Технология производства ДСП (древесностружечных плит)
Древесностружечные плиты за последние 10—15 лет стали, очевидно, одним из самых известных и распространенных древесных материалов. Они являются основным конструкционным материалом в производстве мебели, а в последнее время получают все большее признание и в строительстве, в частности в производстве малоэтажных домов.
Сырье для древесностружечных плит — различного вида отходы лесопиления, лесозаготовок, деревообработки (горбыли, рейки, откомлевки, сучья, срезки, стружка, опилки), а также низкокачественные круглые лесоматериалы. Становится понятным значимость этого производства: из отходов и низкокачественной древесины получается материал, из которого изготовляют высококачественные, долговечные изделия.
Все кусковые отходы измельчаются в щепу на рубительных машинах. Из щепы, а также из стружки, отходов и опилок на специальных роторных станках приготовляется стружка. Из круглых лесоматериалов стружка изготовляется или непосредственно из бревна на станках с ножевым валом, или по схеме щепа — стружка, когда сначала изготовляется щепа, а затем из щепы стружка. Перед подачей бревен на струженный станок их разрезают на мерные заготовки (обычно длиной 1 м).
Стружка должна иметь определенные, наперед заданные размеры (толщина 0,2—0,5 мм, ширина 1 — 10 мм, длина 5—40 мм). В наружные слои плиты направляется стружка наименьших размеров. Кроме соблюдения размеров необходимо также следить, чтобы стружка была плоской, равномерной толщины, с ровной поверхностью. Стружка для наружных слоев после стружечных станков проходит дополнительное измельчение на дробилках (здесь уменьшается ширина) или в мельницах, где изменяется толщина. Последняя операция имеет особое значение для плит, которые отделываются методом ламинирования, так как в этом случае предъявляются высокие требования к качеству их поверхности.
Изготовленная сырая стружка хранится в бункерах, куда подается системой пневмотранспорта или механическими транспортерами. Из бункеров сырая стружка подается в сушилки. Сушить стружку необходимо до влажности 4—6%, а для внутреннего слоя — до 2—4%. Поэтому стружку разных слоев сушат в отдельных сушилках. В производстве древесностружечных плит используются, как правило, конвективные сушилки, в большинстве случаев барабанного типа. В топке сушилки сжигается газ или мазут, температура в ней 900— 1000° С. На входе в барабан Температура сушильного агента достигает 450—550° С, на выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и длину 10 м, устанавливается он с наклоном в 2—3° в сторону входа сырой стружки.
После сушки стружка сортируется или на механических (ситовых) агрегатах, или пневматически. На этих машинах происходит разделение стружки на фракции для наружных и внутренних слоев. На этом заканчивается изготовление стружки. Автор должен заметить, что эта часть технологического процесса во многом предопределяет успешное выполнение последующих операций, производительность процесса и особенно качество плит. Поэтому приготовлению стружки (работе оборудования на этом участке, квалификации операторов) уделяется большое внимание.
Стружка смешивается со связующим в специальных агрегатах, Называемых смесителями. Операция эта сложная, поскольку технология производства требует покрытия связующим каждой стружки. Неосмоленные стружки не склеиваются, а излишняя смола на стружке приводит к перерасходу связующего и плохому качеству плит. Связующее в смеситель подается в виде растворов. Их концентрация в потоке наружного слоя 53— 55%, внутреннего слоя несколько больше (60—61%). В настоящее время наиболее распространены смесители, в которых распыленное связующее (размеры частиц 30—100 мкм) факелом направляется на поток взвешенных в воздухе стружек. Эти два потока перемешиваются, связующее осаждается на поверхности стружек. Смесители, как правило, нуждаются в тонком регулировании, при котором соблюдаются строгие количественные соотношения между стружкой, смолой и отвердителем. После осмоления стружка ленточными или скребковыми транспортерами направляется в формирующие машины.
Формирующие машины принимают осмоленную стружку и высыпают ее ровным слоем (ковром) на проходящие под ними поддоны или ленточные транспортеры. Стружечный ковер — это непрерывная лента определенной ширины и толщины. Он разделяется на пакеты, из которых и образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым образом влияет на качество плит (равноплотность, равнотолщинность). Кроме того, формирующие машины должны насыпать во внешние слои мелкие стружки.
Конвейер перемещает пакеты, которые после прохождения пресса для подпрессовки становятся плотными, обладающими транспортной прочностью брикетами. В настоящее время в промышленности древесностружечных плит известно два принципиально различных типа главных конвейеров. Они различаются тем, что в одном случае пакеты (а затем брикеты) перемещаются на металлических поддонах, в другом типе главного конвейера — на ленточных транспортерах, когда прессование бесподдонное. Каждая схема главного конвейера имеет преимущества и недостатки. Поддонный способ более простой и надежный, но плиты получаются с большей разнотолщинностью, расход тепловой энергии больше. Бесподдонный способ обеспечивает некоторую экономию энергии, повышенное качество плит. Конструкции главных конвейеров достаточно подробно описаны в специальной литературе, и при необходимости читатель может с -ее помощью более детально изучить эту основную технологическую линию заводов древесностружечных плит.
Автор уже упоминал, что в состав главного конвейера входит пресс для подпрессовки. Подпрессовка необходима для уменьшения толщины пакета и повышения его транспортабельности. Толщина пакета уменьшается в 2,5—4 раза (больше при бесподдонном прессовании). Давление при этом составляет 1—1,5 МПа при прессовании на поддонах и 3—4 МПа при бесподдонном прессовании. Подпрессовка производится обычно в одноэтажных прессах, иногда это бывает подвижный пресс, чаще — стационарный.
После подпрессовки брикеты на поддонах поступают в многоэтажный гидравлический пресс для горячего прессования. При бесподдонном прессовании брикеты выкладываются лентой непосредственно на горячие плиты пресса; При прессовании на брикет воздействуют тепло и давление. Читателю, очевидно, понятно, что продолжительность горячего прессования предопределяет продолжительность цикла работы пресса и тем самым производительность всего завода. Поэтому уделяется большое внимание уменьшению цикла прессования. Стоимость пресса для горячего прессования, как и в производстве древесноволокнистых плит, составляет 20— 25% стоимости всего оборудования завода, и поэтому проблема его лучшего использования — постоянная забота работников заводов, а профессия оператора пресса — самая почитаемая.
Прессование производится при 180°С и удельном давлении 2,5—3,5 МПа. Продолжительность прессования 0,3—0,35 мин на 1 мм толщины плиты. Современные прессы имеют размеры горячих плит, достигающие 6×3 м, до 22 рабочих промежутков (одновременно прессуются 22 древесностружечные плиты). Высота пресса достигает 8 м.
Сокращение цикла прессования (увеличение производительности пресса) достигается за счет повышения температуры прессования, применения смол с меньшей продолжительностью отверждения, увеличения количества рабочих промежутков. Эти мероприятия реализованы на большинстве заводов, что позволило поднять производительность прессов с 35 до 80—85 тыс. м3 плит в год.
Автор считает необходимым информировать читателя о том, что имеются и одноэтажные прессы. У них длина горячих плит достигает 20 м, а общая длина главного конвейера —60—70 м. При его обслуживании оператор для перемещения вынужден использовать велосипед.
Готовые плиты пресса выгружаются на приемную (разгрузочную) этажерку, а с нее на линию, где они обрезаются с четырех сторон (линию форматной обрезки). В состав этой линии часто входит агрегат для охлаждения плит. Затем они укладываются в стопы, где выдерживаются не менее 5 суток. Далее плиты шлифуются на оборудований и инструментом, которые были описаны выше. В соответствии с требованиями стандарта плиты сортируются, а затем или раскраиваются на заготовки для мебельных щитов, или отправляются потребителям полноформатными.
В заключение укажем, что на 1 м3 древесностружечных плит расходуется 1,75—1,85 м3 древесины, 70— 80 кг смолы (в пересчете на сухое вещество), 1,4— 1,5 т пара, 160—170 кВт-ч электроэнергии. Затраты труда составляют 2,5—4 чел.-ч на 1 м3.
Необходимо отметить, что производство древесностружечных плит непрерывно совершенствуется: появляются новые виды плит, принципиально новые машины, более эффективные связующие. Представляют, в частности, интерес плиты из стружки, размеры которых по длине и ширине составляют десятки миллиметров; стружка располагается в плоскости плиты. Это обеспечивает высокую прочность плит на статический изгиб,
В последние годы стали использовать нетоксичные быстроотверждающиеся смолы, что увеличивает производительность прессов, а значит, и заводов, ликвидирует загазованность в цехах, позволяет использовать плиты внутри жилых помещений. Объем производства древесностружечных плит непрерывно растет, эта тенденция сохранится и в будущем. Для отрасли, оснащенной современным оборудованием, нужны высококвалифицированные рабочие, инженеры и техники, хорошо знающие технологию и механической и химической переработки древесины, электронику, гидравлику, теплотехнику.
www.stroitelstvo-new.ru
Производство ДСП: технология и оборудование
Производство ДСП – это выгодное дело. Материал пользуется значительной популярностью у современных мастеров. Это не только удобный и экологичный, но и простой в обработке материал. Он представляет собой листовой композитный элемент, в основе изготовления которого лежит методика опрессовывания горячих отходов деревообрабатывающего производства. Во многих случаях предполагается введение в состав массы дополнительных добавок.
Сфера применения ДСП
 Сегодня древесно-стружечные плиты нашли весьма широкое применение на практике. Преимущественно их используют в рамках мебельного производства и при изготовлении дверей. Еще плиты актуальны для строительной отрасли, при выполнении отделочных работ, в сфере автомобилестроения и многих других современных производствах.
Сегодня древесно-стружечные плиты нашли весьма широкое применение на практике. Преимущественно их используют в рамках мебельного производства и при изготовлении дверей. Еще плиты актуальны для строительной отрасли, при выполнении отделочных работ, в сфере автомобилестроения и многих других современных производствах.
Отлаженное производство ДСП способно принести значительную прибыль. На начальном этапе его организации требуется найти доступное сырье по приемлемой цене. Сложностей с реализацией готовой продукции не возникнет.
Способы производства
Процесс производства ДСП сводится к обработке посредством горячего прессования деревообрабатывающих отходов, предварительно подготовленных. В составе рабочей массы, помимо стружечной смести, присутствует и термореактивная смола с клеящими свойствами.
Исходным сырьем для будущих плит бывают щепки и опилки, а также прочие отходы бумажного и деревообрабатывающего производства. Достаточно смешать их со специальной смолой и уложить в форму. Там в условиях горячего пресса и температурного воздействия, смола проявит свои клеящие свойства.
Завершающим этапом технологического процесса является охлаждение готовых древесно-стружечных плит и их отделение от форм. Далее, их отправляют на шлифовку.
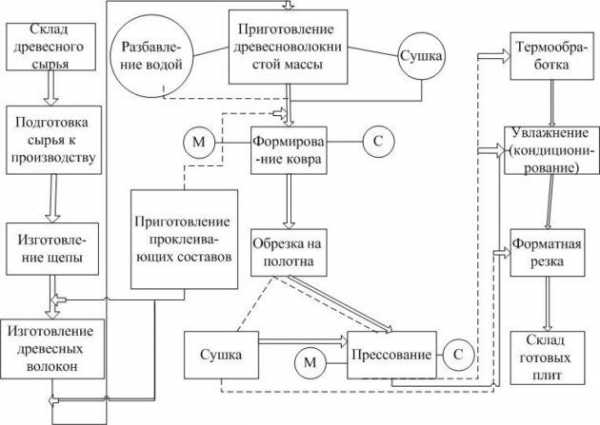
Схема производства ДСП
Необходимое оборудование
В производстве ДСП требуются определенные машины и агрегаты. Технологический процесс не обходится без следующего оборудования:
Оборудование для производства ДСП
- смесители;
- формовочные агрегаты;
- горячий пресс;
- охладители;
- устройства для выравнивания боковин;
- шлифовальные машины.
Изначально в смесителях соединяются все компоненты для рабочей массы с учетом рекомендованных объемов. Дальнейшая напрессовка бумаги осуществляется уже агрегатами для формовки исходной смеси, в горячих прессах.
Указанный перечень является минимально необходимым для изготовления ДСП. Он касается производств, когда в работу поступает предварительно подготовленное сырье.
Когда процесс производства ДСП осуществляется с применением обычного сырья, возникнет необходимость в установке еще некоторых агрегатов. Обычно это строгальные и рубильные машины, мельницы или оборудование для раскройки.
Нередко руководители производства предпочитают дополнительно укомплектовать его дополнительными машинами, что позволяет значительно увеличить его эффективность и технологичность. В таких случаях устанавливаются агрегаты для вентиляции, транспортеры различного типа, вибросита, сушильные камеры, штабелеры и многое другое.
Стоимость готовой производственной линии
Итоговая стоимость комплекта оборудования для изготовления ДСП зависит от его производительности и некоторых других факторов. При небольшом выходе в пределах сотни готовых листов в день, придется вложить до 200 тыс. евро. Чем выше производительность – тем дороже обойдется комплект.
Еще один определяющий фактор цены на такое оборудование – это его изготовитель. Большинство отдают предпочтение продукции проверенных европейских брендов, но она всегда будет стоить на порядок дороже, нежели китайские аналоги.

Линия по производству ДСП
При составлении бизнес-плана по производству ДСП в больших объемах, измеряющихся тысячами кубических метров готовых изделий, необходимо предусмотреть расходы на:
- производственное оборудование соответствующей мощности и производительности;
- вспомогательные машины и агрегаты;
- установку приобретенного оборудования и его наладку;
- подготовку помещения с достаточной площадью, соответствующее действующим требованиям и санитарным производственным нормам для изготовления ДСП.
Процесс изготовления ДСП
Получают древесно-стружечные плиты с применением горячего пресса. В первоначальное сырье добавляется смола, обладающая специальными клеящими свойствами и некоторые другие добавки. Подготовленная масса разливается по формам, где в дальнейшем протекает процесс склеивания под воздействием внешних условий.
Основные этапы в процессе изготовления ДСП:
- подготовительный этап;
- формовка;
- прессование;
- обработка в соответствии с требуемыми размерами;
- шлифовка.
На начальном этапе в специализированных машинах смешиваются исходные составляющие рабочей смеси – деревообрабатывающие отходы и смола наряду с отвердителями и иными необходимыми компонентами. Важно строго соблюдать рекомендованные пропорции составляющих, чтобы готовый материал получил желаемые свойства.
Готовая масса подвергается формовке и опрессовке. Манипуляции осуществляются при воздействии высокой температуры.
Завершается технологический процесс удалением излишков с готовых листов посредством их обрезки с последующей шлифовкой на специальном оборудовании.
От правильности исполнения каждого из основных этапов процесса производства древесно-стружечных плит будет зависеть их конечное качество.
Ламинированное ДСП
Схема ламинирования ДСП
ЛДСП, более известный в качестве ламинированного ДСП, представляет собой стандартные древесно-стружечные плиты.
Единственное их отличие от традиционных листов состоит в том, что каждый лист имеет дополнительное покрытие. Этот ламинат несет преимущественно декоративную нагрузку.
В качестве ламината применяется специализированная пленка.
Преимущественно материал ЛДСП актуален для мебельных производств. А также его используют и в других отраслях современной промышленности.
Наряду с внешней красотой, указанный материал характеризуется некоторыми минусами. Не получится разделить готовую плиту на меньшие части в домашних условиях без применения специализированного оборудования. Ламинирующий слой легко откалывается, что делает края изделия неаккуратными.

Ламинированное ДСП
Сам процесс ламинирования – это специальная отделка готовых изделий. Операция предполагает дополнительный технологический этап в рамках производственного процесса – напрессовку специального покрытия. Эта пленка закрепляется по холодной либо по горячей методике. В первом случае нагрева поверхностей не предполагается. При обращении к горячей методике ламинирующий слой закрепляется посредством клеящих свойств смолы в исходной массе.
Эта поверхность не предполагает дальнейших отделочных манипуляций.
Изготовление древесно-стружечных плит – это нужный, прибыльный и перспективный процесс при верной его первоначальной организации. Данный продукт всегда востребован на рынке строительных материалов.
Видео: Производство ДСП
promzn.ru
как их делают, заводы и линии, ГОСТ, как сделать их своими руками при помощи пленки или альтернативных методов

Ламинированная древесностружечная плита (ЛДСП) – это основной компонент для производства корпусной мебели, который достоверно имитирует натуральную древесину, но обходится во много раз дешевле.
Дешевизна обусловлена использованием отходов деревообработки — стружки.
Производство ЛДСП имеет несколько основных технологий.
Далее мы расскажем:
- что такое ЛДСП;
- чем производство ЛДСП отличается от производства ДСП;
- какие документы регламентируют качество ЛДСП в России;
- какое оборудование применяют для ламинирования;
- как изготавливают кромочную ленту;
- как ламинируют ДСП самостоятельно.
Что это такое?
ЛДСП – это обычная древесностружечная плита, о которой мы рассказывали тут, облицованная декоративным покрытием.
Покрытие может быть, как одноцветным и гладким, так и разноцветным или имитирующим текстуру древесины.
 Основные характеристики, такие как:
Основные характеристики, такие как:
- прочность на изгиб;
- способность удерживать шуруп;
- плотность;
- классы влагостойкости;
- класс эмиссии формальдегида;
- горючесть
полностью соответствуют этим же характеристикам исходного материала.
Толщина ламинированного материала зависит от его назначения. Для изготовления корпусной мебели чаще всего берут ЛДСП толщиной 16 мм, однако крышки столов часто делают из плиты толщиной 25–38 мм.
ЛДСП для облицовки стен, пола и потолка изготавливают из ДСП толщиной 8–12 мм.
Ламинирующий слой с объемным рисунком увеличивает толщину древесно-стружечной плиты, ведь такой рисунок создают с помощью прессования основного слоя, продавливая на нем контуры рисунка.
Наружная пленка лишь повторяет контуры этого рисунка.
Как делают ЛДСП?
Для изготовления ЛДСП используют обычные шлифованные древесностружечные плиты, поэтому их выпускают на заводе по производству ДСП, подключив участок ламинирования.
Причем для покрытия исходного материала ламинирующей пленкой применяют 3 технологии:
- ламинирование;
- каширование;
- гладкое ламинирование.

Ламинирование
При ламинировании на основу наклеивают 1–2 слоя специально подготовленной бумаги, причем первый слой — основу — делают максимально толстым, чтобы в нем можно было продавить рисунок.
Толщина основы, в зависимости от глубины рисунка, может достигать 0,5–1 мм, толщина второго слоя составляет десятые, а то и сотые доли мм.
Поверх этих слоев укладывают еще один, изготовленный из прозрачной бумаги и смеси различных смол, которые при нагреве превращаются в прочную пленку, надежно защищающую декоративную поверхность.
На подготовленную поверхность ДСП укладывают основной слой и придавливают его горячим штампом с подходящим рисунком.
Температура поверхности штампа составляет 150–220 градусов, благодаря чему пропитывающая основной слой смола смешивается со смолой, склеивающей стружку в ДСП и, бумага становится неотделимой частью плиты.
Затем таким же образом наклеивают декоративный слой с подходящим рисунком и наружный слой, обеспечивающий защиту плиты от повреждений.
На некоторых предприятиях все слои покрытия сначала соединяют друг с другом, затем сушат и, только после этого крепят к ДСП.
При такой технологии покрытие делают в виде ленты. Рисунок на нем формируют с помощью цилиндра с установленной матрицей, аналогично формированию рисунка при кашировани.
Разница с кашированием в том, что ленту крепят без клея, прогревая пропитывающие бумагу смолы до расплавления и смешивания со смолой в ДСП.
Каширование

При кашировании сначала подготавливают облицовочный материал, для чего все слои укладывают по порядку и пропечатывают на них рисунок с помощью холодного пресса.
При этом незастывшая смола различных слоев смешивается, благодаря чему покрытие превращается в широкую и длинную ленту.
Если для печати рисунка применяют цилиндрический штамп, то возникает возможность делать ленты любой длины.
Многие небольшие предприятия, производящие ламинат с объемной текстурой, предпочитают не тратиться на дорогостоящее оборудование, необходимое для изготовления ленты, а покупать уже готовый материал.
Готовую ленту отправляют в сушилку, затем сматывают в рулоны, которые поставляют на участок каширования. Там облицовочный материал обрезают по размеру и укладывают на смазанную специальным клеем плиту, затем придавливают прессом и прогревают до тех пор, пока клей полностью не полимеризуется.
Благодаря этой технологии облицовка проходит быстрее, ведь не приходится прогревать каждый слой покрытия отдельно, поэтому предприятие может производить больше продукции.
Минус этой технологии в том, что приклеенная облицовка держится гораздо слабей, чем настоящее ламинирование.
Гладкое ламинирование
Эта технология сходна с кашированием, однако является полноценным ламинированием, ведь при нагреве смола покрытия и плиты смешиваются, образуя единый материал. Кроме того, на участке подготовки ленты нет пресса для создания рисунка.
Для создания гладкой поверхности достаточно уложить 2 слоя, нижний из которых будет сделан из бумаги, а верхний — из специальной пленки, которая при нагреве образует прочное и прозрачное покрытие.
Благодаря тому, что крупные производители ЛДСП постоянно ищут способы увеличения технологичности производства и снижения затрат, в этот процесс постоянно вносят различные изменения, суть которых производители держат втайне. Ведь любое улучшение качества ламинирующего покрытия, равно как и снижение затрат, делает их продукцию более конкурентоспособной.

Документы, регламентирующие качество
Основной документ, регламентирующий качество и характеристики ЛДСП в России – это ГОСТ Р 52078-2003, который вы сможете найти по этой ссылке.
Существует и международный стандарт EN 14322:2004, который во многом сходен с российским. Его вы можете найти здесь.
Эти стандарты отличаются от принятых в отношении ДСП только требованиями к ламинирующему покрытию. Во всем остальном они полностью идентичны.
Кроме того, существуют различные ТУ (технические условия), которые разрабатывают как производители ламинированных древесностружечных плит, так и производители мебели. В ТУ прописывают те требования, которые не вошли в общепринятые стандарты или по каким-то причинам выбиваются из них.
К примеру, в ТУ могут быть прописаны нестандартные размеры продукции, а также указан подробный состав клея, отличающийся от того, что предприятие использует при производстве обычного ДСП.
Оборудование: завод и его составляющие
В большинстве случаев для ламинирования ДСП используется многофункциональное устройство, которое называют ламинатор. Его основа – мощный пресс с паровым или масляным нагревом плиты, а также с возможностью установки матриц с необходимым рисунком.
Ламинатор может быть большим, способным обрабатывать листы максимального размера, а также средним или маленьким. Если установлен большой пресс, то после охлаждения ламинированный лист поступает на раскроечный станок, полностью аналогичный тому, что применяют при производстве ДСП.
 Кроме того, ламинатор бывает одно- или двухсторонним, то есть наклеивать пленку только с лицевой стороны или одновременно обрабатывать лицевую и заднюю плоскости.
Кроме того, ламинатор бывает одно- или двухсторонним, то есть наклеивать пленку только с лицевой стороны или одновременно обрабатывать лицевую и заднюю плоскости.
Прессы среднего размера предназначены для ламинирования уже нарезанных плит, размер которых соответствует требованиям ГОСТ Р 52078-2003 и EN 14322:2004.
Малый пресс предназначен для ламинирования готовых деталей, например, входных и межкомнатных дверей или мебельных элементов. Поэтому предприятию следует выбирать ламинатор исходя из ассортимента продукции.
Кроме того, вместе с большим или средним ламинатором нередко используют линию по укладке ленты, которая также выполняет несколько функций:
- определяет качество подготовки поверхности ДСП к дальнейшей обработке;
- укладывает ленту на плиту и правильно ориентирует ее;
- обрезает излишки ленты.
На предприятиях, где установлены малые ламинаторы, эту операцию обычно выполняет специально подготовленный работник высокой квалификации, укладывающий и обрезающий ленту вручную. Чаще всего так поступают на мебельных фабриках, когда приходится изготавливать детали, которые по каким-то причинам нельзя вырезать из целого листа.
Похожим образом поступают и на крупных деревообрабатывающих цехах или производствах, изготавливающих не только мебель, но и различную столярную продукцию.
Ламинатор можно использовать не только для ламинирования, но и для обычного приклеивания, поэтому нет смысла тратиться на специальную линию.
Нередко среднюю и малую плиту после охлаждения подают на раскроечный станок, который отрезает 1–2 мм плиты, формируя ровную кромку. Такой станок оснащают дисковыми пилами большого диаметра с напайками из твердых сплавов или с алмазным напылением.
Перемещают плиты по всей линии с помощью ленточных транспортеров и вакуумных подъемников, причем все операции происходят в автоматическом режиме.
Стоимость оборудования зависит от многих факторов, поэтому большинство предприятий, выпускающих такие линии и отдельные станки, озвучивают цену только после предоставления заказчиком конкретных требований по конфигурации и производительности.

На Алиэкспресс и других площадках можно встретить отдельные устройства и целые линии с указанием примерной стоимости без учета доставки и монтажа.
Средний односторонний ламинатор для плит размером 1220*2440 мм можно приобрести за 100–200 тысяч долларов США, а линия подачи ламинирующей ленты шириной 60–120 см обойдется в 18–25 тысяч долларов США.
Кромочная лента
При изготовлении ЛДСП ламинируют только лицевую и обратную поверхности, а кромки остаются без покрытия. Поэтому предприятия, выпускающие ЛДСП, вместе с ней поставляют и кромочную ленту, которую используют для самостоятельного ламинирования торцов.
Цвет ленты полностью соответствует цвету плиты, поэтому после наклейки ленты вся плита становится одноцветной.
Ленту для кромления, то есть оклейки кромок, делают заметно тоньше, чем ту, что применяют при облицовке древесностружечных плит на производстве. Ведь в условиях мебельной мастерской невозможно создать настолько высокое давление и большинство мастеров обходится обычным утюгом, прогревая им уложенную на кромку ленту.
Как ламинировать ДСП самостоятельно?
 Не всегда ЛДСП, которую можно приобрести в магазинах, подходит по цвету или рисунку, поэтому можно облицевать плиту самостоятельно.
Не всегда ЛДСП, которую можно приобрести в магазинах, подходит по цвету или рисунку, поэтому можно облицевать плиту самостоятельно.
Для этого хорошо подойдут различные виды декоративных пленок, которые продают в строительных магазинах.
Пленки бывают самоклеящимися и обычными.
Для нанесения самоклеящейся пленки с нее снимают тонкое защитное покрытие и укладывают на очищенный от грязи и пыли лист ДСП, затем прокатывают валиком, удаляя пузырьки воздуха.
Для нанесения обычной пленки применяют специальный клей, рекомендованный производителем пленки, затем выжидают 2–5 минут и аккуратно накладывают пленку, не допуская появления складок.
Такие способы позволяют наклеивать на ДСП лишь те рисунки, которые есть в магазине, поэтому можно использовать метод, который применяли во времена СССР, когда ЛДСП была в огромном дефиците.
На очищенную от пыли и грязи поверхность ДСП наносили тонкий слой грунтовки (ПВА, разбавленный водой в соотношении 5:1). Затем на листах альбомной бумаги делали желаемый рисунок и с обратной стороны грунтовали ПВА.
Через 2–4 дня, когда клей полностью застыл, листы с рисунком раскладывали на поверхности ДСП так, чтобы собрать рисунок воедино. Затем каждый лист прогревали с помощью утюга.
Если все листы были правильно уложены и прогреты, то после охлаждения они образовывали сплошной рисунок, полностью покрывавший всю поверхность плиты.
Однако сдвиг любого из листов приводил к нарушению рисунка и портил всю картину, поэтому для большей надежности старались достать не альбомную, а типографскую бумагу, которая превосходила плиту по размерам.
Готовый рисунок покрывали мебельным или паркетным лаком в 2–3 слоя и получали самодельный ламинат с невысокой прочностью покрытия, зато с необходимым рисунком.
Видео по теме
На этом видео можно увидеть работу завода по производству ЛДСП:
Вывод
Производство ЛДСП – это сложный процесс, включающий в себя много операций, поэтому для превращения обычных древесностружечных плит в ламинированные необходим участок с хорошим оборудованием.
Прочитав статью, вы узнали, как происходит процесс ламинирования и можно ли его сделать самостоятельно.
Вконтакте
Google+
Одноклассники
rcycle.net
Технология производства ДСП — особенности, этапы, сырье

Для производства ДСП используют древесное сырьё, связующее и отвердитель для него.
Древесное сырье
В качестве сырья для изготовления древесно-стружечной плиты может использоваться специально подготовленная стружка, стружка-отходы деревообрабатывающей промышленности и опилки.
Специально изготавливаемую стружку (т.н. технологическую щепу) получают из дров, тонкомерного лесного сырья и некоторых древесных отходов. Для ее изготовления используют стружечные станки, которые измельчают древесину специальными ножами. После строгания технологическую щепу сушат и разделяют на фракции. Из такой стружки получается самая прочная плита с относительно гладкой поверхностью.
Стружку-отходы получают на лесопильных, фанерных и других деревообрабатывающих производствах. Плита из такой стружки уступает плите из технологической щепы и по механической прочности, и по качеству поверхности.
Плита из опилок имеет ровную гладкую поверхность, но низкую механическую прочность. Поэтому в чистом виде опилки не используют: обычно из них изготавливают только наружные слои многослойных плит.
Связующее
Связующее составляет порядка 8…13% от объёма плиты, но при этом затраты на связующее составляют до 30% себестоимости ДСП: поэтому его цена очень важна.
Повышенное содержание смол приводит к повышению эмиссия формальдегида, которая нормируется ГОСТ, а очень высокое к тому же снижает качество продукции. У уменьшение количества связующего повышает выход бракованной продукции и увеличивает время цикла прессования, что также нежелательно. Поэтому технологи стараются подобрать оптимальное количество связующего для каждой партии древесного сырья.
В качестве связующего могут использоваться:
1. Карбамидоформальдегидные смолы. Они растворяются в воде и потому не защищают ДСП от воздействия влаги. Склеенная карбамидоформальдегидными смолами плита может выдержать однократное кратковременное намокание в холодной воде, но при продолжительном или многократном либо при контакте с горячей водой она быстро набухает, теряет прочность и разрушается. Достоинствами карбамидоформальдегидных смол являются сравнительно низкая цена и отсутствие фенола. Это позволяет без ограничений использовать ДСП в жилых помещениях. Именно они используются чаще всего.
2. Фенолформальдегидные смолы не растворяются в воде и довольно эффективно защищают ДСП от преждевременного разбухания при намокании. Обратная сторона — высокая цена и ненулевая эмиссия токсичного фенола. Именно из-за эмиссия фенола фенолформальдегидные смолы используются для производства ДСП крайне редко.
3. Меламиноформальдегидные и карбамидомеламиноформальдегидные смолы содержат меламин — вещество, заменяющее фенол. Такие смолы, как и фенолформальдегидные, не размываются водой, но при этом они не содержат фенол, что позволяет использовать их в жилых помещениях Единственный недостаток таких смол — высокая цена. Именно из-за цены меламиноформальдегидные смолы не получили широкого распространения и редко используются при производстве МДФ, ДСП и фанеры.
Связующее состоит не только из смол: в него добавляют также некоторое количество воды. Содержание воды зависит от влажности и фракции стружки. В разных слоя многослойных плит содержание воды в связующем может быть разным.
Отвердитель
Отвердитель уменьшает продолжительность цикла прессования и повышает механическую прочность ДСП. Он может добавляться в стружку вместе со связующим или отдельно от него. При добавлении вместе со смолами отвердитель распределяется более равномерно, и это повышает качество плит, но если линия работаем с простоями, отвердитель засыхает и забивает форсунки. Поэтому зачастую его добавляют в формы отдельно от связующего.
www.mdf-market.ru
строительное, ламинированное, шпунтованное, размеры, виды
Наряду с фанерой есть несколько других листовых материалов, которые применяют в строительстве, для внутренней отделки. Один из них — ДСП или древесно-стружечная плита. Недорогой, популярный материал, который используют при обшивке каркасов, для устройства полов или подшивки потолка.
Что такое ДСП и технология производства
Содержание статьи
ДСП — листовой строительный и отделочный материал. Название — это аббревиатура от технологического наименования — древесно-стружечная плита. Нормативами установлено название ДСтП, но в обиходе оно не прижилось, так что большинство пользуется сокращенным вариантом. Представляет собой плиту из спрессованных под давлением и при высокой температуре опилок, соединенных связующим (натуральным или искусственным).

Один из недорогих листовых строительных материалов ДСП выглядит именно так
Технология производства: основные этапы
ДСП изготавливают из отходов деревообрабатывающей промышленности — опилок, мелкой стружки. Может измельчаться некоммерческая древесина, пересортица, обрезь и т.д. Процесс производства такой:
- Стружку сортируют по размерам — для нормальной прочности ДСП, в плите есть несколько слоев из стружки разного размера. Внутри располагают стружку большего размера, по краям — более мелкую. Многослойный материал более прочный, а мелкая стружка эстетически более привлекательна.
- Готовый стружечный ковер подпрессовывают — обжимают, проверяя требуемые параметры, при необходимости вносят изменения.

Ковер из стружки сформирован
- Подают в пресс, где при высокой температуре и высоком давлении стружка превращается в монолитный материал.
- Обрезают по размерам, остужают.
- Сортируют по сортам, укладывают на хранение или отправляют на шлифовку, ламинирование и другие способы обработки.

Это одна из технологий, но она может меняться. Например, при производстве однослойного ДСП, крупную стружку дополнительно измельчают, для чего используется специальное оборудование.
Класс эмиссии формальдегида
При недостаточном количестве натурального связующего (содержится в достаточном количестве в хвойных), при производстве в стружку добавляют синтетические скрепляющие вещества. В основном это фенольные и фенолформальдегидные смолы. Так как они содержат летучие вещества, которые в большом количестве оказывают вредное влияние на человека (формальдегид), разработана классификация по степени эмиссии этого вещества.
Каждой партии материала, по результатам лабораторных исследований, присваивается определенный класс. Е0,5 — самый безопасный материал, который разрешен для использования в детских учреждениях. Е1 тоже считается безопасным, пригоден для применения в жилых помещениях. Более высокие классы — Е2, Е3 и Е4 могут использоваться только для наружных работ или в качестве временных материалов (например, при создании съемной опалубки для бетона).

Для внутреннего применения подходит не весь материал
Также при производстве ДСП, в стружку могут вводиться вещества, которые повышают влагостойкость плит. В «исходном» варианте, ДСП плохо уживается с влагой, так что обычный материал не используется для наружных работ, а применим только для помещений с нормальным уровнем влажности. При добавлении парафина или его эмульсии, водостойкость значительно повышается (15% коробления против 22% или 33% у нормальных видов разных классов).
Виды и область применения
Древесно-стружечные плиты имеют немало видов. В первую очередь они разделяются по области применения:
- Строительная. Применяться может как внутри, так и снаружи. Должна быть прочной, влагостойкой, стойкой к распространению грибков и бактерий. Для получения этих характеристик, в стружку при замесе вводятся дополнительные компоненты. Может быть шлифованной или нешлифованной — не всегда важен внешний вид.
- Общего назначения. Подходит для эксплуатации внутри помещений, так как не обладает влаго- и биостойкостью. Из плит этого типа обычно делают мебель, используют для внутренних отделочных работ.
- Специальные. Этот материал изготавливают по спецзаказу. По требованию плиты могут иметь определенные размеры или специальные свойства (огнестойкость, повышенная био- или влаго- стойкость).
Назначение ДСП определяется его характеристиками

Как понимаете, под каждый вид работ имеет смысл выбирать определенный тип ДСП. Это позволит оптимизировать затраты — не тратить слишком много, но и не экономить на качестве.
Декоративные материалы на основе ДСП
Плиты общего назначения могут иметь декоративное покрытие. Их сначала шлифуют на специальных станках, затем покрывают декоративным покрытием:
- Меламиновой пленкой с последующим покрытием слоем лака. Процесс называется кашированние, а материал — кашированным. В названии впереди добавляется буква «К».
- Меламиновой бумагой, но на станках под давлением и при высокой температуре. Пленка наклеивается (скорее, наплавляется) при температуре от 150°С до 210°С. Процесс называется ламинированием, материал — ламинированным, в названии добавляется буква «Л» — ЛДСП. Это покрытие значительно повышает водостойкость, улучшает внешний вид. Применяются такие плиты для изготовления мебели, для внутренней отделки.
- Шпоном. Шпон — тончайший спил натурального дерева. Он клеится на поверхность плиты, затем покрывается слоем лака. По внешнему виду малоотличим от натуральной древесины, применяется для изготовления мебели и для внутренней отделки.

Ламинированная ДСП
Для непосвященных бывает сложно понять, что лучше: КДСП, ЛДСП или шпонированные плиты. Самый худший вариант — кашированные плиты КДСП. Лак быстро стирается, далее протирается тонкая бумага с нанесенным рисунком. Изделие испорчено, восстановлению не подлежит.
Два других вида — ЛДСП и шпонированное ДСП — примерно одинаковы по надежности покрытия, но шпонированный ДСП имеет более низкую влагостойкость, а еще намного дороже. При том что современные технологии позволяют очень точно воспроизвести поверхность древесины, камня, другого натурального материала, платить высокую цену за покрытие шпоном не слишком разумно.
Размеры, характеристики, классификация
Размеры листов ДСП нормируются ГОСТом, как и предельные отклонения по каждой из величин. Но многие предприятия формируют свои ТУ, увеличивая допустимые отклонения. Поэтому при покупке партии, не поленитесь измерить несколько листов на выбор. Итак, размеры плит ДСП такие:
- Толщина: 10, 13, 16, 19, 22, 25 мм. Предельное отклонение для шлифованных — 0,3 мм, для нешлифованных от 0,4 мм до 0,7 мм в зависимости от толщины.
Длина, ширина и толщина листа определяются ГОСТом
- Ширина: 1220, 1500, 1750, 1830 мм. Допустимые отклонения — 3 мм.
- Высота: от 1800 до 3500 мм с шагом в 10 мм, размеры могут отличаться от номинальных на 5 мм.
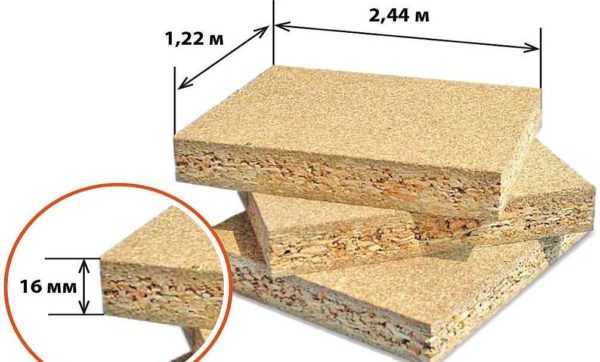
По высоте обычно далеко не такой большой ассортимент. Чаще всего можно встретить 2440, 2750 и 3060 мм. Бывают еще «половинки» по ширине — 910 мм.
Сортность
В зависимости от качества композитного материала, ДСП делят на следующие сорта:
- 1 сорт. Идеально ровные поверхности и грани. Никаких посторонних вкраплений, сколов, расслоений, других дефектов. Чаще всего, большая часть первого сорта отправляется на дальнейшую обработку — шлифовку, ламинирование и т.д.
- 2 сорт. Есть небольшие дефекты. Это могут быть трещины, неровности, отклонения по толщине в небольшом диапазоне, расслоение композита. Не все эти недостатки вместе, а лишь некоторые.
Чем выше плотность и однороднее структура, тем прочнее и крепче плита
- Несортовая продукция, а проще говоря — брак. Значительные дефекты, перечисленные выше. Использоваться может только как съемная опалубка, да и то не для всех участков.

Чтобы не утверждали продавцы, значительные дефекты — это бракованные, а значит, дешевые листы. И использовать их для строительства не следует. Ни для обшивки, ни как обрешетку. Разве что в сарае на перегородки, да и то…
Марка
Есть еще такая классификация ДСП как марки. Их всего две:
- П-А. Более прочная на растяжение и изгиб, имеет меньше шероховатостей, менее склонна к разбуханию и короблению при превышении нормативной влажности (степень деформации от воды 22%).
Марок две и лучшая — П-А
- П-Б. Более хрупкая, не такая гладкая, имеет ниже водостойкость (степень коробления от высокой влажности 33%).

Марку ДСП П-А стоит покупать для тех работ, в которых важен внешний вид или высоки требования по прочности. В других случаях, лучше лишние деньги не тратить.
Количество слоев
Первоначально были созданы монолитные древесно-стружечные плиты. Состояли они из одного слоя. Материал был не слишком прочным, расслаивался на торцах, имел непрезентабельный вид. Но его использовали, так как однослойные ДСП имеют неплохие характеристики при невысокой цене.
Через несколько десятилетий, после многочисленных экспериментов, стали делать трехслойные плиты ДСП. В средний слой отбирается крупная стружка, два наружных формируются из мелкой. При этом материал монолитный, разделения слоев нет. Это позволяет одновременно повысить прочность (не такой хрупкий при изгибе), улучшить внешний вид (мелкая щепа дает возможность шлифовать до гладкости) и не слишком задирать цену (за счет использования крупной щепы). Так что трехслойный ДСП можно назвать оптимальным выбором.

Трехслойный материал более прочный. Но рыхлый внутренний слой вносит ограничения на применение
Есть еще пятислойные древесно-стружечные плиты. Но они дороги, редко появляется в магазинах, на рынках найти практически нереально. Это один из видов, который делают на заказ. Используется в вагоностроении и других «серьезных» отраслях.
Водостойкость
Изначально плиты ДСП имели низкую водостойкость и не могли эксплуатироваться во влажных помещениях или снаружи зданий. Для улучшения этой характеристики, в массу стали добавлять парафин или парафиновую эмульсию. Материал принято называть влагостойким ДСП, а разбухание от влаги у него — 15%.
Стандартные характеристики
Влагостойкий строительный ДСП используется для наружной обшивки каркасных домов, на сплошную обрешетку для некоторых видов кровельных материалов. Ламинированный влагостойкий ДСП применяют для изготовления мебели для ванной, кухни, из толстых плит делают столешницы.
Как выбрать древесно-стружечные плиты
Говорим о выборе «обычной» неотделанной плиты. Сразу стоит обратить внимание на маркировку. Она может быть нанесена на боковые грани или проставлена на пачке. Ориентируясь на маркировку (марку, сорт, водостойкость), выбираете тот материал, который вас устроит по своим характеристикам.
Если маркировки нет вообще — это плохой признак. Все уважающие себя производители на своей продукции ставят опознавательные знаки. Покупать или нет безвестный материал с непонятными характеристиками — решать вам.
Дальше надо оценивать следующие параметры:
- Проверяем внешний вид: сколы, шелушения, наличие дефектов поверхности.
- Цвет. Самый лучший ДСП — светлого бежевого, может чуть сероватого оттенка, без пятен и переходов. Неплохо, если он чуть красноватый — это значит, что использована перепревшая щепа. На прочностные характеристики это не влияет, но во влажных помещениях или для наружной отделки такой материал лучше не использовать. Худший вариант — темный цвет. Это либо признак того, что была нарушена технология (передержали под прессом или перегрели), либо использовано много коры. Оба случая ухудшают характеристики.
Тут четко видны слои и разные оттенки стружки. Зеленый — признак водостойкости
- Оцениваем пористость плиты. Возьмите ключи, кусок проволоки, любой другой твердый предмет и попробуйте воткнуть его в торцы плиты. Материал нормального качества на эти действия не реагирует никак. Если предмет вызывает расслоение — ищите более прочный материал.
- Класс эмиссии формальдегида должен быть указан в маркировке или в сопроводительных документах. Если его нет, придется полагаться на обоняние. При нормальной эмиссии, на расстоянии метра запах химикалий почти неощутим. Если он сильный — этот материал для внутренних работ не подходит.
- В трехслойных плитах, внутри должна быть расположена более крупная стружка. Это хорошо видно на ребре плиты.
Хоть в таком виде, но информация о партии должна быть

Еще важны перепады толщины, но оценить их на отдельной плите сложно. Можно «пройтись» по краю нескольких плит с рейсфедером или микрометром. Но это дает лишь примерное представление о толщине по краям. Проверить отклонения в плоскости плиты так просто не получится. Единственное, можно посмотреть на пачку плит. Если она перекошенная, где-то присутствует отклонение по толщине.
stroychik.ru
Изготовление дсп в домашних условиях
Древесностружечные плиты за последние 10—15 лет стали, очевидно, одним из самых известных и распространенных древесных материалов. Они являются основным конструкционным материалом в производстве мебели, а в последнее время получают все большее признание и в строительстве, в частности в производстве малоэтажных домов.
Сырье для древесностружечных плит — различного вида отходы лесопиления, лесозаготовок, деревообработки (горбыли, рейки, откомлевки, сучья, срезки, стружка, опилки), а также низкокачественные круглые лесоматериалы. Становится понятным значимость этого производства: из отходов и низкокачественной древесины получается материал, из которого изготовляют высококачественные, долговечные изделия.
Все кусковые отходы измельчаются в щепу на рубительных машинах. Из щепы, а также из стружки, отходов и опилок на специальных роторных станках приготовляется стружка. Из круглых лесоматериалов стружка изготовляется или непосредственно из бревна на станках с ножевым валом, или по схеме щепа — стружка, когда сначала изготовляется щепа, а затем из щепы стружка. Перед подачей бревен на струженный станок их разрезают на мерные заготовки (обычно длиной 1 м).
Стружка должна иметь определенные, наперед заданные размеры (толщина 0,2—0,5 мм, ширина 1 — 10 мм, длина 5—40 мм). В наружные слои плиты направляется стружка наименьших размеров. Кроме соблюдения размеров необходимо также следить, чтобы стружка была плоской, равномерной толщины, с ровной поверхностью. Стружка для наружных слоев после стружечных станков проходит дополнительное измельчение на дробилках (здесь уменьшается ширина) или в мельницах, где изменяется толщина. Последняя операция имеет особое значение для плит, которые отделываются методом ламинирования, так как в этом случае предъявляются высокие требования к качеству их поверхности.
Изготовленная сырая стружка хранится в бункерах, куда подается системой пневмотранспорта или механическими транспортерами. Из бункеров сырая стружка подается в сушилки. Сушить стружку необходимо до влажности 4—6%, а для внутреннего слоя — до 2—4%. Поэтому стружку разных слоев сушат в отдельных сушилках. В производстве древесностружечных плит используются, как правило, конвективные сушилки, в большинстве случаев барабанного типа. В топке сушилки сжигается газ или мазут, температура в ней 900— 1000° С. На входе в барабан Температура сушильного агента достигает 450—550° С, на выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и длину 10 м, устанавливается он с наклоном в 2—3° в сторону входа сырой стружки.
После сушки стружка сортируется или на механических (ситовых) агрегатах, или пневматически. На этих машинах происходит разделение стружки на фракции для наружных и внутренних слоев. На этом заканчивается изготовление стружки. Автор должен заметить, что эта часть технологического процесса во многом предопределяет успешное выполнение последующих операций, производительность процесса и особенно качество плит. Поэтому приготовлению стружки (работе оборудования на этом участке, квалификации операторов) уделяется большое внимание.
Стружка смешивается со связующим в специальных агрегатах, Называемых смесителями. Операция эта сложная, поскольку технология производства требует покрытия связующим каждой стружки. Неосмоленные стружки не склеиваются, а излишняя смола на стружке приводит к перерасходу связующего и плохому качеству плит. Связующее в смеситель подается в виде растворов. Их концентрация в потоке наружного слоя 53— 55%, внутреннего слоя несколько больше (60—61%). В настоящее время наиболее распространены смесители, в которых распыленное связующее (размеры частиц 30—100 мкм) факелом направляется на поток взвешенных в воздухе стружек. Эти два потока перемешиваются, связующее осаждается на поверхности стружек. Смесители, как правило, нуждаются в тонком регулировании, при котором соблюдаются строгие количественные соотношения между стружкой, смолой и отвердителем. После осмоления стружка ленточными или скребковыми транспортерами направляется в формирующие машины.
Формирующие машины принимают осмоленную стружку и высыпают ее ровным слоем (ковром) на проходящие под ними поддоны или ленточные транспортеры. Стружечный ковер — это непрерывная лента определенной ширины и толщины. Он разделяется на пакеты, из которых и образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым образом влияет на качество плит (равноплотность, равнотолщинность). Кроме того, формирующие машины должны насыпать во внешние слои мелкие стружки.
Конвейер перемещает пакеты, которые после прохождения пресса для подпрессовки становятся плотными, обладающими транспортной прочностью брикетами. В настоящее время в промышленности древесностружечных плит известно два принципиально различных типа главных конвейеров. Они различаются тем, что в одном случае пакеты (а затем брикеты) перемещаются на металлических поддонах, в другом типе главного конвейера — на ленточных транспортерах, когда прессование бесподдонное. Каждая схема главного конвейера имеет преимущества и недостатки. Поддонный способ более простой и надежный, но плиты получаются с большей разнотолщинностью, расход тепловой энергии больше. Бесподдонный способ обеспечивает некоторую экономию энергии, повышенное качество плит. Конструкции главных конвейеров достаточно подробно описаны в специальной литературе, и при необходимости читатель может с -ее помощью более детально изучить эту основную технологическую линию заводов древесностружечных плит.
Автор уже упоминал, что в состав главного конвейера входит пресс для подпрессовки. Подпрессовка необходима для уменьшения толщины пакета и повышения его транспортабельности.
Изготовление своими руками мебели из ДСП, подробные инструкции
Толщина пакета уменьшается в 2,5—4 раза (больше при бесподдонном прессовании). Давление при этом составляет 1—1,5 МПа при прессовании на поддонах и 3—4 МПа при бесподдонном прессовании. Подпрессовка производится обычно в одноэтажных прессах, иногда это бывает подвижный пресс, чаще — стационарный.
После подпрессовки брикеты на поддонах поступают в многоэтажный гидравлический пресс для горячего прессования. При бесподдонном прессовании брикеты выкладываются лентой непосредственно на горячие плиты пресса; При прессовании на брикет воздействуют тепло и давление. Читателю, очевидно, понятно, что продолжительность горячего прессования предопределяет продолжительность цикла работы пресса и тем самым производительность всего завода. Поэтому уделяется большое внимание уменьшению цикла прессования. Стоимость пресса для горячего прессования, как и в производстве древесноволокнистых плит, составляет 20— 25% стоимости всего оборудования завода, и поэтому проблема его лучшего использования — постоянная забота работников заводов, а профессия оператора пресса — самая почитаемая.
Прессование производится при 180°С и удельном давлении 2,5—3,5 МПа. Продолжительность прессования 0,3—0,35 мин на 1 мм толщины плиты. Современные прессы имеют размеры горячих плит, достигающие 6×3 м, до 22 рабочих промежутков (одновременно прессуются 22 древесностружечные плиты). Высота пресса достигает 8 м.
Сокращение цикла прессования (увеличение производительности пресса) достигается за счет повышения температуры прессования, применения смол с меньшей продолжительностью отверждения, увеличения количества рабочих промежутков. Эти мероприятия реализованы на большинстве заводов, что позволило поднять производительность прессов с 35 до 80—85 тыс. м3 плит в год.
Автор считает необходимым информировать читателя о том, что имеются и одноэтажные прессы. У них длина горячих плит достигает 20 м, а общая длина главного конвейера —60—70 м. При его обслуживании оператор для перемещения вынужден использовать велосипед.
Готовые плиты пресса выгружаются на приемную (разгрузочную) этажерку, а с нее на линию, где они обрезаются с четырех сторон (линию форматной обрезки).
В состав этой линии часто входит агрегат для охлаждения плит. Затем они укладываются в стопы, где выдерживаются не менее 5 суток. Далее плиты шлифуются на оборудований и инструментом, которые были описаны выше. В соответствии с требованиями стандарта плиты сортируются, а затем или раскраиваются на заготовки для мебельных щитов, или отправляются потребителям полноформатными.
В заключение укажем, что на 1 м3 древесностружечных плит расходуется 1,75—1,85 м3 древесины, 70— 80 кг смолы (в пересчете на сухое вещество), 1,4— 1,5 т пара, 160—170 кВт-ч электроэнергии. Затраты труда составляют 2,5—4 чел.-ч на 1 м3.
Необходимо отметить, что производство древесностружечных плит непрерывно совершенствуется: появляются новые виды плит, принципиально новые машины, более эффективные связующие. Представляют, в частности, интерес плиты из стружки, размеры которых по длине и ширине составляют десятки миллиметров; стружка располагается в плоскости плиты. Это обеспечивает высокую прочность плит на статический изгиб,
что важно при их применении в строительстве. Такие плиты (из ориентированной крупноформатной стружки) с успехом заменяют фанеру, которая становится все более дефицитной.
В последние годы стали использовать нетоксичные быстроотверждающиеся смолы, что увеличивает производительность прессов, а значит, и заводов, ликвидирует загазованность в цехах, позволяет использовать плиты внутри жилых помещений. Объем производства древесностружечных плит непрерывно растет, эта тенденция сохранится и в будущем. Для отрасли, оснащенной современным оборудованием, нужны высококвалифицированные рабочие, инженеры и техники, хорошо знающие технологию и механической и химической переработки древесины, электронику, гидравлику, теплотехнику.
stroyvolga.ru
Технология производства ДСП. — КиберПедия
Введение
Лесная промышленность одна из старейших в мировом хозяйстве. Лес не только промышленное сырье, он защищает почву от водяной и ветровой эрозии, сберегает влагу земли, сдерживает разливы рек и т.д. Потребители продукции лесной промышленности – машиностроение, химическая легкая промышленность получает от других отраслей оборудование, лаки, краски, то есть имеет широкие межотраслевые связи.
Древесина – это неоднородный, состоящий из многих компонентов материал. Специфика ее использования обусловлена рядом свойств, характерных только для лесоматериалов. Различные свойства, которыми отличаются ассортиментные единицы, в первую очередь, зависят от вида деревьев. Существуют два вида древесины: хвойная и лиственная, которая подразделяется на твердолиственную, мягко лиственную и нейтральную.
Россия богата лесами: они занимают более 45 % её территории. В нашей стране находится 1/5 всех лесов мира и 1/4 мировых запасов древесины. Однако запасы леса, пригодные для промышленной переработки, не беспредельны. Около 1/4 лесной территории — это овраги и болота, а 1/8 — гари и поляны. Не во всех лесах разрешена промышленная рубка. Более 15 % лесов России являются особо ценными. Они служат для защиты рек и озёр (водоохранные), добычи орехов (орехопромысловые), составляют значительную часть российских заповедников (заповедные леса). Эти леса находятся под особой охраной. Поэтому в промышленности используется не более 55 % лесов. Они называются эксплуатационными. Однако после рубки и сортировки леса остается много отходов производства. К такому материалу относятся опилки, стружка и щепа которые в свою очередь идут на производство пеллетов, брикеты и древесно-стружечные плиты.
Описание продукции.
Производство древесностружечных плит – один из наиболее рациональных путей использования неделовой древесины, технологических дров, отходов лесопильно-деревообрабатывающих производств и даже опилок.
Древесно-стружечная плита (официальная аббревиатура ДСтП, неофициально ДСП) — листовой композиционный материал, изготовленный путем горячего прессования древесных частиц, преимущественно стружки, смешанных со связующим неминерального происхождения с введением при необходимости специальных добавок (6-18 % от массы стружек) на одно и многоэтажных периодических прессах (0,2-5 МПа, 100-140 °С) или в непрерывных ленточных, гусеничных либо экструзионных агрегатах. Применяются для изготовления корпусной, мягкой и другой мебели, строительных элементов, вагонов и в производстве тары.
Плиты могут быть облицованы шпоном, бумагой, полимерными пленками, пластиком.
Свойства ДСП- плотность 0,5-1,0 г/см³, набухание в воде 5-30 %, предел прочности при растяжении не менее 0,2-0,5 МПа, предел прочности при изгибе не менее 10-25 МПа, влажность 5-12 %.
Преимуществами ДСтП являются
· сравнительно невысокая стоимость;
· большие габариты при высокой жесткости и формостабильности;
· малая размероизменяемость при изменении температурно-влажностных условий эксплуатации;
· возможность регулирования некоторых физико-механических показателей плит;
· однородность свойств в различных направлениях по плоскости плиты;
· богатая сырьевая база, в т. ч. в виде вторичного сырья лесной и деревообрабатывающей промышленности.
· плиты хорошо склеиваются как по пласти, так и по кромкам, могут быть окрашены или отделаны лакокрасочными материалами, облицованы шпоном, бумагой или пластмассами.
Недостатки
· Материал плохо удерживает гвозди и шурупы, особенно при повторном закручивании.
· Материал экологически небезопасен: связующие смолы, которые применяются при его производстве, выделяют вредный для человека формальдегид. Поэтому немаловажным параметром плит является предельно допустимая концентрация вредных веществ на удельный объём, определяемый санитарными нормами. В России довольно часто производители выпускают низкосортную, дешевую плиту, выделение формальдегида из которых значительно превышает ПДК (до 40 раз) и хуже, чем у плит класса Е1 (в Е1 до 8 раз больше формальдегида чем в рекомендациях ГОСТ). За рубежом плиты такого класса уже не выпускают, а производят лишь сверхбезопасные плиты класса «Super E».
Е1 отличается большей экологической чистотой, показатель эмиссии формальдегида у неё заметно ниже. А вот Е2 запрещается использовать в производстве мебели. Классификация Конструкция: по количеству слоев ДСтП подразделяется на 1-слойный, 3-слойный и многослойный. Марка: в зависимости от показателей прочности на изгиб, деформацию, водостойкость, подверженность короблению и деформации ДСтП делится на 2 марки: П-А и П-Б.
Сорт: в зависимости от критериев внешнего вида плиты (трещины, сколы, окрашивание, пятна, выступы и углубления) плиты ДСтП делятся на 1 сорт (дефекты не приемлемы кроме минимальных), 2 сорт (допустимы крупные дефекты поверхности) и без сорта (кардинальные дефекты поверхности, используется в строительстве).
Наружный слой: выделяются плиты с мелкоструктурной поверхностью (возможна облицовка полимерными материалами), обычной (применяется облицовка шпоном) и крупнозернистой (используется в строительстве). Уровень обработки поверхности: выделяется шлифованная и нешлифованная ДСтП. Класс эмиссии формальдегида: по содержанию в 100 г сухой плиты ДСтП свободного формальдегида выделяются классы Е1 (менее 10 мг), Е2 (от 10 до 30 мг).
Водостойкость: кроме того, что плита марки П-А обладает лучшими водостойкими свойствами (22 % деформации против 33 % у П-Б при погружении в воду на сутки), выделяется отдельный вид водостойкой ДСтП, предназначенной для производства мебели и специфических строительных работ.
Огнестойкость: при введении в состав ДСтП антипиренов плита приобретает огнестойкие характеристики. Сейчас на территории РФ производство данного вида ДСтП не ведется.
Плотность: по плотности ДСтП делится на плиту малой плотности (менее 550 кг/м³), средней (550—750 кг/м³) и высокой (более 750 кг/м³). По способу прессования: плоское или экструзионное прессование.
Разновидности ДСтП.
Ламинированная ДСтП (неофициальное, часто используемое сокращение — ЛДСП) — древесно-стружечная плита, произведённая на основе высококачественной ДСтП, облицованная при повышенном давлении и температуре стойкой меламиновой пленкой и иногда (у дорогих сортов ЛДСтП) покрытая специальным лаком, устойчивым к влаге и механическим повреждениям. Ламинирование обеспечивает хороший внешний вид, высокие потребительские качества и повышает физико-механические свойства. Ламинированная ДСтП не требует дальнейшей отделки и широко применяется для производства мебели.
Экструзионная ДСтП.
Древесные частицы в таких плитах расположены преимущественно перпендикулярно плоскости плиты, в результате чего эти плиты обладают низкой прочностью при изгибе перпендикулярно пласти. В России производство экструзионных плит практически отсутствует. ДСтП экструзионного способа прессования делятся на трубчатые, полосовые, звукоизоляционные и противопожарные. Плиты существенно различаются по плотности, размеру, весу и стоимости. В частности трубчатые экструзионные плиты используются при производстве межкомнатных дверей, так как имеют высокую звукоизоляцию.
Также изготавливают древесно-слоистый пластик (ДСП) — материал, представляющий собой древесно-полимерный композит, изготавливаемый из листов лущеного шпона (берёзы и других пород, толщиной 0,35-0,65 мм, влажностью 6-10 %), склеенных синтетическими смолами резольного типа под давлением и температурой. Его получают последовательно пропиткой шпона толщиной 0,3-0,8 мм лиственных пород древесины (обычно березы) фенолоформальдегидной смолой или крезолоформальдегидной смолой в открытых ваннах или автоклавах (0,4—0,8 МПа), сушкой при ступенчатом нагревании до 90 °С, сборкой полученных препрегов в пакеты и прессованием их на этажных прессах (до 20 МПа, 150 °С) и обрезкой в размер. Антифрикционные свойства, стойкость к воздействию агрессивных сред, абразивов; стабильность при сверхнизких температурах (-270 С°), механическая прочность, водостойкость, диэлектрические свойства позволяют применять ДСП в различных областях техники, таких как:
· Узлы трения.
· Зубчатые колеса.
· Закрытые и открытые металло-полимерные зубчатые передачи.
· Вкладыши подшипников скольжения.
· Для изготовления пуленепробиваемых дверей, банковского оборудования.
· Криогенная и космическая техника.
· В судостроительной промышленности:
ü для изготовления дейдвудных подшипников гребных валов.
· Для изготовления затворов гидротехнических сооружений.
· В авиационной технике:
ü лопасти;
ü винты вертолётов.
· В транспортном машиностроении:
ü настил полов в автобусах, троллейбусах, трамваях;
ü направляющие эскалаторов метрополитена.
· В строительстве.
· В электротехнической промышленности для изготовления изоляторов, деталей трансформаторов высокого напряжения, выпрямителей (заменяет стеклопластик,текстолит и гетинакс).
· Для изготовления деталей машин текстильной промышленности.
· Как самосмазывающий антифрикционный материал, материал в качестве ползунов лесопильных рам и других аналогичных деталей.
· В металлургическом оборудовании.
· В горнодобывающем оборудовании.
Переработка сырья.
- получение или выгрузка стружки, измельчение крупного сырья.
- сортировка стружки по фракциям.
- очистка стружки от примесей.
Для подготовки сырья используют промышленные измельчители или дробилки, например, как эта молотковая дробилка ДМР-600-10-55.
Рис 2. дробилка ДМР-600-10-55

Рис 3. Стружка на выходе

Для сортировки используют различные вибросита.
Рис 4. Вибросита
Изготовленная сырая стружка хранится в бункерах, куда подается системой пневмотранспорта или механическими транспортерами. Из бункеров сырая стружка подается в сушилки.
Сушка.
Для сушки стружки используют сушильные комплексы.
Рис 5. Сушильные комплексы

Сушить стружку необходимо до влажности 4—6%, а для внутреннего слоя — до 2—4%. Поэтому стружку разных слоев сушат в отдельных сушилках. В производстве ДСП используются, как правило, конвективные сушилки барабанного типа. В топке сушилки сжигается газ или мазут, температура в ней 900 -1000° С. на входе в барабан. Температура сушильного агента достигает 450—550° С, на выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и длину 10 м, устанавливается он с наклоном в 2 — 3° в сторону входа сырой стружки.
Осмоление.
Получение осмолённой стружки, происходит в смесителях непрерывного действия, в которых связующее распыляется через ряд форсунок, каждая связана с дозировочным насосом. Осмолённая стружка с помощью шнекового вала продвигается в другую зону, где перемешивается лопастями. Пример: Смеситель ДСМ-7.
Рис 6. Смеситель ДСМ-7
Этот самый сложный и ответственный, поскольку технология производства требует покрытия связующим каждой стружки. Неосмоленные стружки не склеиваются, а излишняя смола на стружке приводит к перерасходу связующего и плохому качеству плит. Связующее в смеситель подается в виде растворов. Их концентрация в потоке наружного слоя 53— 55%, внутреннего слоя несколько больше (60—61%).
Формирование ковра.
Формирование ковра осуществляется при помощи формующих машин. Машины укладывают осмоленную стружку в форму. При этом формирование может быть одно- двух- и трехслойным. Трехслойное формирование ковра характерно для предприятий, использующих старое оборудование. При использовании такого оборудования внутренний слой делается из крупной стружки, а наружные — из очень мелкой. Трехслойное ДСП на срезе имеет ярко выраженные наружные слои. В современном оборудовании используется однослойная укладка, когда размер стружки меняется постепенно – от самой крупной в середине до самой мелкой по краям. При этом выделить на срезе какие-то слои не представляется возможным. Постепенность перехода обеспечивается устройством, разделяющим стружку при помощи воздушного потока. Формирование ковра осуществляется в таких машинах за один проход.
Рис 7. подпрессовщик ДСП постоянного типа действия.

Стружечный ковер — это непрерывная лента определенной ширины и толщины. Он разделяется на пакеты, из которых и образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым образом влияет на качество плит (равноплотность, равнотолщинность).
Рис 8. Стружечный ковер.

Прессование.
Прессование и склеивание древесно-стружечных плит осуществляется в термопрессах, которое производится при 180°С и удельном давлении 2,5—3,5 МПа. Продолжительность прессования 0,3—0,35 мин на 1 мм толщины плиты.
Различают два типа прессования — плоское и экструзионное.
При плоском прессовании усилие пресса направлено перпендикулярно пласти плиты. В этом случае стружка располагается параллельно пласти, что несколько повышает механическую прочность ДСП (хотя существуют и противоположные мнения).
При экструзионном прессовании давления пресса направлено на кромку плиты, а стружка располагается перпендикулярно направлению пласти. Механическая прочность плиты на изгиб в этом случае ниже. Большая часть вертикальных прессов экструзионного прессования относится к категории устаревших, хотя существуют и современные вертикальные прессы для производства экструзионного ДСП с внутренними каналами. Такая ДСП ламинируется и используется для производства мебели и некоторых столярных изделий (межкомнатные двери и т.п.)
Используются одноэтажные или многоэтажные линии прессования.
• Одноэтажные линии прессования малой и средней мощности для ДСП, с электронным контролем толщины и встроенной системой общего контроля.
• Многоэтажные линии для ДСП, средней и большой мощности, с механическим или электронным контролем толщины и встроенной системой общего контроля.
Современные многоэтажные прессы имеют размеры горячих плит, достигающие 6×3 м, до 22 рабочих промежутков (одновременно прессуются 22 древесностружечные плиты). Высота пресса достигает 8 м.
Рис 9. Многоэтажная линия прессования ДСП.

Содержание формальдегида в ДСП.
Технологический процесс производства ДСП предусматривает строгий контроль при использовании связующих пропиток и поэтому данный материал можно признать экологически чистым. Все виды ДСП проходят обязательную проверку на содержание формальдегида.
Как определяется содержание формальдегида?
Образец ДСП с площадью поверхности 1 кв м помещают в камеру объемом 1 куб м и через определенное время берут из камеры пробу воздуха для определения в нем формальдегида. Эту пробу сравнивают с нормами и дают гигиеническое заключение о применимости ДСП для производства мебели. Данный метод, называется «камерным», он считается наиболее эффективным и органы Госсанэпиднадзора выдают свои заключения на основе этого метода испытаний.
В соответствии с ГОСТ 10632-89, предельно допустимой концентрацией (ПДК) формальдегида для атмосферного воздуха считается 0,035 мг/куб м, воздуха рабочей зоны – 0,5 мг/куб м. Благодаря современным технологиям изготовления ДСП, концентрацию формальдегида в некоторых изделиях удалось снизить до 0,02 мг/куб м. И это при том, что в массиве многих пород древесины (без клеевых смол) обычное природное содержание формальдегида доходит до 12 мг. ДСП с показателем эмиссии формальдегида Е1 отличается большей экологической чистотой, а вот ДСП с Е2 запрещается использовать в производстве мебели.
Другие характеристики ДСП. Терминология.
· Конструкция: по количеству слоев ДСП подразделяется на 1-слойный, 3-слойный и многослойный.
· Марка: в зависимости от показателей прочности на изгиб, деформацию, водостойкость, подверженность короблению и деформации ДСП делится на 2 марки: П-А и П-Б.
· Сорт: в зависимости от критериев внешнего вида плиты (трещины, сколы, окрашивание, пятна, выступы и углубления) плиты ДСП делятся на 1 сорт (дефекты не приемлемы кроме минимальных), 2 сорт (допустимы крупные дефекты поверхности) и без сорта (кардинальные дефекты поверхности, используется в строительстве).
· Наружный слой: выделяются плиты с мелкоструктурной поверхностью (возможна облицовка полимерными материалами), обычной (применяется облицовка шпоном) и крупнозернистой (используется в строительстве).
· Уровень обработки поверхности: выделяется шлифованная и нешлифованная ДСП.
· Класс эмиссии формальдегида: по содержанию в 100 г сухой плиты ДСП свободного формальдегида выделяются классы Е1 (менее 10 мг), Е2 (от 10 до 30 мг).
· Водостойкость: кроме того, что плита марки П-А обладает лучшими водостойкими свойствами (22 % деформации против 33 % у П-Б при погружении в воду на сутки), выделяется отдельный вид водостойкой ДСП, предназначенной для производства мебели и специфических строительных работ.
· Огнестойкость: при введении в состав ДСП антипиренов плита приобретает огнестойкие характеристики. Сейчас на территории РФ производство данного вида ДСП не ведется.
· Плотность: по плотности ДСП делится на плиту малой плотности (менее 550 кг/м³), средней (550—750 кг/м³) и высокой (более 750 кг/м³).
Дополнительные виды ДСП.
1.Применение шлифованного ДСП.
· обшивка стен и крыш ДСП;
· изготовление стеновых панелей из ДСП;
· изготовление полов, оснований под ковровые и линолеумные покрытия, перегородок из ДСП;
· изготовление съемной опалубки из ДСП;
· изготовление мебели, стеллажей, полок, упаковки из ДСП;
· строительство ограждений и разборных конструкций из ДСП;
· использование для декорирования и отделки благодаря оригинальной текстуре поверхности ДСП.
2.Влагостойкое ДСП.
Заключение.
Производство ДСП в настоящее время является довольно перспективным так как на лесоперерабатывающих предприятиях процент древесного мусора довольно велик до 40%. Для производство ДСП древесный мусор представляет собой один из лучших вариантов. Благодаря развитию химического производства стало возможным получать ДСП очень высокого качества.
Список использованной литературы.
ü tdpra.ru — ООО «ТД Потатушкиных».
ü petro-house.ru — Компания «Петро Хаус».
ü Википедия.
ü speckom.ru — Компания ООО «СпецКомплекс».
ü pkko.ru — Производственное объединение «Теплоресурс».
ü vsz.ru — Вологодский станкостроительный завод.
ü kitexport.ru — «East-West» Co. Ltd.
ü m-furnitura.ru
ü stroitelstvo-new.ru
ü dsp-altai.ru
ü service-group.ru — ООО «СервисГруп»
ü monzadp.ru
ü bimma.ru — ООО «Бимма-Декор.
ü woodkeep.ru
ü comgrian.ru
Введение
Лесная промышленность одна из старейших в мировом хозяйстве. Лес не только промышленное сырье, он защищает почву от водяной и ветровой эрозии, сберегает влагу земли, сдерживает разливы рек и т.д. Потребители продукции лесной промышленности – машиностроение, химическая легкая промышленность получает от других отраслей оборудование, лаки, краски, то есть имеет широкие межотраслевые связи.
Древесина – это неоднородный, состоящий из многих компонентов материал. Специфика ее использования обусловлена рядом свойств, характерных только для лесоматериалов. Различные свойства, которыми отличаются ассортиментные единицы, в первую очередь, зависят от вида деревьев. Существуют два вида древесины: хвойная и лиственная, которая подразделяется на твердолиственную, мягко лиственную и нейтральную.
Россия богата лесами: они занимают более 45 % её территории. В нашей стране находится 1/5 всех лесов мира и 1/4 мировых запасов древесины. Однако запасы леса, пригодные для промышленной переработки, не беспредельны. Около 1/4 лесной территории — это овраги и болота, а 1/8 — гари и поляны. Не во всех лесах разрешена промышленная рубка. Более 15 % лесов России являются особо ценными. Они служат для защиты рек и озёр (водоохранные), добычи орехов (орехопромысловые), составляют значительную часть российских заповедников (заповедные леса). Эти леса находятся под особой охраной. Поэтому в промышленности используется не более 55 % лесов. Они называются эксплуатационными. Однако после рубки и сортировки леса остается много отходов производства. К такому материалу относятся опилки, стружка и щепа которые в свою очередь идут на производство пеллетов, брикеты и древесно-стружечные плиты.
Описание продукции.
Производство древесностружечных плит – один из наиболее рациональных путей использования неделовой древесины, технологических дров, отходов лесопильно-деревообрабатывающих производств и даже опилок.
Древесно-стружечная плита (официальная аббревиатура ДСтП, неофициально ДСП) — листовой композиционный материал, изготовленный путем горячего прессования древесных частиц, преимущественно стружки, смешанных со связующим неминерального происхождения с введением при необходимости специальных добавок (6-18 % от массы стружек) на одно и многоэтажных периодических прессах (0,2-5 МПа, 100-140 °С) или в непрерывных ленточных, гусеничных либо экструзионных агрегатах. Применяются для изготовления корпусной, мягкой и другой мебели, строительных элементов, вагонов и в производстве тары.
Плиты могут быть облицованы шпоном, бумагой, полимерными пленками, пластиком.
Свойства ДСП- плотность 0,5-1,0 г/см³, набухание в воде 5-30 %, предел прочности при растяжении не менее 0,2-0,5 МПа, предел прочности при изгибе не менее 10-25 МПа, влажность 5-12 %.
Преимуществами ДСтП являются
· сравнительно невысокая стоимость;
· большие габариты при высокой жесткости и формостабильности;
· малая размероизменяемость при изменении температурно-влажностных условий эксплуатации;
· возможность регулирования некоторых физико-механических показателей плит;
· однородность свойств в различных направлениях по плоскости плиты;
· богатая сырьевая база, в т. ч. в виде вторичного сырья лесной и деревообрабатывающей промышленности.
· плиты хорошо склеиваются как по пласти, так и по кромкам, могут быть окрашены или отделаны лакокрасочными материалами, облицованы шпоном, бумагой или пластмассами.
Недостатки
· Материал плохо удерживает гвозди и шурупы, особенно при повторном закручивании.
· Материал экологически небезопасен: связующие смолы, которые применяются при его производстве, выделяют вредный для человека формальдегид. Поэтому немаловажным параметром плит является предельно допустимая концентрация вредных веществ на удельный объём, определяемый санитарными нормами. В России довольно часто производители выпускают низкосортную, дешевую плиту, выделение формальдегида из которых значительно превышает ПДК (до 40 раз) и хуже, чем у плит класса Е1 (в Е1 до 8 раз больше формальдегида чем в рекомендациях ГОСТ). За рубежом плиты такого класса уже не выпускают, а производят лишь сверхбезопасные плиты класса «Super E».
Е1 отличается большей экологической чистотой, показатель эмиссии формальдегида у неё заметно ниже. А вот Е2 запрещается использовать в производстве мебели. Классификация Конструкция: по количеству слоев ДСтП подразделяется на 1-слойный, 3-слойный и многослойный. Марка: в зависимости от показателей прочности на изгиб, деформацию, водостойкость, подверженность короблению и деформации ДСтП делится на 2 марки: П-А и П-Б.
Сорт: в зависимости от критериев внешнего вида плиты (трещины, сколы, окрашивание, пятна, выступы и углубления) плиты ДСтП делятся на 1 сорт (дефекты не приемлемы кроме минимальных), 2 сорт (допустимы крупные дефекты поверхности) и без сорта (кардинальные дефекты поверхности, используется в строительстве).
Наружный слой: выделяются плиты с мелкоструктурной поверхностью (возможна облицовка полимерными материалами), обычной (применяется облицовка шпоном) и крупнозернистой (используется в строительстве). Уровень обработки поверхности: выделяется шлифованная и нешлифованная ДСтП. Класс эмиссии формальдегида: по содержанию в 100 г сухой плиты ДСтП свободного формальдегида выделяются классы Е1 (менее 10 мг), Е2 (от 10 до 30 мг).
Водостойкость: кроме того, что плита марки П-А обладает лучшими водостойкими свойствами (22 % деформации против 33 % у П-Б при погружении в воду на сутки), выделяется отдельный вид водостойкой ДСтП, предназначенной для производства мебели и специфических строительных работ.
Огнестойкость: при введении в состав ДСтП антипиренов плита приобретает огнестойкие характеристики. Сейчас на территории РФ производство данного вида ДСтП не ведется.
Плотность: по плотности ДСтП делится на плиту малой плотности (менее 550 кг/м³), средней (550—750 кг/м³) и высокой (более 750 кг/м³). По способу прессования: плоское или экструзионное прессование.
Разновидности ДСтП.
Ламинированная ДСтП (неофициальное, часто используемое сокращение — ЛДСП) — древесно-стружечная плита, произведённая на основе высококачественной ДСтП, облицованная при повышенном давлении и температуре стойкой меламиновой пленкой и иногда (у дорогих сортов ЛДСтП) покрытая специальным лаком, устойчивым к влаге и механическим повреждениям. Ламинирование обеспечивает хороший внешний вид, высокие потребительские качества и повышает физико-механические свойства. Ламинированная ДСтП не требует дальнейшей отделки и широко применяется для производства мебели.
Экструзионная ДСтП.
Древесные частицы в таких плитах расположены преимущественно перпендикулярно плоскости плиты, в результате чего эти плиты обладают низкой прочностью при изгибе перпендикулярно пласти. В России производство экструзионных плит практически отсутствует. ДСтП экструзионного способа прессования делятся на трубчатые, полосовые, звукоизоляционные и противопожарные. Плиты существенно различаются по плотности, размеру, весу и стоимости. В частности трубчатые экструзионные плиты используются при производстве межкомнатных дверей, так как имеют высокую звукоизоляцию.
Также изготавливают древесно-слоистый пластик (ДСП) — материал, представляющий собой древесно-полимерный композит, изготавливаемый из листов лущеного шпона (берёзы и других пород, толщиной 0,35-0,65 мм, влажностью 6-10 %), склеенных синтетическими смолами резольного типа под давлением и температурой. Его получают последовательно пропиткой шпона толщиной 0,3-0,8 мм лиственных пород древесины (обычно березы) фенолоформальдегидной смолой или крезолоформальдегидной смолой в открытых ваннах или автоклавах (0,4—0,8 МПа), сушкой при ступенчатом нагревании до 90 °С, сборкой полученных препрегов в пакеты и прессованием их на этажных прессах (до 20 МПа, 150 °С) и обрезкой в размер. Антифрикционные свойства, стойкость к воздействию агрессивных сред, абразивов; стабильность при сверхнизких температурах (-270 С°), механическая прочность, водостойкость, диэлектрические свойства позволяют применять ДСП в различных областях техники, таких как:
· Узлы трения.
· Зубчатые колеса.
· Закрытые и открытые металло-полимерные зубчатые передачи.
· Вкладыши подшипников скольжения.
· Для изготовления пуленепробиваемых дверей, банковского оборудования.
· Криогенная и космическая техника.
· В судостроительной промышленности:
ü для изготовления дейдвудных подшипников гребных валов.
· Для изготовления затворов гидротехнических сооружений.
· В авиационной технике:
ü лопасти;
ü винты вертолётов.
· В транспортном машиностроении:
ü настил полов в автобусах, троллейбусах, трамваях;
ü направляющие эскалаторов метрополитена.
· В строительстве.
· В электротехнической промышленности для изготовления изоляторов, деталей трансформаторов высокого напряжения, выпрямителей (заменяет стеклопластик,текстолит и гетинакс).
· Для изготовления деталей машин текстильной промышленности.
· Как самосмазывающий антифрикционный материал, материал в качестве ползунов лесопильных рам и других аналогичных деталей.
· В металлургическом оборудовании.
· В горнодобывающем оборудовании.
Технология производства ДСП.
В настоящее время древесностружечные плиты — самый популярный материал. Главные достоинства ДСП — низкая стоимость и простота обработки. ДСП делают из прессованной крупной древесной стружки с добавлением в качестве связующего вещества термореактивной синтетической смолы.
Полноценным сырьем для ДСП является любая малоценная древесина, как хвойных, так и лиственных пород. Использование круглой древесины сокращается за счет использования таких материалов, как щепа, опилки и вторичная древесина. Часто в производство ДСП идут все виды сырья одновременно, или в смешанных видах. Наличие гидрофобизирующих, антисептических и других добавок обуславливает прочность и долговечность материала.
Рис 1. Производство ДСП, технологический процесс.

Переработка сырья.
- получение или выгрузка стружки, измельчение крупного сырья.
- сортировка стружки по фракциям.
- очистка стружки от примесей.
Для подготовки сырья используют промышленные измельчители или дробилки, например, как эта молотковая дробилка ДМР-600-10-55.
Рис 2. дробилка ДМР-600-10-55
Рис 3. Стружка на выходе
Для сортировки используют различные вибросита.
Рис 4. Вибросита
Изготовленная сырая стружка хранится в бункерах, куда подается системой пневмотранспорта или механическими транспортерами. Из бункеров сырая стружка подается в сушилки.
Сушка.
Для сушки стружки используют сушильные комплексы.
Рис 5. Сушильные комплексы
Сушить стружку необходимо до влажности 4—6%, а для внутреннего слоя — до 2—4%. Поэтому стружку разных слоев сушат в отдельных сушилках. В производстве ДСП используются, как правило, конвективные сушилки барабанного типа. В топке сушилки сжигается газ или мазут, температура в ней 900 -1000° С. на входе в барабан. Температура сушильного агента достигает 450—550° С, на выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и длину 10 м, устанавливается он с наклоном в 2 — 3° в сторону входа сырой стружки.
Осмоление.
Получение осмолённой стружки, происходит в смесителях непрерывного действия, в которых связующее распыляется через ряд форсунок, каждая связана с дозировочным насосом. Осмолённая стружка с помощью шнекового вала продвигается в другую зону, где перемешивается лопастями. Пример: Смеситель ДСМ-7.
Рис 6. Смеситель ДСМ-7
Этот самый сложный и ответственный, поскольку технология производства требует покрытия связующим каждой стружки. Неосмоленные стружки не склеиваются, а излишняя смола на стружке приводит к перерасходу связующего и плохому качеству плит. Связующее в смеситель подается в виде растворов. Их концентрация в потоке наружного слоя 53— 55%, внутреннего слоя несколько больше (60—61%).
Формирование ковра.
Формирование ковра осуществляется при помощи формующих машин. Машины укладывают осмоленную стружку в форму. При этом формирование может быть одно- двух- и трехслойным. Трехслойное формирование ковра характерно для предприятий, использующих старое оборудование. При использовании такого оборудования внутренний слой делается из крупной стружки, а наружные — из очень мелкой. Трехслойное ДСП на срезе имеет ярко выраженные наружные слои. В современном оборудовании используется однослойная укладка, когда размер стружки меняется постепенно – от самой крупной в середине до самой мелкой по краям. При этом выделить на срезе какие-то слои не представляется возможным. Постепенность перехода обеспечивается устройством, разделяющим стружку при помощи воздушного потока. Формирование ковра осуществляется в таких машинах за один проход.
Рис 7. подпрессовщик ДСП постоянного типа действия.
Стружечный ковер — это непрерывная лента определенной ширины и толщины. Он разделяется на пакеты, из которых и образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым образом влияет на качество плит (равноплотность, равнотолщинность).
Рис 8. Стружечный ковер.
Прессование.
Прессование и склеивание древесно-стружечных плит осуществляется в термопрессах, которое производится при 180°С и удельном давлении 2,5—3,5 МПа. Продолжительность прессования 0,3—0,35 мин на 1 мм толщины плиты.
Различают два типа прессования — плоское и экструзионное.
При плоском прессовании усилие пресса направлено перпендикулярно пласти плиты. В этом случае стружка располагается параллельно пласти, что несколько повышает механическую прочность ДСП (хотя существуют и противоположные мнения).
При экструзионном прессовании давления пресса направлено на кромку плиты, а стружка располагается перпендикулярно направлению пласти. Механическая прочность плиты на изгиб в этом случае ниже. Большая часть вертикальных прессов экструзионного прессования относится к категории устаревших, хотя существуют и современные вертикальные прессы для производства экструзионного ДСП с внутренними каналами. Такая ДСП ламинируется и используется для производства мебели и некоторых столярных изделий (межкомнатные двери и т.п.)
Используются одноэтажные или многоэтажные линии прессования.
• Одноэтажные линии прессования малой и средней мощности для ДСП, с электронным контролем толщины и встроенной системой общего контроля.
• Многоэтажные линии для ДСП, средней и большой мощности, с механическим или электронным контролем толщины и встроенной системой общего контроля.
Современные многоэтажные прессы имеют размеры горячих плит, достигающие 6×3 м, до 22 рабочих промежутков (одновременно прессуются 22 древесностружечные плиты). Высота пресса достигает 8 м.
Рис 9. Многоэтажная линия прессования ДСП.
cyberpedia.su