Оборудование для производства бобинных (барабанных) гвоздей под пневмопистолеты
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА БОБИННЫХ (БАРАБАННЫХ) ГВОЗДЕЙ ПОД ПНЕВМОПИСТОЛЕТЫ
Барабанные гвозди для гвоздезабивных пистолетов
гвозди барабанные винтовые
(гвозди с винтовой накаткой)
гвозди барабанные ершенные
(гвозди с кольцевой накаткой)
гвозди барабанные гладкие
(без накатки)
Гвозди барабанные или гвозди в катушке используются в нейлерах (гвоздезабивных пневмопистолетах). Один работник с таким пневмомолотком и набором барабанных гвоздей способен заменить несколько человек использующих обычные молотки и обычные гвозди. Этот метод является наиболее безопасным для работника, так как все автоматизировано, риск повреждений и увечий снижается до минимума.
Наиболее широко применяются барабанные гвозди в строительстве, деревянном домостроении, для производства тары деревянных ящиков, для скрепления деревянных поддонов, европоддонов и контейнеров, половых досок и деревянных конструкций, где требуется высокая прочность соединения.
Гвозди катушечные (бобинные) делятся на три группы: гвозди барабанные винтовые (гвозди с винтовой накаткой), гвозди барабанные ершенные (гвозди с кольцевой накаткой), гвозди барабанные гладкие. Гвозди барабанные иногда называют гвозди в обоймах, гвозди в бобинах, гвозди в кассетах или гвозди в рулонах, что по сути одно и тоже. Обойма или бобина или барабан или кассета представляет собой ленту, состоящую из гвоздей скрепленных на омедненной проволоке.
Производство бобинных (барабанных) гвоздей
При производстве таких бобинных (барабанных) гвоздей под пневмопистолеты используются станки-коллаторы, приваривающие гвозди на проволоку.
Для полного цикла производства бобинных (барабанных) гвоздей, как правило, необходим следующий набор оборудования:
- гвоздильные автоматы
- накатные автоматы (для ершёных и винтовых гвоздей)
- галтовочные установки для для очистки гвоздей от масла, грязи, ржавчины, обсечки и других остатков
- оборудование для нанесения антикоррозионного покрытия (при необходимости)
- станок-коллатор для сварки гвоздей на проволоку
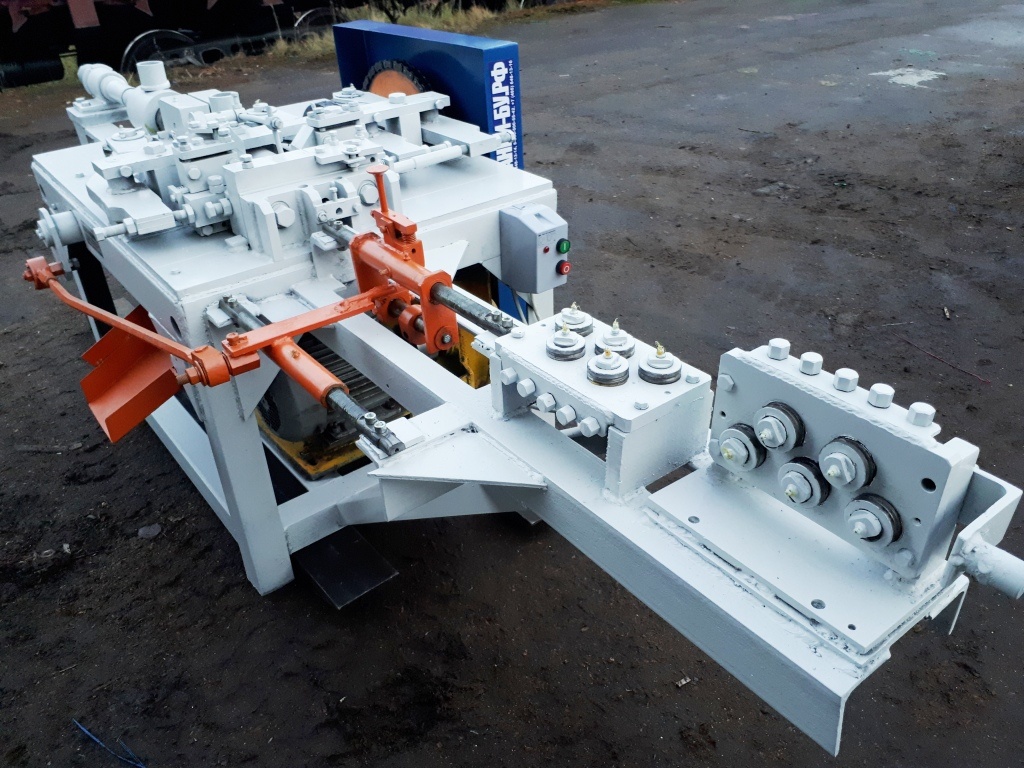
Станок-коллатор для сварки гвоздей на проволоку серии RCN-1000
Описание станка для производства барабанной ленты гвоздей
Станок-коллатор для барабанных гвоздей – это стационарный среднегабаритный автоматический электропневматический сварочный станок непрерывного действия, предназначенный для эксплуатации в условиях металлообрабатывающих предприятий с наличием энергетической сети 380В, где задействуются для связки гвоздей стальной проволокой в барабанные обоймы, которые массово используются как расходных материал для строительных пневмопистолетов.
Машина для сварки барабанной ленты из гвоздей абсолютно устойчива на плоской фундаментальной плите. В верхней части конструкции установлен габаритный ящик-бункер, откуда гвозди дозированно передаются в вибрационный питатель, где под действием колебаний поступают в наклонную направляющую рейку и поштучно перемещаются в зону сварки. Вместимость бункера по запросу заказчика может быть выбрана до 500 кг.
Связующая проволока двумя параллельными линиями из габаритных разматывающихся бухт втягивается туда же. Гвозди поступают на диск накопления, где проворачиваются и подвергаются привариванию двумя точками к линиям проволоки, после чего выполняется окрашивание и сушка полученной полосы. В станке применятся современная технология инверторной сварки, что снижает потребление энергии, и повышает экономичность эксплуатации. В отличие от традиционного метода регулировки силы сварочного тока, в этом станке регулировка силы тока сварки осуществляется через регулировку сварочной частоты.
На конечном этапе полоса сворачивается в бобину, и её длина отсекается от общей. Операционное пространство имеет искусственное освещение. Коллатор для производства барабанной ленты гвоздей (под гвоздезабивной пневмопистолет) оснащается системой автоматического управления на платформе цифровых технологий. Программируемый логический контроллер имеет цветной сенсорный экран для ввода и отслеживания параметров цикла. Интерфейс программного обеспечения позволяет в кратчайшее время освоить управление агрегатом.
Спецификация станка для изготовления барабанных гвоздей RCN-1000
| Диаметр гвоздя | 2.0 — 4.1 мм |
|---|---|
| Длина гвоздя | 30 — 100 мм |
| Производительность вибропитателя | 2000 шт/мин (гля гвоздей Ø2.5 x 50 мм) |
| Давление сжатого воздуха | 0. 4 — 0.85 МПа 4 — 0.85 МПа |
| Охлаждающая жидкость | 2 л/мин |
| Производительность сваривания | 1800 шт/мин |
| Сварочный ток | до 2000 A |
| Максимальная потребляемая мощность | 20 кВт |
| Электроснабжение | 3ф / 380 В / 50 — 60 Гц |
| Вес нетто | около 2000 кг |
| Габаритные размеры | 3000 x 1500 x 1800 мм |
| Размер помещения | 6 м х 6 м х 4 м |
Узлы станка-коллатора для сварки гвоздей на проволоку
Узел высокочастотной сварки
Матрица катушки
Вибропитатель
Режущее устройство
Электрическое оборудование
Электрическое оборудование
Видео работы станка-коллатора для сварки гвоздей на проволоку серии RCN-1000
Компактный станок-коллатор для сварки гвоздей на проволоку серии RNC-900
Для высокоскоростного производства гвоздей барабанных гладких, сваренных на проволоку. Этот сверхсовременный компактный станок-коллатор производит до 3000 барабанных гвоздей в минуту.
Этот сверхсовременный компактный станок-коллатор производит до 3000 барабанных гвоздей в минуту.
Автомат оснащен автоматическим намотчиком и отрезным устройством, устройством фиксации резинкой, узлом нанесения антикоррозийного покрытия, сушки, автоматическим выбрасывателем и вращающимся столом для выгрузки готовой продукции.
Видео работы компактного станка-коллатора
Станок-коллатор для обвязки гвоздей проволокой серии RMC-900
Для высокоскоростного производства сваренных проволокой гладких барабанных гвоздей. Этот сверхсовременный станок-коллатор производит до 3000 барабанных гвоздей в минуту.Автомат оснащен автоматическим намотчиком и отрезным устройством, устройством фиксации резинкой, узлом нанесения антикоррозийного покрытия, сушки, автоматическим выбрасывателем и вращающимся столом для выгрузки готовой продукции. Требуется меньше человеческой силы.
Видео работы станка-коллатора
Станок-коллатор для сварки кровельных гвоздей на проволоку серии RHC-900
Для высокоскоростного производства наваренных на проволоку гладких барабанных гвоздей и кровельных барабанных гвоздей.
Этот сверхсовременный станок-коллатор производит до 2000 гладких барабанных гвоздей в минуту и до 1500 кровельных барабанных гвоздей в минуту.
Автомат оснащен автоматическим намотчиком и отрезным устройством, компактным устройством фиксации резинкой, узлом нанесения антикоррозийного покрытия, сушки, автоматическим выбрасывателем и вращающимся столом для выгрузки готовой продукции.
Видео работы станка-коллатора
Двухпоточный станок-коллатор для сборки гвоздей в обойму серии RDC-900
Этот высокопроизводительный двухпоточный коллатор снизит ваши затраты, производя до 5000 барабанных гвоздей в минуту.
Двухпоточный автомат для сборки гвоздей в обойму стальной проволокой оснащен двумя комплектами бункеров подачи полуфабрикатов, двумя сварочными станциями, двумя компклектами отрезного оборудования, двумя установками для нанесения антикоррозийного покрытия и одним конвейером для вывода готовой продукции с устройством автоматической фиксации резиновой лентой.
Видео работы двухпоточного коллатора
Спецификация станков-коллаторов серии RXC-900
| RNC-900 | RMC-900 | RHC-900 | RDC-900 | ||
|---|---|---|---|---|---|
| Скорость сборки гвоздей в бобину | до 3000 шт/мин | до 3000 шт/мин | до 2000 шт/мин | до 5000 шт/мин | |
| Размер гвоздей | длина гвоздя | 19 ~ 100 мм | |||
| диаметр гвоздя | 1. 60 ~ 3.77 мм 60 ~ 3.77 мм | ||||
| Параметры бобины | угол наклона гвоздей в бобине | ||||
| гвоздей в бобине | 225 — 400 шт | 200 — 400 шт | 200 — 400 шт | 200 — 300 шт | |
| Расход воздуха | — | — | — | 600 л/мин | |
| Электропитание | 30 кВА 3ф 220В 50~60Гц | 20 кВА 3ф 220В 50~60Гц | 20 кВА 3ф 220В 50~60Гц | 50 кВА 3ф 220В 50~60Гц | |
| Требуемое пространство (Д x Ш x В) | 4800 x 1300 x 1800 мм | 2900 x 3200 x 1800 мм | 3700 x 2400 x 1800 мм | 7200 x 3000 x 1800 мм | |
| Вес машины | 3500 кг | 2500 кг | 2500 кг | 5000 кг | |
Схема технологического процесса изготовления барабанных гвоздей
сырьё — катанка
волочение проволоки
высадка гвоздей
галтовка гвоздей
сварка на проволоку
готовая продукция перед операциями контроля и упаковки
Бизнес на производстве гвоздей. Запускаем свое мини цех.
Запускаем свое мини цех.
 Запускаем свое мини цех.
Запускаем свое мини цех.Часто начинающие предприниматели ищут идеи для небольшого производства, в которое можно было инвестировать до $15000 и начать получать прибыли. Можно сказать одно, в таком случае вам нужно ориентироваться на популярный товар, чтобы сразу сбывать продукцию и получать свою прибыль. Одним из таких направлений деятельности является бизнес по производству гвоздей. Данные крепежные материалы просто не заменимы в любом хозяйстве и используются повсеместно. Для того чтобы запустить собственное мини-производство гвоздей, нужен совсем небольшой стартовый капитал. Так б/у станок обойдется в сумму около $7000 — $8000. В качестве помещения можно арендовать либо гараж, либо небольшой бокс, достаточно будет площади размером 35 – 40кв.м.
Один сотрудник за месяц упорной работы может изготовить до 18 тонн гвоздей.
Давайте более детально рассмотрим основные шаги построения этого бизнеса и налаживания каналов сбыта готовых изделий.
Ассортимент товара
Содержание статьи
Ниже приведен список и примерная стоимость наиболее популярных типов гвоздей.
- Мебельные — от $1,7 за кг.
- Машинные со скошенным острием — от $2.4 за кг.
- Ершенные оцинкованные гвозди — от $1,5 за кг.
- Ершенные в кассетах — от $2 за кг.
- Ершенные с конической головкой — от $1,75 за кг.
- Финишные гвозди — от $2,3 за кг.
- Гвозди с большой головкой — от $2,65 за кг.
- Толевые оцинкованные — $2,2 за кг.
- Строительные оцинкованные — от $1,1 за кг.
- Шиверные — от $1,7 за кг.
- Толевые черные — от $1,5 за кг.
- Винтовые гвозди, оцинкованные с винтовой шляпкой — от $2,3 за кг.
Также эти гвозди разделяются по формату, а именно по длине и толщине. Для каждого типа используется своя технология изготовления, поэтому еще на старте важно определиться с форматом. В этом бизнес плане цеха по производству гвоздей, мы будем рассматривать классический вариант этих изделий, который наиболее распространен на рынке строительных материалов.
Запустите свое дело по производству полиэтиленовых пакетов. Оборудование, технология, сырье и инвестиции. Полезные советы.
Оборудование, технология, сырье и инвестиции. Полезные советы.
Оформление документов
Для ведения легального бизнеса, вам нужно будет оформить все соответствующие документы.
Если вы будете работать только с физическими лицами, тогда достаточно оформится как ИП, если же планируете сотрудничать с юр. лицами, без регистрации ООО не обойтись.
На рабочее помещение нужно будет получить разрешения в местных СЭС и пожарного надзора.
Если планируете нанимать работника, его также нужно оформить на работу.
Не забудьте заключить договор аренды на помещение, или же договор купли продажи.
Технология производства гвоздей
Одним из главных плюсов бизнес по изготовлению гвоздей является простота технологии, которая используется. Покупая оборудование, вы получаете готовую линию, которая требует минимального ручного труда, а на выходе будет качественное изделие. Таким образом, вы даже можете не нанимать персонал, или же сам процесс обучения нового работника займет совсем немного времени. Это не высококвалифицированный труд и соответственно на заработной плате можно также экономить.
Это не высококвалифицированный труд и соответственно на заработной плате можно также экономить.
Основные шаги в процессе производства классических гвоздей:
1.) На первом этапе проволока выпрямляется и подается в аппарат.
2.) Материал фиксируется на станке и обрезается на заготовки согласно выставленным на станке значениям.
3.) Создание шляпы и острого конца гвоздя.
4.) Перемещения готового изделия в контейнер.
Важно учитывать и различные нюансы данной технологии. К примеру, если вы планируете изготавливать оцинкованные гвозди, то нужно в качестве сырья изначально подавать оцинкованную проволоку. Данная технология может немного отличаться в зависимости от типа изделия.
Выбор сырья
Нужно учитывать, что производство гвоздей, как бизнес строиться на качественном сырьевом материале. Ведь именно от прочности крепежных изделий и качества их исполнения будет зависеть и репутация вашей фирмы. Оптовики будут обращать на этот показатель основное внимание, поскольку они не заинтересованы продавать клиентам не качественные гвозди, поэтому этому моменту уделите особое значение. Лучше всего самостоятельно проверять сырье при поставке по всем параметрам, и если что-то не так возвращать его обратно.
Лучше всего самостоятельно проверять сырье при поставке по всем параметрам, и если что-то не так возвращать его обратно.
Проволока, из которой изготавливают гвозди, продается в мотках от 500 кг до 1.8 тонны. Доставку обычно осуществляют поставщики. Найти их можно через интернет, лучше всего съездить к ним на базу и самому увидеть сырье, пообщаться с менеджерами, и договориться о сотрудничестве.
Если говорить о цене на сырье, то она в среднем равна $430 — $600 за тонну.
В качестве сырья для изготовления гвоздей выступает проволока из стали марок: Ст 1 КП, Ст 2 КП, Ст 3 КП и другие.
Также не забудьте об упаковочном материале. Обычно для этого выбирают либо деревянные ящики, либо боксы из твердого картона. Тут важно смотреть на цену и функциональность использования различной упаковочной продукции.
Оборудование для цеха
Сейчас на рынке оборудования для запуска бизнеса в формате мини производства гвоздей существует огромный выбор различных установок и приспособлений. Вы можете выбрать как полуавтоматические ручной станок, так и полностью готовую линию, которая в конечном результате даже будет упаковывать готовые изделия.
Вы можете выбрать как полуавтоматические ручной станок, так и полностью готовую линию, которая в конечном результате даже будет упаковывать готовые изделия.
Стоимость оборудования будет зависеть от производителя. Есть как зарубежные, так и отечественные линии, которые по своей технологии очень схожи, но отличаются либо сроком эксплуатации, либо более высокими показателями качества итоговых крепежных элементов. Если на старте бизнеса ваш бюджет ограничен, то можно либо покупать новые отечественные станки, либо смотреть в сторону б/у установок зарубежных изготовителей.
При выборе можно выделить несколько основных параметров:
- мощность оборудования. Тут показателем является количество гвоздей в шт. за час работы оборудования.
- возможность работать с проволокой различного диаметра.
- регулировка длины итогового изделия от 15 до 120 мм.
- срок эксплуатации.
- подверженность ремонту.
При закупке оборудования нужно ориентироваться на собственные средства. Можно закупить новый проволочно-гвоздильный автомат либо же взять б/у аппарат.
Можно закупить новый проволочно-гвоздильный автомат либо же взять б/у аппарат.
Цены на новое оборудование начинаются от $22 000, б/у обойдется в $7000 — $8000. Тут стоит отметить один важный момент, что существует два вида станков:
1.) Аппараты с фиксированными размерами производимых деталей. Так для примера могут быть: диаметр 1,2 – 2,8мм, а длинной 9 – 50мм, или же 1,8 – 3,7мм длинной 30 – 70мм.
2.) Универсальные станки. Именно на них мы и советуем обратить ваше внимание. Они немного дороже, но позволяют изготавливать гвозди в широком диапазоне размеров.
Так для примера приведем несколько станков по производству гвоздей:
- Автоматический станок для производства гвоздей АГМ2. Диаметр проволоки 3 – 4мм. Размер гвоздя 50 -110мм.
- Гвоздильный автомат станок АГ4116. Диаметр проволоки 1,8 -4мм. Размер гвоздя 30 – 120мм.
- Автомат по производству гвоздей LDN3. Диаметр проволоки 0,9 -7мм. Размер гвоздя 12 – 200мм. Скорость производства – 310шт. /мин. Примерная стоимость — $21 875.
 /мин. Примерная стоимость — $21 875.
/мин. Примерная стоимость — $21 875.Еще один момент – это погрузчик, который будет использоваться не только для приемки сырья от поставщика, но и его перемещения непосредственно к линии производства гвоздей. Он вам точно будет нужен, поскольку вес сырья может достигать 2-х тонн. Стоимость базовой версии такого оборудования, в формате ручного рычажного тельфера обойдется в $400 — $700.
Рынки сбыта
Сбыт готового товара – это, пожалуй, наиболее сложный шаг в этом бизнесе. Несмотря на то, что гвозди очень востребованы на строительном рынке, есть также и много тех цехов, которые их производят, и тут нужно брать либо ценой, либо качеством.
В первую очередь вас интересуют оптовые покупатели, которые будут заказывать крупные партии.
Наиболее оптимально договориться к примеру, с владельцами строительных магазинов, посредниками, которые продают крепежный элемент для магазинов, или же бригадами строителей. Можно также открыть розничную точку по продаже гвоздей у себя в городе и самостоятельно продавать часть изготовленных материалов.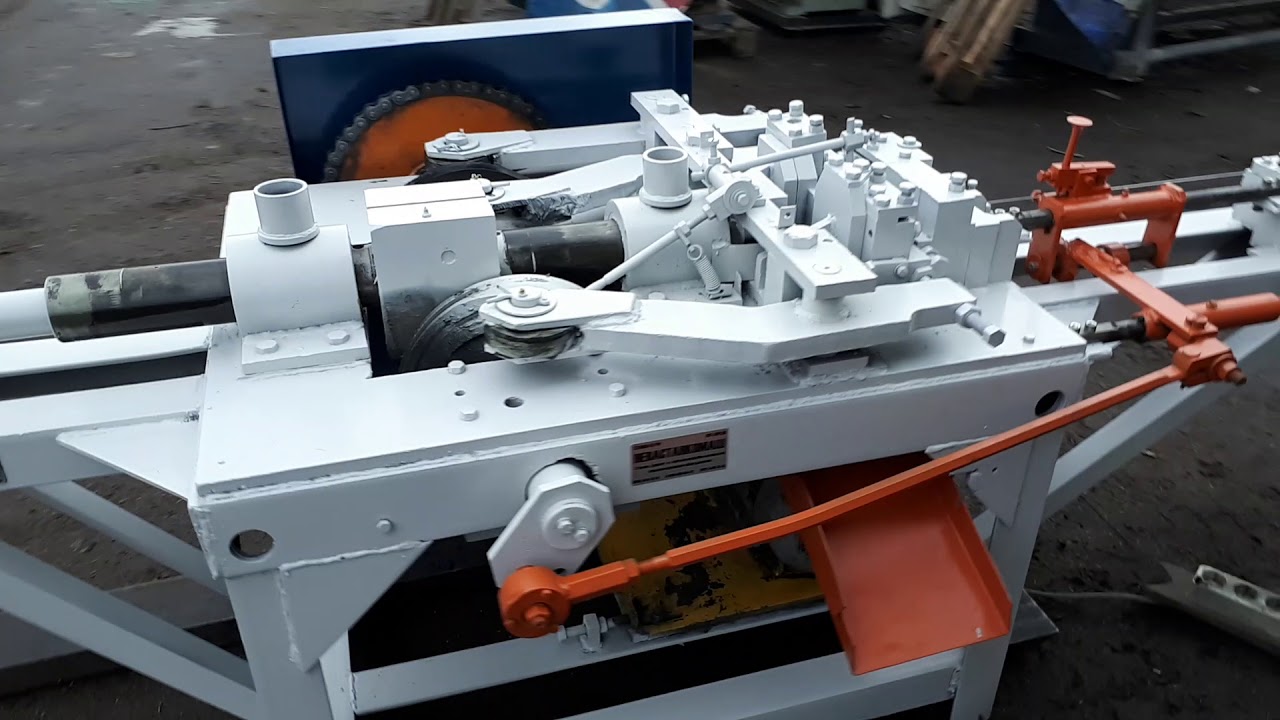
Из рекламных методов привлечения клиентов, наиболее выгодным будет нанять человека, продажника, который сможет уговорить те же магазины взять ваш товар для реализации.
Расчет прибыли и рентабельность
При составлении бизнес плана цеха по изготовлению гвоздей, важно включить все статьи расходов, и указать примерные показатели продаж, для того, чтобы оценить период возврата инвестиций и перспективы развития вашего дела в целом.
Общие затраты на старт в этом направлении деятельности составят около $15000 — $18000. Сюда включено:
- покупка оборудования.
- закупка сырья и упаковки.
- оформление документов.
Добавьте еще ежемесячные расходы:
- аренда небольшого помещения 50 – 70 кв.м. – от $8 — $12 за 1 кв.м.
- налоги — $120
- коммунальные платежи
- зарплата менеджеру – от $200 в месяц + процент от продаж.
- транспортные затраты — $80
Сколько можно заработать? Все напрямую будет зависеть от рынков сбыта. Чтобы сориентировать вас в примерном показателе заработка мы будем рассчитывать расходы на изготовление 1 тонны гвоздей. Так себестоимость тонны гвоздей составляет – $520 – $650.
Чтобы сориентировать вас в примерном показателе заработка мы будем рассчитывать расходы на изготовление 1 тонны гвоздей. Так себестоимость тонны гвоздей составляет – $520 – $650.
Продажная оптовая цена гвоздей в среднем составляет около $689 — $775. Давайте рассмотрим рентабельность. С одной тонны получить заработать – около $147.
Учитывая, что в месяц один работник может производить 20 тонн гвоздей, то суммарная прибыль за месяц составит около $2950. В среднем ежемесячные затраты будут забирать 45% от выручки, и чистая прибыль вашего мини цеха составит — $1600.
Таким образом, оборудование (станок LDN3) окупится за 13 месяцев, в случае покупки нового аппарата.
Возврат инвестиций можно ускорить за счет работы в собственном помещении и покупки б/у оборудования.
Выводы. Бизнес на производстве различного типа гвоздей – это выгонная ниша для открытия мини цеха, с небольшим стартовым капиталом. Главное – это найти токового менеджера, который сможет продать ваши изделия для оптовиков. Если эта задача будет решена, то можно смело масштабировать ваш бизнес.
Если эта задача будет решена, то можно смело масштабировать ваш бизнес.
Есть опыт работы в этом сегменте рынка? Ждем отзывов и рекомендаций от вас для читателей нашего сайта.
Оборудование для производства гвоздей — Оборудование для метизного производства
ОСНОВЫ ТЕХНОЛОГИИ ПРОИЗВОДСТВА ГВОЗДЕЙ:
Для производства ГЛАДКИХ СТРОИТЕЛЬНЫХ ГВОЗДЕЙ используются гвоздильные автоматы. Для очистки гвоздей от масла, грязи, ржавчины, обсечки и других остатков гвозди обрабатывают в галтовочных устройствах (галтовочных барабанах). Если это оговорено требованиями к готовому изделию, то на гвозди наносят антикоррозионные покрытия, чаще всего – гальваническое цинковое. Производителю гвоздей необходимо иметь станок для заточки отрезных ножей гвоздильных автоматов.
При производстве ГВОЗДЕЙ С ВИНТОВОЙ или КОЛЬЦЕВОЙ НАКАТКОЙ (т.н. ВИНТОВЫХ и ЕРШЁННЫХ ГВОЗДЕЙ) используются накатные автоматы, обычно с системой ролик-сегмент. В качестве заготовки для накатного автомата используются гладкие гвозди, произведённые на гвоздильном автомате и очищенные на галтовочном устройстве. Если это оговорено стандартом или условиями использования, то на винтовые и ершенные гвозди наносят антикоррозионное покрытие, чаще всего – гальваническое цинковое. Таким образом, для полного цикла производства винтовых и/или ершённых гвоздей необходим следующий набор оборудования: гвоздильные автоматы + накатные автоматы + галтовочные установки + оборудование для нанесения антикоррозионного покрытия (в случае, если такое покрытие оговаривается требованиями к готовому изделию).
Если это оговорено стандартом или условиями использования, то на винтовые и ершенные гвозди наносят антикоррозионное покрытие, чаще всего – гальваническое цинковое. Таким образом, для полного цикла производства винтовых и/или ершённых гвоздей необходим следующий набор оборудования: гвоздильные автоматы + накатные автоматы + галтовочные установки + оборудование для нанесения антикоррозионного покрытия (в случае, если такое покрытие оговаривается требованиями к готовому изделию).
При производстве БОБИННЫХ (БАРАБАННЫХ) ГВОЗДЕЙ под пневмопистолеты используются станки-коллаторы, напаивающие гвозди на проволоку. В качестве заготовки для станка-коллатора используются ершённые, винтовые либо специальные гладкие гвозди. Станок-коллатор имеет встроенную систему покрытия лаком и окраски. Для полного цикла производства бобинных (барабанных) гвоздей, как правило, необходим следующий набор оборудования: гвоздильные автоматы + накатные автоматы + галтовочные установки (+оборудование для нанесения антикоррозионного покрытия, если такое покрытие оговаривается требованиями к готовому изделию) + станок-коллатор для напайки гвоздей на проволоку.
Для полного цикла производства РЕЕЧНЫХ ГВОЗДЕЙ В ПЛАСТИКОВОЙ ОБОЙМЕ необходим следующий набор оборудования: гвоздильные автоматы + накатные автоматы + галтовочные установки (+оборудование для нанесения антикоррозионного покрытия, если такое покрытие оговаривается требованиями к готовому изделию) + станок для производства гвоздей в пластиковой обойме.
Для полного цикла производства РЕЕЧНЫХ ГВОЗДЕЙ В БУМАЖНОЙ ОБОЙМЕ необходим следующий набор оборудования: гвоздильные автоматы + накатные автоматы + галтовочные установки (+оборудование для нанесения антикоррозионного покрытия, если такое покрытие оговаривается требованиями к готовому изделию) + станок для производства гвоздей в бумажной обойме.
Видео оборудования для производства гвоздей:
Гвоздильные автоматы: https://youtu.be/pxwYNfIvdWY
Автоматы для кольцевой и винтовой накатки гвоздей: https://youtu.be/4rMk6Oe-bNk
Автоматы для производства бобинных гвоздей: https://youtu.be/1nCGsrLZlDI
Гвоздь — Оборудование — OLX. ua
 ua
ua
| |||||
| |||||

Похожие запросы:
aBi+OMZ/rDETrvY2SlLVLnI4aqzvsBi7HBb2Web4U9/OfDlPUXwX/Sd7HdYhXCXjOdzlRnJWJD1gTcVFlDPOkL69LiK2gp3kQIpEvjMJXnnWrR3A54oqaodbUjdO0xUEO8ORtNN7l1gFK3rEQnsQRzIfJ4On8k/72dpDMtw2IJIuLyCErq6KUCcZArjbrtmagti5A+bLH9TDEnB4rrp37zy6CW+kzw4x37eaBYlgJZxIPSXB77h2p8hBKa84XdjVoS1bz+44WnduuGcuu8cyHw==
- Недавно просмотренные
- Избранные объявления (0)
- Избранные результаты поиска
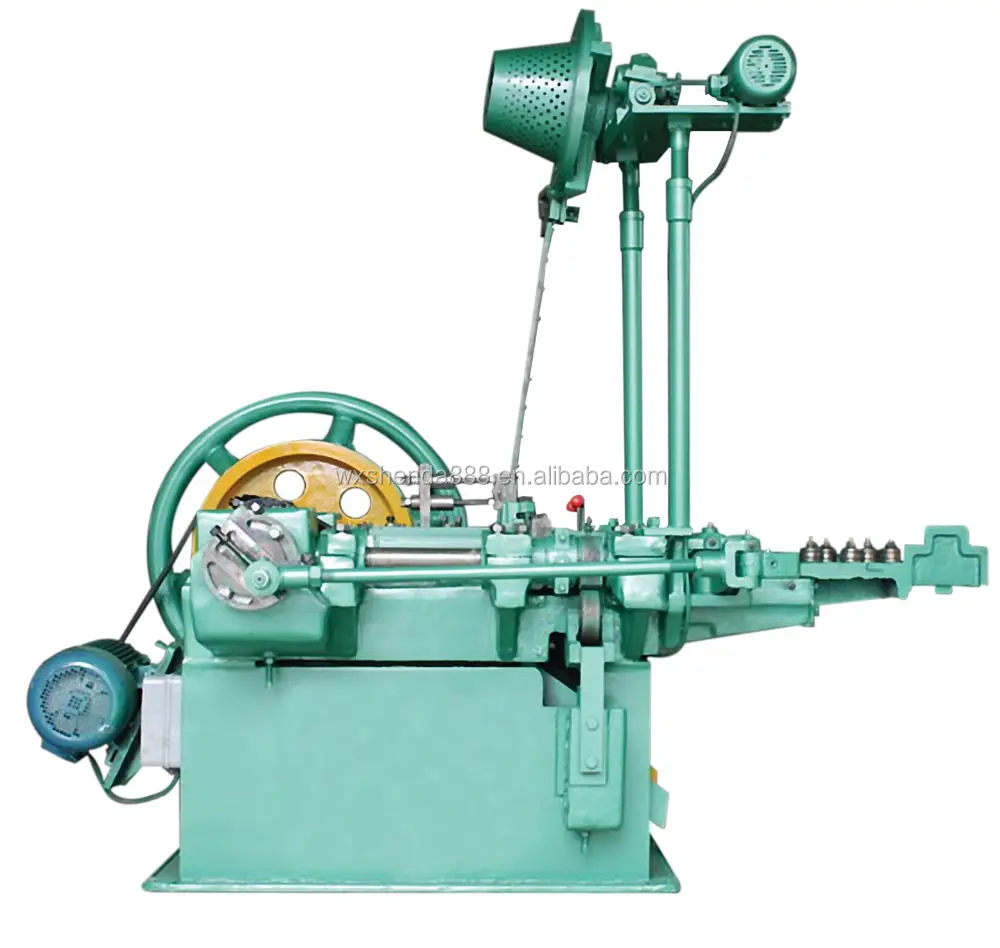
Схема и устройство станка для изготовления гвоздей из проволоки
Принцип действая ударного станка для серийного производства проволочных гвоздей разных размеров – весьма прост и понятен. А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
А следовательно и усройтсво станка освоить совсем не сложно. Он не требует высокой квалификации для его настройки и обслуживания. Поэтому данный вид оборудованния можно смело преобретать в б/у состоянии, тогда его цена начинается от 2800$. Стартуя с этой цены можно приобрести станки для изготовления гвоздей из проволоки диаметром до 4мм и длинной до 120мм. Серийное производство гвоздей на собственном станке – это стабильный источник дохода в гараже или в домашних услвоиях.
Схема гвоздильного станка с описанием принципа действия
Схематическое изображение устройства ударного аппарата.
Проволочные гвозди производят на ударных и прессовальных машинах. Наиболее распространены ударные станки, формирующие гвоздь ударом двумя молотами.
Проволоку пропускают между двух рядов роликов а, а. Далее она попадает в подаватель А (образованный собачкой б и прижимающей ее пружиной в), который совершает колебания, амплитудой, равной длине гвоздя с запасом для формирования шляпки. Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Для увеличения/уменьшения амплитуды служит палец кривошипа е. В движение подаватель приводят кривошип е, тяга д, система рычагов г.
Пройдя подаватель, проволока прогоняется между зажимными щеками ж, ж’, причем ж – статична, на ж’- воздействует прижимная сила рычага з, движимого фигурной шайбой к (фигура 14).
Щеки оснащены зубчатыми канавками, позволяющими фиксировать проволоку при расклепывании головки. Также в щеках имеется форма, соответствующая геометрии нижней части шляпки.
За щеками расположены ножи п, п’, движимые соответственно рычагами о, о’, которые приходят в движение под воздействием шайб с и с’, на внешней поверхности которой прорезаны фигурные канавки (фигура 14).
Ножи имеют пирамидальную форму (фигура 16). Вырез а служит для прессования острого конца, лезвия б – срезают лишнее. Оставшиеся «лепестки» убираются во время полировки.
Избежать быстрого затупления ножей позволяет конструктивная особенность, при которой ножи едва касаются друг друга. Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
Такая конструкция не позволяет полностью отрезать гвоздь. Окончательное отделение изделия от проволоки происходит с помощью выбрасывателя т, движение которому сообщают рычаги у и тяга ф, приводимые в действие кулачком х.
По выступу молота л ударяет рессора н, н’, сообщая ему импульс. Молот ударяет по гвоздю, формируя шляпку. Деревянная рессора (в некоторых машинах стальная) сжимается с помощью кулачка м. (фигура 15, кривая Д).
На графике (фигура 15) изображен порядок отдельно взятых рабочих ходов станка для производства гвоздей. Подавателю, который подает проволоку вперед, соответствует кривая А.
Ходы щек, удерживающих проволоку, описаны кривой В (когда подаватель двигает проволоку в обратном направлении, щеки ее не фиксируют).
Рабочий ход ножниц с момента фиксации проволоки описан кривой Г.
Работа выбрасывателя, отделяющего готовое изделие, показана кривой Б.
Последовательность работы молота видна на кривой Д.
Далее подаватель занимает крайнюю рабочую точку, щеки размыкаются, рабочий цикл начинается с начала (кривая В).
Разница между номинальной и реальной производительностью составляет порядка 20-40%. Причиной тому простои, обусловленные заменой и установкой инструмента, заправка станков новыми кругами проволоки, браком и пр. При изготовлении гвоздей, от 2,5% до 3,5% материала теряется на «лепестках». До 1% доходят потери на брак.
Преимущества и недостатки прессовального станка для производства гвоздей
Прессовальные машины обладают более высокой производительность, но требуют частой замены матриц и щек. Высокие нагрузки на формирующие элементы станков приводят к их быстрому износу.
Прессовальные машины устроены аналогично, но в них вместо молота, установлен штамп, формирующий головку гвоздя постепенным нажимом. Штамп приводится в действие фигурной шайбой либо эксцентриком. В обратном направлении проволока подается принудительно (в отличие от ударных станков, где оно происходит под действием пружины). Такая конструкция повышает производительность практически в 2 раза. В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
В прессовальных машинах отбросы производства составляют порядка 3% от веса использованной проволоки. Это «лепестки» и брак.
Промышленное изготовление проволочных гвоздей в домашних условиях
Обыкновенные гвозди изготавливают из необожженной проволоки. Материалом служит литое железо с характеристиками:
- С 0,18-0,25%;
- Р 0,02 – 0,06%;
- сопротивление на разрыв при удлинении не более 28%, 45-50 кг/мм2, полученное томасовским процессом.
Зазубренные гвозди производят из проволоки, которую после волочения отжигают, подвергают травлению разбавленной серной кислотой с последующим гашением известковым молоком и сушкой. Затем протягивают и выпрямляют на деревянных щеках.
Гвозди с тонкими шляпками большого диаметра, включая толевые, изготавливают из высококачественного Сименс-мартеновскую литого железа с характеристиками:
- С 0,03%;
- Р до 0,03%;
- сопротивление на разрыв при удлинении до 34% и одновременном уменьшении диаметра до 75%, 34-37 кг/мм2.

После волочения до диаметра, близкого к заданному, проволоку отжигают, удаляют с нее окалину и повышают жесткость, протягивая в 1 ход.
На штукатурные, трубные, бочарные костыльки идет проволока из литого железа, полученная томасовским методом, которую подвергают отжигу, снова протягивают и дважды волочат до получения установленного диаметра.
Для гвоздей с большими шляпками различных форм (полукруглая, алмазная и пр.) берут волоченную не отожженную Сименс-мартеновскую проволоку.
Отожженная и оцинкованная проволока используется при производстве скоб, фиксирующих колючую проволоку на столбах при установке проволочных заграждений.
Станок для изготовления гвоздей своими руками
Содержание статьи:
Изготовление гвоздей является одним из самых рентабельных производственных процессов. Для полного рабочего цикла понадобится специальное оборудование и несколько дополнительных приспособлений. Важным этапом является ознакомление со спецификой конструкции гвоздильного станка и принципа его действия.
Описание гвоздильной конструкции
Станок для изготовления гвоздей
Современное оборудование для производства гвоздей представляет собой сложный производственный комплекс, который предназначен для выполнения нескольких типов операций. Из-за этого сделать его своими руками будет весьма проблематично.
Основным материалом изготовления является проволока, сделанная из стали, меди или латуни. Она поставляется в бухтах, поэтому перед началом производства необходимо выполнить ее обработку – размотку и выпрямление. Затем можно приступать к производству готовой продукции.
Этапы производства гвоздей с помощью специального станка.
- Установка проволоки в захватывающий механизм оборудования.
- Протяжка заготовки, в результате которой она выравнивается.
- Формирование шляпки гвоздя. С помощью винторезных головок выполняется фиксация заготовки. Деформация конца проволоки происходит с помощью ударного механизма. В результате этого выполняется расплющивание и формирование шляпки.
- Заготовка протягивается на заданную длину. Пара резаков с двух сторон делают обрезание, тем самым формируя острый конец гвоздя.

Это общее описание процесса производства с помощью гвоздильного станка. Несмотря на незначительную разницу в компоновке моделей оборудования технология производственного процесса остается неизменной.
С целью оптимизации расходов по закупке оборудования размоточное устройство можно сделать своими руками. Оно представляет собой конусную металлическую конструкцию, установленную на опорной вертикальной стойке.
Перечень основных технических характеристик
Общая схема работы оборудования
Следующим этапом является определение требуемых технических и эксплуатационных качеств станка. Определяющим показателем гвоздильного оборудования является его производительность, т.е. скорость изготовления аппаратом готовой продукции. Но кроме этого следует учитывать ряд других факторов.
Привод всех движущихся механизмов зачастую осуществляется через кулачковые узлы. Они соединяются с электродвигателем. От него зависит скорость выполнения операций, а также максимальный диаметр стальной заготовки. Настройка оборудования осуществляется с помощью регулировки узлов подачи проволоки, установки усилия воздействия ударного механизма для формирования шляпки гвоздя. Таким образом можно установить частоту работы всех механизмов станка.
Они соединяются с электродвигателем. От него зависит скорость выполнения операций, а также максимальный диаметр стальной заготовки. Настройка оборудования осуществляется с помощью регулировки узлов подачи проволоки, установки усилия воздействия ударного механизма для формирования шляпки гвоздя. Таким образом можно установить частоту работы всех механизмов станка.
Основные технические характеристики оборудования для изготовления гвоздей:
- максимальный и минимальный диаметр стержня;
- пределы изменения длины заготовки;
- производительность;
- масса и габариты оборудования;
- потребляемая мощность электродвигателя.
Диаметр шляпки готового гвоздя зависит от сечения проволоки. Ударный механизм имеет стандартный размер. В процессе производства можно лишь изменить величину усилия воздействия на заготовку.
Преимуществом современных аппаратов для производства гвоздей является практически полная автоматизация их работы.
 Важно правильно настроить первичные параметры и своевременно подавать проволоку в захватный узел станка.
Важно правильно настроить первичные параметры и своевременно подавать проволоку в захватный узел станка.Дополнительное оборудование
Устройство для очистки гвоздей
Кроме вышеописанного к производственной установке для оптимизации процесса производства рекомендуется приобрести несколько дополнительных агрегатов. Они предназначены для последующей обработки гвоздей и их упаковки.
Используемая проволока имеет защитный слой смазки, который предотвращает ее ржавление в процессе хранения. Однако это придает готовому изделию нетоварный вид. Поэтому для окончательной обработки гвоздей рекомендуется приобрести или сделать своими руками промышленный вращающийся барабан.
Он представляет собой емкость, установленную на опорную конструкцию. С одной стороны подключается привод от электродвигателя. Барабан заполняется небольшим количеством каустической соды и готовыми гвоздями. В процессе вращения происходит очистка поверхности изделий. После такой обработки гвозди полностью готовы к упаковке.
Дополнительно можно купить фасовочный автомат. С его помощью можно еще на стадии производства сделать упаковку готовой продукции для дальнейшего складирования или реализации. Предварительно следует приобрести тару для фасовки готовой продукции.
Для детального ознакомления с принципом работы станка по производству гвоздей рекомендуется посмотреть видеоматериал:
Себестоимость
Значение и определение
Себестоимость продукции — это общая сумма денег, необходимая для производства определенного количества продукции. По определению Галри и Уоллеса: «В экономике стоимость производства имеет особое значение. Все дело в платежах или расходах, необходимых для получения факторов производства земли, труда, капитала и управления, необходимых для производства товара. Он означает денежные затраты, которые должны быть понесены на приобретение факторов производства.По словам Кэмпбелла, «производственные затраты — это затраты, которые должны по существу нести владельцы ресурсов, чтобы предполагать, что они будут продолжать поставлять их в течение определенного периода времени».
Он означает денежные затраты, которые должны быть понесены на приобретение факторов производства.По словам Кэмпбелла, «производственные затраты — это затраты, которые должны по существу нести владельцы ресурсов, чтобы предполагать, что они будут продолжать поставлять их в течение определенного периода времени».
Элементы производственных затрат
Ключевые элементы, включенные в производственные затраты, следующие:
- Закупка машинного оборудования
- Монтаж машин и оборудования
- Заработная плата
- Аренда здания
- Проценты на капитал
- Износ зданий и оборудования
- Расходы на рекламу
- Уплата налогов
- Страховые сборы
- Вмененная стоимость фактора производства, принадлежащего самой фирме, также добавляется к стоимости производства.
- В себестоимость продукции также включена обычная прибыль предпринимателя.

Формула для расчета производственных затрат
Общая формула, используемая для расчета производственных затрат:
Себестоимость единицы продукции = фиксированная стоимость (FC) + переменная стоимость (VC) / количество произведенных единиц
Расчет себестоимости продукции
Ключевые этапы расчета себестоимости продукции:
- Определите фиксированную стоимость.Это затраты, которые не меняются в зависимости от количества произведенной продукции. Сюда входит арендная плата за здание, заработная плата сотрудников и коммунальные расходы.
- Оцените переменные затраты. Это затраты, которые изменяются с изменением количества продукции. Например, если вы делаете торт, некоторые из переменных затрат будут связаны с мукой, яйцами и сахаром.
- Добавьте постоянные затраты к переменным затратам и разделите это число на количество произведенных товаров, таким образом получится стоимость производства одного изделия.

| Срок | Определение
| ||
| Срок | Определение
| ||
Определение
| |||
| Срок | Определение
| ||
Определение
| |||
| Срок | Определение
| ||
Определение
| |||
| Срок | Определение
| ||
Определение
| |||
| Срок | Определение
| ||
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок  com/images/preview_card_back.gif»>
Срок
com/images/preview_card_back.gif»>
Срок  flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок  flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок  flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | Уменьшение предельного продукта |
| свойство, при котором предельный продукт затрат уменьшается по мере увеличения количества затрат |
| — отношение между произведенным количеством и общими затратами — становится круче по мере увеличения объема выпуска из-за уменьшения предельного продукта |
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | затраты, которые не зависят от количества произведенной продукции |
| затраты, которые зависят от количества произведенной продукции |
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | — общая стоимость, деленная на количество выпускаемой продукции — сумма средних постоянных затрат и средних переменных затрат |
| постоянных затрат, деленных на количество произведенной продукции |
 flashcardmachine.com/images/preview_card_back.gif»>
Срок
flashcardmachine.com/images/preview_card_back.gif»>
Срок | переменные затраты, деленные на количество выпускаемой продукции |
| — увеличение общих затрат, возникающее из-за дополнительной единицы продукции — MC = Изменение общей стоимости / изменение кван. |
Этапы производства автомобилей | Технология автомобильной промышленности
Копирование текста разрешено при наличии ссылки на это содержание.
Он разделен на 4 основных этапа производства и состоит из:
Пресс Магазин
Кузовной цех
Тенденция сварочного производства последних лет сводится к следующим принципам. Например, в странах с высокой заработной платой оборудование используется с максимальной автоматизацией процессов и может составлять до 90%. В то же время в экономике с низкой оплатой труда, наоборот, процесс автоматизирован в пределах 20-40%.Низкая автоматизация обоснования, в том числе менее затратный переход на новую модель.
Лидеры по оснащению COMAU (Италия). Ведущими поставщиками роботов для сварочных цехов являются Kuka (Германия), Fanuc (Япония), ABB (шведско-швейцарская).
Покрасочный цех
Во-первых, окрасочный цех ЛКП (LakoPainting Coverage) — самый дорогой в автомобильной промышленности. Стоимость запуска этого комплекса дороже сварочно-сборочного производства, в денежном выражении стоимость комплекса обходится автопроизводителю от 50 до 300 миллионов долларов.