Тротуарная плитка вибролитая или вибропрессованная: что лучше?
Для изготовления тротуарной плитки производители используют тяжелый мелкозернистый бетон. Выпуск фигурных элементов мощения (ФЭМ) осуществляется 3 способами. Готовые изделия отличаются внешним видом, прочностными характеристиками и другими свойствами, а также сроком эксплуатации.
Технологии производства
Есть несколько видов плитки. Предприятия используют следующие технологии производства:
- вибролитье;
- вибропрессование;
- гиперпрессование.
Каждая брусчатка имеет свои качественные характеристики. В строительных магазинах есть тротуарная плитка вибролитая или вибропрессованная; что лучше подойдет, должен решить покупатель, исходя из требований к покрытию.
Вибролитье
Изделия, полученные методом вибролитья, имеют гладкую поверхность. Их окрашивание осуществляется в массе. Плиты имеют стабильную геометрию, для их изготовления мастера используют формы. Чтобы ускорить процесс выемки, изделия на несколько минут опускают в воду, нагретую до +40…+70°С. В результате полимерный материал, из которого сделана форма, расширяется. Мастер легко снимает его с готовой плитки.
Чтобы ускорить процесс выемки, изделия на несколько минут опускают в воду, нагретую до +40…+70°С. В результате полимерный материал, из которого сделана форма, расширяется. Мастер легко снимает его с готовой плитки.
Технология производства отличается низкими энергозатратами, но ручного труда больше. Рабочая сила применяется при перекладывании элементов мощения в ванну, а также при их складировании.
Технология производства заключается в следующем:- Цветной бетон, который применялся для изготовления лицевого слоя, стали замешивать отдельно.
- Серый бетон, из которого делают основу, стали замешивать в другой бетономешалке.
Сначала в форму наливают цветную смесь, а через 30 секунд добавляют основу серого цвета. Вибродвигатель работает 30 секунд, затем его отключают. Плиты из формы сушат 3 недели. Изделия, полученные методом вибролитья, рассчитаны для минимальные нагрузки.
Вибропрессование
Эта технология отличается тем, что в работе используется вибропресс. Сначала в бетономешалке замешивается раствор, который подается в матрицу. Пуансон формирует готовую плитку. На конвейерную ленту она отбрасывается специальным механизмом. Изделия могут сразу попадать не на конвейер, а в поддон, но это зависит от объемов производства.
Сначала в бетономешалке замешивается раствор, который подается в матрицу. Пуансон формирует готовую плитку. На конвейерную ленту она отбрасывается специальным механизмом. Изделия могут сразу попадать не на конвейер, а в поддон, но это зависит от объемов производства.
Если на предприятии стоит хороший вибропресс, он может выдавать до 20 плит за 1 минуту. Ручной труд в цехах практически не используется. Эта методика также хороша тем, что не возникает трудностей при вынимании готовых элементов мощения из форм.
Если ранее применялась пропарка продукции, сейчас этот способ не используют. Он почти не оказывает влияния на гидратацию цементного камня, а себестоимость тротуарных плит повышает намного.
Метод вибропрессования подходит для выпуска двухслойной плитки. Качество таких изделий выше, чем вибролитых. Характеристики улучшены за счет того, что слои не перемешиваются, а из смеси полностью удален воздух.
Гиперпрессование
Для изготовления плит методом гиперпрессования необходимо специальное оборудование, требования к его характеристикам намного выше.
Принцип действия аппаратов заключается в том, что внутри матрицы на раствор давит пуансон. При этом оказывается усилие в пределах от 0,2 до 0,4 МПа.
Когда завершится процесс формовки прессом, переходят к распалубке. Начальная прочность материала находится в пределах от 2 до 4 МПа. Поэтому, хотя плитка еще не набрала прочность, можно смело снимать форму.
Благодаря тому, что в процессе производства на раствор оказывается большое давление, плиты имеют высокую прочность. Водопроницаемость у них низкая. Изделия, полученные методом гиперпрессования, имеют гладкую поверхность. Но при приобретении нужно учесть, что зимой и в дождь такая плитка будет скользкой.
Обработать такую брусчатку практически невозможно. По этой причине при укладке следует отдавать предпочтение простым схемам, а при покупке приобретать не только целые плиты, но и половинки.
Сравнение эксплуатационных качеств
Многих покупателей интересует, какая тротуарная плитка лучше. Ответ зависит от того, в какой сфере будут использоваться плиты. Если на покрытие будет оказываться большая нагрузка, нужно выбирать прочные изделия с длительным сроком эксплуатации.
Ответ зависит от того, в какой сфере будут использоваться плиты. Если на покрытие будет оказываться большая нагрузка, нужно выбирать прочные изделия с длительным сроком эксплуатации.
Эксплуатационные характеристики брусчатки зависят от того, какая технология производства была использована. Все плиты изготавливают из одинакового сырья, но пропорции бетона разные. Отличается время, которое требуется для формирования изделий. От выбранной технологии зависит качество окрашивания.
Вибролитая плитка
Такие плиты имеют гладкую поверхность. Она скользкая, поэтому компании-производители наносят на поверхность изделий насечки или делают фигурный орнамент. Материал легко резать диском по камню, его можно откалывать киркой. Срок службы плит составляет 5-8 лет, но многое зависит от условий эксплуатации.
Покрытие выцветает быстро. Плитка трескается при ударах, часто ломается при чистке тротуаров в зимний период. Качество продукции зависит от того, насколько строго производитель соблюдал технологию. Поэтому лучше покупать продукцию крупных компаний.
Поэтому лучше покупать продукцию крупных компаний.
Вибропрессованная
Такие плиты стоят дороже вибролитых, но их эксплуатационные качества выше. Брусчатка имеет стабильные размеры, поэтому с ней проще работать. Но изделия прочные, поэтому их сложнее обрабатывать, откалывать и отрезать.
Плитка, изготовленная методом вибропрессования, имеет шершавую лицевую сторону. Пешеходам удобнее двигаться по ней.
Брусчатку укладывают на ровное утрамбованное основание. Для заполнения швов используют кварцевый или речной песок.
Гиперпрессованная
Гиперпрессованная плитка стоит дороже других изделий, но она долго служит даже в сложных условиях. Плиты отличаются привлекательным дизайном, они прочные, хотя и более тонкие. Пешеходам удобно ходить по такой брусчатке, обувь не скользит даже зимой.
Единственным недостатком можно назвать то, что такие плиты сложно положить на радиусных участках и на извилистой поверхности. Заявленные высокие характеристики будут только у тех изделий, которые выпускали предприятия, строго соблюдающие технологию.
Сравнение характеристик
Все виды плиток отличаются технологией изготовления, поэтому качественные характеристики у них разные. При производстве вибролитой плитки используется ручной труд, поэтому наблюдается влияние человеческого фактора. Качество продукции может быть снижено, если рабочие изменят пропорции ингредиентов, либо другим способом нарушат технологию.
При выпуске вибролитых плит применяется смесь жидкого типа. Из-за этого, когда лишняя влага испаряется, происходит формирование пустот небольшого размера. После укладки брусчатки в них уже при первом дожде начинает проникать вода. При заморозках лед изнутри разрывает плиту, что снижает ее прочность.
Технология вибролитья отличается еще и тем, что уплотнение раствора после заливки в форму происходит под собственным весом.
Производство брусчатки методом вибропрессования отличается тем, что предприятия используют полусухой раствор. Это предотвращает появление пустот, способствует увеличению срока эксплуатации. Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.
Производство автоматизированное, поэтому человеческий фактор не влияет. Изделия формируются не под своим весом, с помощью вибропресса.
Прочность
Изделия, полученные посредством метода вибропрессования, прочные. Их выпускают из бетона М400. Они выдерживают большую нагрузку, на 1 см² до 400 кг. Смесь в процессе производства спрессовывают, на нее оказывает воздействие вибрация. Это приводит к тому, что все компоненты максимально сближаются.
Готовое изделие имеет мелкопористую структуру. Она однородна, что увеличивает показатель прочности брусчатки, делает срок службы больше.
Прочность плитки, полученной методом вибролитья, ниже. Слои имеют неоднородную структуру. Верхний слой прочнее нижнего. Из-за этого после нескольких лет эксплуатации можно заметить, что он отстал от основания.
Прочность элементов мощения зависит от добросовестности производителя. Если он сэкономит на материалах, показатель прочности снизится.
Срок службы
Вибропрессованные плиты прослужат не менее 25 лет. Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.
Средний срок эксплуатации вибролитых — 5 лет. Но часто покрытие разрушается уже через 2-3 года. Это значит, что технология выпуска была нарушена, компания экономила на материалах.
Дизайн
Количество форм вибропрессованной брусчатки ограничено, существует ограничение на число цветов. Но это компенсируется тем, что существует много вариантов укладки. Изделия, полученные методом вибролитья, могут быть любого цвета. Палитра ничем не ограничена, поэтому можно воплотить все задумки дизайнеров.
Текстура поверхности
У вибролитой брусчатки красивая, гладкая поверхность. Но при понижении температуры ниже нуля она становится скользкой. По ней небезопасно ходить и в дождь. Вибропрессованная тротуарная плитка не имеет этих недостатков, обувь хорошо сцепляется с поверхностью даже в мороз.
Геометрия
При производстве методом вибропрессования раствор в формы разливают автоматическим способом. Объем смеси точно дозируется, поэтому готовые изделия имеют четкую форму и размеры. После их укладки даже на большой площади получается ровная поверхность.
После их укладки даже на большой площади получается ровная поверхность.
При вибролитье рабочие вручную заливают раствор, в процессе производства используются силиконовые формы. Готовые изделия имеют неправильную форму. При их укладке образуются зазоры и щели, поэтому поверхность площадки трудно сделать ровной.
Стоимость
Вибролитая плитка стоит дешево. Но через несколько лет часть брусчатки разрушится, поэтому ее придется менять.
Чтобы избежать постоянных затрат на ремонт, лучше приобрести вибропрессованные плиты. Они стоят дороже, но не требуют постоянного ремонта.
Процесс производства
При вибропрессовании процесс производства автоматизирован, ручной труд не применяется в процессе производства. Продукция имеет высокое качество.
При вибролитье без ручного труда и рабочих не обойтись, он применяется на всех этапах.
Объемы и сроки производства
Отличие метода вибропрессования в том, что предприятие может в кратчайшие сроки выпускать большие объемы продукции.
При использовании вибролитья они в несколько раз меньше, изделия длительное время сушатся в формах. Количество готовой брусчатки зависит от того, сколько рабочих трудится на предприятии, и от оснащенности цехов.
Водонепроницаемость и морозостойкость
Вибропрессованные плиты плохо впитывают воду. Они устойчивы к заморозкам, выдерживают более 200 циклов заморозки и оттаивания.
Вибролитая продукция сильнее впитывает воду. Морозоустойчивость изделий в несколько раз ниже тех, которые получены методом вибропрессования.
Как сделать вибропресс для тротуарной плитки своими руками
Для выпуска тротуарной плитки методом прессования необходимо иметь специальное оборудование. Производители наладили массовый выпуск таких станков, отличающихся различной мощностью и служащих для выполнения конкретных масштабов изделий. Все они обладают определенными функциями, но стоят дорого. Когда появляется необходимость изготовить самостоятельно вибропресс для тротуарной плитки, следует знать его характерные особенности.
Все они обладают определенными функциями, но стоят дорого. Когда появляется необходимость изготовить самостоятельно вибропресс для тротуарной плитки, следует знать его характерные особенности.
Особенности использования и преимущества технологии вибропрессования
Технологический процесс вибропрессования по сути невероятно простой — смесь из компонентов, составляющих основу плитки, требуется залить внутрь жесткой матрицы, которая расположена на вибрирующей станине. Помимо вибрации на смесь дополнительно давит вибрирующий пуансон, точно повторяющий контуры матрицы. Его действие продолжается до момента гарантированного уплотнения смеси.
После этого пуансон с матрицей разъединяются, с поддона убирают целиком готовые изделия. Главное достоинство такой методики — возможность быстро выполнять значительные объемы работ и простота производства при незначительных трудозатратах. Для организации технологического процесса требуется лишь наличие вибропресса — более никаких сложных приспособлений не требуется.
Составные части вибропресса
Оборудование для производства тротуарной плитки с использованием вибропрессования предполагает наличие определенной его конструкции, включающей определенные составные элементы. Небольшой станок вполне доступно изготовить самостоятельно. Главное в этом мероприятии — все скрупулезно изучить, сделать чертежи, четко продумать последовательность действий и руководствоваться инструкцией. Основные элементы станка такие:
- стол со столешницей;
- вибрационный механизм;
- специальное приспособление для прессования.
Каждый узел имеет несколько составляющих, которые определенным образом соединяются вместе. Непременно перед началом изготовления вибропресса нужно подготовить его подробные чертежи. Их доступно найти в интернете либо нарисовать самому, дополнив собственными идеями и конструкционными новинками.
Их доступно найти в интернете либо нарисовать самому, дополнив собственными идеями и конструкционными новинками.
За основу рекомендовано брать проверенную схему сборки, которую создали проектировщики. Создавая дома вибростол, желательно сразу выяснить, какие его элементы сможете сделать сами, а какие придется приобретать готовыми. Непременно помните, что оборудование при работе испытывает существенные нагрузки, из-за чего станину требуется выполнять из стали, закрепляя все ее компоненты электросваркой. Именно так получится предотвратить разрушение конструкции из-за постоянной вибрации.
Работа вибропропресса
Для запуска станка достаточно выполнить цикл нескольких несложных действий. Непосредственно технология получения плитки этим методом простая:
- Смазать матрицу маслом.

- Внутрь формы залить бетонную смесь. Поставить матрицу на столешницу, добиваясь полного совпадения с пуансоном.
- Рычагом обеспечить прессовку смеси, включив на некоторое время механизм вибрации.
- Изделие вынуть из формы, отправить на сушку.

Чтобы определить необходимый тротуарной плитке состав смеси, учитывают желаемые ее характеристики. Традиционно компонентами являются цемент с песком, отсев щебня, разведенный водой пигмент. Когда удалось изготовить самостоятельно вибропресс — сам производственный процесс уже намного проще. Необходимо только скрупулезно соблюдать рецептурный состав используемых ингредиентов для приготовления смеси.
Технология производства тротуарной плитки вибропрессованием
Чтобы получить качественное изделие, применяют полусухой рабочий раствор. Для гарантии соблюдения рецептуры на производстве используют полную автоматизацию процесса, предусматривающую монтаж технологической линии. В быту необходимо использовать несколько рекомендаций, позволяющих добиться на выходе хоть и не стопроцентно идеальной, но приближенной к этому показателю плитки.
Для гарантии соблюдения рецептуры на производстве используют полную автоматизацию процесса, предусматривающую монтаж технологической линии. В быту необходимо использовать несколько рекомендаций, позволяющих добиться на выходе хоть и не стопроцентно идеальной, но приближенной к этому показателю плитки.
Приготовление бетона
Рисунок 2. Готовая плиткаЧтобы изготовить раствор, подходящий для заливки в матрицу вибропресса, делающего тротуарную плитку, необходимо дополнительное оборудование — бетоносмеситель. В матрицу, размещенную на столе, подают уже готовую смесь. После опускания пуансона она сжимается в форме, затем на бетон действует вибрация, создаваемая одновременно столом и пуансоном.
Состав смеси включает следующие ингредиенты:
- Вяжущий компонент: цемент. Лучше использовать М500, чтобы материал был более прочным и схватывался быстрее.
- Наполнители: щебень (фракция 5–10) и крупнозернистый песок (фракция не меньше 2,5).
- Добавки: пластификаторы, а также краситель раствора.
- Вода.

Требования к бетонному составу для изготовления брусчатки вибропрессованием
Используя вибропресс для производства тротуарной плитки, необходимо учитывать повышенные требования, касающиеся бетонного состава. Технология предполагает наличие только жестких смесей. Невысокое водоцементное соотношение применяют при выпуске изделий, отличающихся повышенной морозостойкостью, а также низким свойством поглощения влаги. Также такие материалы обеспечивают сохранение правильной формы и гарантируют точность геометрических параметров.
Жесткость примененного бетона определяют, контролируя осадку его конуса. Это наиболее действенный и простой метод, позволяющий получить достаточное представление, насколько подвижной получилась бетонная смесь. Проводят такое испытание, применяя усеченный металлический конус.
Емкость заполняют раствором за три приема, выполняя ее уплотнение металлическим стержнем. Затем оборудование переворачивают, фиксируют на выверено ровной плоскости и снимают конус.
Именно такой раствор подходит для изготовления качественной тротуарной плитки, поскольку процесс ее формования из малоподвижных смесей нуждается в воздействии вибрации и непосредственного давления, чтобы устранить гарантированно все пустоты. Их отсутствие обеспечивает монолитность, а значит, прочность готового изделия. Малейшее нарушение соотношения воды способно существенно снизить итоговую прочность плитки.
Формование
Рисунок 3. Формировка бетонаПроцедура формования тротуарной плитки происходит так:
- сначала на станину вибропресса кладут деревянный поддон с помещенной на нем специальной металлической матрицей, задающей внешний вид, а также габариты будущего изделия;
- затем внутрь матрицы заливают готовую бетонную смесь;
- чтобы она целиком заполнила форму, на короткое время запускают вибрацию;
- изделие набирает форму и требуемые параметры при воздействии вибрации, а также давления пуансона, опускаемого в матрицу для создания необходимого давления;
- после завершения формования продукта матрица одновременно с пуансоном поднимается, оставляя на деревянном поддоне готовое изделие, которое вместе с ним перемещают на сушку в приспособленное место.
Сушка
Мероприятие, связанное с сушкой и завершающим затвердеванием плитки происходит в естественной среде либо внутри пропарочной камеры, где поддерживается заданный уровень влажности и температуры.
Сушка на воздухе — длительное мероприятие, требующее минимум двух суток. Период процесса зависит только от влажности атмосферы и температуры окружающей среды. Внутри пропарочной камеры процесс длится быстрее — 4–8 часов.
Заключение
Вибропрессование помогает получить тротуарную плитку при повышенной производительности ее изготовления. Изделие извлекается из матрицы немедленно, что позволяет сразу же начинать формирование следующего продукта. Вибропресс существенно ускоряет производственный процесс. Поэтому, когда требуется покрыть плиткой значительную площадь приусадебной территории, целесообразно приступить к самостоятельному изготовлению самодельного оборудования для вибропрессования бетонной смеси.
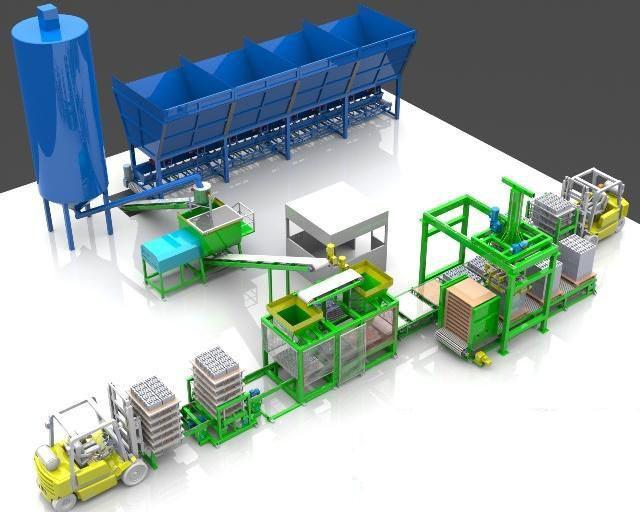
вибропресс (станок) для изготовления брусчатки вибропрессованием и другое оборудование
Производство тротуарной плитки может оказаться неплохим вариантом собственного дела – чтобы открыть мастерскую, понадобится не так уж много капиталовложений. При этом важно закупить правильное оборудование, которое поможет производить качественный и долговечный товар, способный обеспечить своему производителю достойную репутацию.
При этом важно закупить правильное оборудование, которое поможет производить качественный и долговечный товар, способный обеспечить своему производителю достойную репутацию.
Если вы решились производить плитку самостоятельно, надо будет выбрать один из двух способов её производства – вибролитьё либо вибропрессование. Оборудование в двух случаях будет совершенно разным, поэтому рассмотрим, что именно пригодится.
Что нужно для изготовления плитки вибролитьём?
Для производства тротуарной плитки методом вибролитья в качестве сырья используют густую, но при этом сравнительно жидкую бетонную массу. Вкратце принцип изготовления товара выглядит следующим образом: в специальные формы заливают бетон, а затем выставляют ёмкости на вибростол. Последний, вибрируя, обеспечивает надлежащее уплотнение вещества, благодаря чему в его толще не остаётся каких-либо воздушных пузырьков. Таким образом масса уплотняется без использования пресса до той степени, которая позволяет в застывшем виде дать тротуарной плитке требуемую прочность и долговечность.
Вкратце принцип изготовления товара выглядит следующим образом: в специальные формы заливают бетон, а затем выставляют ёмкости на вибростол. Последний, вибрируя, обеспечивает надлежащее уплотнение вещества, благодаря чему в его толще не остаётся каких-либо воздушных пузырьков. Таким образом масса уплотняется без использования пресса до той степени, которая позволяет в застывшем виде дать тротуарной плитке требуемую прочность и долговечность.
Сразу уточним, что вибролитьё – не оптимальный способ производства брусчатки. При том, что плитка имеет шанс получиться неплохой, у неё всё же будет довольно высокий коэффициент водопоглощения и это не в лучшую сторону скажется на прочности и долговечности. Тем не менее в самостоятельном домашнем производстве именно этот способ оказывается дешевле и проще, поэтому его выбирают отдельные хозяева лично для себя и даже маленькие провинциальные мастерские.
Бетоносмеситель
Тут изобретать велосипед не придётся – для использования в домашнем производстве сгодится обыкновенная бетономешалка, работающая благодаря принципу гравитации. Купить такую можно в любом крупном строительном магазине и стоить она будет недорого.
Важно правильно выбрать объём груши бетономешалки. Если вы на самом деле не планируете открывать собственное дело, а просто хотите сделать тротуарную плитку для собственного двора своими руками, маленького объёма хватит вполне – так будет дешевле.
Большую бетономешалку для любительского производства покупать бессмысленно – если не хватит форм для заливки, оставшийся бетон будет испорчен.
Формы
Суть производства плитки заключается в формовке бетона, поэтому обойтись без форм не получится.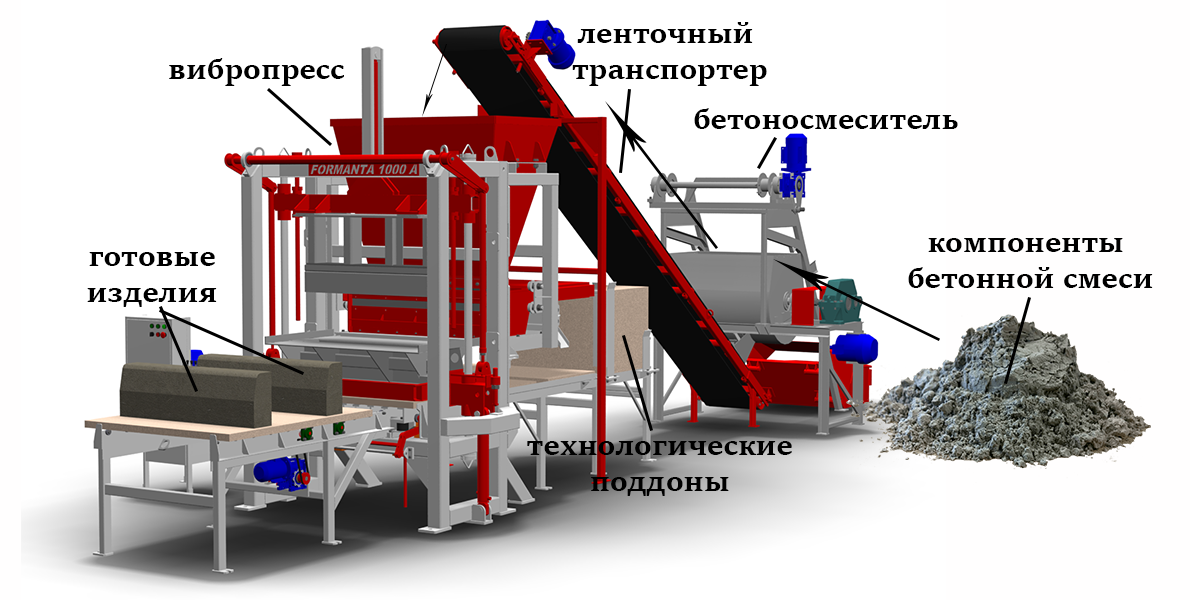 Чтобы продукция получилась разнообразной и в наборе выглядела красиво, формочки желательно брать разные – хотя бы двух видов. Обычно специалисты советуют не экспериментировать с самостоятельным производством форм, потому что часть из них изначально окажется бракованной, а другая часть не выдержит нагрузки и вибрации или элементарно будет липнуть к бетону, делая невозможным извлечение плитки. Не имея опыта, вы вряд ли сумеете сделать хорошие формы вручную, поэтому их куда практичнее купить.
Чтобы продукция получилась разнообразной и в наборе выглядела красиво, формочки желательно брать разные – хотя бы двух видов. Обычно специалисты советуют не экспериментировать с самостоятельным производством форм, потому что часть из них изначально окажется бракованной, а другая часть не выдержит нагрузки и вибрации или элементарно будет липнуть к бетону, делая невозможным извлечение плитки. Не имея опыта, вы вряд ли сумеете сделать хорошие формы вручную, поэтому их куда практичнее купить.
Наиболее распространёнными материалами для производства форм на сегодняшний день являются пластик, стекловолокно и силикон. Силиконовые пустышки стоят дороже остальных, однако именно они считаются наиболее практичным и уместным выбором.
Дело в том, что они, в отличие от конкурентов, имеют определённую эластичность, поэтому снять их с самодельной брусчатки не так сложно. Пластиковые и стекловолоконные формы перед извлечением готовых изделий придётся нагревать, а это в принципе не получится сделать мгновенно, тем более в домашних условиях, где нагрев возможен будет только небольшими партиями.
Формовочный вибростол
Собственно, самое главное приспособление для производства брусчатки, без которого никакое производство вообще не получится. Выглядит он как прочная и надёжная столешница, которая крепится к станине подвижно. В толще агрегата скрыт двигатель, обеспечивающий столешнице непрерывную вибрацию – из-за этого установленные формы с жидким бетоном постоянно дрожат на протяжении многих часов.
В таких условиях любые воздушные пузырьки в толще жидкого материала поднимаются к поверхности. Получившаяся плитка оказывается плотной и без посторонних вкраплений, что самым положительным образом сказывается на её прочности.
Термокамера и расформовочный вибростол
Выше мы сказали, что в домашних условиях многие разновидности формочек будет сложно освободить от содержимого без нагрева. При этом промышленные предприятия, естественно, не делают этого на обыкновенной кухонной плите, как уже, возможно, собрались делать вы – вместо этого они закупают специальное оборудование.
При этом промышленные предприятия, естественно, не делают этого на обыкновенной кухонной плите, как уже, возможно, собрались делать вы – вместо этого они закупают специальное оборудование.
Одним из вариантов является термованна – особая ёмкость с постоянно поддерживаемой высокой температурой внутри. Помещённые в неё формы быстро нагреваются и от этого расширяются, благодаря чему застывший бетон можно отделить от них. Расформовочный вибростол действует по принципу, похожему на работу формовочного вибростола, – мелкая вибрация призвана разорвать неустойчивые соединения, а таковым является линия контакта отвердевшего бетона с формой.
Оборудование для вибропрессования
Вибропрессование уже более типично для крупных предприятий в том плане, что для производства товара потребуется закупка серьёзного оборудования. Впрочем, в этом можно усмотреть и очевидный плюс – процесс формовки полностью автоматизирован. Кроме того, сейчас уже можно купить ручной мини-станок, который стоит значительно дешевле и может окупиться по результатам производства даже небольшой партии продукции.
Впрочем, в этом можно усмотреть и очевидный плюс – процесс формовки полностью автоматизирован. Кроме того, сейчас уже можно купить ручной мини-станок, который стоит значительно дешевле и может окупиться по результатам производства даже небольшой партии продукции.
Принципиальным отличием производства тротуарной плитки методом прессования является то, что бетон в данном случае нужен не влажный, а полусухой. Из-за этого обыкновенная гравитационная бетономешалка нам уже не подойдёт – густая масса внутри будет липнуть к ней и приставать к стенкам, из-за чего никакого перемешивания толком не получится. Желающему освоить этот способ производства придётся купить более дорогую бетономешалку с принудительным вымешиванием.
Обратите внимание, что имеется в виду не просто груша, вращающаяся благодаря электрическому двигателю, а конструкция, внутри которой есть вращающиеся лопасти, которые обеспечивают примерно такой эффект, какой даёт кухонный венчик.
Вибропресс принято расценивать как серьёзное промышленное оборудование – по крайней мере, у него предусмотрены встроенная гидравлическая система для достаточной степени сжатия и собственный блок управления. В этом контексте ручной пресс может подвергаться критике того же рода, что и оборудование для вибролитья – без гидравлического привода сила прессования будет не такой уж впечатляющей, и это неизбежно скажется на эксплуатационных характеристиках готовой продукции. По этой причине предприятие, рассчитывающее на прибыль, должно потратиться на вибропресс – эта инвестиция должна со временем окупиться.
Человеку, только что впервые узнавшему о существовании формовочного вибростола, вибропресс может показаться им же, поскольку это тоже станина с вибромотором. Однако в данном случае оборудование более сложное – оно дополнено прижимным прессом, который также оснащён вибромотором.
Если для вибролитья необходимы полноценные формы для производства плитки, то в вибропрессовании используются только рамки, напоминающие пчелиные соты требуемой формы. Поскольку для производства используется полусухая смесь, не склонная к растеканию, её засыпают в рамки без дна, установленные прямо на станину, – материал всё равно никак не сможет вытечь. После этого рамка накрывается прижимными листами (по сути, обычными металлическими пластинами с декоративными насечками), и нагрузка с сопутствующей вибрацией сверху передаётся именно на эти пластины.
Получается, что полусухая смесь в рамке испытывает вибрацию и сверху, и снизу – такое интенсивное вибрирование позволяет полностью избавить массу от малейших вкраплений воздуха. Усилить эффект помогает и то, что вещество спрессовывается под большим давлением. Благодаря тому, что в нём изначально практически не было влаги, она не может испариться и оставить после себя пустоты – значит, в толще бетонного изделия не может замерзать впитываемая атмосферная или грунтовая вода, которая постепенно разрушила бы брусчатку.
Усилить эффект помогает и то, что вещество спрессовывается под большим давлением. Благодаря тому, что в нём изначально практически не было влаги, она не может испариться и оставить после себя пустоты – значит, в толще бетонного изделия не может замерзать впитываемая атмосферная или грунтовая вода, которая постепенно разрушила бы брусчатку.
Именно поэтому продукция, изготовленная методом вибропрессования, считается более надёжной, и чем суше была смесь, из которой её сделали, тем лучше.
Нюансы приобретения
Обратите внимание, что закупка специального оборудования для изготовления тротуарной плитки только для собственных потребностей никогда не будет оптимальным вариантом с точки зрения практичности – просто потому, что нужная техника не успеет окупиться на столь маленькой партии товара. Именно поэтому вибролитьё в домашних условиях популярнее вибропрессования – формовочный вибростол можно сконструировать даже собственными руками из подручных материалов, а расформовочная его версия или термованна не понадобятся, если используются силиконовые формы.
Именно поэтому вибролитьё в домашних условиях популярнее вибропрессования – формовочный вибростол можно сконструировать даже собственными руками из подручных материалов, а расформовочная его версия или термованна не понадобятся, если используются силиконовые формы.
Для производства вибростола нужен обыкновенный стол, который не будет стоять на полу, а зависнет в воздухе, будучи закреплённым на самодельном прочном металлическом каркасе через пружины или резиновые прокладки. С нижней стороны к нему крепится любой достаточно мощный электродвигатель, который в ходе работы неизбежно даёт вибрацию, – вот техника и готова.
С вибропрессом задача самостоятельного производства намного сложнее – там нужен предельно точный чертёж, иначе рисунок на плитке будет безнадёжно испорчен. Ввиду этого, в большинстве случаев практичнее именно купить вибропресс, а не изготавливать его самостоятельно – даже если он не окупится на реализации ваших потребностей, то хотя бы может быть продан в будущем. Самостоятельное изготовление такого оборудования чревато не только катастрофическими ошибками, но и огромными затратами времени при том, что особой финансовой экономии не наблюдается.
Ввиду этого, в большинстве случаев практичнее именно купить вибропресс, а не изготавливать его самостоятельно – даже если он не окупится на реализации ваших потребностей, то хотя бы может быть продан в будущем. Самостоятельное изготовление такого оборудования чревато не только катастрофическими ошибками, но и огромными затратами времени при том, что особой финансовой экономии не наблюдается.
Серьёзнейшим недостатком вибропресса является то, что он настроен на производство брусчатки одного конкретного вида, и прижимные пластины по площади поверхности должны в точности соответствовать размерам стола. Чтобы сделать какую-то совсем другую плитку, придётся продемонстрировать танцы с бубном – купить новый матричный блок и заняться перенастройкой агрегата. Во многих случаях для обывателя это настолько сложно, что он предпочитает отдать преимущество вибролитью – там ассортимент меняется простой покупкой новой формы.
Во многих случаях для обывателя это настолько сложно, что он предпочитает отдать преимущество вибролитью – там ассортимент меняется простой покупкой новой формы.
Производство тротуарной плитки: методы и технология
Тротуарная плитка весьма удобный и технологичный материал для обустройства дорожек и площадок, ей можно замостить любую территорию. В отличии от асфальтового покрытия тротуарная плитка смотрится весьма эффектно, с ее помощью можно выкладывать различные рисунки, приятные глазу.
Технологии производства тротуарной плитки
Производят же тротуарную плитку используя две популярных технологии:
- Технология производства тротуарной плитки методом вибропрессования.
- Технология производства тротуарной плитки методом вибролитья.
Оба процесса производства тротуарной плитки не сложны, в чем разница можно понять из названия: в первом случае готовую смесь для плитки прессуют при помощи вибропресса, одновременно подвергая давлению и вибрации. При вибролитье плитку формуют на вибростоле в пластиковых формах без использования пресса. Уплотняется от вибрации.
Вибропрессование
Для производства плитки методом вибропрессования требуется дорогостоящее оборудование, оно способно производить тротуарную плитку практически без участия человека в больших объемах.
Этот процесс продемонстрирован на видео:
Промышленная автоматическая линия способна выпускать до 1000 квадратных метров плитки за 8-часовую смену. Такое оборудование могут себе позволить только крупные компании.
Вибролитье
Частники выбирают вибролитье. Оборудование не дорогое, можно изготовить самостоятельно. Требуется бетономешалка, вибростол и пластиковые формы.
При вибролитье необходимо использовать добавки и пластификатор, плитка формуется (уплотняется) на вибростоле и остается в форме пока не схватится цемент, только через 2-3 дня вынимается из формы. Используется полностью ручной труд, много брака, небольшой объем производства, в среднем 50-60, не более 100 метров плитки за смену.
Какой метод производства тротуарной плитки лучше?
Производство тротуарной плитки процесс не сложный, но интересно что лучше: вибропрессование или вибролитье?
Преимущества обоих методов
Вибропрессованая плитка, плюсы: прочность, морозостойкость, шероховатая поверхность, производительность линии (50-100 метров в час), высокая степень автоматизации, низкая себестоимость продукции.
Вибролитая плитка, плюсы: низкая стоимость оборудования, простота производства, разнообразие форм, гладкая поверхность
Недостатки
Теперь перейдем к минусам, у вибропрессованной их практически нет. Главный минус это стоимость оборудования, но он компенсируется (отбивается) объемами производства и более низким расходом цемента.
У вибролитой плитки есть такие минусы: человеческий фактор при производстве (кривизна и разная толщина), ручной труд, малый объем производства за смену, требуются специальные добавки для получения морозостойкой и прочной плитки(увеличивается стоимость за счет пластификаторов), гладкая — значит скользкая после дождя и снега. Так же скорость производства вибролитой плитки зависит от количества форм и их оборачиваемость. Вибролитая плитка в основном выпускается толщиной 3 см, для ее укладки приходится тщательно готовить основание и она используется только для пешеходного движения, тогда как вибропрессованной можно мостить и проезжую часть, автомобильные парковки. Вибролитую плитку частенько производят в кустарных условиях, не соблюдая технологию, и в итоге страдает качество и срок ее эксплуатации.
Все это доказывает, что вибропрессованая плитка практичней и долговечней, производство ее дешевле, а качество выше при соблюдении технологии производства.
В статье описаны основные отличия производства тротуарной плитки понятные простому обывателю, обсуждения методов производства можно продолжить на нашем форуме, в этой теме.
Найти, где заказать тротуарную плитку, вы можете в разделе «Поставщики».
Видео-примеры производства тротуатной плитки.
Технология производства вибропрессованной тротуарной плитки
Вибропрессы
Формовочная зона 0,36 м²
Вибропресс БП-120Мощность общая:
9,0 кВт 380 В 50 ГцПроизводственный цикл:
60 сек.Количество циклов в час:
60 шт.Управление:
полуавтоматическоеОбслуживающий персонал:
3 чел. Вибропресс БП-160Мощность общая:
13 кВт 380 В 50 ГцПроизводственный цикл:
45 сек.Количество циклов в час:
80 шт.Управление:
автоматическоеОбслуживающий персонал:
2-3 чел.Формовочная зона 0,6 м²
Вибропресс БП-200Мощность общая:
15 кВт 380 В 50 ГцПроизводственный цикл:
60-90 сек.Количество циклов в час:
40-60 шт.Управление:
полуавтоматическоеОбслуживающий персонал:
3 чел. Вибропресс БП-250Мощность общая:
21 кВт 380 В 50 ГцПроизводственный цикл:
45 сек.Количество циклов в час:
80 шт.Управление:
автоматическоеОбслуживающий персонал:
2-3 чел. Вибропресс БП-350Мощность общая:
23 кВт 380 В 50 ГцПроизводственный цикл:
до 25 сек.Количество циклов в час:
до 160 шт.Управление:
автоматическоеОбслуживающий персонал:
3 чел. Вибропресс БП-550Мощность общая:
37,0 кВт 380 В 50 ГцПроизводственный цикл:
до 18 сек.Количество циклов в час:
до 200 шт.Управление:
автоматическоеОбслуживающий персонал:
2 чел.Формовочная зона 1 м²
Скоро в наличии
Вибропресс БП-1000Мощность общая:
65,0 кВт 380 В 50 ГцПроизводственный цикл:
до 20 сек.Количество циклов в час:
до 200 шт.Управление:
автоматическоеОбслуживающий персонал:
2 чел.Технология производства вибропрессованной тротуарной плитки с каждым годом набирает большую популярность. Именно эту методику выбирают производители по всему миру все чаще. Благодаря такому способу изготовления, плитка становится максимально прочной, повышается ее износостойкость и устойчивость к негативным факторам окружающей среды: дождю, ветру, солнцу, морозам, жаре, а также большим нагрузкам.
Вибропрессование технология имеет и другие плюсы. Автоматизация производства, возможность выпускать плитку разного цвета, насыщенность тона сохраняется до 25 лет, она легко окрашивается, продукция может быть одно- и двуслойная, низкая стираемость и поглощение влаги.
Для производства заготавливается необходимая смесь из бетона с небольшим добавлением воды и под давлением пресса получаются плитки.
Такая поверхность чаще всего используется для улиц: детские и городские площадки, дорожки, тротуары, парковки возле магазинов, остановок. Она легко укладывается и не требует подборки благодаря прямым параллельным линиям. Также ее легко ремонтировать. Технология изготовления тротуарной плитки методом вибропрессования делает ее шершавой и не совсем пригодной для использования внутри дома.
Для изготовления покрытия в больших объемах, используется автоматизированное оборудование для цехов и коммерческого производства. Но если вам нужна небольшая партия для личных нужд, всегда можно приобрести ручной вибропресс. Он станет незаменимым помощников для фермеров и домоводов. Тротуарная плитка изготовление в домашних условиях позволит поэкспериментировать с цветами, фактурами и дизайном. Проявите фантазию при оформлении дачного участка или заднего двора. Для этого вам понадобится цемент, фирмы и смазка для них, краситель, гранитный отсев.
Другие статьи:
инструкция по изготовлению в домашних условиях
Бетонная плитка для дорожек и площадок сегодня используется повсеместно. Однако ее цена не всегда соответствует качеству. Покупные экземпляры часто не выдерживают многократные циклы заморозки и спустя 2-3 года растрескиваются. Чтобы обеспечить себя качественной брусчаткой, нужно научиться делать тротуарную плитку своими руками. Процесс не требует приобретения дорогого оборудования и материалов. Главное – понять технологию производства, подобрать форму и замесить «правильный» раствор.
Содержание
Технология изготовления тротуарной плитки достаточно проста. Однако существует много нюансов, которые необходимо учитывать, планируя организовать производственный процесс.
Облицовка участка тротуарной плиткой
Вибролитье или вибропрессование: выбор метода ↑
Процесс создания тротуарной плитки имеет два основных направления: вибропрессование и вибролитье. Технологически им свойственны некоторые отличия, что сказывается на характеристиках готового изделия.
Первый способ предусматривает использование дорогостоящего оборудования – вибрационного пресса и термокамеры. Раствор с небольшим количеством воды подается в пресс-форму, уплотняется, подвергается давлению и вибрации. После этого заготовки поступают в сушильную камеру. При повышенной температуре и высокой влажности плиты набирают прочность, достаточную для укладки в местах с интенсивной нагрузкой.
Технология вибролитья предполагает уплотнение рабочей смеси под вибрационным воздействием – раствор равномерно распределяется по форме и уплотняется. Заполненные пресс-формы перемещаются на стеллажи для сушки, а через два дня извлекается готовая плитка.
Вибропрессование тротуарной плитки
Изготовление тротуарной плитки в домашних условиях возможно только методом вибролитья. Для работы можно задействовать недорогие инструменты и оборудование, а вибростол сделать своими руками.
Производственный цикл состоит из следующих этапов:
- Подготовка пресс-форм.
- Замес бетонной смеси.
- Формовка на вибростоле.
- Выдержка и сушка в формах – около двух дней.
- Распалубка плиток.
Важно! Плитка, изготовленная по «вибротехнологии» оптимально подойдет для формирования садовых дорожек и тропинок. Для автостоянки она не годится, так как уступает по прочностным характеристикам прессованным изделиям.
Самодельная вибролитая брусчатка
Оборудование и инструменты для организации процесса ↑
Целесообразность приобретения того или иного оборудования зависит от предполагаемых масштабов производства тротуарной плитки в домашних условиях. Тем ни менее, для работы понадобятся:
- Бетономешалка. Вручную довести раствор до однородной консистенции практически невозможно. В качестве альтернативы при штучном изготовлении подойдет мощный перфоратор или дрель с насадкой-миксером. Однако такая техника не способна длительное время справляться с нагрузкой по перемешиванию бетона со щебнем, и периодически надо будет делать перерывы на остывание инструмента.
- Вибростол. Покупка нового стола повысит бюджет производства на 500 долларов. Оптимальное решение – сделать вибрирующую поверхность самостоятельно из недорогих материалов (фанеры, листового метала, уголков, труб и электромотора). При изготовлении тротуарной плитки своими руками некоторые умельцы используют стиральную машинку, включая режим высокоскоростного отжима.
Самодельный вибростол
- Формы. Строительный рынок предлагает широкий выбор пресс-форм для домашнего и массового производства брусчатки. Материал формы определяет удобство и долговечность ее использования:
- силиконовые модели – создание сложных структурных поверхностей, форма выдержит 50 циклов;
- пластик – простота орнамента, прочность и долговечность – рассчитана на 800 производственных циклов;
- полиуретановые формы – хорошо удерживают «геометрию» плитки, срок службы – 100 циклов.
- Стеллаж и навес для сушки. Место для «схватывания» бетона должно соответствовать ряду требований:
- горизонтальность стеллажей – перекосы основания форм недопустимы;
- нахождение площадки в тени – попадание солнечных лучей чревато растрескиванием готовых изделий;
- наличие навеса, защищающего от дождя.
Важно! Минимально допустимая температура для естественного высушивания тротуарной плитки – +10°С.
Многообразие форм для производства плитки
Для работы понадобится дополнительный инвентарь: ведро, лопата, уровень и резиновые перчатки.
Инструкции по созданию форм под плитку ↑
В домашних условиях создать форму для тротуарной плитки своими руками можно из дерева, пластика, гипса или подручных средств.
Вариант 1. Изготовление деревянной формы из досок и фанеры:
- Из доски вырезать две детали, длина которых на 3 см выше ребер самой плитки, а высота – на 2 см больше.
- Еще две детали должны точно соответствовать размерам плитки.
- Доски скрепить железными уголками – необходимо вкрутить шурупы, которые получится легко снять после застывания бетона.
Совет. При заливке раствора в деревянную форму желательно уложить арматурную сетку посередине толщины плитки.
Деревянные съемные пресс-формы
Вариант 2. Самый простой способ создания пресс-формы – обрезать дно 5-литровой пластиковой бутылки.
Высота будет определять толщину тротуарной плитки. Кроме того, в качестве простых форм подойдут ненужные пластиковые контейнеры и упаковки. Если перед заливкой на дно уложить узорчатую сетку или листик, то лицевая сторона обретет рельефную поверхность.
Пластиковые формы для тротуарной плитки
Вариант 3. Создание шаблона из гипса:
- Подготовить гипсовую смесь и примерный элемент облицовки, например, фактурную керамическую плитку с выступающим рисунком.
- Сделать из дерева опалубку по форме заготовки и вставить в нее плитку.
- Шаблон обработать жиром – это предотвратит налипание гипса.
- Гипс развести водой, добавив немного пластификатора.
- Получившейся массой залить форму.
- Через сутки снять опалубку и убрать плитку.
Самодельный гипсовый шаблон под плитку
Недостаток гипсового шаблона – хрупкость. При ударе или падении высока вероятность, что форма расколется.
Вариант 4. Имея навыки работы на сварочном аппарате, получится сделать металлическую конструкцию простой формы из кусков арматуры или реек. Полосы металла шириной 5 см «раскроить» согласно размерам будущей плитки и сварить их между собой. Для удобства использования предусмотреть ручки.
Шестиугольная форма из металла
Качественный раствор – основа долговечности плит ↑
Состав раствора для тротуарной плитки включает:
- цемент;
- крупный и мелкий наполнитель;
- краситель;
- пластификатор;
- фиброволокно;
- воду.
Качественный цемент не содержит комочков
Компоненты сочетаются в строгой дозировке, а к каждому составляющему предъявляются определенные требования.
Технология изготовления тротуарной плитки в домашних условиях или на производстве подразумевает использование Портландцемента марки М 500 (минимум – М 400). Важным условием является качество и «свежесть» цемента. При покупке надо проверить дату производства (с каждым месяцем состав теряет 5% своих свойств), отсутствие комков и сыпучесть.
Совет. Экспресс-тест поможет определить качество цемента. На щелочной минеральной воде замесить цементное тесто и раскатать его в виде тонкого диска. Хороший цемент высохнет за несколько минут. Если для просушки потребовалось около часа, а диск покрылся трещинками, то состав дополнен посторонними примесями и некачественным связующим.
Песок и щебень – наполнители раствора
В качестве крупного наполнителя используется чистый гранитный отсев, галька или шлак. Мелкий наполнитель – карьерный или речной песок без глины и примесей. Если после сжатия в кулаке песок удерживает форму кома – это свидетельствует о большом содержании глинистых компонентов.
Выбор пластификатора для изготовления смеси
Пластификатор для тротуарной плитки, благодаря высокой дисперсной способности, регулирует вязкость смеси, повышая прочность, износоустойчивость и влагостойкость изделия. Специалисты рекомендуют добавлять в раствор компоненты марок: Plastimix F, Master Silk, «Компонент». Отлично зарекомендовал себя «Суперпластификатор С-3».
Для армирования бетонного раствора применяется фиброволокно. Подойдет полипропиленовая фибра Micronix 12 мм, измельченное стекловолокно или базальтовая фибра MicronixBazalt 12 мм.
Важно! Длина фиброволокна не должна превышать размер крупного наполнителя в бетонной смеси.
Разновидности используемого фиброволокна
Оптимальные пропорции раствора для тротуарной плитки указаны в таблице.
Соотношение компонентов в растворе
Нюансы колеровки самодельной брусчатки ↑
Для окрашивания плитки подбираются минеральные и органические пигменты. Искусственные колеры на основе минералов имеют высокую красящую способность, стойкость к химическим реагентам и перепадам температур. Натуральные пигменты позволяют добиться приглушенных природных оттенков.
Перед тем как сделать тротуарную плитку, надо определиться со способом ее колеровки:
- окрашивание по готовому изделию;
- добавление красителя в сырую массу.
Колеровка тротуарной плитки
Первый метод достаточно трудоемкий, так как качественная покраска требует много времени. Чтобы ускорить процесс, можно воспользоваться краскопультом, но в таком случае сложно добиться равномерного окрашивания.
Второй способ – более затратный. Сухие красители, обеспечивающие водоотталкивающее покрытие стоят дорого, а для достижения стойкого и насыщенного цвета потребуется добавить около 7% от массы бетона. Поэтому многие мастера и производители используют метод заливки двумя слоями.
Подготовленная форма наполовину заполняется цветным бетоном, а сверху – бесцветным. Важно, чтобы промежуток между заливками составлял не более 20 минут. Кроме экономии, такой способ повышает прочностные характеристики брусчатки.
Разберем поэтапно, как сделать тротуарную плитку в домашних условиях по технологии вибролитья. Для изготовления брусчатки потребуется соорудить простой вибрационный стол.
Схема изготовления вибрационного стола
Сооружение вибростола из подручных средств ↑
Вибростол имеет простую в изготовлении и обслуживании конструкцию.
Для его создания понадобятся следующие материалы:
- листовая сталь толщиной 5-10 мм – под столешницу;
- металлический уголок 5*5 см – для создания бортиков на столе;
- швеллер с отверстиями для фиксации мотора;
- трубы 4*4 см толщиной 2 мм – опорные стойки;
- трубы 4*2 см – для изготовления верхних перекладин;
- пластины из металла –формирование подошвы опор;
- пружины, обеспечивающие вибрацию;
- болты и шайбы для фиксации движка;
- электромотор (ИВ-99Е, ИВ-98Е) мощностью 0,5-0,9 кВт;
- электрический кабель, выключатель, розетка.
Последовательность изготовления:
- Все металлические детали обработать антикоррозийной пропиткой.
- Составляющие рамы стола сварить между собой.
Каркас самодельного вибростола
- Собрать столешницу и приварить снизу стойки для мотора.
Размещение стоек для электродвигателя
- Установить мотор – движок не должен касаться земли.
Крепление двигателя к столешнице вибростола
- Выставить стол на ровное основание и закрепить при помощи анкеров или забетонировать.
Вибростол в собранном виде
Подготовка формы и замес раствора ↑
Перед заполнением форму необходимо смазать специальной эмульсией («Лироссин», «Эмульсол») или воспользоваться их заменителями:
- мыльным раствором;
- растительным маслом;
- моторным маслом.
Совет. Нежелательно смазывать форму соляным раствором – он оставляет разводы на поверхности изделия, а сам шаблон быстро портится.
Раствор замешивается в определенной последовательности с соблюдением временных рекомендаций:
- Сначала перемешивается песок, пластификатор и краситель. Время замеса – 30-40 секунд.
- К сухой смеси добавляется щебень и цемент. С таким составом бетономешалка работает еще одну минуту.
- Затем постепенно вводится вода до получения достаточно плотной консистенции.
- Завершающий этап – добавление фиброволокна и повторный замес в течение одной минуты.
Добавление компонентов раствора в бетономешалку
Смесь для плитки, изготовленная своими руками, должна не стекать по мастерку, но в тоже время легко заполнять форму.
Вибролитье и сушка тротуарной плитки ↑
Технология формовки брусчатки:
- Смазанные формы выставить на вибростол и залить в них раствор.
- Включить режим вибрации на 5 минут.
- При появлении белой пленки на поверхности смеси двигатель отключить. Чрезмерное встряхивание может спровоцировать расслоение раствора.
- Заготовки переставить на стеллажи, накрыть полиэтиленовой пленкой и оставить на 2-3 дня. Обязательно проконтролировать ровность поверхности стеллажей. Если плитка высохнет под уклоном, то ее не получится уложить равномерно на дорожку.
Распалубка самодельной тротуарной плитки
Распалубка готового изделия и очистка форм ↑
Когда бетон схватится, плитку можно вынимать из формы. Для облегчения извлечения пресс-форма с заливкой опускается в емкость с разогретой до 60°-70°С водой. Спустя пять минут готовое изделие выбивается резиновым молотком на мягкую поверхность – можно расстелить старое покрывало.
«Сырая» плитка досушивается на тех же стеллажах еще 7 дней, потом складывается в паллеты и набирает окончательную твердость спустя месяц. Только после этого материал готов к облицовке дорожек.
Отработанные формы залить соленым раствором (на 1 литр воды 30 грамм поваренной соли), прочистить, прополоскать и выставить на просушку.
Тротуарная плитка с речными камушками
На загородном участке красиво смотрится брусчатка в ландшафтном стиле с использованием речных камней. Простая технология изготовления тротуарной плитки своими руками, доступный состав смеси и природные материалы позволяют воплотить идею у себя на даче.
- Подготовить пресс-формы разных размеров. Из деревянных досок сделать большие квадратные формы, а пластиковые контейнеры подойдут для изготовления маленьких плиток.
- Насобирать и вычистить речные камни, подготовить все компоненты для замеса рабочего раствора.
Подготовка материалов и пресс-формы
- Соблюдая пропорцию, замесить бетон с песком, пластификатором и водой.
- Выложить дощатый горизонтальный помост, расстелить под опалубку полиэтиленовую пленку и смазать форму машинным маслом.
- Бетонный раствор равномерно распределить по форме мастерком, немного его трамбуя.
- Подбирая камни по размеру и цвету, выложить по всей площади заготовки.
Заливка бетонным раствором и раскладка камней
- Когда композиция будет готова – камни вдавить в раствор.
- Формы накрыть целлофаном и оставить на четыре дня для просушки. Два раза в день заготовки поливать водой.
- Когда плитка начнет отходить от опалубки, изделие можно изъять и досушить без пресс-формы.
Создание композиции и трамбовка камней
Изготовление своими руками тротуарной плитки – увлекательный процесс. Руководствуясь пошаговой инструкцией, удастся создать оригинальное и качественное изделие, рассчитанное на длительный срок эксплуатации во дворе или саду. Если уверенности в успехе нет, стоит более глубоко изучить тему, проконсультировавшись со специалистами.
Производство брусчатки: оборудование, технологии
Для покрытия участков и садовых дорожек используются разные материалы. Если раньше основу этого сегмента составлял камень, то сегодня для такой террасы можно использовать даже резиновые панели с деревом. Но это, скорее, дизайнерские вариации на тему мощения улиц, и в практическом плане вибропрессованная брусчатка практически не имеет конкурентов. Материал давно обосновался в своей нише и, что примечательно, в целом сохраняет классическую технику изготовления.Собственно, несложный способ производства позволяет изготавливать брусчатку даже в кустарных условиях. Но в любом случае для получения качественного результата необходимо соблюдать технологические тонкости с использованием соответствующего оборудования.
Брусчатка в семействе тротуарной плитки
Обычно брусчатка — это материал, из которого выложена площадка или дорожка. Однако в классическом понимании этот термин все же обозначает само покрытие. Также к брусчатке можно отнести камень определенных размеров, из которого выполняется мощение.На фоне совершенствования технологий устройства дорог и пешеходных покрытий изменились и требования к элементам настила. Таким образом, брусчатка вошла в общую группу тротуарной плитки. В любом случае технологии производства этих материалов во многом пересекаются. Отличия в составе. Таким образом, изготовление брусчатки обычно предполагает использование плотного камня, глины или известняка. В самых простых вариантах также можно использовать бетон.При качественном производстве можно получить износостойкие и прочные элементы для покрытий с различными характеристиками. Есть и современные вариации, подчеркивающие декоративный эффект.
Виброкомпрессионная техника
Существует несколько способов изготовления брусчатки, но наиболее распространенным является вибропрессование. Для реализации этой технологии используются специальные формы для брусчатки, которые образуют матрицу, расположенную на платформе. Основная задача оборудования — обеспечить качественное закрепление структуры смеси за счет вибраций.Вместе с формой также используется пуансон. Это своего рода поршень, который также способствует уплотнению раствора посредством колебательных движений. Таким образом выполняется функция массового прессования, из которого впоследствии изготавливаются элементы для покрытия.
Внешне конструкция такого оборудования представляет собой сотовую матрицу, которую можно изготовить своими руками. Однако промышленное производство брусчатки предполагает подключение достаточно мощных двигателей, обеспечивающих эффект вибропрессования.Характеристики будущей плитки во многом зависят от качества силового воздействия. Правда, состав тоже играет немаловажную роль.
Метод гиперпрессования
Как и в случае с вибропрессованием, эта технология направлена на обеспечение максимально возможного уплотнения смеси, из которого впоследствии должна получиться плотная и прочная брусчатка. Различаются только подходы к достижению этого результата. Гиперпрессинг также предполагает использование формы брусчатки в процессе реализации, но в самом действии смеси не дает вибрационного эффекта.Основная стимуляция происходит под воздействием высокого давления, которым оказывается пресс. В зависимости от требуемых свойств материала нагрузка на смесь может варьироваться от 150 до 250 кг на 1 см 2 . Выбор параметров силового воздействия также зависит от компонентов состава. Следует отметить, что давление действует на раствор в матрице как во время схватывания, так и во время полимеризации, то есть отверждения. Именно этот технологический нюанс придает брусчатке повышенную прочность на сжатие.
Оборудование для гиперпрессования
Как было сказано выше, для использования технологии необходим специальный пресс, который будет оказывать давление с последующим уплотнением. Наиболее распространены гидроагрегаты одинарного и двойного действия. В первом случае машины комплектуются одним цилиндром, обеспечивающим воздействие на матрицу. Работа двухсторонних агрегатов предусматривает воздействие на сам пресс-форму и пуансон. То есть в этом случае реализуется более производительное производство брусчатки, хотя качество от двойного удара может пострадать.Правда, двусторонние станки обеспечивают не только количественный прирост производственных показателей, но и повышают индивидуальные качественные характеристики. В частности, использование такого пресса позволяет минимизировать градиент уплотнения. Также конструктивные особенности этой техники исключают необходимость использования поддонов.
Производство брусчатки
Это один из самых сложных с точки зрения технологии способов изготовления брусчатки. Это связано с требованиями к исходной массе и необходимостью использования нескольких принципов обработки раствора.В отличие от предыдущих методов, в этом случае также предусматривается нагрев материала для ускорения полимеризации. Но основной принцип остается традиционным. Как и раствор, из которого изготовлена брусчатка, смесь по этой технологии изначально укладывается в особую форму. Но вместо обычной матрицы используйте вибростол с вибрирующей поверхностью. За счет вибрационного воздействия снова достигается эффект уплотнения, после чего материал переносится в помещение, где работают испарительные нагреватели.В таких условиях заготовки для будущей брусчатки сохнут и приобретают оптимальную прочность. Как правило, окончательное приобретение эксплуатационных качеств происходит через месяц.
Оборудование для контроля вибрации
Центральное место в производственном комплексе занимает формовочный вибростол, который с помощью специального привода возбуждает колебания смеси. В результате раствор запаивается. Обычно вибрационная машина для производства брусчатки поставляется без трансформатора, поэтому в отдельном заказе необходимо обеспечить оборудование соответствующей электротехникой.В зависимости от требований к производственному процессу используются трансформаторы мощностью 2,5-5 кВт. Для упрощения производства иногда также используются электрические вибраторы, которые можно дополнить решениями для уплотнения. Особенностью этой комбинации является возможность просеивания сыпучих смесей через вибрационную установку и, в то же время, обеспечение прессового уплотнения.
Особенности изготовления клинкерной брусчатки
Подобно обычному клинкеру, брусчатка этого типа больше похожа на кирпич, но с повышенными прочностными свойствами.Во многом это достигается за счет использования специальных видов глины. Самый продырявленный
Стоковые видеороликиАсфальтоукладчики и видеозаписи
Асфальтоукладчики и видеозаписи | Строительный рабочий строит новую тротуарную дорожку из каменного кирпича Строительный рабочий делает новую тротуарную тротуарную тротуарную дорожку из каменного кирпича. Рабочий использует резак по камню, чтобы разрезать бетонный камень. Резка бетона крупным планом. Рабочий использует резак по камню для резки бетонного камня.Строительный рабочий делает новую тротуарную дорожкуЭко-стоянка для автомобилей с травойБрусчатка Брусчатка Патио Сад с водопадом Вода под давлением очистки улицыДождь на патио Петля Строитель делает новую тротуарную тротуарную воду под давлением для очистки улицыОригинальная каменная дорожка внутри Запретного города с высоким давлением и температурой Брусчатка — рабочий устанавливает гранитную брусчатку Строитель укладывает брусчатку на улице.Очистка улиц водой под давлением С газонокосилкой летом ухаживают за усадьбой двор. Аэрофотоснимок растений в хорошо спроектированном саду с извилистым газоном и дорожкой. Этап изготовления бетонных плит для дорожного покрытия. движущиеся под ногами идущего человека, концепция туристической прогулки, экскурсии по историческим местам. Ножницы для бега, прогулки на фоне городского канала, крупный план, Велосипедная дорожка и брусчатка.дорожный велосипедный знак. движение городского транспорта. БезопасностьПлитка для тротуаров в солнечный деньБетоносмеситель для изготовления сегментной брусчатки для дорожного покрытия. Строитель строит новую тротуарную тротуар из каменного кирпича. Мойка улиц водой под давлением. Люди ходят по брусчатке. Ноги людей крупным планомБетоносмеситель готовая смесь для изготовления сегментной брусчатки. Стоянка для велосипедов и прохожие в Амстердаме. Следы от плитки. Панорама над новыми и старыми тротуарами рядом с бизнесом.Руки строителя в белых перчатках с молотком кладут старые красные кирпичи на песчаный фундамент. СтроительствоЭтап производства сегментной брусчатки для покрытия поверхностейЧеловек убирает грязные улицы городаЛюди ходят по булыжнику. Ноги людей крупным планомЧеловек, чистящий городские грязные улицы, Временной снимок заднего двора, патио, сад с движущимися белыми облаками, голубое небо и отражение в окне, 1920×1080Человек, чистящий бассейнХранение готовых бетонных брусчаток.Рабочий BuildingMan чистит городские грязные улицы с высоким давлением и температурой. Летний дождь. Босые ноги бегают по лужам. Тёплый дождь. Капли дождя. 4k, медленное движение Виброплита на строительной площадке Движущаяся лопата POV Уличная мойка водой под давлением Рабочий моет бордюр возле тротуара в центре города. Очистка городских улиц водным шлангом. Подметально-уборочная машина чистит асфальт. Работа дворника, уборка улиц. Концепция для клининговой компании. Крупным планом дождь на подъездной дорожке. Летний дождь. Босые ноги бегают по лужам.Тёплый дождь. Капли дождя. 4k, замедленная съемкаPMB |
Садовая дорожка или бетонная дорожка — обычный элемент приусадебного участка. Помимо эстетических функций, нужны бетонные дорожки, чтобы комфортно передвигаться не по открытой местности, а по твердой, чистой поверхности. Их часто делают вручную.
Материал, инструмент
Бетон — один из самых практичных и прочных материалов: ему можно придать любую форму, цвет, рельефную поверхность, он не трескается, не крошится, морозо- и водонепроницаем.Для замеса понадобятся следующие материалы:
- вода, цемент и песок;
- гравий, щебень, галька;
- камней или предметов декора; Пигмент
- (если нужно добавить цвет) и полиэтиленовая пленка.
Вам также понадобится широкий набор инструментов:
- бетономешалка или емкость для замешивания раствора;
- сито для просеивания песка или емкость для его промывки;
- лопата, мешалка, доски или опалубка;
- молоток, гвозди для создания опалубки;
- резиновый молоток, колья и линии для разметки;
- длинное правило, строительный уровень;
- трамбовка, тележка, кельма, ковши;
- шлифовальный станок, стальной лист, арматура, стальная сетка или фибра;
- наколенники, перчатки.
Некоторые инструменты и устройства могут не понадобиться. Например, если песок чистый, сито не нужно.
Общие требования
Правильный фундамент очень важен. Так, для глинистых грунтов и при большой нагрузке рекомендуется глубина основания около 50 см и песчаная подушка 30 см. Для тяжелых грунтов подойдет песчано-гравийная смесь 30 см, в ней слой песка должен быть 15 см. Каждый слой гравия, щебня, песка хорошо утрамбовывать и поливать.
Дно траншеи утрамбовывается и укладывается геотекстиль.Его также укладывают между слоями — это увеличивает прочность основания и срок его службы, так как материал специально создан для строительства в условиях вечной мерзлоты. Он очень прочный и препятствует вымыванию песка, проседанию, исключает рост сорняков и хорошо пропускает влагу.
Для дорожек из бетонных плит за основание берут песок фракцией 0-7 мм, заливают слоем 5-7 мм и разравнивают. Если между плитами необходимо сделать зазоры в 2–3 см, то их засыпают мелкозернистым песком, утрамбовывают и заливают водой.Бетонные дорожки должны иметь уклон, чтобы на них не задерживалась вода. Для этого сделайте основание со слегка выпуклым профилем — достаточно сделать уклон 1-2 см на 1 м оси дорожки. Также делают специальный дренаж. Для определения размера ступенек существует правило: две высоты ступеней плюс глубина равны шагу 60–70 см. Дорожку можно создать из плит 40 × 40 см с шагом шага между центрами плит.
Процесс создания трека
Опишем типовую схему создания трассы и расход материала.Параметры основания и раствора меняются в зависимости от грунта участка.
Подготовка фундамента
Бетон нужно укладывать правильно, то есть на песчано-гравийный слой. Хотя иногда при песчаных грунтах их просто кладут на хорошо утрамбованную подушку, при этом расход материалов снижается. Начинают работать с создания разметки. По периметру будущей дорожки вбиваются колышки, натягивается шнур. Снимается верхний слой почвы.Для пешеходных дорожек достаточно 20 см, если по ним будут ездить автомобили — 30 см, для тяжелых и суглинистых грунтов — 40 см. Затем на дно и откосы укладывается геотекстиль.
Половина траншеи засыпана песком. Если слоев несколько, то третий.