникают тогда, когда сопло пытается переместиться в новую позицию, но при этом задевает за уже распечатанный пластик. Ниже мы укажем на некоторые возможные причины этого и дадим рекомендации по поводу того, какими настройками можно выйти из положения.
Пластика экструдируется слишком много
Одна из первых вещей, которую следует проверить, — это количество экструдируемого пластика: не слишком ли оно велико. Если оно слишком велико, каждый слой будет немного толще, чем запланировано. Это значит, что когда сопло будет над ним перемещаться, оно может зацепиться за пластик. Перед тем как проверять различные другие настройки, следует сначала обратить внимание на эту. Почитайте раздел Пластика экструдируется слишком много.
Вертикальный подъем (Z-hop)
Если вы уверены, что пластика экструдируется столько, сколько нужно, а проблема с перемещением сопла над поверхностью сохраняется, возможно, имеет смысл обратить внимание на такую настройку в программе печати, как «вертикальный подъем». Она указывает соплу на то, что оно должно подниматься над только что распечатанным слоем, перед тем как начать перемещение в новую позицию. Когда сопло достигает нужных для продолжения печати координат, оно опускается обратно. Благодаря тому, что перемещение осуществляется немного выше, можно избежать того, чтобы сопло задевало за уже напечатанный слой. Эту настройку можно найти в меню Edit Process Settings → Extruder. Убедитесь, что включено втягивание, после чего установите значение Retraction Vertical Lift в соответствии с той высотой, на которую вы хотите, чтобы сопло при обратном ходе приподнималось. Например, если вы зададите 0,5 мм, сопло всегда будет приподниматься на 0,5 мм перед перемещением на новую позицию. Обратите, пожалуйста, внимание что эта опция работает только вместе с втягиванием. Если вы хотите, чтобы втягивание включалось при каждом перемещении печатающей головки, нажмите на вкладку Advanced и убедитесь, что опции Only retract when crossing open spaces и Minimum travel for retraction выключены, т.е. втягивание осуществляется не только при перемещении над открытым пространством, и расстояние обратного хода не минимизируется.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Дыры и щели между углами слоев
При печати 3D-объекта каждый слой использует в качестве основания слой предыдущий. При этом, однако, важно и то, сколько экструдируется пластика, поэтому нужно добиться баланса между прочностью основания и количеством используемого пластика. Если основание получается недостаточно прочным, у вас будут образовываться дыры и щели между слоями. Как правило, это наиболее отчетливо проявляется на углах, когда меняется размер детали (например, если вы печатаете кубик с ребром 20 мм поверх кубика на 40 мм). Когда происходит переход на меньший размер, вы должны убедиться, что имеется достаточно опоры для поддержания боковых стенок меньшего кубика. Есть несколько типичных причин, которые приводят к тому, что основание получается недостаточно прочным, и мы обсудим каждую из них и покажем наиболее полезные настройки программ 3D-печати, которые помогут улучшить качество конечной модели.
Недостаточно периметров
Если добавить к печатаемому контуру периметров, это значительно укрепит фундамент следующих слоев. Поскольку внутренняя часть печатаемого объекта, как правило, частично пуста, толщина окружающих стенок играет очень большую роль. Настроить этот параметр можно в меню Edit Process Settings, во вкладке Layer. Например, если раньше вы печатали два периметра, попробуйте напечатать то же самое с четырьмя и посмотрите, не исчезли ли щели.
Недостаточно сплошные верхние слои
Другая распространенная причина слабых опорных слоев, т.е. таких, поверх которых печатаются другие детали, — это когда слои недостаточно сплошные. Тонкий потолок не может нормально поддерживать выкладываемые на него структуры. Это решается в меню Edit Process Settings, во вкладке Layer. Если раньше вы печатали только два сплошных слоя, попробуйте напечатать то же самое с четырьмя и посмотрите, стало ли лучше.
Слишком низкий процент наполнения
Наконец, следует также проверить процент наполнения, который устанавливается в Process Settings → Infill. Верхний сплошной слой выкладывается поверх наполнения, так что важно, чтобы этого наполнения оказалось достаточно. Например, если вы раньше печатали с наполнением в 20%, попробуйте увеличить его до 40% и посмотрите, не улучшилось ли качество.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Линии на боках распечатки, лесенка из слоев
Боковые поверхности вашей 3D-распечатки составлены из сотен отдельных слоев. Если все идет по плану, эти слои образуют единую, гладкую поверхность. Но если что-то не так хотя бы с одним из слоев, это обычно четко проявляется на внешней поверхности объекта. Такой «бракованный» слой может выглядеть как линия или бороздка на боковой поверхности распечатки. Зачастую данный дефект проявляется циклично, т.е., например, линия может возникать каждый 15-й слой. Вот несколько наиболее типичных причин этой проблемы.
Неравномерное экструдирование
Самая распространенная причина данного дефекта — плохое качество филамента. Если допуски филамента недостаточно малы, эти отклонения тут же отразятся на стенках объектов. Так, если диаметр вашего филамента колеблется в пределах всего 5% на длину катушки, ширина экструдируемого пластика может различаться на 0,05 мм. То есть некоторые слои могут получиться толще остальных, что будет выглядеть, как линия на боковой поверхности распечатки. Чтобы стенки получались гладкими, принтер должен обеспечивать исключительно равномерное экструдирование, а для этого нужен высококачественный пластик. Другие возможные причины неравномерного экструдирования описаны в разделе Неравномерное экструдирование.
Колебания температуры
В большинстве 3D-принтеров для регулировки температуры экструдера используется т.н. PID-контроллер (пропорциональный, интегральный и дифференциальный регулятор). Если этот контроллер настроен неправильно, температура экструдера будет в процессе работы колебаться. В силу устройства PID-контроллера, флуктуации часто носят циклический характер, и температура колеблется по синусоидальному закону. Когда температура повышается, пластик начинает течь иначе, чем когда он более холодный. Это приводит к тому, что слои экструдируются по-разному, на боках объекта образуются своеобразные волны. Правильно настроенный принтер должен поддерживать температуру печати с допустимыми колебаниями в ±2 °С. В процессе работы можно наблюдать за температурой экструдера через панель управления программой печати — в большинстве программ такая возможность есть. Если вы видите, что колебания температур превышают 2 градуса, следует откалибровать PID-контроллер. За более подробными инструкциями обратитесь, пожалуйста, к изготовителю принтера.
Механические проблемы
Если вы уверены, что причина не в неравномерном экструдировании или вариациях температуры, возможно, имеет место какая-нибудь механическая проблема, которая вызывает эти линии и неровности. Например, если основание, на котором установлен ваш принтер, колеблется или вибрирует во время печати, тогда будет колебаться или вибрировать и сопло. Это приведет к тому, что некоторые слои окажутся немного толще, чем другие. Такие толстые слои будут проявляться в виде неровностей на боковых поверхностях печатаемого объекта. Другая распространенная причина — это когда направляющая вертикального движения печатающей головки установлена с отклонениями. Также причинами могут быть толчки при резкой смене направления движения механических частей или неверные настройки микрошагового контроллера мотора. Даже небольшое изменение в положении платформы печати оказывает большое влияние на качество слоев.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Вибрации и волны
Поверхность распечатки может выглядеть волнообразно, если при печати имели место вибрация или раскачивание принтера. Обычно на это обращают внимание, когда экструдер внезапно меняет направление, например, возле острых углов. Так, если вы печатаете 20-миллиметровый кубик, то всякий раз, когда экструдер начинает печатать часть контура очередной стороны, он должен изменить направление движения. Вибрации могут возникать из-за инерции экструдера, когда ему нужно резко изменить направление, — и это отражается на распечатке. Мы рассмотрим самые стандартные причины этой проблемы, которые выглядят следующим образом.
Печать ведется на слишком большой скорости
Наиболее распространенная причина появления волнообразных неровностей — это когда принтер пытается печатать слишком быстро. Когда направление печати внезапно меняется, возникает дополнительная сила, которая приводит к длящейся некоторое время вибрации. Если вам кажется, что печатающая головка перемещается слишком быстро, попробуйте снизить скорость печати. Для этого в меню Edit Process Settings есть вкладка Other. Вам понадобится изменить Default Printing Speed и X/Y Axis Movement Speed. Первый параметр определяет скорость любого перемещения, когда экструдер активно продавливает пластик, а второй — скорость быстрых перемещений в то время, когда пластик не экструдируется. Для получения эффекта следует поиграть обеими настройками.
Ускорение, обусловленное заводской прошивкой
Заводская прошивка, которая управляет электроникой вашего 3D-принтера, обычно имеет такие настройки ускорения, чтобы изменения направления движения механики были не слишком резкими. Притер, таким образом, медленно наращивает скорость и, когда приходит время менять направление, постепенно ее сбрасывает. Нюансы этого процесса являются определяющими в плане возникновения неровностей. Если у вас нет проблем с тем, чтобы копаться в деталях прошивки электроники, вы можете даже попробовать уменьшить ускорение, так что скорость будет меняться более плавно. Это оставит неровностям еще меньше шансов.
Механические проблемы
Если ничто из вышеописанного не помогает и «волны» по бокам распечатки продолжают появляться, возможно, вы столкнулись с механической проблемой, которая вызывает чрезмерную вибрацию. Это может быть какой-нибудь ослабший винтик или сломавшаяся скоба. Осмотрите принтер в процессе его работы и попытайтесь установить источник вибрации. Мы знаем немало случаев, когда пользователи в конце концов находили причину дефектов печати в механических проблемах, так что, если больше ничего не помогает, имеет смысл попробовать подойти к решению проблемы с этой стороны.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Щели между тонкими стенками
Поскольку у вашего 3D-принтера сопло имеет фиксированный размер, могут возникнуть проблемы при печати очень тонких стенок, которые всего в несколько раз толще, чем диаметр сопла. Например, если вы пытаетесь распечатать стенку толщиной в 1,0 мм экструдированием полосок шириной 0,4 мм, вам может понадобиться дополнительно подстроить принтер, чтобы стенки получались сплошными, без щелей посередине. У программ управления 3D-печатью для этого есть несколько специальных настроек, которые помогут при печати тонких стенок. Настройки эти следующие:
Настройки при тонких стенках
Самые главные относящиеся к данному вопросу настройки — это те, которые определяют толщину стенок. Их можно найти в меню Edit Process Settings → Advanced. Там есть очень полезный параметр, который называется Gap Fill. Он, как и следует из названия, управляет заполнением промежутков и разрешает программе заполнять небольшие щели между тонкими стенками. Чтобы разрешить такое заполнение, надо поставить галочку у опции наподобие Allow gap fill when necessary. Если и после такого рода указания щели остаются, имеется и другая настройка, которую полезно проверить. Зайдите во вкладку Infill и увеличьте Outline Overlap. Это позволит наполнению в большей степени перекрывать потенциальные зазоры между ним и контуром. Если, скажем, вы раньше печатали с перекрытием в 20%, попробуйте увеличить его до 30% и посмотрите, не стали ли тонкие стенки более сплошными.
Настройки ширины экструдирования
В некоторых случаях вы можете обнаружить, что результат оказывается лучше, если изменить ширину полоски экструдируемого пластика. Если, например, вы печатаете стенку в 1,0 мм толщиной, быстрый и прочный результат можно получить, если настроить сопло на выкладывание 0,5 мм филамента. Это даст хороший результат для деталей, все стенки которых имеют одинаковую толщину. Ширина экструдирования настраивается в меню Edit Process Settings, во вкладке Extruders. Выберите ручной режим и задайте значение.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Очень мелкие детали не пропечатываются
У вашего принтера имеется сопло определенного размера, которое позволяет вам с большой точностью воспроизводить очень мелкие детали. Например, у многих принтеров есть сопло с дырочкой диаметром 0,4 мм. В большинстве случаев оно работает отлично, но когда вы пытаетесь пропечатать ну очень мелкие детали, которые меньше диаметра сопла, возникают проблемы. Допустим, вы хотите напечатать стенку толщиной 0,2 мм при помощи сопла на 0,4. Ничего хорошего из этого не выйдет, потому что продавливать полоску пластика шириной 0,2 мм через дырочку в 0,4 мм и надеяться, что она получится аккуратной, — неразумно. Ширина экструдирования всегда должна быть больше или равна диаметру сопла. Именно по этой причине, когда вы хотите увидеть превью будущей модели и нажимаете в программе печати на Prepare to Print или что-то аналогичное, программа убирает из предпросмотра подобные мелкие детали. Таким образом программа вам говорит, что данным соплом вашего 3D-принтера вы не сможете напечатать слишком мелкие детали. Если вы часто пытаетесь печатать мелочевку, эта проблема вам хорошо знакома. Есть, впрочем, несколько приемов, которые позволят вам успешно справиться с такими сложностями. Приемы такие:
Измените дизайн объекта, чтобы его детали были более крупными
Первый и наиболее очевидный — изменить дизайн печатаемого объекта таким образом, чтобы в нем присутствовали только детали, которые крупнее диаметра сопла. Обычно это связано с редактированием 3D-модели в CAD-программе. Когда вы укрупнили мелкие детали модели, вы заново импортируете ее в слайсер, чтобы убедиться, что принтер сможет воспроизвести созданную вами форму. Если все мелочи на превью видны, принтер должен быть в состоянии напечатать переделанный объект.
Установите сопло меньшего диаметра
Во многих случаях изменить дизайн объекта не представляется возможным. Например, он может быть составной частью разработанной кем-нибудь другим модели или же вы загрузили его из интернета. В таком случае вам следует рассмотреть возможность приобретения другого сопла для вашего 3D-принтера, которое бы позволило печатать более мелкие нюансы. Для многих принтеров на рынке запчастей предлагаются сменные наконечники сопел, что позволяет с легкостью осуществлять такие манипуляции. Многие пользователи, например, приобретают, помимо уже имеющегося сопла на 0,5 мм, сопло на 0,3. За подробными инструкциями по поводу того, как установить наконечник сопла меньшего размера, обратитесь к изготовителю принтера. Принуждать принтер печатать детали размером меньше, чем сопло, имеет смысл только в крайнем случае.
Если вы не можете изменить дизайн оригинальной 3D-модели, а также установить сопло меньшего диаметра, остается только один вариант. Это, как уже говорилось, заставить принтер печатать мелкие детали насильно, что, скорее всего, будет иметь определенные последствия в плане качества. Зайдите в Edit Process Settings → Extruders и вручную выставьте ширину экструдирования. Если у вас, предположим, сопло на 0,4 мм, вы можете вручную задать ширину 0,3 мм, тогда принтер, подчиняясь программе, попытается печатать арабески такого масштаба. Однако — повторим еще раз — большинство сопел не в состоянии обеспечить качественное экструдирование при таких соотношениях своего диаметра и ширины выкладываемого филамента, поэтому ответственность полностью лежит на вас.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Неравномерное экструдирование
Для того чтобы ваш принтер мог распечатывать аккуратные объекты, он должен быть в состоянии экструдировать очень равномерные количества пластика. Если эти количества в разных частях печатаемого объекта различны, это тут же скажется на конечном результате. Неравномерное экструдирование можно обнаружить, просто внимательнее присмотревшись к процессу печати. Например, если принтер печатает прямую линию длиной 20 мм и вы видите, что экструдирование идет какими-то бугорками, полоска пластика получается разных размеров, — у вас проблема. Ниже мы собрали наиболее часто встречающиеся причины неравномерного экструдирования и предложили способы, как с ним бороться.
Филамент застрял или запутался
Первое, что нужно проверить, — это катушка с пластиком. Надо убедиться, что она свободно вращается, и что пластик с нее сматывается без проблем. Если филамент запутался или катушка вращается не вполне свободно, это скажется на том, насколько ровно будет филамент экструдироваться через сопло. Если к вашему принтеру прилагается трубка Боудена (маленькая трубка, через которую направляется филамент), вы должны убедиться и в том, что филамент через нее проходит свободно и без лишнего трения. Если трение слишком велико, трубку следует почистить или воспользоваться какой-нибудь смазкой.
Засорился экструдер
Если филамент не запутался и легко просовывается в экструдер, следующее, что нужно проверить, — это само сопло. Возможно, там застряли какие-то фрагменты пластика и мешают нормальному экструдированию. Такую проверку проще всего провести с помощью панели управления программы печати, дав команду на ручное экструдирование некоторого количества пластика. Пластик должен выходить ровно и равномерно. Если обнаружена проблема, может потребоваться прочистить сопло. Проконсультируйтесь, пожалуйста, у изготовителя по поводу того, как это сделать лучше всего.
Слишком тонкий слой
Если и филамент свободно вращается, и экструдер не засорен, проблема может быть в нескольких простых настройках программы управления 3D-печатью. Например, если вы пытаетесь печатать экстремально тонкими слоями, вроде 0,01 мм, пластику на выходе из сопла остается слишком мало места. Зазор под соплом составляет всего 0,01 мм, и это может составить проблему для экструдирования. Внимательно проверьте, правильную ли высоту слоя вы установили для печати. Посмотреть это можно в меню Edit Process Settings → Layer. Если заданная высота слоя слишком мала, попытайтесь ее увеличить, — возможно, полегчает.
Некорректная ширина экструдирования
Другая интересная нам сейчас настройка программы управления печатью — это ширина экструдирования. Она живет в Edit Process Settings → Extruder. У каждого экструдера есть своя уникальная ширина экструдирования, так что надо убедиться, что в списке настроек выбран правильный экструдер. Если ширина экструдирования значительно меньше, чем диаметр сопла, это может стать причиной проблем. Золотое правило гласит: ширина экструдирования должна составлять 100-150% диаметра сопла. Если ширина экструдирования существенно меньше диаметра сопла (скажем, 0,2 мм при сопле на 0,4), экструдеру не удастся продавливать равномерный поток филамента.
Плохое качество филамента
Одна из наиболее распространенных причин неравномерного экструдирования, о которой мы еще не упомянули, — это качество филамента, которым вы печатаете. В филаменте низкого качества могут содержаться вкрапления, которые делают его неоднородным. Другие конкреции сказываются на диаметре филамента, что тоже приводит к неравномерному экструдированию. Многие виды пластика со временем просто разлагаются. Так, PLA склонен впитывать влагу из воздуха, и с течением времени это начнет влиять на качество печати. Именно по этой причине к многим катушкам с пластиком прилагается десиккант — обезвоживающее средство, влагопоглотитель. Если вам кажется, что причина ваших неприятностей — в филаменте, попробуйте его заменить на высококачественный новый, в упаковке, — возможно, это поможет.
Механические проблемы экструдера
Если все, что описано выше, вы проверили, а экструдирование получается все равно неоднородным, возможно, имеет смысл изучить экструдер на предмет механических неполадок. Например, во многих экструдерах работает приводная шестеренка с острыми зубцами, которые цепляются за филамент, что позволяет экструдеру проталкивать нить в любом направлении. В экструдерах обычно имеются настройки, которыми можно задать, насколько плотно шестеренка прижимается к филаменту. Если она прижимается недостаточно, зубья будут плохо цепляться за филамент и экструдеру будет сложно контролировать его положение. Поинтересуйтесь у производителя принтера, есть ли у вашей модели такие настройки.
В качестве примера использовано меню слайсера Simplify3D. Пункты меню, их название и расположение в вашем ПО могут отличаться.
↑ В начало
Поздравляем! Вы добрались до конца нашего списка наиболее часто встречающихся проблем 3D-печати
Перевод статьи с сайта https://www.simplify3d.com/
Разные виды 3D-принтеров или технологии 3D-печати
Разные виды 3D-принтеров или технологии 3D-печати
Данная статья не претендует на научность, а скорее является небольшим введением в 3D-печать «для чайников».
Что же собственно мы подразумеваем под понятием 3D-печать?
В начале 1980-х начали развиваться новые методы производства деталей, основанные не на удалении материала, как в традиционных технологиях механической обработки, а на послойном изготовлении изделия по трехмерной модели, полученной в САПР, за счет добавления материалов в виде пластиковых, керамических, металлических порошков и их связки термическим, диффузионным или клеевым методом. И что же это значит на практике? То, что стало возможно создавать физические объекты совершенно по-новому.
Первым, кто запатентовал подобную технологию еще в далеком 1984 году, был Чак Халл, он же в 1986 году создал компанию 3D Systems, которая до сих пор является одним из лидеров отрасли. Первый коммерческий 3D-принтер 3D Systems SLA-1 был представлен в 1987 году.
Таким образом мы плавно подходим к рассказу о первой и возможно на сегодняшний день самой перспективной технологии 3D-печати, а именно печати фотополимерной смолой. Изначально эта технология называлась SLA, но со временем данное название стало не совсем корректным.
Фотополимерная печать
Суть фотополимерной 3D-печати заключается в том, что жидкая фотополимерная смола под воздействием света затвердевает и формирует 3D-модель. Изначально в качестве источника света выступал лазер, а технология была названа SLA или стереолитография.
Несмотря на кажущуюся простоту, компания 3D Systems потратила более 10 лет, чтобы выпустить на рынок первый полноценный коммерческий продукт. Для этого потребовалось, чтобы произошли сдвиги в других технологических продуктах, таких как твердотельные лазеры, в которых в качестве активной среды используется вещество, находящееся в твёрдом состоянии.
Не вдаваясь глубоко в технологические дебри, можно сказать, что прошло около 25 лет постепенного развития этой технологии до 2013-2014 года, когда SLA 3D-принтеры стоили сотни тысяч долларов и были доступны только крупным компаниям, где также использовались очень ограниченно в силу дороговизны как оборудования так и материалов.
Созданный в 2011 году стартап под названием FormLabs переосмыслил идеи Чака Халла и разработал первый настольный SLA 3D-принтер, который начал продаваться по цене до 3 тысяч долларов. Таким образом, это дало возможность широкому кругу пользователей приобщиться к 3D-печати. За прошедшие годы компания FormLabs поставила десятки тысяч своих принтеров на рынок, избежала поглощения более крупными игроками и стала первым единорогом в 3D-печати с капитализацией более 1 млрд. долларов. Эта история стала одним из двух поворотных пунктов в прорыве, совершенном технологией 3D-печати за последние годы. Но другие компании тоже не стояли на месте и очень скоро поняли, что лазер как источник света для засветки фотополимерной смолы не является единственным решением, и предложили другой способ формирования модели, который получил название DLP (Digital Light Processing).
Не вдаваясь в технические подробности важно отметить, что преимущества данной технологии заключается в более высокой продуктивности за счет засветки всего слоя сразу, в отличие от лазера, который должен физически освещать всю модель, поэтому требуется его постоянно перемещать. На простом примере очень легко объяснить, что это значит. Предположим вам надо напечатать кольцо, это задача на принтерах обоих технологий займет примерно одно и тоже время, а вот если вам надо напечатать сразу 10 колец, DLP-технология получит преимущество. То есть, имея DLP-принтер, вы напечатаете 10 колец за то же время, что и одно, в то время как SLA-принтер будет тратить на прорисовку каждого из колец определенное время, хотя это и даст возможность добиться лучшего качества.
Немного цифр…
Принтеру Form2, печатающему по технологии SLA, потребуется 11 часов 22 минуты для печати 55 моделей.
В итоге 12,4 минуты на одно кольцо.
А 3D-принтер Uniz Slash Plus, в основе работы которого лежит технология DLP, потратит на печать 6- колец всего 3 часа 51 минуту, получается одно кольцо за 3,8 минуты.
Технология DLP получила определенное распространение и начала составлять конкуренцию традиционной SLA, но прорывной не стала, как вдруг случилась новая революция — на сцене появились LCD 3D-принтеры.
Принцип формирования еще проще, мощная LED-лампа, усиленная системой линз, светит на LCD-матрицу, которая проецирует нужное изображение на ванну с полимером, где и формируется 3D-модель.
Создание этой технологии в 2016 году дало возможность снизить цену на 3D-принтер в 10 раз по сравнению с хитом продаж того времени принтером FormLabs Form 2, цена на бюджетные LCD 3D-принтеры шла от 300 долларов. Такое кардинальное снижение стоимости позволило существенно расширить круг покупателей и дало домашним пользователям и маленьким студиям печати возможность попробовать эту технологию для своих нужд.
В чем же ее преимущество по сравнению с другими, кроме собственно цены?
LCD, как и DLP-принтеры засвечивают слой сразу, это дает им преимущество в производительности, правда по началу пользователи сталкивались с не очень высоким качеством самих моделей. Но с появлением в 2019 году 3D-принеров с LCD матрицей 2K, а потом и чуть позже 4K, эту проблему удалось решить, и LCD принтеры на сегодняшний день превосходят и по скорости, и по минимальной толщине слоя своих старших братьев.
Яркими примерами принтеров с разрешением 2K являются модели – Elegoo Mars, Anycubic Photon S, Wanhao GR1, Phrozen Shuffle Lite, Phrozen Shuffle 2019, Phrozen Shuffle XL 2019, Phrozen Sonic, с разрешением 4K — Phrozen Shuffle 4K, Phrozen Transform.
Внедрение в скором будущем матриц 8K, а также использование специальных монохромных матриц, повышающих скорость печати, сделает эту технологию доминирующей на рынке 3D-принтеров.
ТЕХНОЛОГИИ ФОТОПОЛИМЕРНОЙ 3D ПЕЧАТИ:
Надеюсь, я смог донести до вас суть различий между этими технологиями, ну а теперь, собственно, хочется рассказать, для чего чаще всего выбирают SLA/DLP/LCD 3D-печать. Здесь сразу стоит разделить принтеры на промышленные и настольные.
Промышленные 3D-принтеры в основном используют для создания прототипов большого размера, а также мелкосерийного производства и создания форм для отливки. Обладая достаточно высокой производительностью и хорошим качеством конечных изделий, это оборудование используется в автомобилестроении, аэрокосмической промышленности, а также для печати массивных объектов, таких как эта кость мамонта, напечатанная компанией Materialise в рамках сотрудничества с Бельгийским Королевским институтом естественных наук в Брюсселе.
Настольные SLA/DLP/LCD принтеры получили широчайшее распространение, прежде всего, в таких сферах деятельности, как стоматология, ювелирное дело, судо- и авиамоделирование, а также изготовление уникальных подарков и сувениров. Подробнее об этом можно почитать в наших статьях, посвященных этим темам.
Применение 3D-принтера в стоматологии
3D-печать в прототипировании
Применение 3D-принтера в ювелирном деле
3D-печать в мелкосерийном производстве
Высокая детализация и качественная финишная поверхность делает именно эту технологию 3D-печати отличным инструментом для решения многочисленных задач, которые до этого приходилось решать гораздо более трудоемкими и дорогими способами в тех сферах деятельности, о которых я упомянул выше.
Фотополимерная печать на 3D-принтере в стоматологии.
Фотополимерная 3д печать в ювелирном деле. Справа – напечатанная на 3D принтере мастер-модель браслета.
Фотополимерная печать для создания прототипов
Создание сувениров с помощью фотополимерной 3D печати
Путь развития FDM-технологии 3D-печати
Вторым отцом 3D-печати можно смело назвать С. Скотта Крампа, который в 1988 году запатентовал технологию FDM (Fused Deposition Modeling) – моделирование методом наплавления, и в 1989 году вместе со своей женой создал компанию Stratasys, которая до сих пор является одной из главных компаний отрасли.
Для данной технологии также зачастую используется аббревиатура FFF (Fused Filament Fabrication), но это не должно вводить вас в заблуждение. Суть технологий одна, а названия разные для того, чтобы избежать патентных споров.
Итак, что же, собственно, было изобретено. Суть идеи была в том, что пластиковая нить подается в экструдер, где плавится при высокой температуре и через маленькое сопло слоями формирует модель.
На базе этого изобретения Stratasys начала выпускать промышленные 3D-принтеры, которые в основном использовались также как и первые SLA-машины в автомобилестроении, аэрокосмической отрасли, а с появлением различных прочных видов пластика, таких как поликарбонат (PC), полиэфирэфиркетон (PEEK), полиэфиримид (PEI, Ultem), полифенилсульфон (PPSF/PPSU), и для создания функциональных прототипов. Большого распространения эта технология не получила, пока спустя более 20 лет не появился проект RepRap (Replicating Rapid Prototyper) — самовоспроизводящийся механизм для быстрого изготовления прототипов.
Изначальная идея была в том, что нужно создать 3D-принтер, который бы мог напечатать другой 3D-принтер, на этой фотографии все пластиковые детали «ребенка» напечатаны на «родителе». По факту же произошло совершенно другое — группа энтузиастов смогла создать бюджетный 3D-принтер для домашнего или офисного использования. Идею быстро подхватили трое гиков из Нью-Йорка, которые создали компанию MakerBot и начали коммерческое производство настольных FDM 3D-принтеров. Это и стало вторым поворотным моментом в современной истории 3D-печати.
Стоимость принтеров составляла около 1000$, и эта цена стала вполне приемлема для многих энтузиастов, техногиков, увлеченных идеей 3D-печати инженеров и студентов.
В 2013 году MakerBot был поглощен Stratasys за рекордные 400 миллионов долларов. Итогом всего этого стало то, что мир получил очень интересную технологию создания физических объектов. Огромным плюсом FDM-технологии является дешевизна и большой выбор материалов печати, которые в большом количестве стали появляться после начала распространения 3D-печати. FDM-принтеры, прежде всего, распространились среди домашних пользователей, которые начали многочисленные эксперименты с печатью дома, подробнее об этом можно прочитать в статье 3D-печать как хобби.
Кроме того, FDM-печать нашла свое главное профессиональное применение — создание прототипов. После внедрения в этот процесс 3D-печати он уже никогда не будет прежним. Создание прототипов стало существенно более дешевым и быстрым, и это дало возможность пробовать гораздо больше идей инженеров для создания максимально качественных и продуманных в мелочах изделий, подробнее об этом также можно прочесть в статье 3D-печать в прототипировании. Также сейчас активно идут попытки внедрения FDM 3D-печати в мелкосерийное производство, и эта история получила неожиданное развитие во время эпидемии COVID-19, когда врачам срочно понадобилось производить запчасти для аппаратов искусственной вентиляции легких, а также держатели масок для врачей, которые вынуждены целыми днями их носить.
FDM 3D-печать в полной мере смогла продемонстрировать свои основные преимущества по сравнению с классическим производством, а именно скорость моделирования новой модели и запуск его в серию в кратчайшие сроки, меньше одного дня.
Еще одним важнейшим преимуществом FDM-печати является широкий выбор материалов, начиная от биоразлагаемого PLA-пластика и заканчивая материалами типа PEEK, которые можно стерилизовать при высокой температуре и давлении.
В скором будущем мы ожидаем повсеместное внедрение так называемых «ферм 3D-печати», которые смогут реализовать концепцию «гибкого производства», суть которой заключается в том, что такая ферма может выпускать любую доступную продукцию, а не специализироваться в изготовлении каких-то конкретных изделий, как происходит на классическом производстве. Сегодня это могут быть запчасти для старых моделей железнодорожных вагонов, а завтра держатели медицинских масок или сувенирные кубки для победителей соревнований или пластиковые заглушки для мебели.
А пока продолжим наш рассказ о разных видах 3D-печати, возникших параллельно с развитием двух мейнстримовых технологий, о которых я уже рассказал. Многие инженеры и предприниматели в разных странах и компаниях поняли, что можно начать использовать принципы 3D-печати, используя другие материалы и способы формирования моделей, и вот что у них получилось.
Другие виды 3D-печати
SLM (Selective Laser Melting) – селективное лазерное плавление, имеет также названия DMLM и LPBF. Принцип 3D-печати здесь состоит в том, что под воздействием мощного лазера металлический порошок плавится и формирует 3D-модель. Это позволяет создавать модели сложных форм и высокой прочности, больше всего эта технология получила применение в аэрокосмической сфере и медицине. Ракета – это не массовый продукт и некоторые элементы гораздо удобнее и выгоднее печатать на 3D-принтере, чем фрезеровать или отливать.
На фотографии выше самый большой в мире напечатанный ракетный двигатель. Он был напечатан на принтере SLM 800 от SLM Solutions для британской аэрокосмической компании Orbex. Двигатель произведен как цельнометаллическое изделие из никелевого сплава. SLM 3DSLM 3D-печать позволила сократить затраты времени на 90%, а расходы на 50% по сравнению с ЧПУ-станками.
В медицине же 3D-печать металлом стала использоваться для создания индивидуальных имплантов из титана, сделанных непосредственно для конкретного пациента, это существенно повышает шансы на выздоровление.
EBM (Electron Beam Melting) — электронно-лучевая плавка. Это технология, похожая на SLS/DMLS, только здесь объект формируется путём плавления металлического порошка электронным лучом в вакууме.
SLS (Selective Laser Sintering) – селективное лазерное спекание, еще одна очень интересная технология. Процесс формирования модели здесь такой же, как в SLM, но вместо металлического порошка используется порошок из полиамида или нейлона. Это дает возможность формировать очень прочные, износостойкие изделия сложных форм, которые в первую очередь можно использовать как функциональные прототипы будущих изделий из металла или прочного пластика.
Коллектор двигателя, напечатанный на SLS-принтере
Мебель, напечатанная на SLS-принтере
MJF (Multi Jet Fusion) – оригинальная технология, разработанная компанией HP, которая по сути повторяет принцип SLS, но при этом не использует лазер. Это дает определенное преимущество в производительности принтера по сравнению с лазерной технологией, ведь он запекает слой сразу, также как это происходит с LCD 3D-принтерами, о которых мы подробно писали ранее в этой статье. Будучи одним из мировых технологических гигантов HP быстро ворвалась на маленький рынок 3D-печати и быстро заняла на нем большую долю в промышленном сегменте оборудования, к сожалению, по состоянию на 2020 год HP так и не начала поставки своих 3D-принтеров на российский рынок.
Хирургический инструмент и блок циллиндра, напечатанные на MJF-принтере
PolyJet — это технология, сходная с обычной печатью на струйном принтере. Жидкий полимер через множество крошечных сопел выстреливается на поверхность печатной платформы, после чего они затвердевают при помощи ультрафиолетового излучения. Используя данную технологию, можно создавать высококачественные полноцветные макеты и прототипы с высочайшим уровнем детализации и финишным качеством сравнимым с промышленными серийными образцами. К сожалению, высокая стоимость оборудования и материалов не дает возможности более широкого внедрения этой технологии.
MJM (Multi Jet Modelling) — технология многоструйного моделирования, схожая с PolyJet, но в качестве материала здесь также может выступать воск. Технология разработана компанией 3D Systems, поэтому по соображениям защиты патентов имеет другое название. Печать воском широко применяется в ювелирном деле для выполнения индивидуальных моделей на заказ и создания мастер-моделей. Также существуют специализированные принтеры от компании SolidScape, которые печатают двухкомпонентным воском для последующего расплавления материала поддержки в горячей воде
CJP (Color Jet Printing) – технология, суть которой состоит в послойном склеивании и окрашивании порошка на основе гипса или пластика. С помощью этой технологии можно создавать полноцветные изделия, а это чаще всего используются для печати архитектурных моделей и фигурок людей. Себестоимость печати в данном случае ниже, чем по технологии PolyJet, что дает больше возможностей для ее более широкого использования.
LOM (Laminated object manufacturing) – технология, схожая с CJP, но здесь строительным материалам выступает бумага, каждый лист которой приклеивается к предыдущему, раскрашивается струйным принтером и перфорируется. Это дает полноцветную 3D-модель и также хорошо подходит для архитектурных и декоративных моделей.
Еще одной технологией с огромными перспективами является комбинированная технология 3D-печати металлами, которая объединяет в себе 3 этапа создания модели: печать на FDM-принтере специальной композитной нитью, где в определенных пропорциях смешан металл и полимер, выплавление полимера и запекание металлической модели. На основе этой технологии американские компании DeskTop Metal и MarkForged уже создали свои коммерческие модели 3D-принтеров и начали их продажи, как в Америке, так и в Европе, но пока технология является очень сырой и не гарантирует хорошего качества готовых изделий. Зато ее огромным преимуществом является существенно более низкая цена и принтеров, и готовых изделий. В Россию данные системы пока не поставлялись, поэтому мы ждем возможности самостоятельно оценить их качество и эффективность. В перспективе нескольких лет эта технология может стать самой востребованной из всех возможных способов 3D-печати.
Studio System+ от Desktop Metal
Как это работает:
3D-печать керамикой является также перспективным направлением в разных отраслях. Существует ряд компаний, которые выпускают оборудование, печатающее керамические модели. Разные производители используют для этого уже упомянутые до этого DLP и SLA, как слегка адаптированную технологию многоструйного моделирования Ceramic binder jetting (CBJ). Данная печать применяется в стоматологии, ювелирном деле, а также для создания прототипов высокого качества, обладающих необходимыми функциональными свойствами. Также на базе FDM-принтеров создают принтеры, печатающие глиной для создания керамических изделий новым способом. Например, итальянская компания WASP уже несколько лет предлагает такие системы на базе своих дельта-принтеров, печатающих пластиковой нитью.
Строительные 3D-принтеры по сути тоже используют принцип построения такой же, как в FDM-принтерах, только вместо расплавленной нити наносится жидкий бетон. Это позволяет построить стены дома размером 100 квадратных метров примерно за 3 дня, что существенно быстрее, чем стандартные способы строительства и, кроме того, это дает возможность создавать объекты сложных форм. Безусловно, это направление является перспективным, но на сегодняшний день не получило широкого применения, хотя в Китае строительные 3D-принтеры были использованы для быстрого строительства автономных блоков для самоизоляции больных коронавирусом в легкой форме, кому не досталось места в больницах, а дома находится им было опасно. Интересным фактом является и то, что самым перспективным проектом по строительству жилья на Марсе также признан способ 3D-печати.
Дом, напечатанный иркутской компанией в Дубаи за 3 дня
Боксы для больных коронавирусом в Китае. 15 комнат изготовили за 1 день.
Пищевая 3D-печать — это еще один способ применения FDM-технологии, только здесь в качестве материала выступает съедобное сырье. Больше всего распространение получили принтеры, печатающие шоколадом. Шоколад темперируется попадает в экструдер и через сопло слоями формирует 3D-модель. Т.к. шоколад в отличие от пластика является очень нежным материалом, то и печатать им не так просто, хотя он и дает возможность быстро создавать кастомизированные кулинарные шедевры или десерты необычных форм. Кроме шоколада есть возможность печатать с помощью пюре, теста или джема. Данная технология пока находится на ранней стадии развития, и возможно уже в ближайшее время мы увидим более совершенное оборудование, которое можно будет применять более широко. Одним из представителей 3D-принтеров для печати шоколадом является Choc Creator.
И последний, но далеко не по своей важности вид 3D-печати, на который возлагаются очень большие надежды в будущем – 3D-биопринтинг. По своей сути это послойная печать, где в качестве материала выступают живые клетки. Это относительно новый вид 3D-печати, первые эксперименты стали проводиться в 2000 году биоинженером Томасом Боландом, который доработал обычные настольные принтеры для печати фрагментов ДНК. За 20 лет эта индустрия шагнула далеко вперед, и уже сейчас помимо прототипов человеческих органов успешно печатают импланты, трубки сосудов, клапаны сердца, ушные раковины, хрящи, костную ткань и кожу для последующей пересадки. Этот вид печати успешно применяется для создания «тренажеров» для врачей, на которых они могут проводить репетицию операций или для студентов для живой практики. И, конечно, одно из основных предназначений биопринтинга – печать функционирующих внутренних органов для пересадки из биоматериала пациента. Пока данное направление находится на стадии разработок и тестирований и полноценно не применяется для лечения пациентов, но уже сейчас проведено большое количество успешных экспериментов. Как например, печать сердца израильскими учеными в 2019 году, пока совсем крошечное по размерам, но главное, что оно способно выполнять свои функции. Также биопечать имеет огромные перспективы в экспериментальном тестировании медицинских препаратов, выпускаемых фармацевтическими компаниями.
Безусловно, не обо всех технологиях 3D-печати мне удалось рассказать в этой статье, но прочитав ее даже не будучи техническим экспертом, вы сможете получить первое представление о 3D-печати, различных ее технологиях и способах применения. Если вас заинтересовало использование 3D-печати в вашей работе или хобби, обращайтесь к специалистам нашей компании и мы всегда будем рады вас дополнительно проконсультировать.
Александр Корнвейц
Эксперт рынка 3D-печатилитофанов: 3D-печать ваших фотографий! : 6 шагов
Для создания нашей 3D-модели мы будем использовать приложение Lithophanes. Однако вы можете использовать Cura для этого, большинство этих инструкций по-прежнему будут применяться.
Во вкладке « Imagem» (единственное, что осталось непереведенным) выбираем Open Image и выбираем наше изображение . Он загрузит изображение и отобразит его в главном окне, после чего мы сможем настроить различные параметры изображения, такие как Contrast , Brightness и Gamma.
Существует также опция Binarize , которая может быть полезна, если вам нужен чисто черный или белый литофан (без оттенков серого). Обратите внимание, что если вы используете параметр Binarize , то параметры Contrast, Brightness и Gamma игнорируются.
Также есть кнопка для отображения Negative изображения и, наконец, кнопка Restore , чтобы вернуть все в исходное состояние.
Пропорция Max в пикселях является важной настройкой, поскольку она позволяет вам выбирать между понижением дискретизации изображения до 500 или 1000 пикселей.Обычно 500 пикселей более чем достаточно. Обычно вам нужно иметь максимум 1 пиксель на каждую половину ширины сопла.
Это означает, что если у вас сопло 0,5 мм и вы хотите напечатать литофан шириной 100 мм, то вам нужно меньше 400 пикселей:
100 / (0,5 / 2) = 100 / 0,25 = 400 пикселей
Если, однако, у вас есть сопло 0,35 мм (как у меня) и вы хотите напечатать литофан толщиной 150 или 200 мм, тогда вам потребуется:
150 / (0,4 / 2) = 150/0.2 = 750 пикселей 200 / 0,2 = 1000 пикселей
Если у вас очень маленькое сопло или / и вы хотите напечатать большой литофан, то использование 1000 пикселей может немного улучшить качество, в противном случае 500 будет более чем достаточно. Обратите внимание, однако, что чем выше разрешение, тем больше времени потребуется на разрезание модели. На самом деле, использование 1000 пикселей на моих образцах изображений резко увеличивает время нарезки, благодаря чему время нарезки уходит с пары минут на ночную задачу (подробнее об этом позже), так что вы всегда можете оставить 500 пикселей независимо от размера и длины сопла.
Когда у вас есть изображение по своему вкусу, перейдите на вкладку « 3D — STL », где вы можете установить свои параметры того, как должен печататься литофан. Я думаю, что параметры по умолчанию здесь довольно хороши (см. Изображение).
- Ширина (мм): Это ширина литофана, она будет привязана к параметру высоты, поэтому соотношение сторон всегда сохраняется.
- Высота (мм): Это высота литофана, он будет привязан к параметру Ширина, поэтому соотношение сторон всегда сохраняется.
- Z (мм) : Это глубина Z литофана.
- Толщина (мм): Это толщина основания.
- Кромка (мм): Создает рамку в рамке вокруг литофана.
Параметры Z и Толщина являются здесь наиболее важными. Чем больше вы установите значение Z , тем больше оттенков серого вы сможете получить, но если вы установите его слишком высоко, то литофан будет слишком темным, чтобы показать свой полный эффект с контровым светом, и он значительно увеличит время печати.По умолчанию здесь 2 мм, и я думаю, что это довольно хорошее значение, но вы можете увеличить его до 5 мм для более детальной печати (чем выше число, тем больше времени потребуется на печать, если вы в стационаре, 2 мм может быть достаточно для вас). Однако параметр Толщина должен быть как можно меньше, чтобы он не блокировал свет и не влиял на ваш литофан. Таким образом, его можно нарезать на один слой, лучшим значением здесь является высота вашего первого слоя в вашем программном обеспечении для нарезки.По умолчанию это 0,25 (обратите внимание, что из-за бразильской локали вам нужно использовать запятую в качестве десятичного разделителя: «0,25» вместо «0,25»), что есть у большинства людей. Если ваше программное обеспечение для нарезки устанавливает высоту первого слоя, например, на 0,3 или 0,35, измените это значение соответствующим образом. Однако если на вашей фотографии есть белые области, вы можете получить некоторые области, где виден только первый слой, и он будет выглядеть слишком ярким, а линии заполнения будут видны, в этом случае вы можете увеличить его, например, до 0,5 мм. .Вы также можете настроить его в зависимости от того, насколько темным должно быть общее изображение.
Хотя параметры Ширина / Высота не требуют пояснений, стоит отметить, что для достижения наилучших результатов хорошо подходит отпечаток размером 100×100 мм (или близкий к нему, в зависимости от соотношения сторон изображения). компромисс между временем печати и деталями печати. Очевидно, что чем больше размер отпечатка, тем он будет более детализированным, однако печать может занять много времени. Вы также можете печатать литофаны меньшего размера 50×50 мм или меньшего размера для распечаток с низкой детализацией.
Наконец, для параметра Edge можно оставить значение по умолчанию 0, но мне лично нравится добавлять рамку 1 мм или 2 мм вокруг отпечатка.
Вы можете нажать кнопку Generate 3d , чтобы увидеть, как каждый параметр влияет на печать, пока вы не будете удовлетворены, затем нажмите кнопку Save STL , чтобы сохранить вашу 3D-модель в файл STL. Обязательно дождитесь, пока в строке состояния появится сообщение « File Save» , прежде чем загружать STL в программу нарезки.
3D-печать фотографий — Как преобразовать изображение (JPG / PNG) в STL
Нет никаких сомнений в том, что 3D-печать дает жизнь всем проектам.Но знаете ли вы, что он также может оживить вашу картину?
А если бы вы это сделали, знаете ли вы, что вы можете преобразовать свое изображение в фотографию для 3D-печати? Дело в том, что если у вас есть его изображение, вы можете превратить его в 3D-модель и распечатать на 3D-принтере.
В Интернете доступно множество поставщиков решений, которые могут преобразовать не одно, а множество изображений в трехмерную модель.
В этой статье мы поможем вам найти обзор различных решений. Эта статья предназначена для того, чтобы ответить на такие вопросы, как «как напечатать фото на 3D-принтере?», «Как преобразовать изображение в формат STL?»
Однако единственное, о чем вам нужно позаботиться, это то, что какие бы результаты ни были получены, они сильно зависят от исходного материала.Таким образом, мы не говорим, что упомянутые ниже решения позволят напечатать на 3D-принтере плохую фотографию и превратить ее в хорошую.
И именно поэтому ни одно решение нельзя оценить так, чтобы оно было единственным универсальным решением. Основываясь на вашем опыте, в этой статье будут даны несколько практических советов, которые помогут вам в создании наиболее эффективной съемки.
Полный процесс, то есть от съемки изображения до выбора материалов для 3D-печати, вы можете выполнить весь процесс самостоятельно.Если вы не знаете, как использовать программное обеспечение для 3D-моделирования, вы можете получить небольшую помощь по работе с ним в Интернете или у дизайнера, чтобы получить файл для 3D-печати.
Как изображение становится 3D-моделью?
Кредит: sculpteo.comТри вещи, от которых в этом случае будет зависеть результат вашей 3D-модели:
- Количество и качество сделанных вами фотографий.
- Чем больше фотографий вы сделаете во время съемки.
- Чем выше разрешение этих фотографий.
Это не означает, что вам нужно быть профессиональным 3D-художником или 3D-дизайнером, но это определенно означает, что вам нужно иметь хотя бы унцию 3D-навыков и достаточно времени. При этом каждый может создать хорошего 3D-персонажа или предмет и распечатать его.
Проведя этот эксперимент, вы обязательно узнаете тот факт, что 3D-принтеры могут дать вашей жизни одни из лучших изображений. Существует огромное количество вариантов, с помощью которых можно создать 3D модель.
Некоторые из вас могут захотеть создать аватар или модель, другие захотят создать модель САПР с изображениями из видеоигр.Все это возможно.
Решения здесь различаются в зависимости от количества изображений, которые вы уже сделали для создания вашей 3D-модели. Также есть способы создать 3D-модель даже с одним изображением.
Создание 3D-модели из количества фотографий возможно, но не следует забывать о возможностях и деталях, разрешенных в этом варианте, будет более ограниченным.
Например, в этом варианте невозможно ожидать идеального 360-градусного файла вашего питомца или вашего дома на основе одного изображения.Чтобы получить желаемую форму с помощью процесса печати, лучше провести детальное моделирование нескольких изображений и получить впечатляющий результат.
Можно напечатать идеальную модель САПР, но это все еще мечта.
назад в меню ↑Три варианта выполнения задачи по 3D-печати фото
Хотя это выглядит устрашающим для новичков, 3D-моделирование позволяет создавать модели из 2D-изображений. И это может быть один из способов, которым человек может более интуитивно войти в это поле.Существует несколько способов преобразования файлов JPG и PNG в файлы STL для создания 3D-модели из изображения.
Но прежде чем мы начнем объяснять варианты, мы хотели бы поговорить о том, чего они не делают. Хотя 3D-модели действительно можно создавать из плоских изображений, методы, описанные в этой статье, в частности, не позволяют создавать полные, подробные 3D-модели.
Вместо этого, метод предназначен для создания плоских 2D-проектов в трехмерной, но все же более или менее плоской физической форме.
Так что, если вам интересно, что вы сразу получите бюст Моны Лизы, используя ее изображение… Что ж, друг, у вас не получится это сделать. Но это также не означает, что следующие варианты не имеют своего применения!
назад в меню ↑Вариант 1: 3D Builder
Пользователи предпочитают этот вариант, вероятно, потому, что он самый простой в использовании. Это приложение предустановлено практически на любом компьютере с современной ОС Windows, поэтому вам не нужно загружать его откуда-либо и заботиться о его безопасности.
Приложение также имеет функцию, которая может очень легко преобразовать изображение в файл STL или OBJ, что является первым предварительным условием для любого приложения, которое вы планируете использовать. Также следует отметить, что это приложение не будет работать на Mac.
Наконец, шаги для создания фотографии для 3D-печати с помощью этого приложения:
- Если на вашем ноутбуке / компьютере не установлена последняя версия, вам придется приложить все усилия, чтобы загрузить это приложение из Microsoft Store.
- После этого вам нужно будет перетащить изображение по вашему выбору в рабочую область или нажать «Добавить» в меню «Вставить» и выбрать изображение.
- Шаг № 3 требует, чтобы вы сначала отрегулировали ползунки «Уровни» и «Сглаживание». Продолжайте делать это, пока ваше изображение не станет четким и ясным. Другой вариант для вас — переключаться между методами «Контур», «Карта высот», «Край» и «Штамп» для получения различных эффектов.
- Когда вы будете счастливы и увидите одну из ранее представленных моделей, вы можете нажать кнопку «Импортировать изображение». Это позволит вам изменять масштаб с помощью инструмента «Масштаб» в нижней части рабочего пространства.При масштабировании неплохо зафиксировать пропорции, щелкнув значок замка в том же меню.
Вариант 2: Cura
Пользователи, у которых нет компьютера под управлением Windows, предпочитают использовать встроенную функцию Ultimaker’s Cura. Хотя это можно спорить, этот инструмент не такой мощный, как в 3D-построителе, но он отлично работает и даже может использоваться для создания литофанов.
РЕКЛАМА
Кроме того, с помощью Cura проще нарезать фрагменты, потому что вам не нужно экспортировать и импортировать столько же.
Все, что у вас есть для 3D-печати фотографии с помощью этого приложения, это:
- Загрузите слайсер Ultimaker Cura с веб-сайта Ultimaker.
- Импортируйте изображение по вашему выбору в Cura, перетащив его в рабочую область.
- Когда вы это сделаете, появится меню с различными настройками, которое позволит вам изменить высоту, ширину, толщину, гладкость и многое другое.
- Наконец, вы можете экспортировать файл изображения в формате STL или OBJ.Это можно сделать, нажав «Файл», а затем «Экспорт», или вы можете сразу нарезать его для 3D-печати.
Вариант 3: Литофановый преобразователь
Этот способ преобразования изображения в файл для 3D-печати включает преобразование изображения в литофан.
Для всех, кто не знает, что такое литофан, это трехмерный объект, который использует разницу в толщине для изменения количества света, проходящего через себя.
Вариации внутри него создают темные и светлые части изображения, которые кажутся «встроенными» в объект.Однако изображение здесь видно только тогда, когда сзади есть свет, и его нельзя сделать более чем одним цветом.
Есть много способов сделать литофан, но, пожалуй, самый простой — использовать изображение в литофановый конвертер. Это приложение — гораздо более мощный инструмент, который не только имеет больше настроек, но и дает лучшие результаты, чем метод Cura.
Шаги к фотографии для 3D-печати с помощью этого приложения:
- Нажав на меню изображения, загрузите изображение на веб-сайт.
- В меню модели вам нужно будет выбрать форму вашего литофана.
- Щелкнув по нему, перейдите в «Настройки». И в опции «Настройки модели» измените «Максимальный размер» на самый большой размер, до которого, по вашему мнению, вы сможете масштабировать изображение.
- Зайдя в опцию «Настройки изображения» в меню «Настройки», вы можете изменить множество различных настроек, но единственное необходимое изменение — это первый ползунок на «Позитивное изображение».
- Вернитесь в меню «Модель» и, щелкнув мышью, загрузите результат.Если вы собираетесь распечатать этот файл STL на 3D-принтере, рекомендуется распечатать его вертикально со 100% заполнением.
Тот факт, что изображение представляет собой 2D-файл, означает, что вы сможете играть только с двумя измерениями, когда используете его для создания 3D-модели.
Чтобы поиграть здесь с файлом, инструмент, который поможет вам создать третью ось для создания новой геометрии из выбранного компонента, — это экструдер.
Именно этот инструмент поможет вам придать объем вашей 2D-модели на основе определенного алгоритма.Это обычный инструмент, который можно найти практически в любом программном обеспечении, упомянутом выше.
назад в меню ↑Метод преобразования более одного изображения в 3D-модель
Кредит: sculpteo.comДля всех, кто хочет создать 3D-модель на основе 10 или 20 изображений, есть специальная вещь, которая недоступна в приложениях, упомянутых выше.
Для начала вам нужно мысленно организовать изображения и вылепить вашу модель на основе размеров и деталей, которые вы можете видеть на фотографиях.
В продолжение, создание подобных моделей заняло бы много времени. Итак, единственный способ получить оптимальный результат — это преобразовать большое количество изображений для создания очень точного цифрового дизайна. Только тогда вы сможете напечатать интересную модель и в конечном итоге получить хорошее качество печати.
Подводя итог всему сказанному, у вас есть 3 решения для перехода от 2D к 3D, если вы хотите преобразовать более одного изображения, например,
- Вы можете попробовать использовать решения, описанные для одной фотографии.
- Вы можете начать экспериментировать с программами для 3D-моделирования, такими как Zbrush или Sculptris.
- Вы можете попросить своего друга, который также является 3D-дизайнером, помочь вам смоделировать ваш 3D-файл.
Действительно, более подробное рассмотрение этого вопроса привело бы к созданию более подробной и точной 3D-модели.
Для создания 3D-объектов из 3D-отпечатков вам необходимо создать детальную модель, чтобы получить ценный результат. Вот несколько советов, которые вы можете использовать, чтобы сделать свою фотографию одной из лучших, представленных в 3D-модели.Для этого лучше всего использовать фотограмметрию.
Фотограмметрия — это метод, который подразумевает сбор различных точек в пространстве с нескольких фотографий. Во-первых, вам нужно будет щелкнуть по этим номерам фотографий объекта со всех возможных углов.
Во-вторых, вам нужно будет загрузить их в программное обеспечение для фотограмметрии, и вы можете сгенерировать файл для его 3D-печати.
назад в меню ↑Заключение
Последним шагом для завершения 3D-печати фотографий является завершение и оптимизация вашего 3D-файла в другом программном обеспечении, отличном от описанного выше.Мы говорим об этом, потому что часто бывает, что ваш 3D-файл нельзя распечатать, и очень сложно создать сплошную сетку на основе набора изображений.
Итак, некоторые программы для 3D-моделирования предлагают эффективные инструменты для создания нужных файлов. Вам необходимо убедиться, что ваш файл находится в таком программном обеспечении. Только тогда вы сможете работать с разрешением и размером файла или создавать сетку с высокой или низкой поли.
После этого вам нужно будет выбрать формат из множества имеющихся, например, 3DS, OBJ, C4D, DAE, STL и STL.Последняя часть фотографии для 3D-печати — это 3D-печать файла путем загрузки его 3D-изображения в какой-нибудь онлайн-сервис 3D-печати.
Есть много возможностей для моделей 3D-печати, потому что доступны различные типы материалов для 3D-печати. Вы должны выбрать материал для 3D-печати, и это определит аддитивный процесс.
Редакция
Будьте в курсе последних событий в области 3D-печати и узнавайте первыми, когда на рынке появляется потрясающий продукт.
Как напечатать на 3D-принтере 3D-принтер — шаг за шагом
Мы продолжаем говорить о непревзойденных возможностях 3D-принтера, которые делают его таким мощным устройством. Часто его способность создавать детали, которые невозможно реализовать никакими другими методами, подчеркивается при поддержке его преимуществ.
Разве это не звонок? Помимо всего прочего, можем ли мы напечатать 3D-принтер на 3D-принтере, если он способен печатать практически все? Этот вопрос стал очень распространенным среди пользователей 3D-печати .
И есть компании, которые придумали самовоспроизводящуюся функцию. Согласно заявлению, считается, что большинство деталей 3D-принтера можно напечатать самостоятельно. Другими словами, можно напечатать сам 3D-принтер.
Это может показаться очень сложной задачей, и это действительно так.Те, кто не знает, как работать с 3D-принтерами и 3D-моделями, могут не справиться с этим самостоятельно.
Из всей информации, доступной в Интернете, задача состоит в том, чтобы создать сам принтер. Это требует опыта. Не зная, что вы строите, как вы собираетесь этого добиться?
Следовательно, вы можете ожидать много обучения на протяжении всего процесса. И, прежде всего, вам понадобится 3D-принтер, чтобы самостоятельно распечатать несколько деталей.
Пошаговый процесс включает в себя представление о том, как создать полностью функционирующий 3D-принтер, используя свой опыт и множество онлайн-справок.
Когда выбрать 3D-печать на 3D-принтере?
Этот вопрос должен стать препятствием для ответа. Если у вас есть возможность купить 3D-принтер , почему, черт возьми, вы решили построить 3D-принтер?
Поиск ответа на этот вопрос поможет вам понять, что вас ждет. Причин может быть много, но не следует решать в мгновение ока. Прежде чем тратить на проект много денег, необходимо учесть множество вещей, превышающих стоимость полностью собранного 3D-принтера.
Предоставлено: rideat.com.Оттачивайте свои навыки: Вы относитесь к тем людям, которые жаждут изучения новых навыков и не прочь потратить на это деньги. Даже если да, вы должны понимать, что построить 3D-принтер будет непросто. Если вы готовы вкладывать время и силы, вы можете это сделать.
Сделай сам и энтузиасты: Мало кто любит делать это сам. Эти энтузиасты целеустремленны и готовы на все 100% работать ради того, чего они хотят достичь.Если вы один из них, вы тоже можете попробовать свои силы.
Если это будет дорого: Хотя не каждый раз вы сможете построить 3D-принтер с меньшими затратами. Это может закончиться неудачей, что было бы дорого.
Я не хочу сдерживать вас, однако важно учитывать все аспекты, когда вы начинаете создавать 3D-принтер. Но это правда, что вы можете построить 3D-принтер по более низкой цене, чем та, за которую он продается на рынке, если только вы знаете правильные приемы.
Могли быть и другие причины. Если вы думаете, что готовы принять вызов, вы его принимаете. Однако вы должны помнить, что будут неудачные попытки, которыми вы должны научиться и чему научиться.
Это поможет проанализировать, что пошло не так и что нужно сделать, чтобы следующая была успешной.
назад в меню ↑Шаги по 3D-печати 3D-принтера
Готовимся к печати на 3D-принтере. Вам нужно будет потратить много времени, если вы попробуете это впервые.На выполнение всего процесса могут уйти недели. Для некоторых это может занять меньше времени, в зависимости от опыта работы с технологией 3D-печати.
назад в меню ↑Начать исследование
Это первый шаг, который проходит через весь процесс печати на 3D-принтере. Вы никогда не должны прекращать изучать различные приемы и технологические ноу-хау при работе с такой прогрессивной технологией.
Для начала попробуйте найти пример, который поможет вам найти базовую структуру вашего устройства.Проанализируйте, что вы можете воспроизвести и какие улучшения вы можете добавить к существующему дизайну. В настоящее время можно печатать только на машинах FDM на 3D-принтере.
Предоставлено: Мика Йеап / All3DP.То же по частям. Итак, вы должны подробно прочитать о каждом компоненте и получить четкое представление о том, что каждая часть должна выполнять. Например, базовые универсальные детали, конструкция, дизайн, инжиниринг, тюнинг и многое другое. Вы можете провести анализ в два этапа.
Прочтите о своей любимой модели: Теперь, когда я говорю «Любимая», не забудьте выбрать ту, которую можно напечатать на 3D-принтере.Вы не можете продолжать переходить к самым дорогим из них со всеми лучшими характеристиками.
Выберите тот, который вы можете построить как новичок. Однако это не означает, что нужно выбирать любой 3D-принтер. Ищите репутацию машины. Это поможет вам создать прочную и надежную основу для вашего 3D-принтера.
Добавьте чары, чтобы сделать его уникальным: Поскольку вы делаете так много работы, не хотите ли вы называть его своим или просто копией. Если да, проявите изобретательность и узнайте, что вы можете сделать, чтобы сделать его своим.
Опять же, не вносите никаких серьезных изменений. Или вы не сможете исправить проблемы позже. Продолжайте добавлять лучшую печатную платформу или улучшенную систему охлаждения. И, назовите его машину своей, она готова напечатать для вас другой принтер. Звучит весело, не правда ли?
назад в меню ↑Сборка деталей 3D-принтера
Неудивительно, что вы не сможете распечатать все самостоятельно. Вам потребуется, чтобы определенные детали были доставлены разными поставщиками. Не забывайте заказывать запчасти заранее, так как на их доставку может потребоваться время.
Составьте список всех мелких и основных деталей для проектирования 3D-принтера. Отсутствие любого из них только задержит процесс. Продолжайте обращаться к онлайн-справке и другим полезным веб-сайтам, на которых есть связанные файлы и рекомендации по дизайну.
Детали для заказа:
РЕКЛАМА
Имеется другой список запчастей, которые необходимо заказать. Подготовьте список и перепроверьте его несколько раз, прежде чем разместить заказ. И при этом помните размер тех деталей, которые вы хотите заказать.
Например, если вы заказываете платформу для печати, не забудьте заказать такую, которая соответствует дизайну вашего принтера. Даже если детали можно напечатать и их сложно спроектировать, вы можете заказать их. Или вы можете сначала попробовать спроектировать сложные детали. Если не получится, то можете заказать их позже.
Что можно сделать с помощью 3D-принтера:
Это наверное следующий вопрос? Составьте еще один список деталей, которые вы хотите распечатать на 3D-принтере. Сказав это, вы должны организовать 3D-принтер для выполнения задач печати.
Если у вас уже есть 3D-принтер, работа будет проще. Однако, если у вас его нет, вы можете одолжить его кому-нибудь. Или, если вы студент, и в вашем колледже есть один, который используется в образовательных целях, вы также можете использовать его.
Дело в том, что у вас должен быть под рукой 3D-принтер, потому что он понадобится вам слишком часто во время процесса. Могут быть некоторые неудачные распечатки, и за один раз вам может потребоваться распечатать детали более одного раза, чтобы получить желаемый результат.
Для поиска дизайнов вы можете поискать в Интернете бесплатные репозитории.Они содержат детали для различных 3D-принтеров, а также предлагают универсальный дизайн. Например, вы можете найти множество дизайнов внешней рамы вашей машины.
назад в меню ↑Конструирование деталей с помощью программного обеспечения для моделирования
Кредит: grabcad.comВы также можете нарисовать рисунки на бумаге, прежде чем приступить к их проектированию. Или вы можете начать прямо сейчас. Это снова самая сложная часть всего распорядка.
Глядя на каждую деталь часами и пытаясь построить проект с необходимыми модификациями, могут потребоваться недели кропотливой работы.Вы можете расстроиться из-за нескольких неудачных попыток. Однако экспериментирование с дизайном поможет вам достичь желаемого.
Рекомендуется выбирать бесплатные варианты проектирования этих деталей. Если у вас уже есть платная подписка на программное обеспечение, которое вам нравится, выберите этот вариант. Для новичков и начинающих пользователей бесплатное программное обеспечение подойдет.
Вы можете использовать существующий дизайн и внести несколько изменений, импортировав его в рабочую область.Или вы можете построить его с нуля. Если вы новичок, создание дизайна с нуля только задержит процесс печати. Итак, выбирайте с умом и решайте, что вас ждет.
Распечатайте эти детали на уже имеющемся 3D-принтере. Убедитесь, что соединительные детали хорошо подогнаны.
назад в меню ↑Соберите детали вместе
Предоставлено: Mika Yeap / All3DP. После того, как вы закончили печатать детали и заказ уже прибыл, пора собрать все вместе и завершить электронику.Это еще одна трудная задача, которую вы должны выполнить с терпением.
Невозможно исправить ситуацию за день, если это ваш первый раз. Сборка деталей вместе, даже при использовании заранее разработанных комплектов, является сложной задачей.
Бывают случаи, когда вы чувствуете, что напечатанные детали не соответствуют заказанным деталям. Если это так, лучше распечатать конкретную часть еще раз. Вместо того, чтобы пытаться подогнать его неправильно. Это требует времени и дней, чтобы решить шаблон проектирования.
Продолжайте сборку и калибровку машины с должным вниманием. При необходимости вы можете присоединиться к онлайн-сообществам, которые заинтересованы в выполнении подобных задач, связанных с технологией 3D-печати. Пользователи обычно очень отзывчивы, и на запросы отвечают быстро.
назад в меню ↑Тестирование 3D-принтера
И последнее, но не менее важное. Прежде чем проводить тестирование вашего 3D-принтера, напечатанного на 3D-принтере, вы должны убедиться, что все настройки выполнены правильно.
Убедившись в выравнивании станины и других настройках, подайте небольшое количество нити и начинайте печать.Если вас убедили результаты, значит, вы получили принтер для себя. Если нет, проверьте, в чем проблема, и попробуйте решить проблему.
Это не составит большого труда, так как у вас уже готов базовый дизайн. Все, что вам нужно сделать, это кое-что обсудить и проверить, удовлетворительны ли результаты. Это может занять много времени, но как только вы достигли этой фазы, вы почти закончили.
Вы должны следить за результатами печати и внимательно анализировать первый отпечаток, чтобы искать проблемы.
назад в меню ↑Заключение
Если вы дошли до этой точки, вы, должно быть, похлопываете себя по спине. Вы должны были сделать это, потому что это было беспокойное путешествие, и вы завершили его с удовлетворительными результатами. В процессе вы также узнали много нового о 3D-печати и возможностях, которые она влечет за собой.
Создание 3D-принтера с нуля — трудная работа, вы, должно быть, уже это поняли. Однако по мере достижения цели все становится проще.
Есть несколько моментов, на которые вы можете обратить внимание при планировании создания второго принтера.На этот раз вы можете выбрать более сложную версию, так как вы уже поняли базовую структуру и различные типы систем движения.
Как насчет проектирования закрытого каркаса? Вы также можете включить это в первый дизайн. Говоря о расширенных параметрах, в следующий раз вы можете выбрать двойной экструдер.
Или вы можете просто заказать его себе. Самое приятное то, что вы завершили строительство 3D-принтера, и он работает. Ощущение создания реальных дизайнов на 3D-принтере, который вы создали самостоятельно, совершенно иное.
Нет никакого сравнения для такого опыта. И теперь, когда вы можете напечатать 3D-принтер на 3D-принтере, вы больше, чем просто новичок.
Редакция
Будьте в курсе последних событий в области 3D-печати и узнавайте первыми, когда на рынке появляется потрясающий продукт.
Как напечатать на 3D-принтере 3D-принтер — шаг за шагом
Мы продолжаем говорить о непревзойденных возможностях 3D-принтера, которые делают его таким мощным устройством. Часто его способность создавать детали, которые невозможно реализовать никакими другими методами, подчеркивается при поддержке его преимуществ.
Разве это не звонок? Помимо всего прочего, можем ли мы напечатать 3D-принтер на 3D-принтере, если он способен печатать практически все? Этот вопрос стал очень распространенным среди пользователей 3D-печати .
И есть компании, которые придумали самовоспроизводящуюся функцию. Согласно заявлению, считается, что большинство деталей 3D-принтера можно напечатать самостоятельно. Другими словами, можно напечатать сам 3D-принтер.
Это может показаться очень сложной задачей, и это действительно так.Те, кто не знает, как работать с 3D-принтерами и 3D-моделями, могут не справиться с этим самостоятельно.
Из всей информации, доступной в Интернете, задача состоит в том, чтобы создать сам принтер. Это требует опыта. Не зная, что вы строите, как вы собираетесь этого добиться?
Следовательно, вы можете ожидать много обучения на протяжении всего процесса. И, прежде всего, вам понадобится 3D-принтер, чтобы самостоятельно распечатать несколько деталей.
Пошаговый процесс включает в себя представление о том, как создать полностью функционирующий 3D-принтер, используя свой опыт и множество онлайн-справок.
Когда выбрать 3D-печать на 3D-принтере?
Этот вопрос должен стать препятствием для ответа. Если у вас есть возможность купить 3D-принтер , почему, черт возьми, вы решили построить 3D-принтер?
Поиск ответа на этот вопрос поможет вам понять, что вас ждет. Причин может быть много, но не следует решать в мгновение ока. Прежде чем тратить на проект много денег, необходимо учесть множество вещей, превышающих стоимость полностью собранного 3D-принтера.
Предоставлено: rideat.com.Оттачивайте свои навыки: Вы относитесь к тем людям, которые жаждут изучения новых навыков и не прочь потратить на это деньги. Даже если да, вы должны понимать, что построить 3D-принтер будет непросто. Если вы готовы вкладывать время и силы, вы можете это сделать.
Сделай сам и энтузиасты: Мало кто любит делать это сам. Эти энтузиасты целеустремленны и готовы на все 100% работать ради того, чего они хотят достичь.Если вы один из них, вы тоже можете попробовать свои силы.
Если это будет дорого: Хотя не каждый раз вы сможете построить 3D-принтер с меньшими затратами. Это может закончиться неудачей, что было бы дорого.
Я не хочу сдерживать вас, однако важно учитывать все аспекты, когда вы начинаете создавать 3D-принтер. Но это правда, что вы можете построить 3D-принтер по более низкой цене, чем та, за которую он продается на рынке, если только вы знаете правильные приемы.
Могли быть и другие причины. Если вы думаете, что готовы принять вызов, вы его принимаете. Однако вы должны помнить, что будут неудачные попытки, которыми вы должны научиться и чему научиться.
Это поможет проанализировать, что пошло не так и что нужно сделать, чтобы следующая была успешной.
назад в меню ↑Шаги по 3D-печати 3D-принтера
Готовимся к печати на 3D-принтере. Вам нужно будет потратить много времени, если вы попробуете это впервые.На выполнение всего процесса могут уйти недели. Для некоторых это может занять меньше времени, в зависимости от опыта работы с технологией 3D-печати.
назад в меню ↑Начать исследование
Это первый шаг, который проходит через весь процесс печати на 3D-принтере. Вы никогда не должны прекращать изучать различные приемы и технологические ноу-хау при работе с такой прогрессивной технологией.
Для начала попробуйте найти пример, который поможет вам найти базовую структуру вашего устройства.Проанализируйте, что вы можете воспроизвести и какие улучшения вы можете добавить к существующему дизайну. В настоящее время можно печатать только на машинах FDM на 3D-принтере.
Предоставлено: Мика Йеап / All3DP.То же по частям. Итак, вы должны подробно прочитать о каждом компоненте и получить четкое представление о том, что каждая часть должна выполнять. Например, базовые универсальные детали, конструкция, дизайн, инжиниринг, тюнинг и многое другое. Вы можете провести анализ в два этапа.
Прочтите о своей любимой модели: Теперь, когда я говорю «Любимая», не забудьте выбрать ту, которую можно напечатать на 3D-принтере.Вы не можете продолжать переходить к самым дорогим из них со всеми лучшими характеристиками.
Выберите тот, который вы можете построить как новичок. Однако это не означает, что нужно выбирать любой 3D-принтер. Ищите репутацию машины. Это поможет вам создать прочную и надежную основу для вашего 3D-принтера.
Добавьте чары, чтобы сделать его уникальным: Поскольку вы делаете так много работы, не хотите ли вы называть его своим или просто копией. Если да, проявите изобретательность и узнайте, что вы можете сделать, чтобы сделать его своим.
Опять же, не вносите никаких серьезных изменений. Или вы не сможете исправить проблемы позже. Продолжайте добавлять лучшую печатную платформу или улучшенную систему охлаждения. И, назовите его машину своей, она готова напечатать для вас другой принтер. Звучит весело, не правда ли?
назад в меню ↑Сборка деталей 3D-принтера
Неудивительно, что вы не сможете распечатать все самостоятельно. Вам потребуется, чтобы определенные детали были доставлены разными поставщиками. Не забывайте заказывать запчасти заранее, так как на их доставку может потребоваться время.
Составьте список всех мелких и основных деталей для проектирования 3D-принтера. Отсутствие любого из них только задержит процесс. Продолжайте обращаться к онлайн-справке и другим полезным веб-сайтам, на которых есть связанные файлы и рекомендации по дизайну.
Детали для заказа:
РЕКЛАМА
Имеется другой список запчастей, которые необходимо заказать. Подготовьте список и перепроверьте его несколько раз, прежде чем разместить заказ. И при этом помните размер тех деталей, которые вы хотите заказать.
Например, если вы заказываете платформу для печати, не забудьте заказать такую, которая соответствует дизайну вашего принтера. Даже если детали можно напечатать и их сложно спроектировать, вы можете заказать их. Или вы можете сначала попробовать спроектировать сложные детали. Если не получится, то можете заказать их позже.
Что можно сделать с помощью 3D-принтера:
Это наверное следующий вопрос? Составьте еще один список деталей, которые вы хотите распечатать на 3D-принтере. Сказав это, вы должны организовать 3D-принтер для выполнения задач печати.
Если у вас уже есть 3D-принтер, работа будет проще. Однако, если у вас его нет, вы можете одолжить его кому-нибудь. Или, если вы студент, и в вашем колледже есть один, который используется в образовательных целях, вы также можете использовать его.
Дело в том, что у вас должен быть под рукой 3D-принтер, потому что он понадобится вам слишком часто во время процесса. Могут быть некоторые неудачные распечатки, и за один раз вам может потребоваться распечатать детали более одного раза, чтобы получить желаемый результат.
Для поиска дизайнов вы можете поискать в Интернете бесплатные репозитории.Они содержат детали для различных 3D-принтеров, а также предлагают универсальный дизайн. Например, вы можете найти множество дизайнов внешней рамы вашей машины.
назад в меню ↑Конструирование деталей с помощью программного обеспечения для моделирования
Кредит: grabcad.comВы также можете нарисовать рисунки на бумаге, прежде чем приступить к их проектированию. Или вы можете начать прямо сейчас. Это снова самая сложная часть всего распорядка.
Глядя на каждую деталь часами и пытаясь построить проект с необходимыми модификациями, могут потребоваться недели кропотливой работы.Вы можете расстроиться из-за нескольких неудачных попыток. Однако экспериментирование с дизайном поможет вам достичь желаемого.
Рекомендуется выбирать бесплатные варианты проектирования этих деталей. Если у вас уже есть платная подписка на программное обеспечение, которое вам нравится, выберите этот вариант. Для новичков и начинающих пользователей бесплатное программное обеспечение подойдет.
Вы можете использовать существующий дизайн и внести несколько изменений, импортировав его в рабочую область.Или вы можете построить его с нуля. Если вы новичок, создание дизайна с нуля только задержит процесс печати. Итак, выбирайте с умом и решайте, что вас ждет.
Распечатайте эти детали на уже имеющемся 3D-принтере. Убедитесь, что соединительные детали хорошо подогнаны.
назад в меню ↑Соберите детали вместе
Предоставлено: Mika Yeap / All3DP. После того, как вы закончили печатать детали и заказ уже прибыл, пора собрать все вместе и завершить электронику.Это еще одна трудная задача, которую вы должны выполнить с терпением.
Невозможно исправить ситуацию за день, если это ваш первый раз. Сборка деталей вместе, даже при использовании заранее разработанных комплектов, является сложной задачей.
Бывают случаи, когда вы чувствуете, что напечатанные детали не соответствуют заказанным деталям. Если это так, лучше распечатать конкретную часть еще раз. Вместо того, чтобы пытаться подогнать его неправильно. Это требует времени и дней, чтобы решить шаблон проектирования.
Продолжайте сборку и калибровку машины с должным вниманием. При необходимости вы можете присоединиться к онлайн-сообществам, которые заинтересованы в выполнении подобных задач, связанных с технологией 3D-печати. Пользователи обычно очень отзывчивы, и на запросы отвечают быстро.
назад в меню ↑Тестирование 3D-принтера
И последнее, но не менее важное. Прежде чем проводить тестирование вашего 3D-принтера, напечатанного на 3D-принтере, вы должны убедиться, что все настройки выполнены правильно.
Убедившись в выравнивании станины и других настройках, подайте небольшое количество нити и начинайте печать.Если вас убедили результаты, значит, вы получили принтер для себя. Если нет, проверьте, в чем проблема, и попробуйте решить проблему.
Это не составит большого труда, так как у вас уже готов базовый дизайн. Все, что вам нужно сделать, это кое-что обсудить и проверить, удовлетворительны ли результаты. Это может занять много времени, но как только вы достигли этой фазы, вы почти закончили.
Вы должны следить за результатами печати и внимательно анализировать первый отпечаток, чтобы искать проблемы.
назад в меню ↑Заключение
Если вы дошли до этой точки, вы, должно быть, похлопываете себя по спине. Вы должны были сделать это, потому что это было беспокойное путешествие, и вы завершили его с удовлетворительными результатами. В процессе вы также узнали много нового о 3D-печати и возможностях, которые она влечет за собой.
Создание 3D-принтера с нуля — трудная работа, вы, должно быть, уже это поняли. Однако по мере достижения цели все становится проще.
Есть несколько моментов, на которые вы можете обратить внимание при планировании создания второго принтера.На этот раз вы можете выбрать более сложную версию, так как вы уже поняли базовую структуру и различные типы систем движения.
Как насчет проектирования закрытого каркаса? Вы также можете включить это в первый дизайн. Говоря о расширенных параметрах, в следующий раз вы можете выбрать двойной экструдер.
Или вы можете просто заказать его себе. Самое приятное то, что вы завершили строительство 3D-принтера, и он работает. Ощущение создания реальных дизайнов на 3D-принтере, который вы создали самостоятельно, совершенно иное.
Нет никакого сравнения для такого опыта. И теперь, когда вы можете напечатать 3D-принтер на 3D-принтере, вы больше, чем просто новичок.
Редакция
Будьте в курсе последних событий в области 3D-печати и узнавайте первыми, когда на рынке появляется потрясающий продукт.
Литофанов — Как напечатать ваши фотографии на 3D-принтере
Когда через пару лет мне впервые сказали: «Эй, тебе стоит распечатать на 3D-принтере», я подумал, что они сошли с ума. Распечатать фото в 3D? Затем я немного покопался и обнаружил, что вы действительно можете печатать фотографии на 3D-принтере. Вроде, как бы, что-то вроде.
Их называют литофанами, довольно старая техника, применяемая с начала 1800-х годов.Конечно, тогда у них не было 3D-принтеров, их делали из фарфора. Однако в наши дни мы это делаем, что значительно упрощает их создание. Итак, я наконец-то добрался до некоторых.
Итак, что такое литофан?
Проще говоря, литофаны — это способ отображения изображения путем подсветки части полупрозрачного материала. Затем появляется изображение, основанное на толщине этого материала. По сути, это облегчение, но не в традиционном смысле слова, как если бы вы видели голову общественного деятеля на монете.Здесь цель не в том, чтобы имитировать 3D-эффект. Высота различных частей рельефа зависит от яркости или темноты этих частей изображения.
Тогда, когда вы направите свет из-за него, более тонкие части будут ярче, а более толстые части темнее.
Вот, взгляните на этот пример. Изображение «До» — это то, как выглядит напечатанный на 3D-принтере литофан, когда он просто освещен обычным светом перед ним. Довольно странно, да? На самом деле совсем не похоже на фотографию, не так ли? Картинка «После» показывает, как это выглядит, когда за ним помещается свет.
Как вы их делаете?
У меня есть несколько 3D-принтеров, и любой из них подойдет для экспериментов с литофаном. Но пока Snapmaker не появился у меня на пороге, у меня не было белой нити накала. Я не собирался покупать рулон только для того, чтобы удовлетворить свое любопытство, но Snapmaker поставлялся с рулоном белой нити PLA, включенным в коробку. Другого применения у меня не было, поэтому я подумал, почему бы и нет?
Оригинальная фотография для указанного выше литофана.
Первая часть процесса начинается, по крайней мере, для меня, в Интернете, на веб-сайте Image to Lithophane.Здесь вы можете загрузить изображение и преобразовать его в трехмерную модель литофана на основе нескольких различных вариантов — плоского, изогнутого, цилиндрического, сферического и т. Д.
После загрузки фотографии на сайт, которую можно просто перетащить прямо в браузер, вы столкнетесь с 3D-моделью. Потребуется небольшая настройка, чтобы получить желаемый размер. Я напечатал их шириной 100 мм, толщиной 4 мм с основанием 10 мм. Эта толщина 4 мм дает хороший контраст при подсветке (по крайней мере, на ваш глаз, камера не так хорошо воспринимает) и хорошую основу, чтобы позволить им разместиться на моем столе.
Фотография после загрузки на сайт конвертера изображения в литофан.
В 3D-принтерах модели необходимо запускать через приложение, называемое слайдером. Это разбивает (отсюда и название) модель на слои, как работают 3D-принтеры, создавая объект по одному слою за раз. Чем тоньше ваши слои, тем больше деталей вы получите в окончательной модели.
3D-модель в программе для нарезки Snapmakerjs.
Вы можете видеть, когда мы смотрим на модель под углом с сеткой, наложенной на модель, вы можете видеть, как 2D-фотография была преобразована в 3D-модель, причем более яркие части (например, белый костюм объекта) стали тоньше, чем более темные части (например, фон).
С помощью сетки легко увидеть разную толщину разных частей изображения. Это приводит к разным уровням яркости, при этом более тонкие части при подсветке становятся ярче, чем более толстые.
Как уже упоминалось, для печати этих литофанов я использовал Snapmaker, который поставляется с собственным программным обеспечением для нарезки Snapmakerjs. Это то, что показано на скриншотах выше, но вы можете использовать Cura, Slic3r, Simplify3D или любое другое программное обеспечение для нарезки, которое вам удобнее всего.
С Snapmakerjs профиль по умолчанию был довольно хорош, как и для этого принтера (в конце концов, они оба сделаны одной и той же компанией), но я изменил некоторые настройки. Я выбрал толщину слоя 0,2 мм, что не является самым тонким из возможных для Snapmaker или других 3D-принтеров, но это хороший компромисс между качеством и временем, необходимым для печати литофанов такого размера (я нетерпелив). .
После набора настроек просто скажите ему распечатать.
Печать литофана с помощью Snapmaker
Обычно при 3D-печати модели вы печатаете оболочку («стену»), которая заполняется «заполнением».Заполнение — это в основном воздух, обычно с достаточным количеством укладываемой нити, чтобы обеспечить дополнительную структуру для вашей части, чтобы укрепить стены. Вот пример модели с заполнением, который помогает понять, почему принтеры обычно печатают именно так. Это экономит много материала.
3D-модель, нарезанная таким образом, чтобы обеспечить заполнение 10%. Это означает, что 90% внутренней части модели — это чистый воздух. Это нормально для большинства моделей, так как вы по-прежнему получаете прочность конструкции, но не тратите много материала. Но не то, что нам нужно для литофанов.
А вот с литофаном нам не нужна нормальная засыпка. Мы хотим, чтобы он был полностью сплошным, чтобы получить ожидаемую контрастность при подсветке финального отпечатка. Поскольку самая толстая часть этой модели (основание) составляет 10 мм, это означает, что нам нужна толщина стенки не менее 5 мм, чтобы принтер мог сделать твердую деталь. Итак, толщина стенки была изменена на 5 мм.
Это единственные настройки, которые мне нужно было изменить в Snapmakerjs для принтера Snapmaker, но вам нужно будет немного поэкспериментировать с вашим собственным принтером и программным обеспечением для нарезки, чтобы определить наилучшие настройки.Но после того, как ваши настройки введены, просто нарежьте модель, в результате чего будет получен файл .gcode, а затем отправьте его на свой принтер.
Вот два других распечатанных мною литофана.
Оригинальная фотография для указанного выше литофана.
Оригинальная фотография для указанного выше литофана.
Обычно вы хотите напечатать литофаны с использованием белой нити, как я сделал здесь. Вы можете использовать другие цвета, хотя вы можете не получить ожидаемых результатов. Разные цвета предлагают разные уровни прозрачности, поэтому контраст, вероятно, не будет таким же, как при печати белым при задней подсветке.Он может быть слишком прозрачным или непрозрачным, чтобы действительно показать изображение. Однако с белым, особенно с белым PLA, обычно получаются наилучшие результаты.
Некоторые люди имеют большой опыт окрашивания тыльной стороны литофана, позволяя цвету просвечивать сквозь него. Я не совсем уверен, какие типы красок они использовали, так как это не то, что я пробовал сам, но будьте осторожны, чтобы все, что вы используете, не было слишком непрозрачным, иначе свет просто больше не проходил. И вы, вероятно, не захотите использовать праймер, так как он также может сделать заднюю часть модели непрозрачной, не позволяя свету просвечивать сквозь нее.
Печать литофанов — это то, чем я хотел заниматься с тех пор, как впервые узнал, что это можно сделать. Но пока мое любопытство по поводу литофана удовлетворено. Я доволен маленькими, которые я напечатал, но я определенно планирую вернуться к ним в будущем.
Однако до сих пор было весело играть с оригинальным Snapmaker. Помимо 3D-принтера, это также станок с ЧПУ и лазерный гравер, и у меня есть несколько проектов, связанных с фотографией, для этих функций, поэтому я буду размещать некоторый контент о них на моем канале YouTube, и, возможно, здесь тоже.
Snapmaker официально анонсировал Snapmaker 2, а Kickstarter будет запущен сегодня. Есть три модели Snapmaker 2, предлагающие большую площадь сборки, чем оригинал, с множеством новых функций. В рамках кампании действует скидка до 50% и на ранних пташках.
Вы уже пробовали печатать литофаны? Посмотрим некоторые из ваших в комментариях.
Как сделать отличные фотографии ваших 3D-печатных изделий!
Будь то 3D-печать созданного вами дизайна или созданного кем-то другим, вы тратите время на создание отличных отпечатков.Мы собрали несколько простых и быстрых советов, которые помогут вам делать высококачественные фотографии ваших отпечатков, чтобы по-настоящему продемонстрировать всю эту тяжелую работу!
1. Очистите свою печать!
Первый шаг к созданию отличного снимка 3D-печати начинается еще до того, как вы берете в руки камеру. Удалите весь лишний материал, который остается на принтере, если это новый отпечаток (пилки для ногтей — отличный недорогой инструмент для этого). Если это старый отпечаток, обязательно протрите его, чтобы удалить грязь и пыль, которые могли попасть на отпечаток.
2. Не зацикливайтесь на камере
Вам не нужно идти и покупать фотоаппарат за 800 долларов, чтобы делать отличные фотографии ваших отпечатков. Правда, более дорогие камеры могут иметь больше настроек и более высокое разрешение, чтобы ваши фотографии получались великолепными. С другой стороны, если вы не знаете, как использовать эти настройки, и у вас нет времени поэкспериментировать и научиться их использовать, тогда они могут быть ошеломляющими и на самом деле сделать ваши фотографии плохими.Если вы привыкли и комфортно фотографируете на iPhone, этого достаточно, чтобы получить фотографии отличного качества для печати.
3. Используйте штатив
Даже самые устойчивые руки могут не удерживать камеру полностью неподвижно во время съемки, из-за чего фотография вашего отпечатка может выглядеть размытой (особенно при более длинной выдержке). Здесь на помощь приходит штатив. Штатив будет удерживать камеру неподвижно, чтобы вы могли получить максимально четкий снимок.
Нет штатива? Вы можете найти дешевые штативы в Интернете или вообще отказаться от штатива и вместо этого установить камеру на прочную гладкую поверхность. Мы предлагаем стопку книг — прочную, гладкую, высоту стопки можно регулировать для достижения оптимальной высоты для каждой фотографии.
4. Освещение важно
Великолепное освещение осветит детали вашего отпечатка и поможет получить максимально четкое фото.Цель состоит в том, чтобы освещение было как можно более мягким и равномерно распределенным.
Естественный свет — отличный инструмент для этого. Сделайте снимок у окна, куда проникает много естественного света. Если освещение кажется резким, попробуйте повесить прозрачную занавеску или использовать тонкую бумагу, чтобы смягчить его.
Фото Тани Визнер
Если вы не можете найти естественный свет (или обычно фотографируете свои отпечатки ночью), вы можете добиться того же эффекта с помощью настольной лампы.Как и в случае с естественным светом, если искусственное освещение слишком резкое, вы можете отфильтровать его через лист бумаги, чтобы смягчить его (просто убедитесь, что ткань или бумага не попадают прямо на свет — они становятся горячими, а ткань / бумага может быть горючей) или через световой короб, как тот, который мы используем в Pinshape.
5.Получите отличный фон
Вы не хотите, чтобы на вашей фотографии было много отвлекающих факторов, поэтому белый фон станет идеальным фоном для фотографий для печати.Самый простой способ добиться чистого фона без отвлекающих факторов — это либо: 1. Использовать световой короб, либо 2. Очень легко создать в домашних условиях сплошной белый фон .
Фото Дэниела Мооса
В качестве белого фона используйте большой лист или рулон крафт-бумаги. Если ваш продукт имеет большую сторону, вы можете попробовать кусок картона для плакатов или белый лист.
Для настройки фона:
- Во-первых, решите, хотите ли вы сплошной фон или складчатый фон.
- Положите свой технический документ на плоскую поверхность (для этого подходят кухонные и обеденные столы).
- Используйте булавки для одежды (или другой зажим), чтобы прикрепить два верхних угла бумаги к чему-нибудь на высоте нескольких футов над столом. Эта установка должна выглядеть как пандус.
- Положите рисунок на бумагу сразу после того, как она коснется стола.
Примечание. Если вы печатаете на белой или прозрачной нити накала или полимере, попробуйте серый или темный фон.
Фото Gvrocksnow.
Снимки продуктов на открытом воздухе также могут быть отличными, если они соответствуют теме дизайна! Просто убедитесь, что они не слишком заняты, чтобы не отвлекать внимание от напечатанного.
Фото Мао.
Теперь, когда все готово, пора сделать эти фотографии!
6.Документ.Различные изображения вашего отпечатка
Люди хотят увидеть ваш 3D-принт — почему бы не показать им всех ? Сфотографируйте свой Print с нескольких разных ракурсов — сверху, сбоку, спереди, сзади и снизу — чтобы они могли получить полное представление о дизайне.Это поможет им решить, хотят ли они сами загрузить и распечатать товар.
7. Расскажите людям о своем отпечатке
Всем отличным фотографиям нужны отличные подписи, поэтому не забудьте описать, как вы напечатали свой объект и какие настройки вы использовали, а также любую описательную информацию о продукте или советы по печати, которые, по вашему мнению, актуальны!
Не могу дождаться, чтобы увидеть загруженные вами распечатанные фотографии!
СвязанныеЗнаете ли вы, что можно превратить 2D-фотографию в 3D-модель для печати? — 3DPrint.com
У вас есть любимая фотография любимого питомца или особенного человека, которую вы хотели бы увидеть в качестве 3D-модели для печати? Это, безусловно, возможно, что мы видели снова и снова — и как исследовалось в недавнем сообщении в блоге Sculpteo. Похоже, что 3D-печать предлагает все больше и больше возможностей для простого создания 3D-моделей, и теперь Sculpteo делится советами о том, как 3D-печать модели из 2D-фотографии. Конечно, чем больше у вас фотографий и чем они детальнее, тем детальнее будет ваша модель.Итак, давайте посмотрим, как именно это возможно!
Сначала вы захотите ознакомиться с опциями программного обеспечения, такими как инструмент Extrude в вашем программном обеспечении САПР, или с любым другим программным обеспечением, которое вы решите использовать, включая MeshMixer, Blender или SketchUp. Поскольку фотографии двухмерные, ваш инструмент выдавливания добавляет третью ось, которая создает новую геометрию для 3D-модели. Smoothie 3-D — это бесплатное онлайн-программное обеспечение, которое позволяет создать 3D-модель даже из одной фотографии, которую можно симметрично воспроизвести.(См. Фотографии и видео с использованием фотографии белки ниже.) У вас есть несколько вариантов, если у вас есть только несколько фотографий для работы. Вы можете использовать решения, описанные для одной фотографии (Smoothie 3-D), вы можете попробовать программное обеспечение для 3D-моделирования, такое как ZBrush или Sculptris, или вы можете обратиться за помощью с вашей моделью к 3D-дизайнеру.
Что делать, если вы хотите создать 3D-модель из фотографий, но еще не сделали фотографии? Есть несколько определенных вещей, которые вы можете сделать, чтобы оптимизировать этот процесс. Хитрость здесь в том, чтобы использовать фотограмметрию, которая представляет собой метод захвата серии точек в пространстве из серии фотографий.Вы просто делаете фотографии объекта под разными углами, а затем загружаете их в программное обеспечение для фотограмметрии, чтобы сгенерировать файл для 3D-печати. Цифровой зеркальный фотоаппарат с одним объективом, кажется, будет работать здесь лучше всего, поскольку он дает снимки с самым высоким разрешением. Кроме того, вам нужно поработать с осветительным устройством, чтобы уменьшить тени, чтобы они не размывали контур вашего фотографируемого объекта. Наконец, штатив, на который можно поставить камеру, поможет сделать фотографии более стабильными, менее размытыми и последовательными.Вы также должны прочитать десять заповедей Sculpteo для оптимальной съемки, чтобы создать здесь свой 3D-файл.
Sculpteo также рекомендует другие полезные программы, такие как 123D Catch, Memento, Photoscan и Acute 3D, чтобы подготовить ваш 3D-файл. Когда у вас есть 3D-файл, вам просто нужно его распечатать, и Sculpteo рекомендует распечатать вашу модель с использованием полноцветного песчаника, чтобы вы могли получить наилучшее возможное задание на печать.
Теперь, когда мы рассмотрели доступные программы и методы фотографии для обеспечения наилучшего качества фотографий, вам должно быть намного проще преобразовать ваши 2D-фотографии в пригодные для печати 3D-модели.Вы заинтересованы в опробовании этого процесса? Обсудите это на форуме 3DPB.com.
Пожалуйста, включите JavaScript, чтобы просматривать комментарии от Disqus.