Технология производства ДСП (древесностружечных плит)
Древесностружечные плиты за последние 10—15 лет стали, очевидно, одним из самых известных и распространенных древесных материалов. Они являются основным конструкционным материалом в производстве мебели, а в последнее время получают все большее признание и в строительстве, в частности в производстве малоэтажных домов.
Сырье для древесностружечных плит — различного вида отходы лесопиления, лесозаготовок, деревообработки (горбыли, рейки, откомлевки, сучья, срезки, стружка, опилки), а также низкокачественные круглые лесоматериалы. Становится понятным значимость этого производства: из отходов и низкокачественной древесины получается материал, из которого изготовляют высококачественные, долговечные изделия.
Все кусковые отходы измельчаются в щепу на рубительных машинах. Из щепы, а также из стружки, отходов и опилок на специальных роторных станках приготовляется стружка. Из круглых лесоматериалов стружка изготовляется или непосредственно из бревна на станках с ножевым валом, или по схеме щепа — стружка, когда сначала изготовляется щепа, а затем из щепы стружка.
Стружка должна иметь определенные, наперед заданные размеры (толщина 0,2—0,5 мм, ширина 1 — 10 мм, длина 5—40 мм). В наружные слои плиты направляется стружка наименьших размеров. Кроме соблюдения размеров необходимо также следить, чтобы стружка была плоской, равномерной толщины, с ровной поверхностью. Стружка для наружных слоев после стружечных станков проходит дополнительное измельчение на дробилках (здесь уменьшается ширина) или в мельницах, где изменяется толщина. Последняя операция имеет особое значение для плит, которые отделываются методом ламинирования, так как в этом случае предъявляются высокие требования к качеству их поверхности.
Изготовленная сырая стружка хранится в бункерах, куда подается системой пневмотранспорта или механическими транспортерами. Из бункеров сырая стружка подается в сушилки. Сушить стружку необходимо до влажности 4—6%, а для внутреннего слоя — до 2—4%. Поэтому стружку разных слоев сушат в отдельных сушилках. В производстве древесностружечных плит используются, как правило, конвективные сушилки, в большинстве случаев барабанного типа. В топке сушилки сжигается газ или мазут, температура в ней 900— 1000° С. На входе в барабан Температура сушильного агента достигает 450—550° С, на выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и длину 10 м, устанавливается он с наклоном в 2—3° в сторону входа сырой стружки.
Поэтому стружку разных слоев сушат в отдельных сушилках. В производстве древесностружечных плит используются, как правило, конвективные сушилки, в большинстве случаев барабанного типа. В топке сушилки сжигается газ или мазут, температура в ней 900— 1000° С. На входе в барабан Температура сушильного агента достигает 450—550° С, на выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и длину 10 м, устанавливается он с наклоном в 2—3° в сторону входа сырой стружки.
После сушки стружка сортируется или на механических (ситовых) агрегатах, или пневматически. На этих машинах происходит разделение стружки на фракции для наружных и внутренних слоев. На этом заканчивается изготовление стружки. Автор должен заметить, что эта часть технологического процесса во многом предопределяет успешное выполнение последующих операций, производительность процесса и особенно качество плит. Поэтому приготовлению стружки (работе оборудования на этом участке, квалификации операторов) уделяется большое внимание.
Стружка смешивается со связующим в специальных агрегатах, Называемых смесителями. Операция эта сложная, поскольку технология производства требует покрытия связующим каждой стружки. Неосмоленные стружки не склеиваются, а излишняя смола на стружке приводит к перерасходу связующего и плохому качеству плит. Связующее в смеситель подается в виде растворов. Их концентрация в потоке наружного слоя 53— 55%, внутреннего слоя несколько больше (60—61%). В настоящее время наиболее распространены смесители, в которых распыленное связующее (размеры частиц 30—100 мкм) факелом направляется на поток взвешенных в воздухе стружек. Эти два потока перемешиваются, связующее осаждается на поверхности стружек. Смесители, как правило, нуждаются в тонком регулировании, при котором соблюдаются строгие количественные соотношения между стружкой, смолой и отвердителем. После осмоления стружка ленточными или скребковыми транспортерами направляется в формирующие машины.
Формирующие машины принимают осмоленную стружку и высыпают ее ровным слоем (ковром) на проходящие под ними поддоны или ленточные транспортеры. Стружечный ковер — это непрерывная лента определенной ширины и толщины. Он разделяется на пакеты, из которых и образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым образом влияет на качество плит (равноплотность, равнотолщинность). Кроме того, формирующие машины должны насыпать во внешние слои мелкие стружки.
Стружечный ковер — это непрерывная лента определенной ширины и толщины. Он разделяется на пакеты, из которых и образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым образом влияет на качество плит (равноплотность, равнотолщинность). Кроме того, формирующие машины должны насыпать во внешние слои мелкие стружки.
Конвейер перемещает пакеты, которые после прохождения пресса для подпрессовки становятся плотными, обладающими транспортной прочностью брикетами. В настоящее время в промышленности древесностружечных плит известно два принципиально различных типа главных конвейеров. Они различаются тем, что в одном случае пакеты (а затем брикеты) перемещаются на металлических поддонах, в другом типе главного конвейера — на ленточных транспортерах, когда прессование бесподдонное. Каждая схема главного конвейера имеет преимущества и недостатки. Поддонный способ более простой и надежный, но плиты получаются с большей разнотолщинностью, расход тепловой энергии больше. Бесподдонный способ обеспечивает некоторую экономию энергии, повышенное качество плит. Конструкции главных конвейеров достаточно подробно описаны в специальной литературе, и при необходимости читатель может с -ее помощью более детально изучить эту основную технологическую линию заводов древесностружечных плит.
Бесподдонный способ обеспечивает некоторую экономию энергии, повышенное качество плит. Конструкции главных конвейеров достаточно подробно описаны в специальной литературе, и при необходимости читатель может с -ее помощью более детально изучить эту основную технологическую линию заводов древесностружечных плит.
Автор уже упоминал, что в состав главного конвейера входит пресс для подпрессовки. Подпрессовка необходима для уменьшения толщины пакета и повышения его транспортабельности. Толщина пакета уменьшается в 2,5—4 раза (больше при бесподдонном прессовании). Давление при этом составляет 1—1,5 МПа при прессовании на поддонах и 3—4 МПа при бесподдонном прессовании. Подпрессовка производится обычно в одноэтажных прессах, иногда это бывает подвижный пресс, чаще — стационарный.
После подпрессовки брикеты на поддонах поступают в многоэтажный гидравлический пресс для горячего прессования. При бесподдонном прессовании брикеты выкладываются лентой непосредственно на горячие плиты пресса; При прессовании на брикет воздействуют тепло и давление.
Прессование производится при 180°С и удельном давлении 2,5—3,5 МПа. Продолжительность прессования 0,3—0,35 мин на 1 мм толщины плиты. Современные прессы имеют размеры горячих плит, достигающие 6×3 м, до 22 рабочих промежутков (одновременно прессуются 22 древесностружечные плиты). Высота пресса достигает 8 м.
Сокращение цикла прессования (увеличение производительности пресса) достигается за счет повышения температуры прессования, применения смол с меньшей продолжительностью отверждения, увеличения количества рабочих промежутков. Эти мероприятия реализованы на большинстве заводов, что позволило поднять производительность прессов с 35 до 80—85 тыс. м3 плит в год.
Эти мероприятия реализованы на большинстве заводов, что позволило поднять производительность прессов с 35 до 80—85 тыс. м3 плит в год.
Автор считает необходимым информировать читателя о том, что имеются и одноэтажные прессы. У них длина горячих плит достигает 20 м, а общая длина главного конвейера —60—70 м. При его обслуживании оператор для перемещения вынужден использовать велосипед.
Готовые плиты пресса выгружаются на приемную (разгрузочную) этажерку, а с нее на линию, где они обрезаются с четырех сторон (линию форматной обрезки). В состав этой линии часто входит агрегат для охлаждения плит. Затем они укладываются в стопы, где выдерживаются не менее 5 суток. Далее плиты шлифуются на оборудований и инструментом, которые были описаны выше. В соответствии с требованиями стандарта плиты сортируются, а затем или раскраиваются на заготовки для мебельных щитов, или отправляются потребителям полноформатными.
В заключение укажем, что на 1 м3 древесностружечных плит расходуется 1,75—1,85 м3 древесины, 70— 80 кг смолы (в пересчете на сухое вещество), 1,4— 1,5 т пара, 160—170 кВт-ч электроэнергии.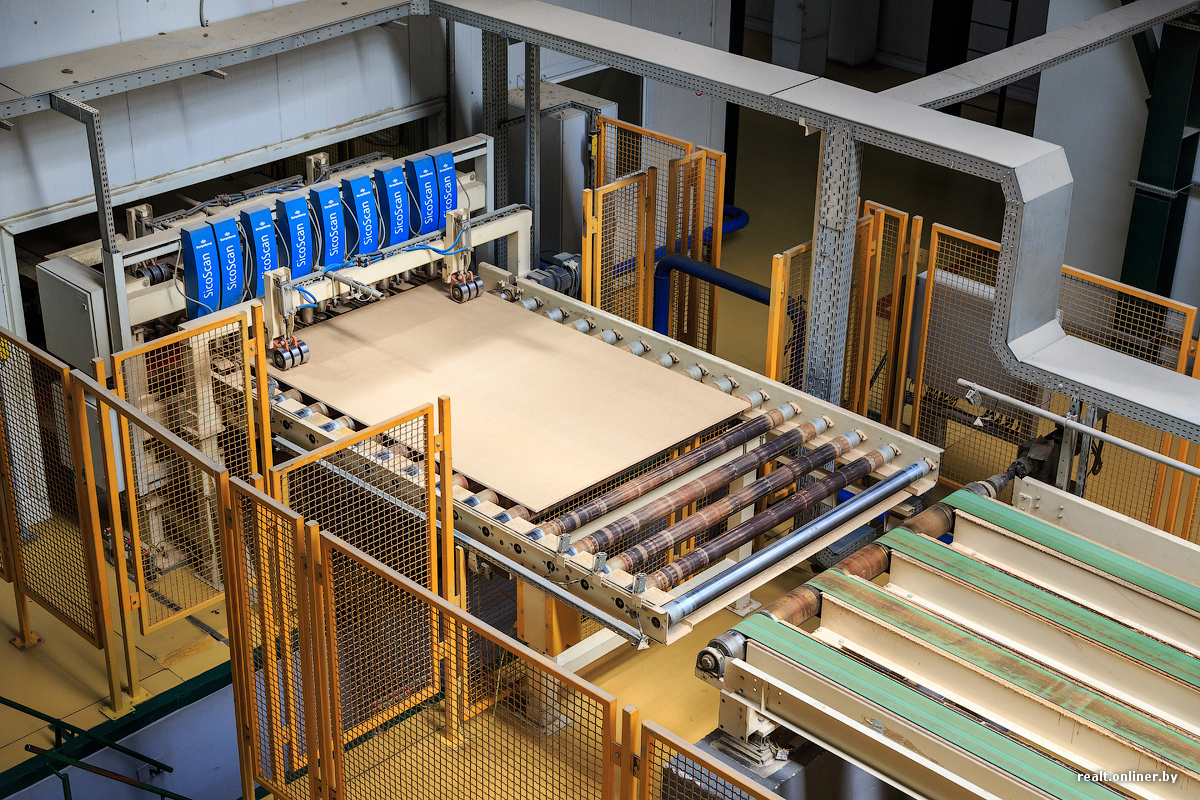 Затраты труда составляют 2,5—4 чел.-ч на 1 м3.
Затраты труда составляют 2,5—4 чел.-ч на 1 м3.
Необходимо отметить, что производство древесностружечных плит непрерывно совершенствуется: появляются новые виды плит, принципиально новые машины, более эффективные связующие. Представляют, в частности, интерес плиты из стружки, размеры которых по длине и ширине составляют десятки миллиметров; стружка располагается в плоскости плиты. Это обеспечивает высокую прочность плит на статический изгиб,
В последние годы стали использовать нетоксичные быстроотверждающиеся смолы, что увеличивает производительность прессов, а значит, и заводов, ликвидирует загазованность в цехах, позволяет использовать плиты внутри жилых помещений. Объем производства древесностружечных плит непрерывно растет, эта тенденция сохранится и в будущем.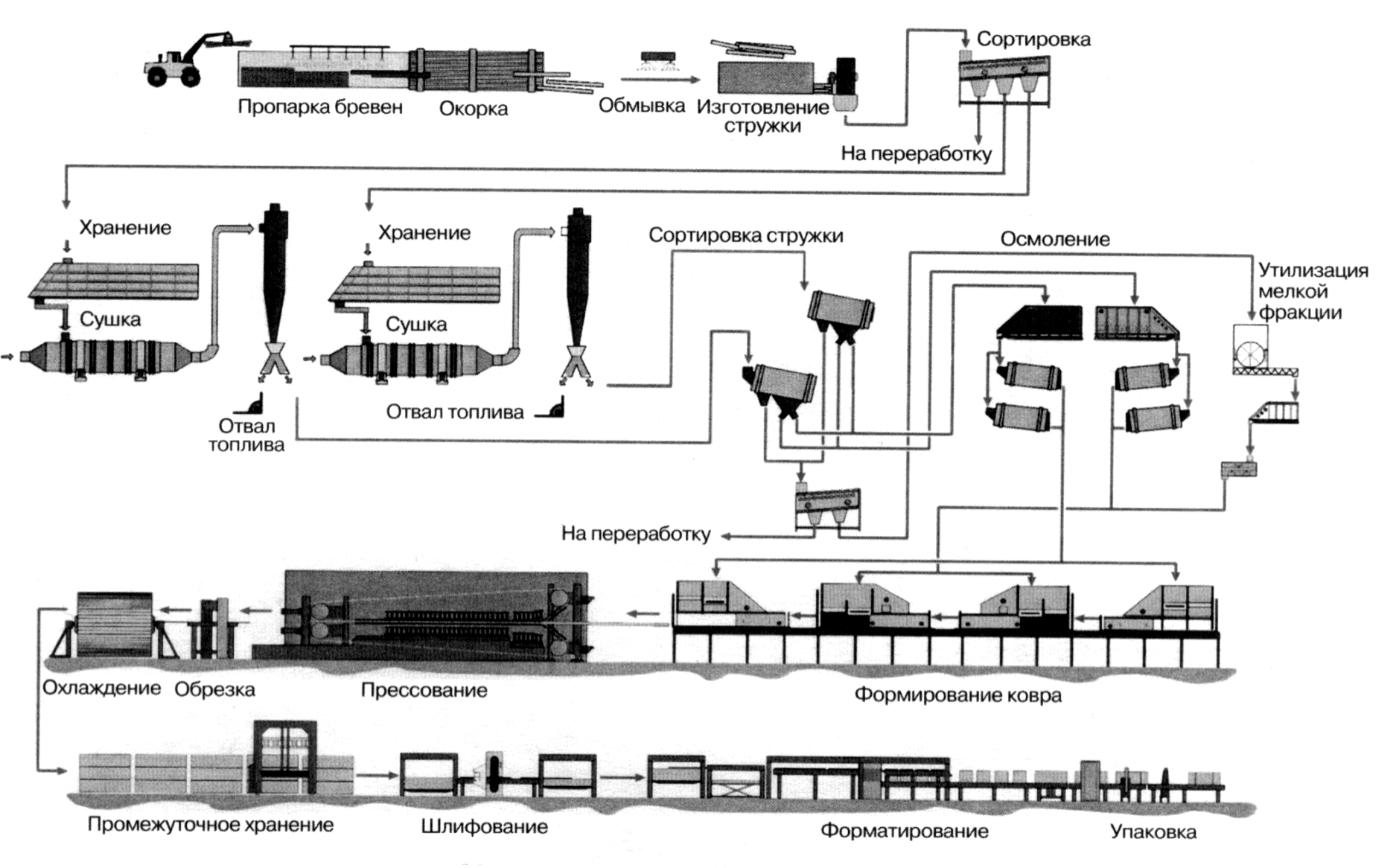 Для отрасли, оснащенной современным оборудованием, нужны высококвалифицированные рабочие, инженеры и техники, хорошо знающие технологию и механической и химической переработки древесины, электронику, гидравлику, теплотехнику.
Для отрасли, оснащенной современным оборудованием, нужны высококвалифицированные рабочие, инженеры и техники, хорошо знающие технологию и механической и химической переработки древесины, электронику, гидравлику, теплотехнику.
Производство ДСП: технология и оборудование
Производство ДСП – это выгодное дело. Материал пользуется значительной популярностью у современных мастеров. Это не только удобный и экологичный, но и простой в обработке материал. Он представляет собой листовой композитный элемент, в основе изготовления которого лежит методика опрессовывания горячих отходов деревообрабатывающего производства. Во многих случаях предполагается введение в состав массы дополнительных добавок.
Сфера применения ДСП
Сегодня древесно-стружечные плиты нашли весьма широкое применение на практике. Преимущественно их используют в рамках мебельного производства и при изготовлении дверей. Еще плиты актуальны для строительной отрасли, при выполнении отделочных работ, в сфере автомобилестроения и многих других современных производствах.
Отлаженное производство ДСП способно принести значительную прибыль. На начальном этапе его организации требуется найти доступное сырье по приемлемой цене. Сложностей с реализацией готовой продукции не возникнет.
Способы производства
Процесс производства ДСП сводится к обработке посредством горячего прессования деревообрабатывающих отходов, предварительно подготовленных. В составе рабочей массы, помимо стружечной смести, присутствует и термореактивная смола с клеящими свойствами.
Исходным сырьем для будущих плит бывают щепки и опилки, а также прочие отходы бумажного и деревообрабатывающего производства. Достаточно смешать их со специальной смолой и уложить в форму. Там в условиях горячего пресса и температурного воздействия, смола проявит свои клеящие свойства.
Завершающим этапом технологического процесса является охлаждение готовых древесно-стружечных плит и их отделение от форм. Далее, их отправляют на шлифовку.
Схема производства ДСП
Необходимое оборудование
В производстве ДСП требуются определенные машины и агрегаты. Технологический процесс не обходится без следующего оборудования:
Технологический процесс не обходится без следующего оборудования:
Оборудование для производства ДСП
- смесители;
- формовочные агрегаты;
- горячий пресс;
- охладители;
- устройства для выравнивания боковин;
- шлифовальные машины.
Изначально в смесителях соединяются все компоненты для рабочей массы с учетом рекомендованных объемов. Дальнейшая напрессовка бумаги осуществляется уже агрегатами для формовки исходной смеси, в горячих прессах.
Указанный перечень является минимально необходимым для изготовления ДСП. Он касается производств, когда в работу поступает предварительно подготовленное сырье.
Когда процесс производства ДСП осуществляется с применением обычного сырья, возникнет необходимость в установке еще некоторых агрегатов. Обычно это строгальные и рубильные машины, мельницы или оборудование для раскройки.
Нередко руководители производства предпочитают дополнительно укомплектовать его дополнительными машинами, что позволяет значительно увеличить его эффективность и технологичность. В таких случаях устанавливаются агрегаты для вентиляции, транспортеры различного типа, вибросита, сушильные камеры, штабелеры и многое другое.
В таких случаях устанавливаются агрегаты для вентиляции, транспортеры различного типа, вибросита, сушильные камеры, штабелеры и многое другое.
Стоимость готовой производственной линии
Итоговая стоимость комплекта оборудования для изготовления ДСП зависит от его производительности и некоторых других факторов. При небольшом выходе в пределах сотни готовых листов в день, придется вложить до 200 тыс. евро. Чем выше производительность – тем дороже обойдется комплект.
Еще один определяющий фактор цены на такое оборудование – это его изготовитель. Большинство отдают предпочтение продукции проверенных европейских брендов, но она всегда будет стоить на порядок дороже, нежели китайские аналоги.
Большинство отдают предпочтение продукции проверенных европейских брендов, но она всегда будет стоить на порядок дороже, нежели китайские аналоги.
Линия по производству ДСП
При составлении бизнес-плана по производству ДСП в больших объемах, измеряющихся тысячами кубических метров готовых изделий, необходимо предусмотреть расходы на:
- производственное оборудование соответствующей мощности и производительности;
- вспомогательные машины и агрегаты;
- установку приобретенного оборудования и его наладку;
- подготовку помещения с достаточной площадью, соответствующее действующим требованиям и санитарным производственным нормам для изготовления ДСП.
Процесс изготовления ДСП
Получают древесно-стружечные плиты с применением горячего пресса. В первоначальное сырье добавляется смола, обладающая специальными клеящими свойствами и некоторые другие добавки. Подготовленная масса разливается по формам, где в дальнейшем протекает процесс склеивания под воздействием внешних условий.
Основные этапы в процессе изготовления ДСП:
- подготовительный этап;
- формовка;
- прессование;
- обработка в соответствии с требуемыми размерами;
- шлифовка.
На начальном этапе в специализированных машинах смешиваются исходные составляющие рабочей смеси – деревообрабатывающие отходы и смола наряду с отвердителями и иными необходимыми компонентами. Важно строго соблюдать рекомендованные пропорции составляющих, чтобы готовый материал получил желаемые свойства.
Готовая масса подвергается формовке и опрессовке. Манипуляции осуществляются при воздействии высокой температуры.
Завершается технологический процесс удалением излишков с готовых листов посредством их обрезки с последующей шлифовкой на специальном оборудовании.
От правильности исполнения каждого из основных этапов процесса производства древесно-стружечных плит будет зависеть их конечное качество.
Ламинированное ДСП
Схема ламинирования ДСП
ЛДСП, более известный в качестве ламинированного ДСП, представляет собой стандартные древесно-стружечные плиты.
Единственное их отличие от традиционных листов состоит в том, что каждый лист имеет дополнительное покрытие. Этот ламинат несет преимущественно декоративную нагрузку.
В качестве ламината применяется специализированная пленка.
Преимущественно материал ЛДСП актуален для мебельных производств. А также его используют и в других отраслях современной промышленности.
Наряду с внешней красотой, указанный материал характеризуется некоторыми минусами. Не получится разделить готовую плиту на меньшие части в домашних условиях без применения специализированного оборудования. Ламинирующий слой легко откалывается, что делает края изделия неаккуратными.
Ламинированное ДСП
Сам процесс ламинирования – это специальная отделка готовых изделий. Операция предполагает дополнительный технологический этап в рамках производственного процесса – напрессовку специального покрытия. Эта пленка закрепляется по холодной либо по горячей методике. В первом случае нагрева поверхностей не предполагается. При обращении к горячей методике ламинирующий слой закрепляется посредством клеящих свойств смолы в исходной массе.
При обращении к горячей методике ламинирующий слой закрепляется посредством клеящих свойств смолы в исходной массе.
Эта поверхность не предполагает дальнейших отделочных манипуляций.
Изготовление древесно-стружечных плит – это нужный, прибыльный и перспективный процесс при верной его первоначальной организации. Данный продукт всегда востребован на рынке строительных материалов.
Видео: Производство ДСП
Технология производства ДСП — mebeldok.com
Ни для кого не секрет, что древесно-стружечная плита производится из мелких отходов древесины путем их склеивания и прессования. Можно также сказать, что технология производства ДСП у разных производителей в принципе одинакова. Тогда встает вполне закономерный вопрос: почему стоимость этого материала порой существенно отличается? Попробуем разобраться в этом.
Можно также сказать, что технология производства ДСП у разных производителей в принципе одинакова. Тогда встает вполне закономерный вопрос: почему стоимость этого материала порой существенно отличается? Попробуем разобраться в этом.
Этапы технологического процесса производства ДСП
- 1. Подготовка сырья. Как известно, основным сырьем при изготовлении древесно-стружечных плит выступают отходы деревообрабатывающего производства, в том числе опилки, стружки и щепа. На данном этапе выполняется смешивание различных сортов древесины для улучшения качественных характеристик готового изделия.
- 2. Дробление и измельчение древесных частиц. Для того чтобы получить ДСП нужной плотности, необходимо добиться максимальной однородности сырья. Поэтому опилки, щепу и стружки дополнительно дробят и измельчают до нужной кондиции.
- 3. Высушивание сырья. Данный этап позволяет избавиться от излишней влажности древесных частиц, что способствует более качественному смешиванию их с клеем.

- 4. Смешивание с клеем. Готовое сырье тщательно смешивают с клеящим составом и получают готовую массу для формирования плит.
- 5. Формирование плит ДСП. Клейкую массу заливают в движущуюся ленту заданной ширины. Затем при строгом соблюдении высокого температурного режима эта масса прессуется до нужной толщины.
- 6. Нарезка ДСП. Готовое древесно-стружечное полотно разрезается на листы заданной длины, которые затем дополнительно просушиваются.

Заключительным этапом является обработка поверхности плиты: ламинирование ДСП, либо нанесение тонкого слоя шпона и получение шпонированной ДСП.
В чем отличие дорогих и дешевых ДСП
Стоимость любого строительного материала всегда зависит от множества разнообразных факторов. Если не принимать во внимание надбавку за громкое имя торговой марки, то больше всего на цену влияет именно технология производства ДСП и качество исходных материалов. Каждая порода дерева имеет свою ценность, в том числе различаются стоимостью и древесные отходы, из которых делают ДСП. Большое значение имеет качество используемого клея, поскольку от него зависит уровень эмиссии готовых плит. ДСП с низким содержанием и выделением в атмосферу свободного формальдегида будет стоить на порядок дороже.
Каждая порода дерева имеет свою ценность, в том числе различаются стоимостью и древесные отходы, из которых делают ДСП. Большое значение имеет качество используемого клея, поскольку от него зависит уровень эмиссии готовых плит. ДСП с низким содержанием и выделением в атмосферу свободного формальдегида будет стоить на порядок дороже.
Таким образом, при выборе древесно-стружечной плиты надо разобраться, какой компанией и из каких материалов она изготовлена, какова ее плотность, каким уровнем эмиссии она обладает. Это позволит вам сделать правильный выбор.
Технология производства / Завод ДСП — «Речицадрев»
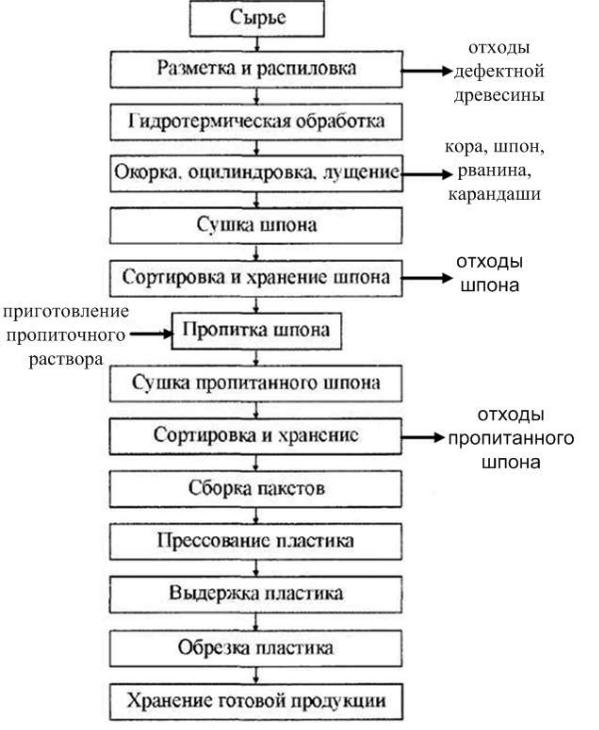
Древесностружечная плита –это плита, полученная путем горячего непрерывного плоского прессования древесных частиц со связующими. Технологический процесс производства древесностружечной плиты состоит из таких этапов, как производство щепы и стружки, сушка стружки, её сортировка и доизмельчение, смешивание со связующими, формирование древесностружечного ковра, прессование и распиловкат плиты по формату, шлифование и сортировка плиты. Кратко охарактеризовать процесс производства древесностружечной плиты можно так:
Кратко охарактеризовать процесс производства древесностружечной плиты можно так:
Технологическое сырье поступает на склад открытого хранения ж/д или автотранспортом. Далее с помощью башенного крана или челюстного погрузчика укладывается на растаскивающие столы, откуда транспортируются к рубительной машине. В ходе измельчения технологического сырья получается технологическая щепа с размерами
по ширине и длине от 30 до 60 мм. Кондиционная щепа поступает на центробежные стружечные станка, где из нее получается стружка. Эта схема называется сырье-щепа- стружка. Технология производства ДСП
(древесно-стружечной плиты) задает точные размеры, которые обязательны для любой стружки – ее толщина составляет 0,5-0,7 мм, длина – от 5 до 30 мм.
Затем сырая стружка, при помощи скребкового транспортера типа «Redler», транспортируется в бункер хранения, который создает необходимый запас стружки для дальнейшей ее транспортировки в барабанную сушилку. Из бункера хранения сырой стружки, при помощи механических транспортеров, стружка поступает в однотяговую
барабанную сушилку. Транспортировка стружки через сушильный барабан осуществляется вентилятором, протягивающим горячий воздух из топочной камеры сквозь сушилку. Отопление сушилки
осуществляется посредством комбинированной пылегазовой горелки. В зависимости от желаемой влажности стружки регулируется температура на входе и выходе сушильного барабана. Она зависит от влажности
мокрой стружки и расхода материала через сушилку и находится в пределах 200 – 400°C на входе и 120-130 °C на выходе из сушилки. Стружка высушивается до степени 1-2% влажности. Все количество стружки транспортируется к 4-м высокопроизводительным циклонам. После циклонов стружку собирает транспортёр типа «Redler» и направляет на участок сортировки. Там стружка сортируется на фракции и проходит дополнительное измельчение. На участке сортировки стружки пневматические и механические агрегаты сортируют стружку для наружных и внутренних слоев. Далее стружка смешивается со связующими веществами, которые представляют собой синтетические смолы с различными добавками (отвердитель, парафиновая эмульсия, карбамид).
Транспортировка стружки через сушильный барабан осуществляется вентилятором, протягивающим горячий воздух из топочной камеры сквозь сушилку. Отопление сушилки
осуществляется посредством комбинированной пылегазовой горелки. В зависимости от желаемой влажности стружки регулируется температура на входе и выходе сушильного барабана. Она зависит от влажности
мокрой стружки и расхода материала через сушилку и находится в пределах 200 – 400°C на входе и 120-130 °C на выходе из сушилки. Стружка высушивается до степени 1-2% влажности. Все количество стружки транспортируется к 4-м высокопроизводительным циклонам. После циклонов стружку собирает транспортёр типа «Redler» и направляет на участок сортировки. Там стружка сортируется на фракции и проходит дополнительное измельчение. На участке сортировки стружки пневматические и механические агрегаты сортируют стружку для наружных и внутренних слоев. Далее стружка смешивается со связующими веществами, которые представляют собой синтетические смолы с различными добавками (отвердитель, парафиновая эмульсия, карбамид).
Затем осмоленная стружка отправляется в формовочные машины. В формирующих машинах насыпается ковер из осмоленной древесной массы. Для наружного слоя стружка настилается воздушным потоком, а средний слой настилается механически при помощи разбрасывающих валков.
Сформированный ковер проходит через весы (определение веса единицы площади), подпрессовщик (придание транспортной прочности ковру), металлодетектор (определяет наличие металлических включений в ковре) и направляется к горячему прессу непрерывного прессования ContiRoll.
В гидравлическом прессе за счет высокой температуры (200-250°C) и
давления (до 400 Н/см 2 ) формируется древесностружечная плита
заданной толщины с припуском на шлифование.
После пресса бесконечная стружечная плита обрезается по продольным
кромкам, а затем режется на необходимую длину. Затем плиты
охлаждаются до температуры приблизительно 60 -70 °C. Далее по
роликовым конвейерам плиты транспортируются в установку для
формирования штабеля. Штабеля хранятся на автоматизированном
складе, откуда транспортируются к шлифовальной линии, где они
калибруются и шлифуются на окончательный размер. После процесса
шлифования плита упаковывается в пакеты и увозится на склад
готовой продукции и уже оттуда идет на реализацию.
Штабеля хранятся на автоматизированном
складе, откуда транспортируются к шлифовальной линии, где они
калибруются и шлифуются на окончательный размер. После процесса
шлифования плита упаковывается в пакеты и увозится на склад
готовой продукции и уже оттуда идет на реализацию.
Диапазон размеров которые позволяет производить данное оборудование составляет:
Толщина: 6-40 мм
Длина: 2440-3660 мм
Плотность: 620 -750 кг/м3
Производство ДСП оказывается весьма прибыльным при наличии дешевого исходного сырья
На сегодняшний день производство ДСП является весьма выгодным направлением деятельности, поскольку этот практичный, экономичный и легкий в обработке материал широко востребован среди широкого круга потребителей. Особым спросом ДСП пользуется у предприятий, занимающихся мебельным производством или строительством – из него изготавливают мебель, стеновые панели, полы, перегородки, а также используют для обшивки стен, крыш или декорирования интерьеров. Древесно-стружечные плиты успешно заменяют массив дерева, и практически ничем не уступая ему по внешнему виду, имеют более низкую стоимость.
Древесно-стружечные плиты успешно заменяют массив дерева, и практически ничем не уступая ему по внешнему виду, имеют более низкую стоимость.
Исходным сырьем для производства этого материала выступают отходы деревообработки и лесопиления, которые на специальных станках измельчают до состояния стружки, а затем склеивают термопрессом, добавляя связующее вещество. Обычно хорошие бревна в процессе производства ДСП почти не используются, что никак не влияет качество готового материала. Даже используя древесину малоценных пород, щепы, опилки, сучья, горбыли, мелкие ветки, на выходе получают плиты с отличными эксплуатационными характеристиками, а прочность и долговечность материала удается повысить с помощью антисептических и других добавок.
Технологии и оборудование для производства ДСП
Процесс производства ДСП плит включает в себя несколько этапов. Если используется круглая низкокачественная древесина, то на подготовительном этапе её очищают от коры, распиливают на части и помещают в бассейн с водой, где осуществляется гидротермическая обработка деревянного материала. После этого чурки отправляются на станки с ножевым валом, которые превращают их в стружку, нарезая параллельно древесным волокнам. Другой способ получения стружки – из щепы.
После этого чурки отправляются на станки с ножевым валом, которые превращают их в стружку, нарезая параллельно древесным волокнам. Другой способ получения стружки – из щепы.
Подготовительный цех оснащается рубильными машинами и стружечными станками, которые и позволяют получать технологическую щепу, необходимую для дальнейшего производства ДВП и ДСП. Необходимо помнить о том, что качество склеивания ДСП напрямую зависит от формы и размера стружки, которые задаются заранее. Дело в том, что древесно-стружечная плита обычно состоит из трех слоев: для среднего слоя используется более крупная фракция, для наружных – мелкая стружка. Также стружка должна иметь одинаковую толщину, ровную поверхность, быть тонкой и плоской – при воздействии давления и высокой температуры эти факторы оказываются очень важны.
Мягкая стружка, имеющая небольшую толщину, более эластичная и лучше прессуется. Кроме того, сечение стружки не должно быть квадратным, в противном случае физико-механические характеристики древесно-стружечной плиты резко снижаются. Кстати, для большинства линий по производству ДСП, собранных еще в советское время, проблема «квадратной стружки» стоит очень остро. Современное оборудование для производства ДСП позволяет изготавливать однослойные плиты, с более равномерным распределением стружки – от более крупной в середине, до мелкой – по краям.
Кстати, для большинства линий по производству ДСП, собранных еще в советское время, проблема «квадратной стружки» стоит очень остро. Современное оборудование для производства ДСП позволяет изготавливать однослойные плиты, с более равномерным распределением стружки – от более крупной в середине, до мелкой – по краям.
После стружечного станка материал попадает на дробилку, где уменьшается его ширина, или на молотковую мельницу, благодаря чему стружка становится более тонкой и гладкой. Особенно важна последняя операция для производства ламинированного ДСП, качество которого несколько выше, чем обычного. Поскольку крупную и мелкую щепу необходимо обрабатывать с разной скоростью, измельчение разных фракций происходит раздельно. Далее измельченная до нужного размера стружка собирается в бункеры.
Для хранения сырой стружки используют специальные бункеры, из которых механическими или пневмотранспортерами она подается на сушилки. Сушат материал до тех пор, пока его влажность не достигнет 4-6% для внешних слоев и 2-4% для внутреннего. Сушилки представляют собой конвективные агрегаты, как правило, барабанного типа, работающие на газе или мазуте. Температура в топке может доходить до 900 — 1000°, на выходе же она значительно ниже – 90 — 120°. Поднятые горячим воздухом частицы стружки попадают в циклонную установку – там более крупные частицы отсеиваются и возвращаются обратно на мельницу для доизмельчения.
Сушилки представляют собой конвективные агрегаты, как правило, барабанного типа, работающие на газе или мазуте. Температура в топке может доходить до 900 — 1000°, на выходе же она значительно ниже – 90 — 120°. Поднятые горячим воздухом частицы стружки попадают в циклонную установку – там более крупные частицы отсеиваются и возвращаются обратно на мельницу для доизмельчения.
Сухую стружку просеивают и сортируют с помощью вибросит. Процесс сортировки имеет особе значение, ведь именно на этом этапе происходит разделение сырья для изготовления внутреннего и наружных слоев ДСП. Однородная стружка без посторонних включений – залог того, что поверхность готовой древесно-стружечной плиты будет гладкой, а склейка – более прочной.
Согласно технологии производства ДСП, частицы стружки склеиваются между собой с помощью особого клеевого материала – синтетической мочевиноформальдегидной смолы. Соединение стружечной смеси со связующим составом осуществляется в смесителях непрерывного действия. Распыление клеевого состава в этих агрегатах происходит через форсунки, каждая из которых связана с дозировочным насосом. Сложность операции в том, что смолой должна быть покрыта каждая частица. При недостаточном осмолении отдельные стружки не склеиваются, а при излишнем – качество готовой плиты ухудшается, да и расход клеевого состава увеличивается.
Распыление клеевого состава в этих агрегатах происходит через форсунки, каждая из которых связана с дозировочным насосом. Сложность операции в том, что смолой должна быть покрыта каждая частица. При недостаточном осмолении отдельные стружки не склеиваются, а при излишнем – качество готовой плиты ухудшается, да и расход клеевого состава увеличивается.
Формирующие машины, в которые осмоленная стружка направляется ленточными или скребковыми транспортерами, укладывают материал в специальные формы – поддоны . Стружечный ковер имеет определенную ширину и толщину и при его формировании насыпка должна осуществляться равномерно. Непосредственно склеивание плит ДСП происходит в термопрессах. При этом считается, что плиты, изготовленные плоским способом прессования имеют более высокую механическую прочность, чем плиты, спрессованные экструзионным способом. Линии прессования могут быть одно- и двухэтажными. Последние отличаются высокой производительностью и позволяют одновременно прессовать до 22 ДСП.
Следующий этап – обрезка готовых плит до требуемого размера. Различают два способа обрезки – горячий и холодный. Готовые ДСП подвергают финишной обработке, в процессе которой шлифуется поверхность плиты и её торцы. Если предполагается использование ДСП в строительстве, то на этом работа заканчивается, а плиты отправляются в продажу. Если же ДСП необходимы для производства столешниц или мебели, то они должны быть облицованы различными декоративными покрытиями. Надо сказать, что в плане технологии мини производство ДСП практически ничем не отличается от производства, которое осуществляется на крупных предприятиях, основная разница – в объемах готового материала.
В России производство ДСП начало активно развиваться с середины прошло века. При этом, несмотря на появление современных технологий, часть отечественных предприятий, особенно имеющих небольшое производство,до сих пор продолжает выпускать плиты низкого качества, содержание вредных веществ в которых значительно превышает все допустимые нормы.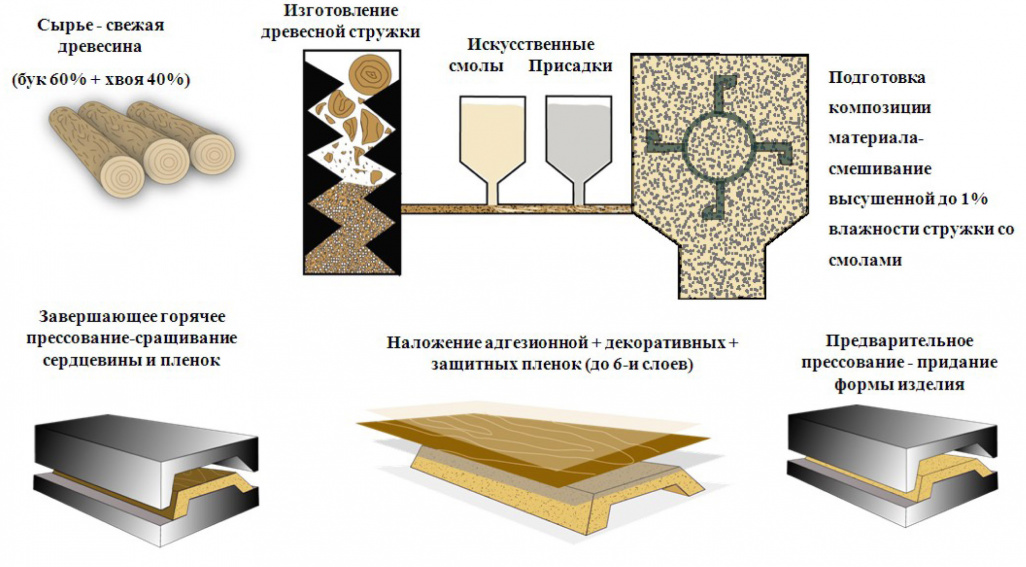 Зарубежные заводы по производству ДСП уже давно предлагают потребителям безопасные для здоровья древесно-стружечные плиты класса «Super E», чего, к сожалению,не скажешь о нашей стране. Поэтому к покупке мебели из ДСП, особенно для детской комнаты, стоит подойти со всей серьезностью. Это именно тот случай, когда лучше переплатить, но сократить возможные негативные последствия.
Зарубежные заводы по производству ДСП уже давно предлагают потребителям безопасные для здоровья древесно-стружечные плиты класса «Super E», чего, к сожалению,не скажешь о нашей стране. Поэтому к покупке мебели из ДСП, особенно для детской комнаты, стоит подойти со всей серьезностью. Это именно тот случай, когда лучше переплатить, но сократить возможные негативные последствия.
Производство ДСП
Древесно-стружечная плита, или ДСП, представляет собой композиционный листовой материал. Производится он из отходов древесины и неминеральных связующих веществ методом горячего прессования. Состав ДСП может меняться в зависимости от нюансов технологических процессов или желаемых свойств. Но в целом, ДСП это прессованные древесные отходы, что четко выражает английский перевод – «particle board», то есть «доска из частиц».
В настоящее время ДСП является одним из наиболее популярных материалов для производства мебели, при оформлении интерьера помещений, в строительстве конструкций, не требующих повышенной
прочности.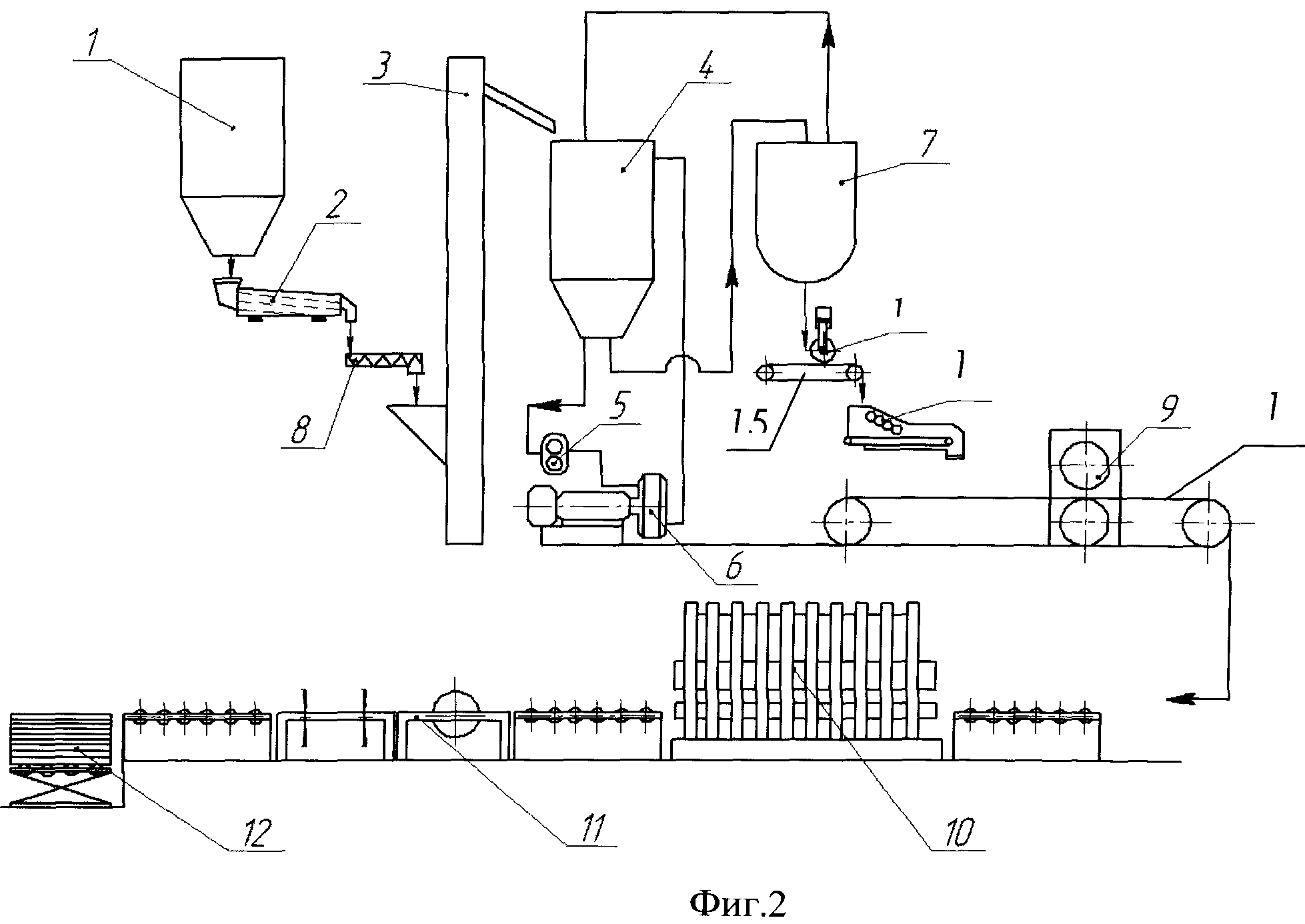 Неопровержимыми достоинствами такого материала являются его экономичность и простота обработки.
Неопровержимыми достоинствами такого материала являются его экономичность и простота обработки.
У разных производителей технология производства ДСП практически не различается. Различие состоит лишь в качестве используемых материалов и стоимости исходного сырья.
На любом предприятии производство ДСП состоит из нескольких последовательных этапов.
Этап I – подготовка необходимого сырья
Происходит процесс смешивания различных древесных материалов исходя из желаемых характеристик качества готового изделия. При этом используются древесные стружки, щепа и опилки.
Этап II – измельчение древесных компонентов
Для получения необходимой плотности готового материала сырье должно иметь максимальную однородность. Поэтому производится дробление древесных отходов и дальнейшее их измельчение до нужного
размера.
Этап III – просушивание сырья
Для повышения эффективности воздействия клея, подготовленные древесные составляющие нужно избавить от излишней влаги. Для этого измельченное сырье просушивается.
Этап IV – смешивание компонентов
Подготовленное, измельченное и просушенное, сырье тщательно перемешивают с клеящими ингредиентами. В результате получается масса готовая для формирования ДСП-плит.
Этап V – формирование ДСП-плит
Клейкая масса выливается в специальную движущуюся ленту с предварительно определенной шириной. Далее масса прессуется до необходимой толщины. При этом в течение всего процесса прессования соблюдается высокий температурный режим.
Этап VI – нарезка готового полотна ДСП
Прессованное полотно ДСП режется на листы заданного размера, и получившиеся изделия проходят дополнительную просушку.
Этап VII – обработка поверхности ДСП-плит
На завершающей стадии обрабатывается поверхность изготовленных листов ДСП: изделия ламинируются или поверх полотна наносится тонкий слой шпона и получается шпонированная ДСП. Для ламинирования готовых плит применяется специальная пленка, которой и покрываются листы. Может применяться для дополнительной обработки ДСП и бумага или пластик. Себестоимость дополнительно обработанных ДСП-листов невысока, но в итоге цена их намного превосходит стоимость ДСП с просто шлифованной поверхностью.
Непосредственные сырьевые ингредиенты для изготовления ДСП, технологическую щепу и стружку, получают в процессе переработки дерева лиственных и хвойных пород, различных деревянных отходов лесопильного, деревообрабатывающего, спичечного и фанерного производств.
Технологическая щепа вырабатывается при размельчении исходного сырья в рубительных машинах. При этом в зависимости от желаемой кондиции готовой щепы применяются разные типы рубительного
оборудования.
При этом в зависимости от желаемой кондиции готовой щепы применяются разные типы рубительного
оборудования.
Более высокими качественными характеристиками располагает стружка. Используют ее для формирования наружного пласта трехслойных ДСП-плит. Изготавливается такая стружка на специальных стружечных станках, после чего произведенная тоненькая стружка с длинноволокнистой структурой переправляется в дробилку для создания нужной ширины.
На следующем этапе производства щепа и стружка проходят обязательную сортировку. При необходимости компоненты измельчаются и сортируются дополнительно.
Вся сортированная щепа и стружка просеивается электромагнитными сепараторами, что дозволяет удалить металлические частицы, в случае их наличия. Далее технологическое сырье окончательно
очищается, то есть промывается водой для удаления возможной грязи и примесей песка, а также для приумножения уровня влажности до требуемого показателя. Излишняя влага из кондиционного сырья
удаляется путем сушки его в роторных, барабанных, пневматических или ленточных сушилках.
Излишняя влага из кондиционного сырья
удаляется путем сушки его в роторных, барабанных, пневматических или ленточных сушилках.
Сухие стружку и технологическую щепу, отсортированные, очищенные от различных примесей и просушенные, конвейерной системой отправляют в специальные хранилища – бункеры. Объем бункеров рассчитан для обеспечения беспрерывного производства на протяжении трех рабочих смен как минимум.
Кроме древесного сырья, необходимыми в процессе изготовления ДСП являются и химические материалы. Их предназначение состоит в связывании и склеивании под воздействием высоких температур и давления подготовленных древесных частиц. В качестве связывающих материй выступают карбамидо- и феноло-формальдегидные смолы, разнящиеся по цвету, уровню токсичных испарений и влагостойкости.
Смолы феноло-формальдегидные обладают темно-коричневым цветом, что влияет на конечный окрас готового изделия, высокой токсичностью и резким запахом. При их применении время прессования требует
более длительных сроков. Преимущество применения таких смол заключается в повышенной стойкости к влаге, вода практически не воздействует на подобные клеевые соединения.
При их применении время прессования требует
более длительных сроков. Преимущество применения таких смол заключается в повышенной стойкости к влаге, вода практически не воздействует на подобные клеевые соединения.
Менее экологически вредными считаются смолы карбамидоформальдегидные, но они обладают меньшей прочностью и клеевой слой разрушается при температуре 60 °С. ДСП, в состав которых входит данный вид смол, применяются в условиях незначительно перепада уровня влажности.
Помимо клеющих компонентов используются при производстве ДСП упрочняющие и водоотталкивающие (гидрофобные) добавки. Их применение способствует сохранению формы готовых изделий при перепадах влажности, поскольку без дополнительной обработки пористая структура древесных материалов впитывает влагу из воздуха либо при погружении в воду.
Гидрофобные вязкие вещества в расплавленном виде способны закрывать поверхностные поры материала, что становится препятствием для проникновения влаги вовнутрь. Такими веществам являются
церезин, парафин, дистиллятный гач. В древесную массу они вводятся как щелочные эмульсии, разбавленные горячей водой. Осаждение гидрофобных веществ на древесных волокнах осуществляется
посредством водных растворов сернокислого алюминия или серной кислоты.
Такими веществам являются
церезин, парафин, дистиллятный гач. В древесную массу они вводятся как щелочные эмульсии, разбавленные горячей водой. Осаждение гидрофобных веществ на древесных волокнах осуществляется
посредством водных растворов сернокислого алюминия или серной кислоты.
В качестве упрочняющей добавки применяется феноло-формальдегидная смола, применяемая и для склеивания. Ее присутствие в составе увеличивает прочность ДСП при наличии в составе плит древесины лиственных пород более 30% либо при содержании волокон, более коротких, чем требуется.
На любом этапе производства ДСП требуется оборудование, соответствующее выполняемому процессу, среди которого выделяется основное и дополнительное.
Основное оборудование
К основному оборудованию по производству ДСП относится технологическое оборудование, устанавливаемое в главных цехах предприятия по изготовлению ДСП: подготовительном цехе, цехе основном и
шлифовальном цехе.
Цех подготовки производства оснащается дробительной установкой и стружечным станком. Для оснащения основного цеха требуются термические прессы, охладители веерного типа, а также станки для обрезки в автоматическом режиме краев изделия по заданным длине и ширине. Шлифовальный цех оборудуется шлифовальными станками.
Все необходимые показатели ширины и мощности обработки определяются отдельно для каждой партии изделий, от выбранных показателей зависит конечная сортность изготовленных ДСП-листов.
Дополнительное оборудование
Оборудованием второстепенной важности считаются вибросита и транспортеры – роликовые, цепные, ленточные или спиральные. При укладке готовых листов в пачки используются подъемные столы. Все производственные цеха оснащаются вентиляционными системами для избавления от технологической пыли, ее сбора и удаления.
Применение современных технологий, качественного оборудования и необходимых добавок при изготовлении ДСП позволяет производителю изготовить ДСП с повышенной огнестойкостью, влагоустойчивостью и
высокой прочностью. В результате получается материал, чья стоимость намного ниже иных аналогов, что и делает ДСП столь востребованным в широком кругу покупателей.
В результате получается материал, чья стоимость намного ниже иных аналогов, что и делает ДСП столь востребованным в широком кругу покупателей.
Производственный процесс на новом заводе ДСП «Елена»
Производственный процесс на новом заводе ДСП «Елена»
04.07.2019 | Новости | SWISS KRONO Group
Menznau. Технолог по производству панелей Кристиан Хайнеманн пригласил нас навестить его во внутреннем святилище — в диспетчерской на заводе по производству древесно-стружечных плит, он поделится своими знаниями о производственном процессе.
Все дороги ведут к диспетчерской. Отсюда все производственные процессы контролируются, проверяются и, при необходимости, корректируются с помощью камер и датчиков.Это рабочее место технолога по производству древесных плит Кристиана Хайнеманна, который знает каждый этап процесса производства древесностружечных плит от и до. Для производства готовых к продаже древесностружечных плит из исходных компонентов клея и стружки первым шагом является выполнение заранее определенного процесса. Но как выглядит этот процесс?
Но как выглядит этот процесс?
Сначала идет подготовка щепы, которая включает три рабочих этапа: древесина перерабатывается в щепу, которая затем сушится и просеивается. После приготовления происходит смола частиц.В отдельных смесителях для частиц мелкие и крупные частицы смешиваются с клеем и различными добавками. Смесь состоит в основном из парафиновой эмульсии, которая обеспечивает улучшенные характеристики набухания, а также из отвердителей для последующего затвердевания смолы и воды. Для специальных продуктов, таких как влагостойкие или огнестойкие панели, цвета добавляются для идентификации.
Крупные частицы для среднего слоя подают через желоб, в котором высушенные частицы, сформированные в виде завесы, распыляются смолой с обеих сторон.Метод смола желоба предлагает преимущество оптимального распределения клея на поверхности частиц при одновременной экономии ресурсов. После этого склеенные частицы также проходят через обычный клеевой блендер. Мелкие частицы покровного слоя приклеиваются обычным способом. В смесителе для клея инструменты, расположенные на центральном вращающемся валу, распределяют клей по частицам.
В смесителе для клея инструменты, расположенные на центральном вращающемся валу, распределяют клей по частицам.
Склеенные частицы затем подаются на формовочную станцию с четырьмя формовочными головками.На поверхность сплошной плиты две формовочные головки для лицевых слоев наносят мелкие частицы путем разбрасывания, в то время как две другие формовочные головки разбрасывают крупные частицы для пропорционально большего внутреннего слоя путем падения. От станции формования мат из частиц спускается по формирующей ленте к прессу. Вскоре после того, как мат из частиц проходит предварительный пресс, он попадает в горячий пресс. При температуре пресса 230-240 градусов Цельсия мат из частиц прессуется до желаемой толщины.В горячем прессе одновременно выполняются две технологические операции: мат из частиц сжимается в 2-3 раза и клей схватывается.
После процедуры прессования еще бесконечная доска обрезается по размеру. ДСП можно разрезать до конечного формата от 2,80 м до 5,60 м в длину. Поскольку платы все еще очень горячие из-за горячего прессования, теперь они охлаждаются до температуры 70-80 градусов Цельсия в четырех охлаждающих звездах. На заключительном этапе доски укладываются в штабель и транспортируются на склад промежуточного хранения, где они остаются до шлифовки на первом этапе чистовой обработки.
Поскольку платы все еще очень горячие из-за горячего прессования, теперь они охлаждаются до температуры 70-80 градусов Цельсия в четырех охлаждающих звездах. На заключительном этапе доски укладываются в штабель и транспортируются на склад промежуточного хранения, где они остаются до шлифовки на первом этапе чистовой обработки.
| Дата публикации: 19 мая 2012 г. Общие сведения. В качестве древесно-технологического сырья для производства древесностружечных плит используются: древесина некоммерческого назначения — древесина, по своим качественным характеристикам не соответствующая утвержденным нормам и техническим условиям на деловой лес, дрова; древесные отходы лесопиления (плиты, рейки, обрезки досок и прочие кусковые отходы, а также опилки), фанерного производства (карандаши, шпон, обрезки фанеры), кусковые отходы и стружка — отходы мебельного производства и других деревообрабатывающих предприятий; технологическая щепа от отходов лесопиления и лесозаготовок (ветки, сучья, ботва, опилки) хвойных и лиственных пород, за исключением особо твердых лиственных пород. Древесное сырье по прямому назначению используется следующим образом. Однослойные плиты и наружные слои трехслойных плит изготавливаются из всех видов указанного выше сырья, за исключением шпонированного шпона, стружек деревообрабатывающих станков, опилок и технологической стружки. Все указанные выше виды сырья используются для производства многослойных плит и внутренних слоев трехслойных плит.Помимо древесины хвойных пород, также могут использоваться лиственные породы: береза, ольха, липа, бук и т. Д. Для производства плит экструзионного прессования используются все вышеперечисленные виды сырья. Наилучшего качества экструзионные панели получаются при использовании древесины хвойных пород. При использовании древесины твердых пород расход смолы увеличивается, а производительность пресса снижается на 30-40%. Прочность таких плит из твердой древесины на 25-30% ниже, чем у плит из хвойных пород. В связи с этим древесину лиственных пород рекомендуется использовать только в качестве добавки (до 30%) к древесине хвойных пород. Лесоматериалы некоммерческого назначения. Дрова для производства ДСП должны соответствовать ТУ 13-01-06-66. Диаметр сырья в круглой форме устанавливается от 4 см и выше. Дрова поставляются как в виде поленьев длиной от 1 м и более, так и в виде долготы. Длина по длине должна быть кратна длине бревен плюс припуск на распил. В древесине на основе древесины для производства ДСП допускаются такие дефекты, как сучки (здоровые и табачные), червоточина, кривизна, трещины. Внутренняя гниль (ситечная и гниль) допускается до g соответствующего конечного диаметра с выходом на второй конец до 7z его диаметра.Внешняя гниль не допускается. Тонкое дерево. Тонкая древесина получается в основном при прореживании. Это круглый, неукорененный брус с обрубленными ветками. Диаметр в верхнем срезе хвойных малогабаритных пород 2-6 см, лиственных 2-8 см, длины 1-3 м с градацией через каждые 0,5 м. Тонкая древесина имеет большую пластичность, меньшую эластичность и плотность по сравнению со спелой древесиной, в ней почти нет гнили. Кора малогабаритной древесины состоит в основном из луба, корковый слой практически отсутствует или находится в зачаточном состоянии.Поэтому при изготовлении стружки резко снижается образование пыли, стружка получается заданных размеров. Опыт показал, что древесно-стружечные плиты из тонкой древесины имеют более высокие физико-механические свойства и лучший товарный вид, чем древесные плиты. Отходы лесопиления. Лесопильная промышленность является основным поставщиком древесных отходов. Отходы лесопиления составляют около 3/4, или 75% всех древесных отходов, образующихся в деревообрабатывающей промышленности и пригодных для использования в производстве древесностружечных плит.Кусковые отходы лесопилок в основном перерабатываются в технологическую стружку, которая является отличным сырьем для производства древесностружечных плит. Технологическая щепа (ГОСТ 15815-70), предназначенная для производства ДСП, должна соответствовать следующим требованиям. Размеры стружки для плоско-прессованных плит (в мм): длина 20-60 (оптимальная — 40), толщина — не более 30; для экструзионных прессованных плит: длина 5-40 (оптимальная — 20), толщина — не более 30. В процессе стружки допускается содержание коры не более 12%, гнили — не более 5%; минеральные примеси (уголь, камень, известь и др.)) не допускаются. Для производства высококачественных плит содержание стружки не должно превышать 3%. Одна партия может содержать щепу хвойных или твердых пород. Не допускается смешение твердых и мягких пород древесины. Опилки. В лесопильной промышленности опилки составляют 10-12% от объема обрабатываемого сырья. Однако опилки для производства плит используются мало, так как их размеры во всех направлениях практически одинаковы и плиты из них получаются с низкой прочностью.Рекомендуется использовать опилки лиственных пород в качестве добавки для резки стружки во внутреннем слое трехслойных досок в количестве 10-20%, а опилки хвойных и мягколиственных пород — в количестве до 50%. Использование опилок вместо дров имеет значительный экономический эффект. Расчеты показывают, что при замене 1 м 3 дров на опилки экономия составляет около 7 рублей, а при замене кусковых отходов деревообрабатывающей промышленности — около 3 рублей. Организация производства ДСП с мелкоструктурированной поверхностью позволит значительно расширить использование различных древесных отходов, в том числе опилок, не только для внутреннего, но и для наружного слоев за счет их измельчения на мелкие частицы древесины на специальных шлифовальное оборудование. Таким образом, древесные отходы лесопиления будут использоваться еще больше. Отходы производства фанеры. Отходы производства фанеры составляют лишь около 5% всех отходов деревообрабатывающей промышленности; тем не менее, они также являются одним из основных источников сырья для производства древесностружечных плит, поскольку эти отходы (особенно карандаши) лучше всего подготовить для переработки в специальную стружку. Отходы стружки строгальных станков. Практически на всех деревообрабатывающих предприятиях образуется значительное количество стружки деревообрабатывающего оборудования. Установлено, что предел прочности при статическом изгибе пластин, внутренний слой которых состоит из отработанной стружки, примерно равен прочности пластин, у которых внутренний слой полностью состоит из специальной обрезной стружки.По прочности на разрыв перпендикулярно лицевой стороне пластины, водопоглощению, набуханию показатели первых даже несколько выше. Поэтому для внутреннего слоя трехслойных плит рекомендуется использовать стружку хвойных пород без ограничений и стружку твердых пород древесины в количестве до 30% в качестве добавки к специальной стружке. Отходы станков подходят для экструзионного прессования плит. По физико-механическим свойствам такие плиты не уступают плитам из специальной обрезной стружки, а по внешнему виду и качеству поверхности даже превосходят их. Также рекомендуется измельчать стружку деревообрабатывающих станков в мелкие частицы древесины для формирования наружных слоев при производстве плит с мелкоструктурированной поверхностью. В этом случае поверхность плит получается с высоким классом шероховатости. |
 Также плиты актуальны для строительной отрасли, при выполнении отделочных работ, в автомобилестроении и многих других современных отраслях.
Также плиты актуальны для строительной отрасли, при выполнении отделочных работ, в автомобилестроении и многих других современных отраслях. Далее их отправляют на шлифовку.
Далее их отправляют на шлифовку.


 Эта пленка крепится холодным или горячим способом. В первом случае нагрев поверхностей не предполагается. В горячей технике ламинат обеспечивается за счет адгезионных свойств смолы в массе.
Эта пленка крепится холодным или горячим способом. В первом случае нагрев поверхностей не предполагается. В горячей технике ламинат обеспечивается за счет адгезионных свойств смолы в массе.

 Сушильные камеры сушат щепу до влажности 5%. Внутренние слои стружки должны иметь влажность не более 25%, поэтому стружки разных слоев сушат в отдельных сушильных установках. Конвективные сушилки барабанного типа сжигают сжиженный газ или мазут и имеют среднюю температуру около +1000 0 С.
Сушильные камеры сушат щепу до влажности 5%. Внутренние слои стружки должны иметь влажность не более 25%, поэтому стружки разных слоев сушат в отдельных сушильных установках. Конвективные сушилки барабанного типа сжигают сжиженный газ или мазут и имеют среднюю температуру около +1000 0 С. Ковер делится на пакеты, которые затем подвергаются горячему прессованию. После прессования пакеты со стружкой становятся очень плотными, твердыми и их можно транспортировать. Кстати, только в последнее время ДСП делают исключительно из стружки, которую склеивают смолами и прессуют горячим прессом, после чего получается готовая плита.Раньше, когда не было таких мощных горячих прессов и синтетических смол, стружку приклеивали специальным клеем, долго ждали, пока они затвердеют, и приклеивали едва приставшую структуру стружки на тонкую деревянную доску.
Ковер делится на пакеты, которые затем подвергаются горячему прессованию. После прессования пакеты со стружкой становятся очень плотными, твердыми и их можно транспортировать. Кстати, только в последнее время ДСП делают исключительно из стружки, которую склеивают смолами и прессуют горячим прессом, после чего получается готовая плита.Раньше, когда не было таких мощных горячих прессов и синтетических смол, стружку приклеивали специальным клеем, долго ждали, пока они затвердеют, и приклеивали едва приставшую структуру стружки на тонкую деревянную доску.
 Рекомендуются следующие породы древесины: сосна, ель, кедр, пихта, береза.
Рекомендуются следующие породы древесины: сосна, ель, кедр, пихта, береза. Сырье поставляется как отдельно по видам, так и в смешанном виде в различных соотношениях в окоренном и неокоренном виде. При этом колотые дрова без коры и отходы лесопиления и деревообработки не должны иметь коры более 12-14% — на окоренном сырье остатки коры или луба не должны превышать 3% поверхности сырья.
Сырье поставляется как отдельно по видам, так и в смешанном виде в различных соотношениях в окоренном и неокоренном виде. При этом колотые дрова без коры и отходы лесопиления и деревообработки не должны иметь коры более 12-14% — на окоренном сырье остатки коры или луба не должны превышать 3% поверхности сырья.

 Сравнительно хорошие результаты были получены при использовании опилок для изготовления плит экструзионного прессования, которые. как правило, облицованные с двух сторон.
Сравнительно хорошие результаты были получены при использовании опилок для изготовления плит экструзионного прессования, которые. как правило, облицованные с двух сторон. При этом с помощью карандашей можно делать сколы как для внутреннего, так и для внешнего слоя, дефектный шпон перерабатывается на сколы только для внутреннего слоя. При использовании фанеры с дефектами содержание коры в ней не должно превышать 12%.
При этом с помощью карандашей можно делать сколы как для внутреннего, так и для внешнего слоя, дефектный шпон перерабатывается на сколы только для внутреннего слоя. При использовании фанеры с дефектами содержание коры в ней не должно превышать 12%.

 Широко используется отделочниками для устройства различных профнастилов.
Широко используется отделочниками для устройства различных профнастилов. Для того, чтобы качество производимого картона соответствовало стандартам, необходимо выбирать термопрессы с автоматической регулировкой, обеспечивающие более высокие технологические характеристики производимого листа.
Для того, чтобы качество производимого картона соответствовало стандартам, необходимо выбирать термопрессы с автоматической регулировкой, обеспечивающие более высокие технологические характеристики производимого листа.
 Выпускаемые изделия из ДСП намного дешевле других аналогов и рассчитаны на широкий круг покупателей.
Выпускаемые изделия из ДСП намного дешевле других аналогов и рассчитаны на широкий круг покупателей.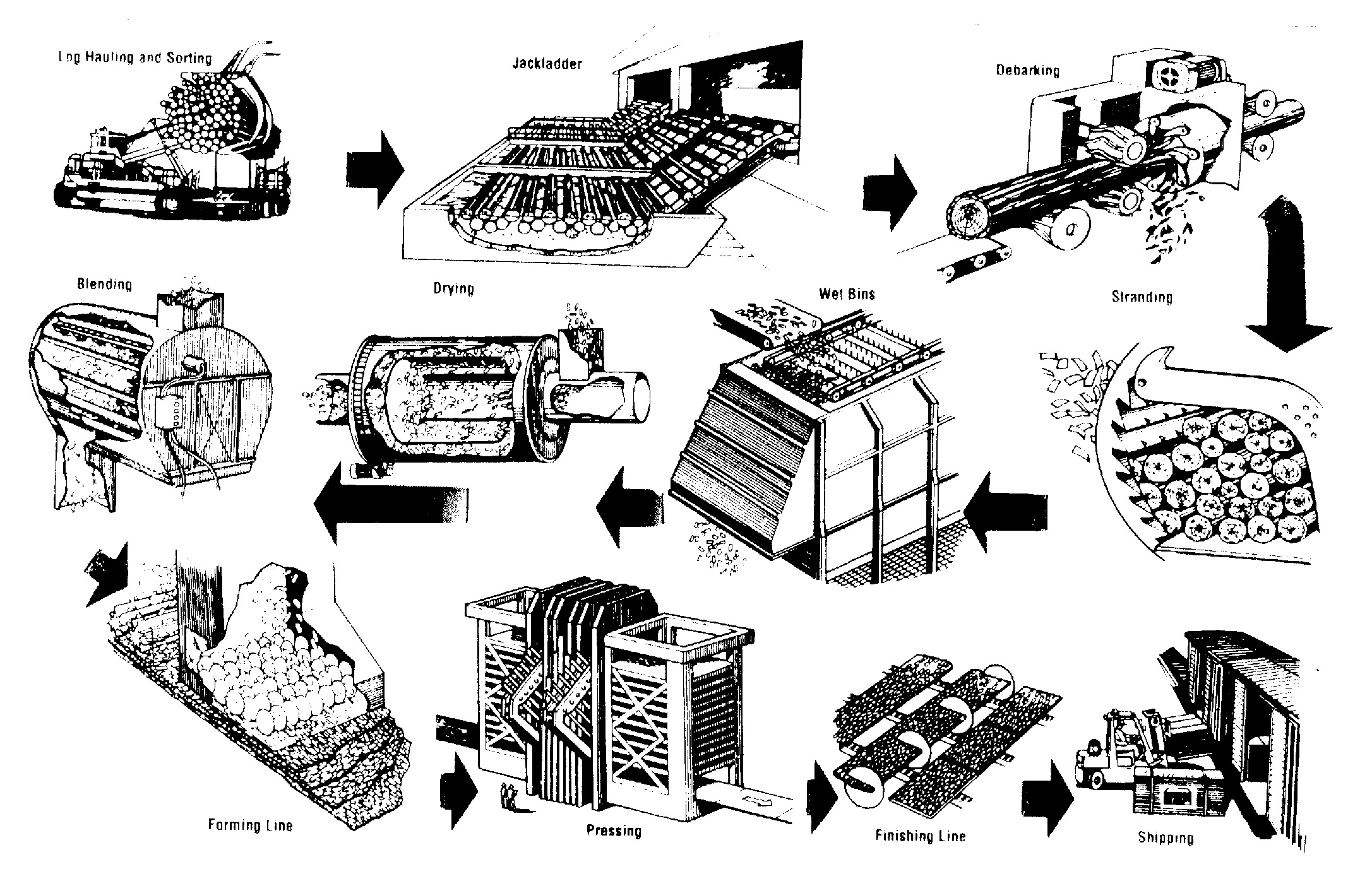 Ежик Одним из видов ДСП является ДСП. Этот материал похож на обычные заготовки, но его поверхность хорошо отшлифована и покрыта пленкой.Верхний слой изготовлен из бумаги или смолы специального состава.
Ежик Одним из видов ДСП является ДСП. Этот материал похож на обычные заготовки, но его поверхность хорошо отшлифована и покрыта пленкой.Верхний слой изготовлен из бумаги или смолы специального состава.| Обработка сырья | На этом этапе он разгружается, и крупные куски дробятся.Затем чипсы проходят этап сортировки в зависимости от фракции. Сырье обязательно очищается от лишних примесей и загрязнений. |
| Сушка | Встречается до влажности не более 6%. Для внутреннего слоя этот параметр не должен превышать 4%. Температура процесса достигает 1000 градусов, а на выходе чипы имеют температуру 120 градусов. |
| Смола | В результате этой операции каждая микросхема покрывается связующим.От качества его исполнения зависит долговечность и прочность материала. |
| Придание формы ковровому покрытию | На этом этапе из полужидкой смеси щепы формируется сам продукт. Раньше его делали в несколько этапов, выполняя два-три слоя. Эта технология сделала материал хрупким и неустойчивым при изгибе. |
| Нажим | Может быть двух видов: горизонтальный и экструзионный. При производстве современных ДСП и ДСП обычно выбирают первый метод, так как он позволяет получить более прочный продукт. |
| Обрезка и охлаждение | Нарезка готовых плит происходит в горячем состоянии или после полного остывания заготовки. Последний метод сводит к минимуму возможность деформации при использовании материала. |
| Шлифовальный | Последний этап, на котором изделие выравнивается, кромки и поверхности обрабатываются до заданных параметров шероховатости. |
Какое оборудование необходимо для производства ДСП?
Вся эта технология может быть реализована с использованием такого набора машин и установок.Чаще всего они поставляются на одной технологической линии. Если правильно подобрать станки по производительности, то собрать можно отдельно.
| Дробилка молотковая ДМР-600-10-55 | Производительность модели 10-30 куб.м. м. Режущий элемент состоит из шести дисков, установленных на валу. Они закрываются телом. В дробилке есть серия сит для просеивания сырья. |
| Сортировочный шейкер | Они дополнительно используются для лучшего отбора опилок. |
| Сушильный комплекс | Сушилка барабанного типа, работающая на газе или масле. Диаметр рабочего барабана 2,2 м, длина 10 м. Обычно платформа имеет небольшой наклон в сторону, откуда поступает сырье. |
| Смеситель непрерывного действия (например, DSM-7) | В нем находится Смола. В емкость подают сырье и связующее. Его добавляют в смесь через форсунки. Вал шнека с лопастями совершает постоянные движения и перемешивает смесь до однородного состояния. В емкость подают сырье и связующее. Его добавляют в смесь через форсунки. Вал шнека с лопастями совершает постоянные движения и перемешивает смесь до однородного состояния. |
| Прижим | Это оборудование способно формировать заготовку за один проход. необходимая толщина и ширина. Равномерная плотность и толщина продукта зависят от работы этого оборудования. |
| Тепловой пресс | Здесь заготовка подвергается горячему прессованию при температуре 180 градусов. Давление, оказываемое на пластину, составляет 2,5-3,5 МПа. Для 1 мм я использую пресс минимум 0,35 минуты. Для производства ЛДСП используются экструзионные прессы с внутренними каналами.Это оборудование может быть одноэтажным или многоэтажным. Последний позволяет прессовать до 22 единиц продукции одновременно. Высота такого оборудования достигает 8 метров, поэтому это необходимо учитывать при выборе помещения. |
| Камеры охлаждения | Это большой вращающийся барабан со специальными ячейками. За час в таком оборудовании можно охладить около 200 заготовок до температуры 50 градусов. За час в таком оборудовании можно охладить около 200 заготовок до температуры 50 градусов. |
| Станки пилы | Сюда входят оборудование для торцевого шлифования и торцовочная пила. |
Сколько денег вам нужно, чтобы начать бизнес?
Стоимость линейки такого оборудования около 10 миллионов рублей. На дополнительные и вспомогательные механизмы нужно будет потратить еще около 1,5 млн рублей. На рынке есть оборудование отечественного производства, и в последнее время производители стали завозить большое количество таких линий из Китая. Оба оборудования по производству ДСП успешно работают на производстве. Его цена зависит от производительности, мощности и набора выполняемых функций.
СКАЧАТЬ ЛЮБОЙ ПРЕМИУМ БИЗНЕС-ПЛАН НА 990
РУБ Практически любой бизнес в сфере строительства прибылен и при грамотном подходе к делу вне зависимости от сезонности быстро окупается. И особенно перспективным здесь является даже не оказание услуг населению, а направление производства востребованных у потребителей высокотехнологичных материалов. К таким бизнес-идеям относится изготовление ДСП (ДСП).Продукция ЛДСП будет востребована покупателями, если продумать процесс до мелочей и заключить выгодные контракты с покупателями. ДСП — практичный, относительно недорогой, экологически чистый материал, который уже много лет занимает лидирующие позиции в строительной нише. Активно применяется для изготовления предметов мебели, для кровли и полов, для устройства межкомнатных и межкомнатных перегородок.
К таким бизнес-идеям относится изготовление ДСП (ДСП).Продукция ЛДСП будет востребована покупателями, если продумать процесс до мелочей и заключить выгодные контракты с покупателями. ДСП — практичный, относительно недорогой, экологически чистый материал, который уже много лет занимает лидирующие позиции в строительной нише. Активно применяется для изготовления предметов мебели, для кровли и полов, для устройства межкомнатных и межкомнатных перегородок.
Оценка нашего бизнеса:
Первоначальные вложения — от 8 000 000 руб.
Насыщенность рынка средняя.
Трудность открытия бизнеса — 7/10.
Производство и продажа ДСП, несмотря на всю простоту технологии и доступность оборудования, будет связано с множеством проблем, главная из которых — высокая конкуренция. Наверняка в каждом регионе есть деревообрабатывающее предприятие по производству ДСП. А потому, чтобы не тратить деньги на запуск производства, не помешает заранее проанализировать конкретный рынок сбыта. Потенциальных клиентов много, и у небольшого предприятия будет достаточно и пары оптовых потребителей, чтобы удержаться на плаву.
Потенциальных клиентов много, и у небольшого предприятия будет достаточно и пары оптовых потребителей, чтобы удержаться на плаву.
Итак, как открыть в России производство ДСП, конкурентоспособное и прибыльное?
Какой ассортимент предложить потребителю?
Производство ДСП как бизнес будет прибыльным только тогда, когда любой клиент, обращающийся в компанию, найдет то, что искал. Учитывая это, важно организовать производство продукции разного типа, свойств и ценовых категорий.
Специалисты выделяют множество классификаций ДСП. Основной из них — градация по количеству слоев:
- однослойный,
- трехслойный,
- многослойный.
По внешнему виду и качеству используемого сырья ДСП делятся на марки:
- Сорт 1. Материал с гладкими краями и гладкой поверхностью.
- 2 сорт. Материал с незначительными нарушениями целостности конструкции — царапины, сколы.
- Grade 3. Материал можно отнести к категории бракованных.

Чтобы предложить покупателям материал, подходящий для разных видов работ, важно продумать рецепты плит, различающихся по плотности:
- низкая плотность — до 550 кг / м 3,
- средней плотности — 550-750 кг / м 3,
- высокая плотность — более 750 кг / м 3.
Замечательно, если процесс изготовления ДСП предполагает отделку материала полимерными пленками, шпоном, пластиком или бумагой.
Важно продумать ассортимент на начальных этапах открытия бизнеса, так как от этого будут зависеть многие последующие этапы — покупка сырья, покупка оборудования.
Описание процесса изготовления ДСП
Технологическая схема производства ДСП
Даже если планируется небольшое производство ДСП своими руками, важно детально изучить технологию отпуска материала.Качество готовой продукции также будет зависеть от качества технологических этапов.
Основным преимуществом этой области является простота технологии.
 Все этапы производственной цепочки взаимосвязаны, и разобраться в них не составит труда даже человеку, далекому от производственной сферы.
Все этапы производственной цепочки взаимосвязаны, и разобраться в них не составит труда даже человеку, далекому от производственной сферы.Основным сырьем, которое будет поставляться в цех, являются опилки, мелкие древесные отходы. Используемые компоненты легко доступны и недороги.А чтобы удешевить производство ДСП, неплохо было бы наладить прямые поставки сырья с местных деревообрабатывающих предприятий. Естественно, что чем ближе поставщик, тем дешевле будет сырье.
Обычная практика, когда мебельные фабрики сдают промышленные отходы по более низкой цене (или даже совершенно бесплатно), а взамен получают от предпринимателя качественную ДСП по привлекательной цене. Вот такой бартер.
Технология производства ДСП — горячее прессование. Схема следующая:
- Сырье дозируется и смешивается со связующим компонентом — термоактивной смолой.
- Смесь разливают в специальные формы.
- Смешанные формы подвергаются воздействию высокого давления и повышенной температуры.
- Полученные плиты вынимаются из форм, при необходимости дополнительно обрабатываются — вырезаются, шлифуются, оклеиваются декоративными материалами.

Несмотря на то, что производство мебельной ДСП очень простое, при организации полноценного цеха следует нанять квалифицированного технолога, который будет строго контролировать качество входящего сырья и все технологические режимы. Без контроля над производственным процессом не обойтись, ведь здесь, как и во многих других сферах, действует правило: чем выше качество продукта, тем большую прибыль он принесет.
Техническое оборудование цеха
Линия по производству ДСП
После того, как ассортимент продуман и технология изучена, можно переходить к следующему этапу организации бизнеса — приобретению оборудования для производства ДСП.И этот этап — один из самых важных, так как он самый затратный.
Организовать домашний бизнес по производству ДСП будет сложно, ведь финансовые вложения здесь достаточно большие — не каждый начинающий предприниматель сможет открыть мастерскую без привлечения сторонних инвестиций.
«Средняя» линия по производству ДСП включает в себя следующие машины и устройства:
- Миксеры с дозаторами.
- Формовочные машины.
- Тепловые прессы.
- Кулеры.
- Станок для резки готовых досок.
- Станок шлифовальный.
Указанное оборудование предполагает использование готовых компонентов — опилок и стружки для производства ДСП. Но если планируется организовать установку полного цикла (т.е. с измельчением досок и бревен), то придется предусмотреть дополнительные комплектующие линии — дробилки и сито.
Цена оборудования для производства ДСП достаточно высока, а конечная стоимость устройств будет зависеть от их мощности, степени автоматизации и оснащенности.Например, полностью автоматизированная линия, где все этапы производства проходят без вмешательства человека, и производительностью до 150 листов в смену, будет стоить не менее 17 000 000 рублей. Но даже линии меньшей производительности (до 50 листов в день) многим предпринимателям будут недоступны — минимум 8 000 000 рублей.
Учитывая немалую стоимость оборудования, есть смысл подумать о некоторых вариантах экономии:
- Поддерживаемое оборудование стоит в 2, а то и в 3 раза дешевле нового оборудования.
- Если вы арендуете линию, вы можете избежать огромных первоначальных вложений.
- китайских станков могут стоить значительно дешевле оборудования европейских брендов.
Рентабельность бизнеса ДСП
Многие предприниматели уже на практике доказали, что мини-завод ДСП с налаженными каналами сбыта приносит своему владельцу стабильно высокие доходы.
Чем раньше удастся наладить продажи оптовым покупателям, тем быстрее окупятся все затраты.Молодому предприятию сначала будет сложно заручиться поддержкой крупных оптовиков. Но и здесь вполне можно добиться успеха, например, немного снизив цены на поставляемую продукцию.
Прежде чем приступить к расчету рентабельности предприятия в бизнес-плане, необходимо указать те статьи капитальных затрат, которые необходимо будет понести для открытия предприятия. По минимальным прикидкам, запуск небольшой мастерской обойдется в ≈8 миллионов рублей.
По минимальным прикидкам, запуск небольшой мастерской обойдется в ≈8 миллионов рублей.
Сюда входят следующие статьи расходов:
- Закупка и установка оборудования на месте.
- Закупка сырья.
- Подготовка и аренда помещений.
- Регистрация компании.
И эти затраты значительно увеличатся, если вы купите станок для производства ДСП большей мощности. Но для начала достаточно линии невысокой производительности.
Если говорить о рентабельности мини-завода, то вряд ли можно указать точные цифры, потому что здесь все строго индивидуально, если брать во внимание цены на готовую продукцию в каждом регионе и объемы продаж.В среднем ДСП продается по цене 6500-10000 руб. / М 3. Себестоимость того же материала колеблется в пределах 4000-6000 руб.
При отсутствии проблем с продажами предприятие может выйти на ноль через 2 года. А это отличные показатели рентабельности.
Производство мебели — очень прибыльный бизнес, уступающий только строительной отрасли. Однако на данный момент этот сегмент очень загружен, поэтому новичку потребуется много сил, чтобы эффективно выйти на рынок.
Однако на данный момент этот сегмент очень загружен, поэтому новичку потребуется много сил, чтобы эффективно выйти на рынок.
Если возникает вопрос, с чего начать бизнес, стоит сказать, что многие предприниматели отказываются верить в то, что производить сырье для мебельной промышленности гораздо выгоднее, чем готовую продукцию. На данный момент ЛДСП (ДСП) — очень популярный материал, который активно используется не только для изготовления мебели, но и для различных внутренних отделочных работ.
Конечно, ДСП уступает древесине по ряду параметров, но простота обработки и невысокая стоимость — основные ее преимущества, поэтому этот материал с каждым годом пользуется все большим спросом.
Если вы решили организовать производство ЛДСП, вы должны знать еще об одном преимуществе такого решения: на данный момент у вас будет небольшое количество конкурентов на рынке. Результатом этого можно назвать розыгрыш большого рынка сбыта, поскольку практически все мебельные фабрики готовы закупать материалы для производства своей продукции.
Производство ДСП — грамотная организация бизнеса
Даже ребенок понимает, что для изготовления чего-либо требуется специализированное оборудование.В этом случае он тоже нужен. Производство ДСП невозможно организовать без следующих инструментов:
- Специальная сушильная машина. Он используется для производства ламинированной бумаги.
- Нажмите. С его помощью ДСП прессуется такой бумагой.
- Калибровочная шлифовальная машина (влияет на качество получаемой поверхности).
Итак, вам понадобится не только основное оборудование для ламинирования ДСП, но и сопутствующее. Прежде всего, речь может идти об устройстве, предназначенном для приготовления клеевой основы, которую затем разливают в формы и прессуют в пластины.
Основание ДСП
ДСП, или ДСП, — довольно популярный строительный материал, а также основа ДСП, применяемая для производства мебели. ДСП активно используется по направлениям:
- в строительстве напольных покрытий;
- в процессе проектирования различных стеновых панелей;
- для производства мебели, как уже указывалось;
- в качестве материала обшивки кровли.

Такое производство вполне можно назвать перерабатывающим, так как отходы деревообрабатывающих предприятий служат основным сырьем для изготовления таких плит.
Методы производства
ДСПможет изготавливаться одним из двух способов — серийным и непрерывным. Периодический метод предполагает использование периодических напорных процессов, а непрерывный — строительных.
Особенности изготовления ДСП
В данном случае производственный процесс можно разделить на несколько основных этапов:
- Подготовительный. На этом этапе осуществляется подготовка сырья путем измельчения древесины до получения щепы необходимого размера.Если вы приобретете готовое сырье сразу, то этот шаг можно пропустить.
- Второй этап включает смешивание стружки со связующим, которое традиционно используется в качестве клея. Очень важно придерживаться строгих пропорций, так как при избытке клея можно получить изделие, у которого ухудшились технические свойства, а потому такие плиты будут считаться бракованными.

- Далее приготовленная смесь помещается в специальные формы, которые затем прессуются.Влияние таких факторов, как давление и достаточно высокая температура, позволяют материалу затвердеть и образовать единое целое.
- Далее полученные заготовки помещаются в специальную камеру для сушки.
- Далее идет этап обрезки кромок плит.
- Последний шаг — шлифование плиты.
Можно организовать производство на складе, где можно установить не только линию по производству ДСП, а впоследствии и ЛДСП, но и стенды, на которых будет храниться готовая продукция.
Необходимое оборудование
Если рассматривать производственный вариант, когда все операции проводятся на вашем предприятии, начиная с закупки самого сырья, то вам потребуется целый комплекс инструментов и машин.
Подготовка сырья подразумевает наличие таких устройств:
- оборудование для переработки бревен в щепу;
- сушильных камер для стружки;
- строгальный станок;
- вибросито.

В материальном производственном процессе задействовано такое оборудование:
- Аппарат для смешивания стружки и связующего;
- форм, где будут заготовлены плиты;
- термопресс;
- сушилка или холодильник для продуктов, готовых к дальнейшей обработке.
Для реализации финального этапа вам потребуется:
- распиловочный станок, с помощью которого вы зададите листу определенные размеры;
- станок для шлифовки концов;
- устройств, с помощью которых производится грубое и тонкое измельчение.
Производство ЛДСП потребует участия в процессе пресса, применяющего двустороннее ламинирование. Вам могут понадобиться приспособления для транспортировки, например, ленточные или роликовые.
О ламинации
Изначально производство и ламинирование панелей ДСП было очень трудоемким процессом, требовавшим колоссальных энергозатрат. Почти 30 лет назад были освоены совершенно новые виды смол, с помощью которых можно было начать использовать новые процессы для ламинирования плит.
При производстве очень важно распределять нагрузку как можно более равномерно, что может значительно улучшить качество платы. Изготовленное таким образом изделие выдерживает большое количество деформаций и нагрузок, что очень важно.
Варианты того, как правильно ламинировать бумагу, разрабатывались годами, но теперь решение найдено, и оно очень эффективно. Бумагу производят на пропиточных машинах, где она обрабатывается смолой, что позволяет получить из нее декоративную пленку, которая под прессом становится пластичной.
ДСП — ДСП — листовой композиционный материал, получаемый горячим прессованием древесины и отходов деревообработки, в основном стружки, опилок, со связующим неминерального происхождения. При необходимости получения специальных свойств от ДСП или в связи с особенностями технологического процесса в состав могут быть добавлены специальные добавки в количестве 6-8% от массы основного наполнителя (стружки).
По-английски понятие ДСП звучит так: ДСП , что дословно означает — Доска из частиц.
История ДСП.
Считается, что родоначальником ДСП был Эрнст Хаббард, который предложил идею создания нового, ранее неизвестного науке материала из опилок и казеинового клея. Еще в 1887 году Хаббард осуществил свои мечты и представил публике первый прототип ДСП. Изобретения изобретателя пришлись по душе его коллегам, и уже в 1918 году была создана еще одна экспериментальная модель — плита, отделанная шпоном.В наше время ЛДСП доступен каждому. Но во времена М. Бекмана, впервые оклеившего ДСП шпоном, такие изделия могли позволить себе только избранные.
Важный момент в истории ДСП случился в 1926 году. В это время немецкий ученый Фройденберг вывел формулу «идеальной» ДСП и рассчитал оптимальное соотношение между связующим и опилками. По его расчетам, древесно-стружечный «полуфабрикат» должен был содержать от 3 до 10% вязкого вещества.Позже выводы ученого были несколько скорректированы, поэтому сегодня в состав ДСП входит от 6 до 8% формальдегидных смол. Кстати, смолистые составы начали использовать в производстве ДСП только в 1933 году, через 7 лет после фундаментальных расчетов Фройденберга.
Кстати, смолистые составы начали использовать в производстве ДСП только в 1933 году, через 7 лет после фундаментальных расчетов Фройденберга.
Наши соотечественники тоже работали, но не дома. В 1935 году во Франции эмигрант Алексей Самсонов изготовил первые плиты из ориентированных частиц (OSB — OSB), укладывая длинные полосы шпона крест-накрест.С этого же года в штате Айова начал свою работу экспериментальный завод по производству плит на фенольном связующем Ernst Lötcher.
Значительно позже появилась влагостойкая древесно-стружечная плита, в состав которой входили парафиновые соединения.
ДСП на данный момент самый популярный материал. Основные преимущества ДСП — невысокая стоимость и простота обработки.
ДСП производится из прессованной крупной древесной щепы с добавлением термореактивной синтетической смолы в качестве связующего.
Полноценным сырьем для производства ДСП является любая малоценная древесина, как хвойных, так и лиственных пород. Использование круглого леса сокращается за счет использования таких материалов, как щепа, опилки и переработанная древесина. Часто все виды сырья используются при производстве ДСП одновременно или в смешанных формах. Наличие гидрофобных, антисептических и других добавок определяет прочность и долговечность материала.
Использование круглого леса сокращается за счет использования таких материалов, как щепа, опилки и переработанная древесина. Часто все виды сырья используются при производстве ДСП одновременно или в смешанных формах. Наличие гидрофобных, антисептических и других добавок определяет прочность и долговечность материала.
Производство ДСП, технологический процесс.
(фото с сайта: elo.ru)
1. Переработка сырья.
- прием или выгрузка стружки, измельчение крупного сырья.
- сортировка стружки на фракции.
- стружки очистки от примесей.
На выходе — стружка. (фото с сайта: pkko.ru) | Для подготовки сырья используются промышленные измельчители или дробилки, например, молотковая дробилка ДМР-600-10-55. (ссылка на сайт производителя)… Это малая дробилка, в крупных производствах используют больше, но принцип тот же. Видео дробилки. |
Для сортировки используются различные вибросита.
Полученная необработанная стружка хранится в бункерах, куда подается пневмотранспортером или механическими конвейерами. Необработанная стружка из бункеров подается в сушилки.
2. Сушка сырья.
Такие сушильные комплексы используются для сушки стружки.
(фото с сайта: www.equipnet.ru )
Необходимо сушить стружку до влажности 4-6%, а для внутреннего слоя — до 2-4%. Поэтому стружку разных слоев сушат в отдельных сушилках. При производстве ДСП, как правило, используются конвективные сушилки барабанного типа. В топке сушилки сжигают газ или мазут, температура в ней на входе в барабан составляет 900-1000 ° С. Температура сушильного агента достигает 450-550 ° С, на выходе от 90 до 120 ° С.Барабан имеет диаметр 2,2 м и длину 10 м, он установлен с наклоном 2 — 3 ° в сторону входа сырой щепы.
3. Смола.
Стружка смолы производится в смесителях непрерывного действия, в которых связующее распыляется через ряд сопел, каждое из которых соединено с дозирующим насосом. Смолистая стружка с помощью винтового вала перемещается в другую зону, где смешивается с лопастями. Пример: Смеситель DSM-7. Производитель изображенного оборудования: Вологодский станкостроительный завод ( www.vsz.ru ).
Смолистая стружка с помощью винтового вала перемещается в другую зону, где смешивается с лопастями. Пример: Смеситель DSM-7. Производитель изображенного оборудования: Вологодский станкостроительный завод ( www.vsz.ru ).
Это самый сложный и ответственный, так как технология производства требует покрытия каждой микросхемы связующим. Несмолистая стружка не слипается, а чрезмерное количество смолы на стружке приводит к перерасходу связующего и низкому качеству плит. Связующее подается в смеситель в виде растворов. Их концентрация в потоке внешнего слоя составляет 53-55%, внутреннего слоя несколько выше (60-61%).
4. Формовка ковров.
Формовка ковров осуществляется на формовочных машинах. Машины помещают стружку из смолы в форму. В этом случае формирование может быть одно-, двух- и трехслойным. Формирование трехслойного ковра характерно для предприятий, использующих старое оборудование. При использовании такого оборудования внутренний слой делается из крупной стружки, а внешний — из очень мелкой. Трехслойная ДСП на разрезе имеет ярко выраженные внешние слои.
Трехслойная ДСП на разрезе имеет ярко выраженные внешние слои.
Это непрерывная лента определенной ширины и толщины.Он делится на пакеты, из которых впоследствии формируются при горячем прессовании доски. Естественно, равномерность наполнения ковра напрямую влияет на качество плит (равномерная плотность, равномерная толщина).
5. Нажатие.
Прессование и приклеивание ДСП осуществляется в термопрессе при 180 ° С и удельном давлении 2,5-3,5 МПа. Время прессования 0,3-0,35 мин на 1 мм толщины листа.
Есть два вида прессования — плоское и экструзионное.
При плоском прессовании усилие прессования направлено перпендикулярно поверхности пластины. В этом случае сколы располагаются параллельно лицевой стороне, что несколько увеличивает механическую прочность ДСП (хотя есть и противоположные мнения).
| Линия прессования ДСП многоэтажная. | При экструзионном прессовании давление пресса направлено к краю листа, а стружка перпендикулярна направлению поверхности. В этом случае механическая прочность плиты на изгиб ниже.Большинство вертикальных экструзионных прессов устарели, хотя существуют современные вертикальные прессы для производства экструзионных ДСП с внутренними каналами. Такой ДСП ламинирован и используется для производства мебели. и некоторые столярные изделия (межкомнатные двери и т. Д.) В этом случае механическая прочность плиты на изгиб ниже.Большинство вертикальных экструзионных прессов устарели, хотя существуют современные вертикальные прессы для производства экструзионных ДСП с внутренними каналами. Такой ДСП ламинирован и используется для производства мебели. и некоторые столярные изделия (межкомнатные двери и т. Д.)Используются одно- или многодековые прессовые линии.
|
Современные многодековые прессы имеют размеры горячей плиты до 6х3 м, до 22 рабочих пространств (одновременно прессуются 22 ДСП). Высота пресса достигает 8 м.
6. Охлаждение и резка ДСП.
Листы прессованного ДСП обрезаются в соответствии с указанным торговым форматом. Лист можно разрезать горячим, сразу из-под пресса или после того, как он остынет. Таким образом, горячая и холодная обрезка производится отдельно
Лист можно разрезать горячим, сразу из-под пресса или после того, как он остынет. Таким образом, горячая и холодная обрезка производится отдельно
1.Описание производственных процессов
1. Описание производственных процессов.1.1 Введение
1.2 Лесопильное производство
1.3 Производство фанеры
1.4 Производство ДСП
В связи с принятием мер по энергосбережению возникла необходимость в детальном анализе процесса и оборудования, используемого в этом процессе. Этот анализ должен был определить количество, тип и качество необходимой энергии, чтобы определить возможную экономию энергии, совместимую с соответствующим анализом затрат и выгод.
Следующие ниже описания процессов производства пиломатериалов, фанеры и ДСП носят общий характер и должны дать читателю общее представление о производственных процессах, задействованных в деревообрабатывающей промышленности, а также о роли, в которой энергия играет важную роль. часть.
часть.
1.2.1 Сортировка бревен и окорка
1.2.2 Распиловка или дробление бревен
1.2.3 Сортировка и сортировка
1.2.4 Сушка
1.2.5 Повторная сортировка и наплавка
Лесопиление — менее сложная отрасль механической лесной промышленности.Он подразумевает выполнение определенного количества операций от обработки и транспортировки бревен до сушки, сортировки и классификации древесины, требующих различных видов энергии. В то время как в развивающихся странах большинство процессов являются высокомеханизированными, и потребности в энергии удовлетворяются в основном за счет выработки нескольких кВт для привода основных пил. Остальные процессы выполняются с использованием энергии животных и дешевой рабочей силы.
Тем не менее, независимо от характера задействованных процессов и действий, все действия, направленные на экономию энергии, требуют подробного анализа существующих процессов и возможных решений.
На рисунке 1 представлена схема типичного предприятия и описание основных процессов для ознакомления читателя.
1.2.1 Сортировка бревен и окорка
По прибытии на склад лесопилки бревна сортируются и хранятся по видам, диаметру, длине, конечному использованию и т. Д. Складываются достаточные количества для обеспечения непрерывной работы лесопильного завода, особенно в неблагоприятных погодных условиях, когда бревна вывозятся и поставляются из могут пострадать леса.
Транспортировка бревен и обращение с ними варьируются от лесопильного завода к другому и в значительной степени зависят от мощности лесопильного завода и размера полученных потерь. Ручная и животная энергия, которая может использоваться в небольших переносных лесопильных установках, вплоть до фронтальных погрузчиков для перевозки бревен и мостовых кранов, свидетельствует о большом разнообразии используемого в настоящее время подъемно-транспортного оборудования.
Рис. 1. Лесопильное производство — упрощенный технологический процесс
Окорка бревен вручную или механическими окорочными станками в лесу или на заводе становится общепринятой практикой. Окорка предназначена для защиты пил и другого оборудования от чрезмерного износа и повреждений, которые в противном случае могли бы возникнуть из-за попадания в кору камней, металла и других подобных предметов; окорка также облегчает старшему пилораму оценку древесины. Шайбы для бревен также могут использоваться для удаления оставшегося песка или грязи, которые могут приставать к поверхности бревен.
Окорка предназначена для защиты пил и другого оборудования от чрезмерного износа и повреждений, которые в противном случае могли бы возникнуть из-за попадания в кору камней, металла и других подобных предметов; окорка также облегчает старшему пилораму оценку древесины. Шайбы для бревен также могут использоваться для удаления оставшегося песка или грязи, которые могут приставать к поверхности бревен.
1.2.2 Распил или разрушение бревна
Перед тем, как бревно подано на головную опору для разрушения, оно разрезается на максимально допустимую прямую длину с помощью отрезной пилы, после чего оно загружается на тележку головной пилы и размещается таким образом, чтобы позволить оператору достичь максимальной длины. рисунок распиловки, который приведет к оптимальному производству пиломатериалов с минимумом отходов.Схема распила во многом определяется размером и состоянием бревна, а также требованиями рынка к ширине и толщине пиломатериалов.
Распиловка бревна достигается с помощью ленточной пилы или циркулярной пилы со второй пилой, установленной вертикально над первой, в случае распиловки бревен большого диаметра. Тележка для бревен перемещает бревно через головную пилу, на которой бревно может быть зажато и повернуто, чтобы его можно было поднести к головной пиле для достижения наилучшего рисунка пиления.
Тележка для бревен перемещает бревно через головную пилу, на которой бревно может быть зажато и повернуто, чтобы его можно было поднести к головной пиле для достижения наилучшего рисунка пиления.
Вслед за головной опорой на перекладке происходит дальнейшая разборка плит, обрезков и брусьев, что позволяет улучшить древесину; толстые плиты распиливают на доски, а брус и брус распиливают на доски и доски. Шероховатые закругленные края деталей, выходящих из передней стойки и повторных пил, удаляются либо циркулярной пилой, либо рубильным станком, чтобы получить необходимую стандартную ширину.
При выходе из шпинделя, пилы или обрезного станка пиломатериалы разрезаются на стандартизированную длину, кромки вырезаются и дефекты устраняются с помощью одной или нескольких фиксированных или подвижных обрезных пил, после чего пиломатериалы проходят сортировку и сортировку.
1.2.3 Сортировка и сортировка
Пиломатериалы и обрезки сортируются по толщине, ширине, длине, качеству, сорту и породе в зависимости от требований рынка; такая деятельность может выполняться вручную или, в случае заводов, где нет дешевой рабочей силы, механизированными сортировщиками. Сортировка — это способ разделения пиломатериалов по общему качеству, направлению волокон, наличию сучков и дефектов, а также по общему виду и т. Д.
Сортировка — это способ разделения пиломатериалов по общему качеству, направлению волокон, наличию сучков и дефектов, а также по общему виду и т. Д.
Для защиты пиломатериалов от поражения грибами и насекомыми, а также для предотвращения склонности высушенных на воздухе пиломатериалов к расслоению и расколу концы можно чистить щеткой вручную или механически, погружая их в подготовленный химический раствор.Воск или краска наносятся на торцы пиломатериалов, подлежащих сушке на воздухе, кистью или распылением, чтобы действовать как герметик, чтобы вызвать более медленное высыхание конечностей и, следовательно, вызвать более сильное высыхание. равномерное высыхание пиломатериалов.
1.2.4 Сушка
Пиломатериал, который не продается в зеленом виде, сушится воздухом или в печи, что повышает его товарность. При сушке и снижении содержания влаги до приемлемого уровня его ценность увеличивается за счет того, что древесина стабилизируется по размерам, а ее прочность и цвет улучшаются; Кроме того, снижение веса снижает транспортные расходы.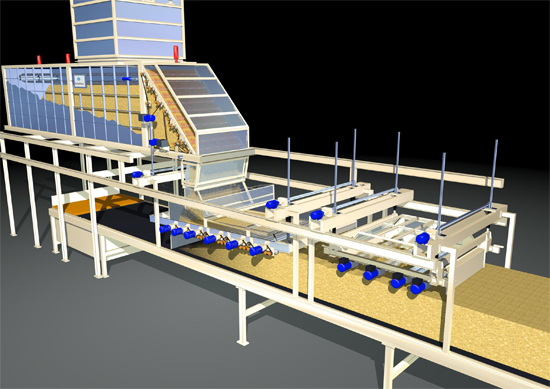
Сушка на воздухе включает укладку пиломатериалов штабелями на открытом воздухе или под навесами на подготовленной земле таким образом, чтобы они подвергались хорошему потоку воздуха до тех пор, пока не будет достигнута требуемая влажность.
Хотя воздушная сушка требует минимальных капитальных и эксплуатационных затрат, она требует большого количества земли, включает в себя большие запасы, которые представляют опасность пожара, а условия и скорость сушки находятся вне контроля оператора двора.
Сушка в печи, с другой стороны, позволяет пиломатериалам сушиться в закрытой и контролируемой среде, где можно регулировать температуру, циркуляцию воздуха и влажность, чтобы достичь наиболее экономичных условий сушки без ухудшения качества. Две наиболее распространенные печи — это печи периодического и прогрессивного типа. Первый сушит древесину в камерах как загрузку партии, а второй сушит древесину, пока она перемещается по длине печи на грузовиках.
Поскольку на сушку пиломатериалов в печи приходится около 70-90 процентов всей энергии, потребляемой в процессе лесопиления, в настоящее время в лесопильной промышленности становится широко распространенной практикой использовать ее остатки в качестве источника топлива, энергетическая ценность которого составляет что может даже оказаться избыточным для нужд комбината.
1.2.5 Восстановление и наплавка
Перед тем, как складывать пиломатериал на хранение, его обычно проверяют на предмет каких-либо дефектов, которые могли возникнуть в процессе сушки, таких как секущиеся концы, незакрепленные сучки и т. Д., Которые можно удалить путем обрезки и, следовательно, повышения его стоимости.
Дальнейшее улучшение может быть выполнено путем строгания поверхности с использованием строгальных станков с вращающимся ножом или абразивных лент, в соответствии с потребностями рынка.
1.3.1 Журнал сортировка, кондиционирование и окорка
1.3.2 Очистка, наматывание и обрезка
1.3.3 Сушка шпона
1.3.4 Сборка
1.3.5 Прессование
1.3.6 Чистовая обработка
На Рисунке 2 представлена типичная схема завода, чтобы проиллюстрировать читателям вовлеченные процессы.
1.3.1 Сортировка, кондиционирование и окорка бревен
Бревна подходящего размера и качества для резки и очистки обычно сортируются на складе по прибытии в соответствии с размером и видом. Погрузочно-разгрузочные работы могут осуществляться с помощью большегрузных автопогрузчиков, буровых вышек или кранов, все из которых имеют размеры, соответствующие размерам и весу бревен.
Погрузочно-разгрузочные работы могут осуществляться с помощью большегрузных автопогрузчиков, буровых вышек или кранов, все из которых имеют размеры, соответствующие размерам и весу бревен.
Рисунок 2. Производство фанеры — упрощенный технологический процесс
Перед отслаиванием большинство пиломатериалов необходимо кондиционировать, чтобы смягчить древесину, чтобы облегчить отслаивание и получить шпон приемлемого качества. Кондиционирование включает в себя воздействие тепла и влаги на блоки очистителя путем замачивания в чанах с горячей водой или воздействия острого пара или струй горячей воды.
Затем происходит окорка бревен для облегчения работы оператора токарного станка и удаления грязи и мусора, которые в противном случае могут нанести вред ножу токарного станка, после чего бревна разрезаются на длину, подходящую для токарного станка, которая обычно составляет 240 -270 см.
1.3.2 Очистка, наматывание и клипсование
В настоящее время почти во всех случаях фанерный шпон разрезают вращающимся способом, при котором блок снятия обрезки вращается вокруг своей оси на токарном станке, а сплошной лист шпона разрезается ножом, установленным параллельно оси блока.
Затем лист шпона наматывают на катушки или направляют в систему с несколькими лотками, чтобы обеспечить хранение и перенапряжение в случае колебаний подачи шпона с токарного станка; Скорости обеих систем хранения обычно синхронизируются со скоростью токарного станка.
Затем зеленый шпон обрезается по размеру вручную или с помощью высокоскоростных ножей, сортируется и складывается в стопки для сушки. Затем из листа вырезаются любые дефекты, такие как сучки и трещины.
1.3.3 Сушка шпона
Сушка шпона до содержания влаги от двух до десяти процентов предназначена для облегчения процесса склеивания во время производства фанеры. В зависимости от расположения и сложности фанерного завода листы шпона можно оставить для сушки на воздухе или в печи. Сушка в печи включает сушку штабелированного шпона партиями или непрерывную сушку листов, которые механически транспортируются либо на непрерывной ленте, либо на роликовой системе по всей длине сушилки.Очевидно, что контролируемая среда сушки при минимальном обращении приведет к более равномерной сушке шпона с наименьшим количеством повреждений.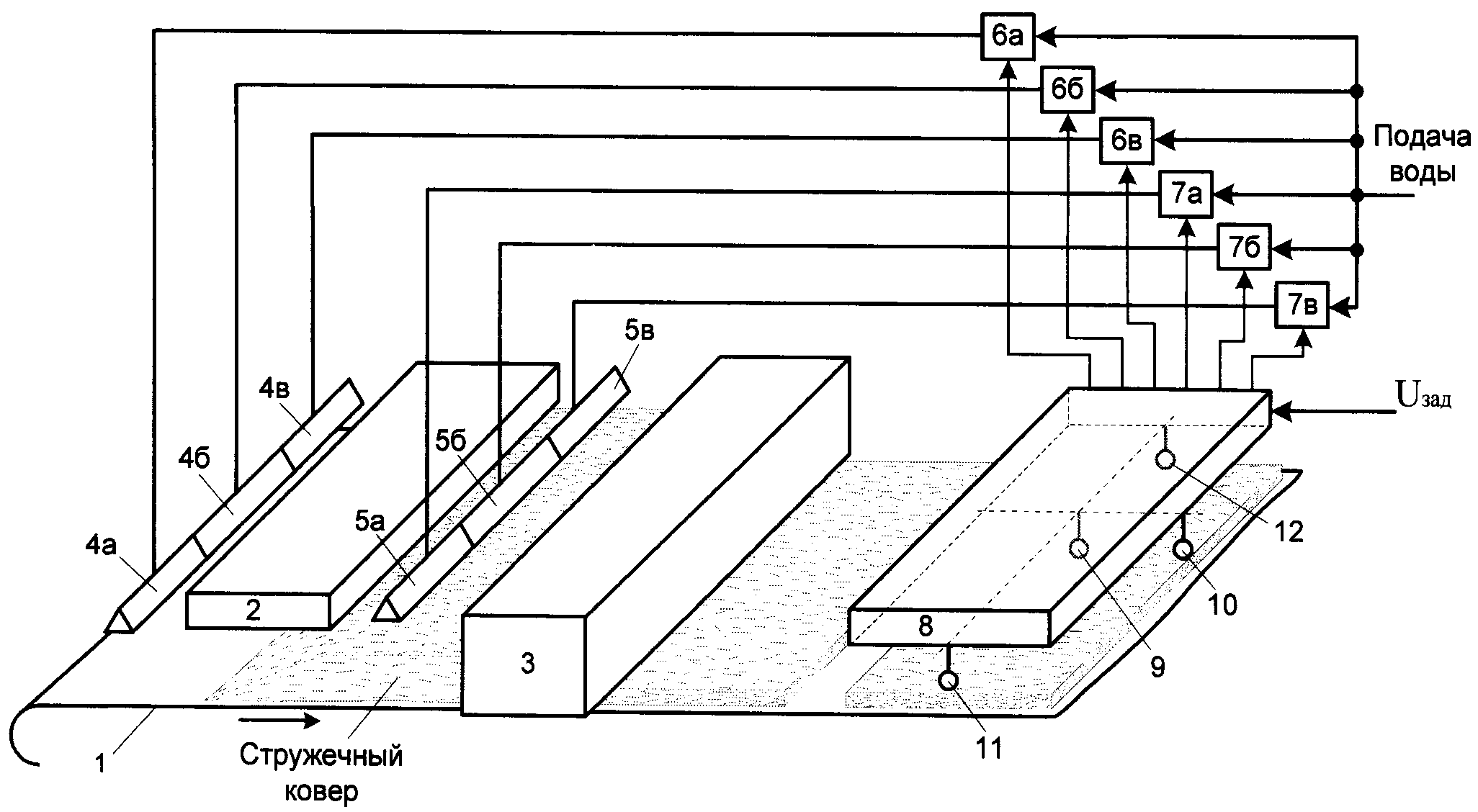
На сушку шпона приходится около 70 процентов тепловой энергии, потребляемой при производстве фанеры, и примерно 60 процентов от общей потребности комбината в энергии. По этой причине постоянно разрабатываются новые и улучшенные сушильные системы, а также способы их нагрева.
Нагрев сушилки может осуществляться за счет косвенного использования пара или термического масла или прямого сжигания, при этом температура регулируется регулировкой подпитки свежего воздуха.Хотя температуры сушки от 90 до 160 ° C можно считать нормальными, для некоторых видов используются повышенные температуры примерно до 175 ° C, чтобы сократить общее время сушки.
1.3.4 Сборка
Сборка фанеры перед прессованием заключается в стыковке узких полос шпона, которые склеиваются по кромке с получением листов необходимого размера. Затем клей наносится на внутренние слои или сердцевину, которые, в свою очередь, укладываются между внешними слоями фанеры, готовыми к склеиванию.На эту операцию приходится значительная часть ручного труда, используемого в производственном процессе.
Хотя ручные роликовые разбрасыватели являются широко используемым методом нанесения клея, развитие альтернативных систем привело к внедрению навесных устройств для нанесения покрытий, экструдеров, окрасочных камер и т. Д., Каждая со своими собственными характеристиками.
1.3.5 Прессование
После укладки фанеры в виде сборочных листов фанеры их подают в гидравлические прессы, чтобы привести фанеру в непосредственный контакт с клеем, где при нагревании клей отверждается.
Переход от холодных прессов с однократным открытием к многотонным горячим прессам, с дневным светом от 5 до 25 и работающими при температуре плиты порядка 80–180 ° C, значительно сократил общее время цикла прессования и повысил производительность пресса. Плиты обычно нагреваются горячей водой или паром, хотя термическое масло используется при прессовании при более высоких температурах.
Предварительное холодное прессование при сравнительно низком давлении не используется в современных производственных линиях. Это в значительной степени связано с тем, что со склеенным шпоном легче обрабатывать и загружать его в пресс для горячего прессования, к тому же уменьшенная толщина слоя позволяет использовать меньшие отверстия для дневного света в горячем прессе, что приводит к общему сокращению времени загрузки и горячего прессования .
Это в значительной степени связано с тем, что со склеенным шпоном легче обрабатывать и загружать его в пресс для горячего прессования, к тому же уменьшенная толщина слоя позволяет использовать меньшие отверстия для дневного света в горячем прессе, что приводит к общему сокращению времени загрузки и горячего прессования .
1.3.6 Чистовая
Первичная отделка, которая включает в себя обрезку, шлифовку и улучшение фанеры после прессования, проводится с целью повышения товарности продукта. Она выполняется либо на отдельных рабочих местах, либо, в случае современных мельниц, как комбинированная операция на непрерывной полуавтоматической линии.
Обрезные пилы отрезают фанерные доски до необходимого размера, которые затем шлифуются на станках, оснащенных широколенточными или барабанными шлифовальными машинами, для получения желаемой гладкости поверхности. Повреждения или дефекты лицевых виниров затем устраняются вручную путем закупоривания и наложения заплат.
Фанера производится в широком диапазоне размеров и толщины, хотя чаще всего производятся размеры 1220 x 2440 мм вместе с панелями размером 1830 x 3050 мм и 915 x 915 мм.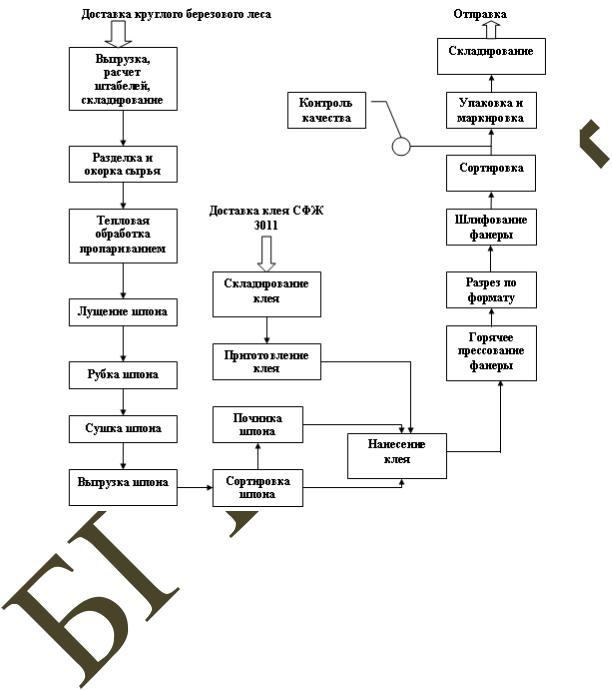 Толщина может составлять от 3 до 25 мм, при этом количество слоев составляет от трех для плит толщиной до 7,5 мм до пяти и более слоев для более толстых сортов.
Толщина может составлять от 3 до 25 мм, при этом количество слоев составляет от трех для плит толщиной до 7,5 мм до пяти и более слоев для более толстых сортов.
1.4.1 Подготовка частиц
1.4.2 Сушка частиц и просеивание
1.4.3 Смешивание и формование мата
1.4.4 Прессование
1.4.5 Отделка плит
В большинстве случаев производство частиц включает в себя определенное количество операций, как описано ниже (см. Рис. 3), для которых требуются различные количества и типы энергии.
Рис. 3. Производство ДСП — упрощенный технологический процесс
1.4.1 Подготовка частиц
Отделка ДСП производится из множества источников, и по мере того, как конкуренция за твердую древесину и твердые древесные отходы возрастает, производители вынуждены прибегать к использованию низкосортных отходов, таких как измельченные отходы заводов, опилки, строгальная стружка и т. Д. а также ранее не рассматриваемые породы древесины.
Ввиду широкого ассортимента целлюлозы, поставляемой на завод, разделение по размеру и, если возможно, по видам должно проводиться до процесса измельчения.Кора удаляется с бревен, если это еще не сделано в лесу, чтобы избежать затупления ножей рубильной машины, а наличие камнеуловителей и магнитных сепараторов предохраняет другое оборудование для измельчения от повреждений, которые в противном случае были бы вызваны, если бы с волокном были внесены противоположности. отделка.
Размер и геометрия частиц, необходимые для внутреннего и поверхностного слоев древесностружечных плит, достигаются с помощью разнообразного оборудования для измельчения, которое соответствует разнообразию и размеру используемой древесины и древесных остатков.Измельчители, дисковые дробилки, молотковые дробилки, дисковые рафинеры и т. Д., Каждая из которых работает по разному принципу, с использованием ножей, ударных стержней, рифленых дисковых пластин и т. Д., Лишь некоторые из них широко используются в промышленности.
1.4.2 Сушка и просеивание частиц
Большую часть композиции, поставляемой на комбинат, необходимо высушить, чтобы общий уровень влажности частиц составлял порядка трех-восьми процентов для связывания с жидкими смолами.
Сушка частиц — это непрерывный процесс, при котором частицы движутся по длине вращающихся горизонтальных сушилок, будучи подвешенными и подвергающимися воздействию горячих газов или тепла, выделяемого пучками труб, по которым передается горячая вода, пар или термическое масло.Тепло производится при сжигании нефти, газа или технологических остатков. В настоящее время мгновенная сушка рассматривается как приемлемая альтернатива роторным сушилкам и требует несколько более низких температур сушки.
Непосредственно после сушки частицы просеиваются по размеру на вибрационных или вращающихся ситах или с помощью воздушной классификации. Просеивание обычно происходит после сушилок, поскольку влажные частицы имеют тенденцию слипаться, забивая пластины сита и снижая общую эффективность процесса просеивания.
Частицы разделяются по размеру с целью сортировки композиции для лицевого и внутреннего слоев плиты. Важно, чтобы частицы большого размера были переработаны для дальнейшего измельчения, а мелкие частицы отсеивались, чтобы избежать потребления непропорционального количества связующего на основе смолы и обеспечить ценный источник топлива.
1.4.3 Смешивание и формование мата
Клеи в виде мочевины, фенола и меламиноформальдегида обычно используются для связывания смеси частиц, причем первый является наиболее предпочтительной из используемых смол.От трех до десяти процентов по массе смолы вместе с другими добавками, используемыми для придания таких свойств, как огнестойкость и т.д., смешивают в контролируемых условиях порциями или в непрерывном режиме. Смешивание может происходить либо в больших чанах с низкой скоростью, либо в небольших блендерах с быстрым смешиванием и более коротким временем смешивания.
На более современных заводах по производству древесно-стружечных плит формование мата является полностью механическим процессом, тогда как более старые формовщики требуют ручного выравнивания.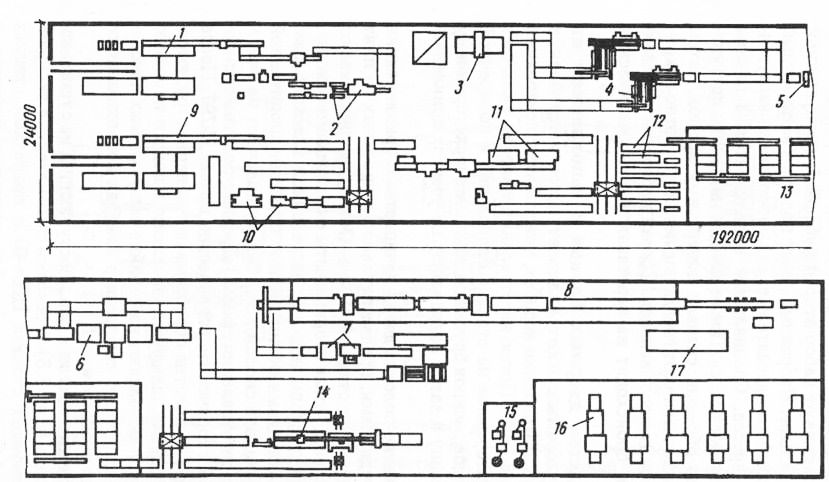 Несмотря на большое разнообразие доступных в настоящее время формовщиков, основные принципы формирования мата в целом схожи в том, что равномерный поток частиц подается к формовщику из сборного бункера, который, в свою очередь, дозирует равномерно распределенный слой частиц в рама на движущейся ленте или уплотнении.
Несмотря на большое разнообразие доступных в настоящее время формовщиков, основные принципы формирования мата в целом схожи в том, что равномерный поток частиц подается к формовщику из сборного бункера, который, в свою очередь, дозирует равномерно распределенный слой частиц в рама на движущейся ленте или уплотнении.
Формовочные машины могут быть оснащены одной или несколькими формовочными головками, которые могут быть либо неподвижными, либо подвижными, и сконструированы таким образом, что самые мелкие частицы доставляются для формирования поверхностных слоев мата, а более грубые материалы — для формирования сердцевины. Во всех случаях крайне важно, чтобы был сформирован равномерно распределенный мат желаемого веса. Коврики, не соответствующие стандарту, отбраковываются и перерабатываются.
Транспортировка матов к предварительному прессу и горячему прессу осуществляется путем формования матов на металлических пластинах, называемых калами, которые затем вручную или механически катят к прессам, или, в случае систем без уплотнения, с использованием гибкие металлические ленты, пластиковые ленты и лотки, по которым маты транспортируются к прессу горячего прессования.
1.4.4 Прессование
Предварительное прессование матов перед использованием в многопластовых горячих прессах в настоящее время становится обычным явлением в операции прессования из-за уплотнения и уменьшения ширины мата. Это позволяет упростить обращение и использовать более узкие отверстия в горячем прессе, что значительно сокращает время прессования.
В то время как предварительные прессы могут быть горячего или холодного типа, основной пресс всегда нагревается путем пропускания горячей воды, пара или масла через плиты для достижения температуры порядка 140-200 ° C, в зависимости от смолы в использовании и тип пресса.
Могут использоваться горячие прессы с одним или несколькими открываниями, загрузка и разгрузка осуществляется вручную или механически с помощью троса, цепных подъемников или гидравлики, в зависимости от возраста и сложности установки. Хотя в более крупных современных установках и время прессования, и давление регулируются автоматически, на многих заводах по-прежнему предпочтительнее ручное управление, поскольку оно позволяет производить регулировку для различного качества мата.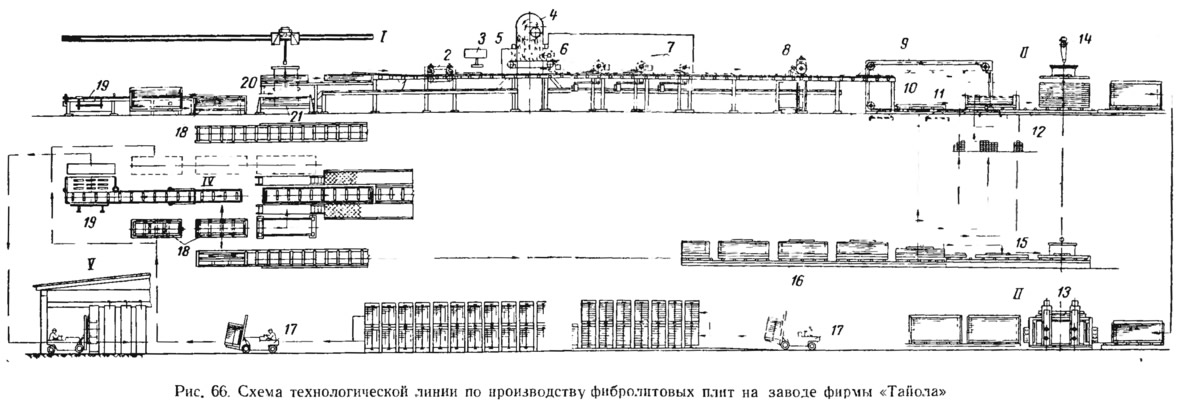
1.4.5 Доска отделочная
На выходе из горячего пресса доски отделяются от герметиков вручную или механически с помощью цепей или поворотных устройств.Уплотнения укладываются в стопку, охлаждают и затем возвращают на станцию формования на толкающих тележках или механически транспортируют по фиксированной возвратной линии. Плиты, в свою очередь, охлаждаются и кондиционируются, чтобы избежать разложения смол мочевины.
Обрезные пилы используются для обрезки досок до нужного размера, при этом обрезки кромок либо перерабатываются, либо используются в качестве топлива. Чтобы соответствовать установленным стандартам в отношении толщины и качества поверхности, можно использовать комбинацию ножевых строгальных станков и ленточных или барабанных шлифовальных машин.
После обработки поверхности досок их разрезают на размер по длине и ширине с помощью комбинации пил в соответствии с требованиями рынка. ДСП обычно выпускается в виде панелей размером 1220 x 2440 мм и толщиной от 3 до 35 мм, из которых 19 мм являются наиболее распространенными. Обычно плиты производятся в диапазоне средней плотности 400-800 кг на кубический метр, хотя в качестве основного материала используются плиты высокой плотности 800-1120 кг на кубический метр.
Обычно плиты производятся в диапазоне средней плотности 400-800 кг на кубический метр, хотя в качестве основного материала используются плиты высокой плотности 800-1120 кг на кубический метр.
Технологии рециклинга МДФ и ДСП на стадии разработки
Количество МДФ и ДСП, отправляемых на свалку, вскоре может быть сокращено, согласно новой технологической компании.
С учетом законодательства о свалках и сложных проблем с утилизацией мы видим возможность в нужное время и в нужном месте.
Крис Эвери, Nviro Cleantech
Лондонская компания Nviro Cleantech объявила, что в следующем году разрабатывает технологию для коммерческого производства, которая, по ее утверждениям, сможет перерабатывать МДФ — древесину твердых пород, часто используемую вместо ДСП и фанеры — и древесно-стружечные плиты в высококачественное древесное волокно, которое затем может быть использовано в различных областях, в том числе на заводах по производству картона.
Это объявление последовало за размещением Nviro Cleantech на альтернативном инвестиционном рынке (AIM) Лондонской фондовой биржи, с помощью которого компания надеется собрать средства для продвижения этой и других «чистых» технологий.
Главный исполнительный директор Nviro Cleantech Крис Эвери рассказал сайту playsrecycle.com : «Эта технология была разработана Исследовательской ассоциацией мебельной промышленности совместно с Уэльским университетом и основана на использовании микроволн и влаги, которая разрывает связи в древесноволокнистой плите, но при этом действует. не повредить волокно.В настоящее время он находится в стадии разработки с целью коммерческого развития в следующем году ».
Technology
Технология переработки МДФ от Nviro Cleantech, которая ожидает получения патента и называется Microrelease, была разработана в ответ на сложность переработки МДФ, который обычно отправляется на свалку из-за клеев и смол, которые связывают материал.
Однако г-н Эври объяснил, что до сих пор другие технологии, использующие пар и давление для вторичной переработки древесины, в конечном итоге приводили к повреждению древесного волокна, что затрудняло его продажу.Однако в случае Microrelease г-н Эвери утверждал, что волокно было немного жестче, чем первичное волокно, но в остальном не изменилось.
Генеральный директор Nviro Cleantech добавил, что компания вызвала большой интерес к технологии, которая, по его словам, может снизить уровень потерь для производителей мебели.
Он также сказал: «С учетом законодательства о свалках и сложных проблем с утилизацией мы видим возможность подходящего времени и подходящего места. Мы работаем с крупными правовыми компаниями в Северном и Южном полушарии и очень заинтересованы в самой отрасли.”
Очистка
В портфеле Nviro Cleantech первая и основная технология, которая поступает в коммерческое производство, называется Vertus RTP. Разработанная для очистки угля для производства большего количества энергии и удаления вредных элементов, таких как ртуть, эта технология также может очищать топливо из биомассы, такое как древесные отходы.
Он сказал: «Этот процесс одинаково хорошо работает со всем, что содержит углерод. По сути, мы предварительно готовим отходы при температуре от 200 до 600 градусов по Цельсию и извлекаем летучие вещества.Мы уже подписали совместное предприятие для этого в Китае и ведем активные обсуждения в США ».
Компания NViro Cleantech была основана в 2005 году и занимается коммерциализацией «чистых» технологий, таких как возобновляемые источники энергии, переработка отходов, контроль выбросов и оборудование для мониторинга качества воздуха. Технологии поступают от небольших частных разработчиков и университетов Великобритании и Европы. В настоящее время среди неисполнительных директоров компании числится член парламента от Кеттеринга Филип Холлобоун.
ДСП Информация о проекте технологии торговли
ДСП , также называемая ДСП , представляет собой конструктивное изделие из дерева, изготовленное из древесных частиц, таких как древесная щепа, стружка лесопилок или даже опилки, а также синтетическая смола или другое подходящее связующее, которое прессуют и экструдируют.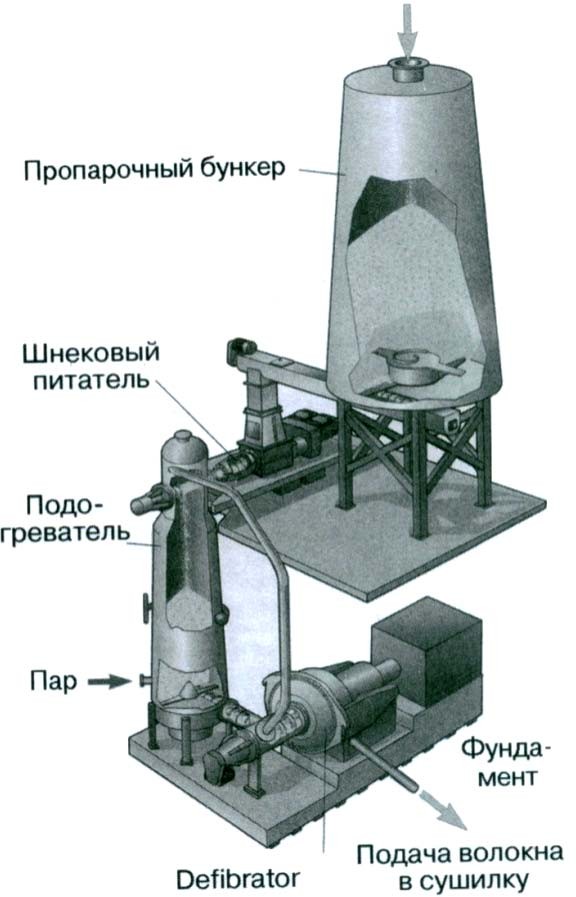 ДСП это
тип ДВП, композитный материал, но он состоит из более крупных
куски дерева, чем ДВП средней плотности и ДВП.
ДСП это
тип ДВП, композитный материал, но он состоит из более крупных
куски дерева, чем ДВП средней плотности и ДВП.Содержание CD ROM.
О КОМПАНИИ
ДСП
ТЕХНОЛОГИЯ
| ИЗДЕЛИЯ ИЗ ДСП
ОТЧЕТЫ
| КОМПАНИИ
РЫНОК
Заказать компакт-диск |

Производство ДСП с усилением из бамбука (Dendrocalamus giganteus) :: BioResources
Зая, У.Дж., Кортез-Барбоса, Дж., Моралес, Э. А. М., Лар, Ф. А. Р., ду Насименто, М. Ф., и Де Араужу, В. А. (2015). «Производство ДСП с бамбуковым армированием ( Dendrocalamus giganteus )», BioRes . 10 (1), 1424-1433.Abstract
В центре внимания этого исследования было изучение использования остатков ламинирования бамбука ( Dendrocalamus giganteus ) при производстве панелей для структурных целей. Бамбуковые древесно-стружечные плиты производились в трех условиях: чистые плиты, армированные бамбуковыми пластинами и обработанные частицы.Связующим смолой был полиуретан на основе касторового масла ввиду использования материалов с более низкой токсичностью. Механические испытания проводились в соответствии с Бразильским стандартом (NBR) 14810-3 (2006) и Европейским стандартом (EN) 310 (2000). Результаты превосходили результаты, рекомендованные этими и другими стандартами по сопротивлению внутренней адгезии, модулю разрыва и эластичности при статическом изгибе, а также результатам других исследований. Обработка крахмала была ненужным этапом. По условиям этого процесса изученные панели показали хороший потенциал для использования в строительстве.Более того, бамбуковые древесно-стружечные плиты являются экономически жизнеспособной, экологически чистой и устойчивой альтернативой использованию отходов, образующихся при переработке бамбука Dendrocalamus giganteus , в сочетании с полиуретановой смолой на основе касторового масла.
Бамбуковые древесно-стружечные плиты производились в трех условиях: чистые плиты, армированные бамбуковыми пластинами и обработанные частицы.Связующим смолой был полиуретан на основе касторового масла ввиду использования материалов с более низкой токсичностью. Механические испытания проводились в соответствии с Бразильским стандартом (NBR) 14810-3 (2006) и Европейским стандартом (EN) 310 (2000). Результаты превосходили результаты, рекомендованные этими и другими стандартами по сопротивлению внутренней адгезии, модулю разрыва и эластичности при статическом изгибе, а также результатам других исследований. Обработка крахмала была ненужным этапом. По условиям этого процесса изученные панели показали хороший потенциал для использования в строительстве.Более того, бамбуковые древесно-стружечные плиты являются экономически жизнеспособной, экологически чистой и устойчивой альтернативой использованию отходов, образующихся при переработке бамбука Dendrocalamus giganteus , в сочетании с полиуретановой смолой на основе касторового масла. Армированная древесно-стружечная плита и процесс ее производства лицензированы в Бразилии в качестве инновационного патента (BR 1020130133919-1-2013).
Армированная древесно-стружечная плита и процесс ее производства лицензированы в Бразилии в качестве инновационного патента (BR 1020130133919-1-2013).
Скачать PDF
Полный артикул
Производство ДСП с усилением из бамбука ( Dendrocalamus giganteus )
Улисс Дж.Zaia, a Juliana Cortez-Barbosa, b Elen A. M. Morales, b, * Francisco A. R. Lahr, c Maria Fátima do Nascimento, c и Victor A. De Araujo d
Целью данного исследования было изучение использования остатков ламинирования бамбука ( Dendrocalamus giganteus ) при производстве панелей для структурных целей. Бамбуковые древесно-стружечные плиты производились в трех условиях: чистые плиты, армированные бамбуковыми пластинами и обработанные частицы.Связующим смолой был полиуретан на основе касторового масла ввиду использования материалов с более низкой токсичностью. Механические испытания проводились в соответствии с Бразильским стандартом (NBR) 14810-3 (2006) и Европейским стандартом (EN) 310 (2000). Результаты превосходили результаты, рекомендованные этими и другими стандартами по сопротивлению внутренней адгезии, модулю разрыва и эластичности при статическом изгибе, а также результатам других исследований. Обработка крахмала была ненужным этапом. По условиям этого процесса изученные панели показали хороший потенциал для использования в строительстве.Более того, бамбуковые древесно-стружечные плиты являются экономически жизнеспособной, экологически чистой и устойчивой альтернативой использованию отходов, образующихся при переработке бамбука Dendrocalamus giganteus , в сочетании с полиуретановой смолой на основе касторового масла. Армированная древесно-стружечная плита и процесс ее производства лицензированы в Бразилии в качестве инновационного патента (BR 1020130133919-1-2013).
Результаты превосходили результаты, рекомендованные этими и другими стандартами по сопротивлению внутренней адгезии, модулю разрыва и эластичности при статическом изгибе, а также результатам других исследований. Обработка крахмала была ненужным этапом. По условиям этого процесса изученные панели показали хороший потенциал для использования в строительстве.Более того, бамбуковые древесно-стружечные плиты являются экономически жизнеспособной, экологически чистой и устойчивой альтернативой использованию отходов, образующихся при переработке бамбука Dendrocalamus giganteus , в сочетании с полиуретановой смолой на основе касторового масла. Армированная древесно-стружечная плита и процесс ее производства лицензированы в Бразилии в качестве инновационного патента (BR 1020130133919-1-2013).
Ключевые слова: бамбук; ДСП; Полиуретановая смола на основе касторового масла; Армирование; Отходы
Контактная информация: a: THN Auto Brasil, R.Вириату да Силва Вианна, 235, Бойтува, Бразилия; b: Университет Паулиста Хулио Мескита Филью (UNESP), Faculdade de Engenharia Industrial Madeireira, R. Geraldo Alckmin, 519, Итапева-СП, Бразилия; c: Universidade de São Paulo, Escola de Engenharia de São Carlos (EESC-USP), Av. Trabalhador São Carlense, 400, São Carlos-SP, Бразилия; d: Исследовательская группа LIGNO UNESP-Itapeva, R. Geraldo Alckmin, 519, Itapeva-SP, Бразилия;
Geraldo Alckmin, 519, Итапева-СП, Бразилия; c: Universidade de São Paulo, Escola de Engenharia de São Carlos (EESC-USP), Av. Trabalhador São Carlense, 400, São Carlos-SP, Бразилия; d: Исследовательская группа LIGNO UNESP-Itapeva, R. Geraldo Alckmin, 519, Itapeva-SP, Бразилия;
* Автор для переписки: [email protected]
ВВЕДЕНИЕ
Древесно-стружечная плита, среди других изделий из древесины, стала популярной в качестве сырья благодаря рентабельности затрат и росту рынка.Согласно Buyuksari (2012), древесно-стружечная плита является одной из наиболее широко используемых древесных композитных материалов для внутренних работ и обычно используется для производства мебели и мебели. Насименто (2008) упоминает, что сырьем для производства ДСП может быть лесной материал от обрезки и обрезки, рваные промышленные отходы (, например, , плиты, остатки верхней распиловки и остатки ламинированной древесины), тонкие промышленные отходы (). например, , опилки и строгальная стружка), стружка от мебели и промышленных столярных изделий или лигноцеллюлозные материалы, такие как жмых сахарного тростника (Acharya et al. 2011), рисовая шелуха (Chen et al. 2013) и другие сельскохозяйственные остатки в чистом виде или в смеси с древесными частицами.
например, , опилки и строгальная стружка), стружка от мебели и промышленных столярных изделий или лигноцеллюлозные материалы, такие как жмых сахарного тростника (Acharya et al. 2011), рисовая шелуха (Chen et al. 2013) и другие сельскохозяйственные остатки в чистом виде или в смеси с древесными частицами.
Rasat et al. (2012) предположил, что композитные плиты из сельскохозяйственных остатков масличной пальмы могут быть использованы в качестве альтернативы древесине для преодоления нехватки материалов в деревообрабатывающей промышленности.
Campos et al. (2009) определила метод ближней инфракрасной спектроскопии для оценки композиций древесностружечных плит на агро-основе, произведенных из эвкалипта и сосны, смешанных с жмыхом сахарного тростника, обосновывая их возможное применение в исследованиях.
Ян и др. . (2014) сообщают, что за последние десятилетия многие недревесные лигноцеллюлозные биомассы, включая бамбук, пшеничную солому, стебли хлопка, стебли подсолнечника и стебли кенафа, использовались для производства ДСП или других конечных продуктов. В поисках альтернативных процессов было обнаружено, что бамбук — отличный вариант для производства частиц. В настоящее время, по оценкам, около 1 миллиарда человек во всем мире используют бамбук в качестве источника существования. Бамбук имеет небольшую деформацию и хорошую стабильность при производстве панелей (Moizés 2007).Из-за его качеств этот материал широко используется в промышленности (Lima et al. 2008). Перейра (1997) сообщает, что бамбук является уникальным природным ресурсом, поскольку на его обновление требуется меньше времени из-за более высокой скорости роста и использования площади. Кроме того, Pereira (1997) подчеркивает, что соотношение прочности конструкции бамбука к весу сопоставимо со сталью. Такое высокое сопротивление можно объяснить распределением волокон снаружи (от 40 до 90%) и внутри (от 15 до 30%) стебля бамбука.Обработка бамбука, особенно для промышленного производства клееных плит, приводит к образованию отходов, которые могут стать загрязняющим веществом, а также представляют собой большие потери природных ресурсов.
В поисках альтернативных процессов было обнаружено, что бамбук — отличный вариант для производства частиц. В настоящее время, по оценкам, около 1 миллиарда человек во всем мире используют бамбук в качестве источника существования. Бамбук имеет небольшую деформацию и хорошую стабильность при производстве панелей (Moizés 2007).Из-за его качеств этот материал широко используется в промышленности (Lima et al. 2008). Перейра (1997) сообщает, что бамбук является уникальным природным ресурсом, поскольку на его обновление требуется меньше времени из-за более высокой скорости роста и использования площади. Кроме того, Pereira (1997) подчеркивает, что соотношение прочности конструкции бамбука к весу сопоставимо со сталью. Такое высокое сопротивление можно объяснить распределением волокон снаружи (от 40 до 90%) и внутри (от 15 до 30%) стебля бамбука.Обработка бамбука, особенно для промышленного производства клееных плит, приводит к образованию отходов, которые могут стать загрязняющим веществом, а также представляют собой большие потери природных ресурсов. Бамбук также был изучен в качестве армирования пиломатериалов или деревянных деталей, которые оказались экологически эффективной альтернативой.
Бамбук также был изучен в качестве армирования пиломатериалов или деревянных деталей, которые оказались экологически эффективной альтернативой.
Бамбук может быть альтернативой производству ДСП, а также использоваться для усиления биокомпозитов (Абдул Халил и др. 2012).Во многих странах бамбук используется в качестве строительного материала и промышленного сырья во многих отраслях промышленности, поскольку он обладает отличными показателями прочности на сдвиг и жесткости. Бамбук имеет несколько преимуществ, таких как быстрый рост, многолетние насаждения, простота размножения, ухода и сбора урожая.
Бамбуковые древесно-стружечные плиты возникли с целью повторного использования остатков обработки бамбука, таких как стебли, основания и верхушки стеблей малого диаметра (Kai and Xuhe 2005). Поэтому, по мнению этих авторов, большим преимуществом этих плит является обилие сырья и тот факт, что процесс производства аналогичен технологии древесно-стружечных плит.Calegari et al. (2007) пришел к выводу, что использование бамбуковой стебли ( Bambusa vulgaris Schr.) Обеспечивает жизнеспособную альтернативу при производстве древесно-стружечных плит, поскольку они ведут себя так же, как плиты, произведенные исключительно из древесины. В конечном итоге разрабатываются новые продукты; Примером этого являются гофрированные бамбуковые древесно-стружечные плиты, изготовленные из бамбуковых отходов строгальных станков. В этом случае Ян et al. (2014) изготовил панели по простой технологии с использованием карбамидоформальдегидной смолы при трех температурах прессования и двух уровнях плотности.Это исследование расширяет перспективы повторного использования бамбуковых отходов.
(2007) пришел к выводу, что использование бамбуковой стебли ( Bambusa vulgaris Schr.) Обеспечивает жизнеспособную альтернативу при производстве древесно-стружечных плит, поскольку они ведут себя так же, как плиты, произведенные исключительно из древесины. В конечном итоге разрабатываются новые продукты; Примером этого являются гофрированные бамбуковые древесно-стружечные плиты, изготовленные из бамбуковых отходов строгальных станков. В этом случае Ян et al. (2014) изготовил панели по простой технологии с использованием карбамидоформальдегидной смолы при трех температурах прессования и двух уровнях плотности.Это исследование расширяет перспективы повторного использования бамбуковых отходов.
В последнее время рост цен на древесину и уменьшение доступности лесных ресурсов заставили людей искать другие аналогичные альтернативы. Подобно дереву, бамбук — это прочный, легкий, возобновляемый материал природного происхождения, который хорошо адаптируется к окружающей среде. Лучший способ использовать бамбук в больших масштабах — это разработать и произвести серию бамбуковых панелей с различной структурой и функциями в соответствии со свойствами бамбука (Kai and Xuhe 2005).
Лучший способ использовать бамбук в больших масштабах — это разработать и произвести серию бамбуковых панелей с различной структурой и функциями в соответствии со свойствами бамбука (Kai and Xuhe 2005).
Что касается ДСП, произведенных из бамбуковых отходов, Sampaio et al. (2008) изготовили гомогенные бамбуковые древесно-стружечные плиты ( Dendrocalamus giganteus ) с добавлением карбамидоформальдегида со стеблем и прицветником; этот последний стебель листа, полученный из той же бамбуковой глыбы, богатой волокнами, является альтернативой для замены твердой древесины и повышения экономической ценности материала. Разница в процентном отношении произошла в отходах бамбука и прицветника. В состав картона входило: 25% прицветников и 75% бамбука; 50% каждого; 75% прицветников и 25% бамбука; и 100% каждого прицветника и бамбука.
Vieira et al. (2010) производила ДСП из бамбука и сосны. Материалы включали мочевино-формальдегид в качестве адгезива в пропорции 10% от сухой массы материала, частицы бамбука, происходящие из апикальной части стебля, и частицы сосны, полученные в результате промышленной обработки. Laemlaksakul (2010) производил древесно-стружечные плиты, используя отходы бамбуковой стружки вида Dendrocalamus asper Backer, которые были собраны в процессе производства щепы, с карбамидоформальдегидным клеем, изменяя температуру упаковки образцов перед тестированием на 25, 40 и 55 ° С.Однородные панели из бамбука ( Guadua magna ) с номинальной плотностью 0,65 г / см 3 , размером частиц 1,0 и 1,5 мм, а также карбамидоформальдегидной и фенолформальдегидной смол с содержанием 8% были произведены Arruda et al. . (2011).
Laemlaksakul (2010) производил древесно-стружечные плиты, используя отходы бамбуковой стружки вида Dendrocalamus asper Backer, которые были собраны в процессе производства щепы, с карбамидоформальдегидным клеем, изменяя температуру упаковки образцов перед тестированием на 25, 40 и 55 ° С.Однородные панели из бамбука ( Guadua magna ) с номинальной плотностью 0,65 г / см 3 , размером частиц 1,0 и 1,5 мм, а также карбамидоформальдегидной и фенолформальдегидной смол с содержанием 8% были произведены Arruda et al. . (2011).
Что касается использования бамбукового армирования, Cortez-Barbosa et al. (2011) проанализировал механические характеристики древесно-бамбукового композитного материала, где образцы были разработаны на основе сочетания бамбуковой пластинки в качестве структурного усиления в кусках массивной древесины сосны и в панелях с клееной кромкой (EGP).Используемая порода древесины — Pinus taeda , а виды бамбука — Dendrocalamus giganteus и Guadua angustifolia . Значения, полученные в ходе испытаний, показали увеличение прочности и жесткости по сравнению с деталями без армирования.
Значения, полученные в ходе испытаний, показали увеличение прочности и жесткости по сравнению с деталями без армирования.
Ферро и др. . (2014) провели оценку влияния состава полиуретановой смолы на основе касторового масла (в частности, пропорции преполимера / полиола) на статические свойства изгиба (модуль упругости и модуль разрыва) древесностружечных плит, изготовленных из древесины Парики ( Schizolobium amazonicum). ).Эти авторы считали, что соотношение 1: 1 (полиол / форполимер) может быть лучшим решением, поскольку оно показывает лучшие механические характеристики и использует наименьшее количество производных нефти.
В то время как большинство исследований, связанных с производством деревянных композитов, рассматривают использование смолы на химической основе, могут быть реализованы новые области применения смолы на растительной основе, как, например, полиуретан на основе касторового масла. Эта смола использовалась в бразильских исследованиях с многообещающими результатами. Эта смола более экологична, чем клеи только на химической основе, такие как карбамидоформальдегид, поскольку в качестве природного материала в ней используются клещевины.
Эта смола более экологична, чем клеи только на химической основе, такие как карбамидоформальдегид, поскольку в качестве природного материала в ней используются клещевины.
В 21 веке часто комментируют триаду, состоящую из устойчивости, утилизации отходов и разработки новых материалов. В дополнение к этому, бразильское законодательство «12.484-2011» установило национальную политику устойчивого управления и выращивания бамбука (Cortez-Barbosa et al . 2014).
Из-за этого бразильского законодательства в некоторых секторах, вероятно, в будущем будет образовываться значительное количество бамбуковых отходов, особенно в процессе производства бамбукового ламинирования.Таким образом, целью данного исследования было производство древесностружечных плит из остатков бамбука Dendrocalamus giganteus процесса ламинирования бамбука, армированных пластинами того же вида бамбука для структурных целей в строительстве.
ЭКСПЕРИМЕНТАЛЬНАЯ ИНФОРМАЦИЯ
Материалы
Используемый в работе вид бамбука Dendrocalamus giganteus имеет стебли высотой от 24 до 40 м, междоузлиями от 0,40 до 0,50 м, диаметром от 0. От 10 до 0,20 м и толщиной стен от 1 до 3 см, в зависимости от высоты стебля.
От 10 до 0,20 м и толщиной стен от 1 до 3 см, в зависимости от высоты стебля.
Пластины для армирования были извлечены в базальной части бамбуковых стеблей и, предпочтительно, вблизи внешней части стеблей, при наличии узлов. Бамбук возрастом примерно пяти лет был собран в юго-восточном регионе штата Сан-Паулу, Бразилия.
Полиуретан на основе касторового масла был смолой, используемой как для производства древесностружечных плит, так и для их армирования.
Методы
Для изготовления пластин, которые использовались в качестве арматуры, необходимо было обработать бамбуковые детали с помощью циркулярной пилы (обрезной пилы с адаптером для цилиндрических деталей) в качестве меры безопасности. Бамбук был обработан в продольном направлении на шесть частей (шипов), а затем диафрагмы были удалены с помощью ленточной пилы. Шипы были обработаны на трехстороннем строгальном станке для стандартизации желаемой толщины пластин, которая составляла от 1,63 до 2. 13 мм, в зависимости от толщины стебля, а также из-за различий в процессе резки. Длина пластинки составляла 350 мм, ширина — около 30 мм.
13 мм, в зависимости от толщины стебля, а также из-за различий в процессе резки. Длина пластинки составляла 350 мм, ширина — около 30 мм.
Отходы, собранные во время обработки пластин, были разделены вибрационным грохотом и разделены на три группы: пыль, твердые частицы, задержанные в ситах диаметром 3 мм, и твердые частицы, задержанные в ситах диаметром 7 мм. Часть остатков предварительно обрабатывали путем погружения в теплую воду на 20 часов и затем сушки при 100 ° C в сушилке (с циркуляцией воздуха и без нее) для удаления крахмала, присутствующего в стеблях бамбука.Удаление крахмала было реализовано, чтобы избежать будущих нападений насекомых, а также для проверки того, может ли этот крахмал вмешиваться в процесс адгезии смолы, если известно, что его присутствие влияет на некоторые процессы заживления, например, с цементом. Обработанные и необработанные остатки сушили таким же образом, путем окончательной сушки при 60 ° C.
Обработанные частицы D. giganteus были смешаны в машине для склеивания для изготовления мата с использованием полиуретановой смолы на основе касторового масла в пропорции 15% от сухой массы. Было изготовлено девять плит, каждая с одинаковым объемом частиц, и спрессована при высокой температуре (100 ° C) с использованием гидравлического пресса с временем прессования 10 мин и давлением 3,5 МПа. Четыре доски использовали предварительно обработанные остатки (с армированием), три доски не подвергались этой обработке (с армированием), а две плиты не подвергались обработке (без армирования), чтобы изучить влияние армирования и обработки. Образец армированной плиты представлен на рис. 1.
Было изготовлено девять плит, каждая с одинаковым объемом частиц, и спрессована при высокой температуре (100 ° C) с использованием гидравлического пресса с временем прессования 10 мин и давлением 3,5 МПа. Четыре доски использовали предварительно обработанные остатки (с армированием), три доски не подвергались этой обработке (с армированием), а две плиты не подвергались обработке (без армирования), чтобы изучить влияние армирования и обработки. Образец армированной плиты представлен на рис. 1.
Фиг.1. ДСП, изготовленные из бамбуковых отходов и армированные бамбуковыми пластинами
Все платы имели номинальные размеры 350 х 350 мм. Толщина панелей составляла 10 мм, 13 мм и 14 мм для чистых плит (PB), армированных необработанных плит (RNB) и армированных необработанных плит (RTB) соответственно. Эти толщины были разными из-за наличия пластин арматуры.
Образцы были сняты с ДСП для испытания сопротивления внутренней адгезии (склеивания) и статического изгиба, чтобы определить модуль разрыва (MOR) и модуль упругости (MOE). Испытания проводились на универсальных испытательных машинах (30 тонн и 10 тонн) согласно стандартам NBR 14810-3 (2006) и EN 310 (2000) соответственно. Образцы статического изгиба были получены в соответствии с ориентацией пластин в усиленных панелях, которые были расположены все в одном направлении, одна параллельно друг другу. Дисперсионный анализ (ANOVA) и тесты Тьюки, проведенные с 5% -ным уровнем значимости, применялись для определения разницы в средних значениях.
Испытания проводились на универсальных испытательных машинах (30 тонн и 10 тонн) согласно стандартам NBR 14810-3 (2006) и EN 310 (2000) соответственно. Образцы статического изгиба были получены в соответствии с ориентацией пластин в усиленных панелях, которые были расположены все в одном направлении, одна параллельно друг другу. Дисперсионный анализ (ANOVA) и тесты Тьюки, проведенные с 5% -ным уровнем значимости, применялись для определения разницы в средних значениях.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
В таблице 1 представлены средние значения модуля разрыва при статическом изгибе.
Таблица 1. Средние значения MOR (МПа)
RTB: армированные необработанные доски — 4 доски, RNB: армированные необработанные доски — 3 доски, PB: чистые доски — 2 доски. ẋ : среднее, sd : стандартное отклонение, CV : коэффициент вариации (%)
Средние значения MOR для армированных плит, необработанных армированных плит и чистых плит (без обработки и без армирования) составили 137, 150 и 38 МПа соответственно. Эта ситуация может указывать на то, что процесс предварительной обработки бамбука вызвал некоторую химическую модификацию в частицах бамбука, вызывая снижение статического сопротивления изгибу и показывая, что предварительная обработка частиц для изготовления композита не является необходимой. Это также свидетельствует о том, что добавление армирующих пластин из бамбука привело к увеличению статической прочности на изгиб более чем на 200%, хотя пластинки не повлияли на конечную плотность (таблица 3) композита.Несмотря на большое количество сырья в армированных плитах, объем был меньше, чем в неармированных плитах, из-за стадии уплотнения. Эти значения превышают требования стандартов NBR 14810-2 (2002) 16 МПа для древесно-стружечных плит и EN 300 (2000) для древесно-стружечных плит типа 4 28 МПа в продольном направлении, даже для неармированных древесностружечных плит. В таблице 2 приведены средние значения модуля упругости при статическом изгибе.
Эта ситуация может указывать на то, что процесс предварительной обработки бамбука вызвал некоторую химическую модификацию в частицах бамбука, вызывая снижение статического сопротивления изгибу и показывая, что предварительная обработка частиц для изготовления композита не является необходимой. Это также свидетельствует о том, что добавление армирующих пластин из бамбука привело к увеличению статической прочности на изгиб более чем на 200%, хотя пластинки не повлияли на конечную плотность (таблица 3) композита.Несмотря на большое количество сырья в армированных плитах, объем был меньше, чем в неармированных плитах, из-за стадии уплотнения. Эти значения превышают требования стандартов NBR 14810-2 (2002) 16 МПа для древесно-стружечных плит и EN 300 (2000) для древесно-стружечных плит типа 4 28 МПа в продольном направлении, даже для неармированных древесностружечных плит. В таблице 2 приведены средние значения модуля упругости при статическом изгибе.
Таблица 2. Средние значения МОЭ (МПа)
RTB: армированные необработанные доски — 4 доски, RNB: армированные необработанные доски — 3 доски, PB: чистые доски — 2 доски. ẋ : среднее, sd : стандартное отклонение, CV : коэффициент вариации (%)
ẋ : среднее, sd : стандартное отклонение, CV : коэффициент вариации (%)
Средние значения MOE данных, приведенных в таблице 2, для армированных плит, необработанных армированных плит и чистых плит (без обработки и без армирования) составили 15 804, 14 551 и 5 855 МПа соответственно. Эти значения также превзошли требования стандарта EN 300 (2002) для OSB типа 4 на 4800 МПа в продольном направлении, даже для древесностружечных плит, произведенных без армирования.Эта ситуация позволяет предположить, что добавление армирующих пластин из бамбука привело к увеличению модуля упругости при статическом изгибе более чем на 100%, даже несмотря на то, что пластинки не влияли на конечную плотность композита (Таблица 3), как упоминалось выше. Поскольку значения MOE, достигнутые как для плит RTB (армированная обработка), так и RNB (армированная необработанная), были выше, чем значения, предписанные этим европейским стандартом, можно проверить, что предварительная обработка частиц неудобна.
В таблице 3 представлены значения MOR и MOE, полученные в исследованиях других авторов, связанных с бамбуковыми и деревянными ДСП, по сравнению с текущим исследованием. В этой таблице показан результат применения теста Тьюки для данного исследования, где аналогичные символы (a или b) являются статистически эквивалентными средними значениями.
Таблица 3. Значения механических свойств лигноцеллюлозных ДСП
RTB: армированные плиты, RNB: армированные необработанные плиты, PB: чистые плиты (панели).
UF: карбамидоформальдегид, PF: фенолформальдегид, CP: полиуретан на основе касторового масла (смолы)
ANOVA показал, что значения MOR и MOE для армированных плит были статистически эквивалентны армированным необработанным плитам, что позволяет предположить, что предварительная обработка частиц для уменьшения содержания крахмала не влияла на процесс склеивания плит касторовым маслом. на основе полиуретановой смолы, как процитировано Beraldo (2008), однако, это показало, что существует статистическая разница между неармированными и армированными бамбуковыми ДСП.
Из данных таблиц 1 и 2 видно, что значения прочности и модуля упругости при статическом изгибе для древесностружечных плит в этом исследовании были выше, чем найденные другими авторами, перечисленными в таблице 3, независимо от применяемой обработки. , наличие армирования или состав панели (бамбук или дерево и смола). Армирование бамбуковой пластиной заметно повысило значения этих свойств. Вероятно, это связано с тем, что бамбук был изготовлен из стеблей, которые содержали большее количество волокон.
Платы в этом исследовании достигли плотности, аналогичной Sampaio et al. (2008) и Ферро и др. . (2014), то есть , более 800 кг / м 3 . Однако эти плиты достигли значений MOR и MOE, превосходящих другие исследования, вероятно, из-за усиления и использования полиуретановой смолы на основе касторового масла.
Эти значения также превосходили средние значения, полученные Pereira и Beraldo (2010) для базальной части клинков бамбука Dendrocalamus giganteus (с сучками), для MOR и MOE равные 118. 7 МПа и 12 600 МПа соответственно. Это подчеркивает потенциал этого композита для структурного применения. На рис. 2 показаны типы разрушения некоторых образцов бамбукового ДСП при статическом изгибе.
7 МПа и 12 600 МПа соответственно. Это подчеркивает потенциал этого композита для структурного применения. На рис. 2 показаны типы разрушения некоторых образцов бамбукового ДСП при статическом изгибе.
Рис. 2. Типы разрывов после испытания на статический изгиб
Из образцов, испытанных на статический изгиб, после разрушения были отобраны образцы для испытания на внутреннюю адгезию. Для РНБ было меньше экземпляров. Различные типы разрывов в образцах при испытании на статический изгиб привели к более коротким сечениям многоразового использования.Таким образом, удалось подготовить для испытаний на внутреннюю адгезию пять образцов для армированных плит, три для армированных необработанных плит и десять образцов для чистых плит, обеспечив средние значения 2,21, 2,25 и 3,01 МПа соответственно.
Значения внутренней адгезии (или внутреннего склеивания), собранные в этом исследовании, перечислены в таблице 4 вместе с данными, полученными из других исследований.