3D принтер. Как рассчитать расход пластика и время печати. Себестоимость 3D печати.

Наверное, один из самых частых задаваемых вопросов от клиентов, которые хотят построить бизнес в сфере 3D печати – это «Как рассчитать расход материала (пластика) и время на печать того или иного объекта».
Для многих этот вопрос возникает задолго до того как будет принято решение о покупки 3Д принтера. На самом деле этот вопрос действительно Важен, так как позволяет заранее просчитать экономическую выгоду изготовления того или иного изделия.
Сейчас мы научим Вас это делать на примере вот этого чехла к телефону Iphone 5:

Скачать эту модель Вы можете по следующей ссылке.
Тестирование проводится на следующих настройках:
Скорость печати – 90 мм/с, Скорость свободного перемещения – 120 мм/с, Заполнение – 20%, Слой – 0,2 мм, Поддержка – отключена.
Для начала усвоим три простых правила:
1) Количество затраченного пластика на конкретное изделие не зависит от используемого Вами принтера;
3) Количество затраченного пластика на конкретное изделие ОЧЕНЬ сильно зависит от настроек печати, в частности от степени заполнения изделия (Infill) и использования поддержки (Support).
Для просчета времени печати и объема затраченного материала Вы можете воспользоваться любой бесплатной программой, но Мы Вам покажем как это делать на базе 3х самых популярных из них:
Первое ПО – это MakerWare. На момент выхода этой статьи самая актуальная версия программы: MakerWare 2.4.1* (данное ПО подойдет для работы с 3D принтерами серии Replicator и большинства его копий из поднебесной). Данную программу вы можете бесплатно скачать на сайте производителя, а описание и подробности работы с программой читайте на нашем сайте в статье «Работа с MakerWare».
*Изюминкой новой версии стала усовершенствованная поддержка печати MakerBot Dissolvable Filament (с помощью специального пластика поддержки ( HIPS), который растворяется в Лимонене). Так же в MakerWare появился новый профиль, который содержит макет специальной уплотненной поддержки. Стандартная температура плавления для MakerBot Dissolvable Filament (HIPS) - 250°С-260°С, что позволяет пластику поддержки хорошо прилипать к пластику печати (например, ABS пластику). Во время работы с печатью двумя экструдерами достаточно всего лишь указать разную температуру плавления для пластика поддержки и пластика (пластика печати) в настройках, и соответственно какой из пластиков в каком экструдере. Обратите внимание: на ОС Mac OS X перед тем, как установить версию 2.4.1 (на сегодня это является последней версией) нужно заранее удалить MakerWare 2.4.0, иначе программа не будет работать корректно.
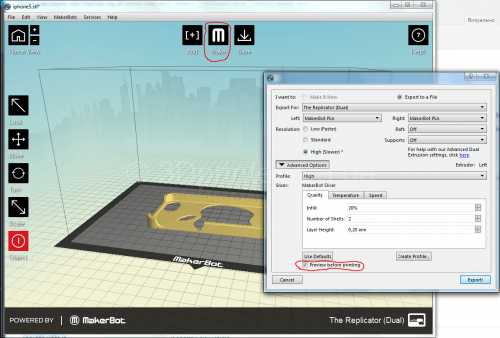
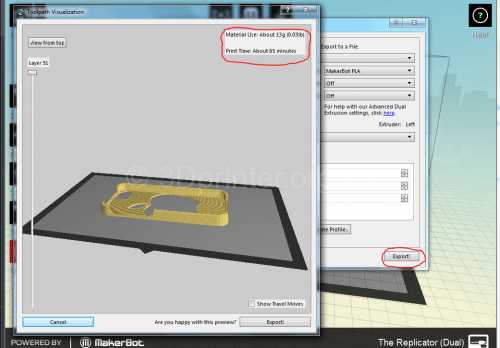
Для того чтобы MakerWare отобразил интересующую нас информацию в процессе генерации файла необходимо поставить галочку “Preview befor printing“. Затем, если Вы нажмете кнопку “Export” программа отобразит окно в котором будет построена послойная визуализация процесса трехмерной печати. В правом верхнем углу этого окна Вы увидите интересующую Вас информацию. Для активации этой функции Ваш компьютер должен быть оснащен современной видеокартой, если вы видите пустое окно, то можете смело идти в магазин за новым видеоадаптером или последними драйверами.
Второе ПО – это Cura. Данная программа является самым универсальным и многофункциональным ПО для 3Д принтеров. Программа разрабатывается для 3D принтеров Ultimaker, но параллельно с этим совместима и с рядом других разработок, таких как reprap, delta и даже оригинальным replicator.
Скачать последнюю версию Cura Вы можете на официальном сайте.
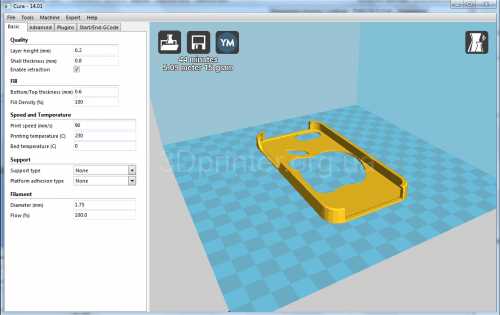
Для просчета материала Вам не нужно делать никаких дополнительных манипуляций, просто разместите объект на платформе и программа сама в фоновом режиме просчитает интересующую нам информацию.
Напоминаем, что производительность Вашего компьютера непосредственно влияет на время генерации программой G-кода.
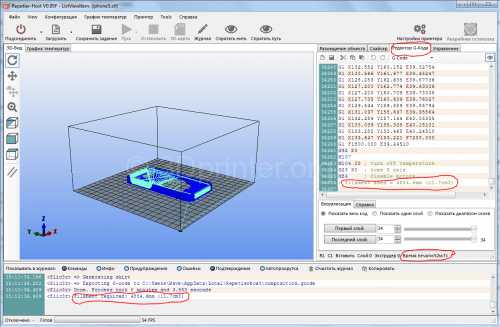
Третье ПО – это Repetier-Host. Repetier конечно не может похвастаться современным интерфейсом, простотой и удобством. Но зато, ПО имеет полноценную русификацию, гибкие настройки, возможность подключения сторонних слайсеров а так же целый массив полезный профессиональных настроек. Это единственная программа которая позволяет настраивать буквально каждый шаг процесса 3Д печати, имеет полноценный ручной режим управления 3Д принтером, а так же возможность запуска 3Д печати непосредственно с флешкарты, которая установлена в принтер.
На базе этого открытого ПО многие производители создают свои фирменные программы для 3Д печати. Одним из таких клонов является ПО Polygon для 3D принтеров Picaso.
Скачать Repetier-Host можно с сайта разработчика.
Просчитать время печати и затраченный пластик можно нажав на кнопку “Слайсинг” на вкладке “Слайсер”. После этого Вам необходимо перейти на вкладку “Редактор G-кода” где Вы и получите нужную информацию:
В качестве выводов приведем небольшую сравнительную таблицу наших трех программ:
Название | MakerWare | Cura | Repetier |
| Логотип | |||
| Интерфейс | отличный | хороший | бедный |
| Удобство работы | высокое | среднее | низкое |
| Скорость слайсинга | средняя | высокая | медленная |
| Поддержка сторонних 3Д принтеров | бедная | богатая | богатая |
| Простота просчета времени и материала | очень просто | просто | средне |
| Затрачено пластика на печать одного чехла к Iphone | 13 г. | 15 г. | 14 г. |
| Затрачено времени на печать одного чехла к | 65 мин. | 44 мин. | 52 мин. |
Обратите внимание, что все три программы несмотря на разные слайсеры показали примерно одинаковые результаты. Все различия в скорости печати могут быть объяснены погрешностью и особенностями движения экструдера на разных стадиях создания объекта.
Полученные нами результаты позволяют ответить на другой популярный вопрос: “Какова себестоимость изготовления на 3Д принтере объекта?”.
Теперь на этот вопрос ответить проще простого. Исходим из того, что на момент написания этой статьи, бобина АБС пластика в нашем магазине стоит – 359 грн., а бобина ПЛА – 379 грн.
Итого, из одной килограммовой бобины мы можем распечатать примерно 70 чехлов для телефона Iphone 5.
Если пренебречь электричеством, то себестоимость одного чехла из:
- ABS пластика будет около – 5 грн. 13 коп.
- PLA пластика будет около – 5 грн. 41 коп.
А теперь давайте подумаем за какую сумму можно продавать эксклюзивный, дизайнерский чехол Для Iphone в Украине? Поэтому если Вы еще не выбрали себе 3Д принтер, то рекомендуем Вам сделать это как можно быстрее. Покупка 3Д принтера позволит Вам открыть новый бизнес и приумножить свои вложения.
В качестве альтернативного метода просчета детали Вы можете воспользоваться нашим онлайн калькулятором? который позволяет быстро и оперативно получить усредненные данные:
Прочитать основную статью FAQ по 3D принтерам можно здесь.
Надеемся, что наши статьи были Вам полезны и помогли освоится в удивительном мире трехмерной печати.
3dprinter.ua
Цена 3д печати, и как самостоятельно рассчитать стоимость 3д печати
Несмотря на рост популярности 3д печати, расчёт цены услуги по 3д-печати думаю для многих остаётся загадкой. В этом посте я постараюсь (на базе личного опыта) показать простой способ расчёта примерной стоимости 3д печати, на примере бесплатной программы для 3д печати — Cura (для этого наличие 3д принтера совсем не обязательно). Так же приведу примерные параметры, которые включаются в конечную цену, за которую предлагается услуга 3д печати.
Предположим, вы где-либо нашли (или создали сами) интересную модель для 3д печати, теперь вы хотите определиться приблизительно с её стоимостью (в зависимости от размера и т.п.) — то есть оценить сколько потребуется пластика и сколько времени займёт печать.
Основной расходный материал при 3д печати, это очевидно сам пластик, поэтому самой первой составляющей стоимости напечатанной модели является её вес. В программе Cura — вес потраченного пластика рассчитывается автоматически.
Установка программы

Cura — это программа созданная разработчиками 3д принтера Ultimaker, она бесплатна и open-source, архитектурно состоит из Python GUI, и CuraEngine — первая представляет собой GUI интерфейс, а вторая служит для перевода 3д модели в GCode команды для 3д принтера (по сути ЧПУ станок).
Для установки Cura вам необходимо скачать её с официального сайта — http://software.ultimaker.com/. Текущая версия 14.06 доступна для Win, Mac, Linux.
При установке будет запрошен путь куда устанавливать программу, и поддерживаемые форматы (по умолчанию STL — можно оставить).
В конце установки будет предложено установить драйвер Arduino (Device Driver) — можно не устанавливать.
Настройка принтера
При первом запуске Cura попросит выставить модель 3д принтера. Как правило это характеристики рабочей зоны печати (ширина, глубина, высота), количество сопел, подогрев подложки:
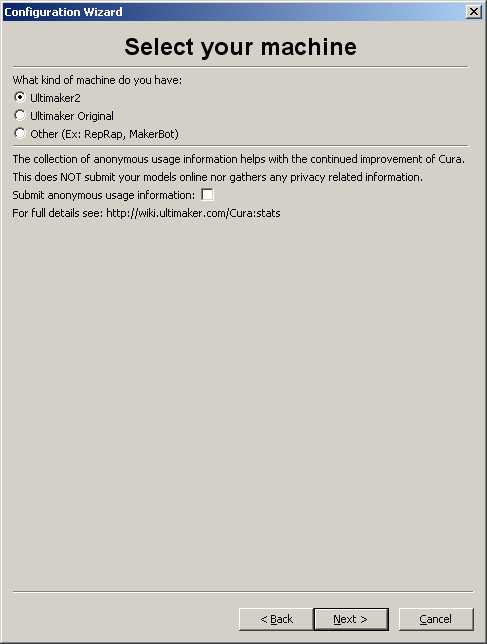
Так как мы не будем 3д-печатать, а только просматривать — то можно оставить по-умолчанию выбранный Ultimaker2 принтер, а вот галочку о посылке анонимной информации об использования — можно сбросить, если нет желания об анонимной активности ПО.
Интерфейс
После будет стартовано само приложение, вот так оно выглядит по-умолчанию:
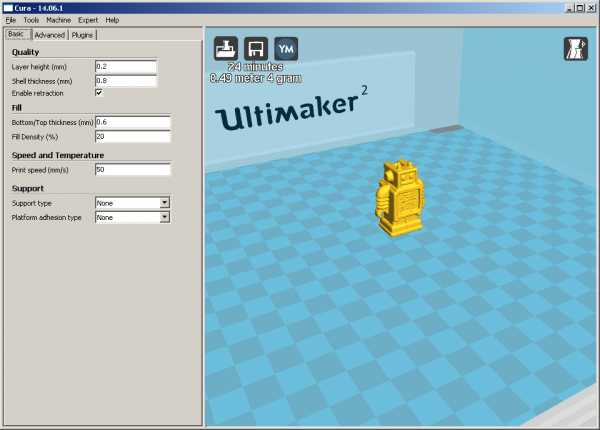
Слева отображаются настройки печати, справа — рабочая зона печати, где по-умолчанию находится моделька символ Ultimaker принтер.
И так же вверху мы видим необходимые для нас данные — время печати и расход пластика. Но попробуем добавить немного понимая процесса — и настроим параметры от которых зависит 3д печать.
Загрузка модели
Для того чтобы загрузить другую модель — то можно выделив текущую модель мышкой — нажав Del — удалить, и для загрузки модели нам необходимо открыть файл в формате STL — «File/Load model file…»
После этого модель появится на рабочем поле.
Параметры печати
У 3д печати есть следующие параметры, которые влияют на качество, вес напечатанной модельки и на продолжительность печати:
- диаметр сопла
- скорость передвижения печатающей головки
- толщина слоя (горизонтального)
- процент заполнения
- толщина стенок
- поддержки
Диаметр сопла — как правило от 0.1мм до 0.5мм, будем считать что у нас установлено 0.3мм.
Скорость передвижения печатающей головки — этот показатель влияет на скорость и качество печати — чем быстрее передвижение головки — тем хуже может получиться печать, чем медленнее тем лучше, но и тем дольше печать — можно оставить 40 мм/с.
Толщина слоя — каждая модель печатается послойно снизу вверх, в зависимости от точности принтера толщина может меняться от 0.05мм до 0.3мм, на практике 0.2мм — вполне достаточно (уменьшение толщины слоя — увеличивает время печати)
Процент заполнения — печатаемая фигура не заполняется на 100% пластиком — как правило в этом нет необходимости, вместо этого она заполняется структурой на подобии сот, и можно указать процент заполнения — вполне нормально 20%. Чем больше заполнение — тем больше расход пластика и увеличение времени печати.
Толщина стенок — 3д модель не содержит в себе информации о толщине стенки — есть информация только о форме, поэтому необходимо указать какой толщины мы хотим сделать стенки (верхнюю, нижнюю и боковые) — это влияет на прочность модели.
Поддержки — это технический элемент — с помощью которого печатаются «навесные» конструкции, после печати они убираются — это влияет на расход пластика и на продолжительность печати — для наших задач оценки — надо включить этот параметр.
Вот пример поддержки (саппортов), при печати Лисы: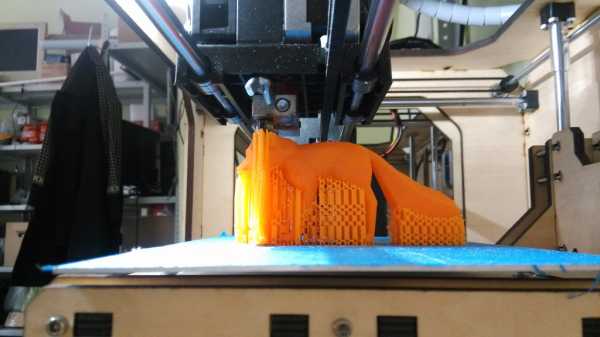
Кроме этих параметров — есть ещё дополнительные настройки «тюнинг», но мы их касаться не будем.
Так же отметим (на будущее) — что важным является температура экструдера, и температура подложки — эти параметры не влияют на скорость печати и на расход пластика, но прямым образом влияют на сам факт печати фигуры — т.к. для разных типов пластика (ABS или PLA) — параметры различаются, и выбрав не тот температурный режим — можно либо не напечатать фигуру вообще, либо «забить» головку экструдера. Но для наших текущих задач предварительной оценки (без 3д печати) — эти параметры не важны.
Но сам пластик, из которого будет напечатана модель — имеет значение, т.к. PLA пластик дороже ABS.
Выставим эти настройки — для настройки толщины сопла перейдём во вкладку Advanced.
И выставим 0.3мм на сопло, и 0.22мм на первый слой (для лучшего прилипания):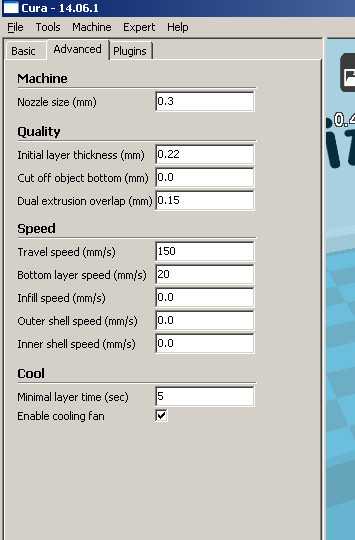
Далее на вкладке Basic, выставим толщину слоя 0.2мм, толщину боковых стенок 0.6мм (=диаметр сопла * 2), толщину верхних/нижних стенок 0.4мм (два слоя), процент заполнения 20%, скорость печати 40мм/с, так же выставим суппорт — «Touching buildplate», примерно будет выглядеть так: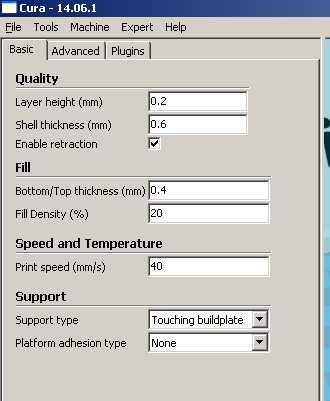
Настройка модели
По умолчанию Cura автоматически размещает модель в рабочей зоне, и размеры её точно соответствуют тем что были заданы в STL файле.
С помощью Cura интерфейса вы можете:
- изменять размеры модели
- поворачивать модель
- зеркально отображать модель
- перемещать её по рабочей зоне печати
Размер модели — вы можете увеличить, или уменьшить модель — это прямым образом влияет на расход пластика и на время печати, к примеру уменьшение/увеличение высоты на 1 см — может изменить время печати на несколько часов.
Поворот модели — поворот модели важен с точки зрения необходимости саппортов, возможно в какой то плоскости модель можно напечатать «как-есть», а в другом варианте — потребуется наличие «саппортов» — что может увеличить расход, и время печати.
Перемещение по рабочей зоне — если модель одна то это не даёт каких либо изменений, но если вы хотите напечатать сразу 6 моделей — то логично надо понимать время которое будет затрачивать 3д головка на перемещение от одной модели к другой.
Всё это можно проделывать в Cura с помощью иконок слева внизу, когда вы нажмете на модели мышкой:
Это соответственно: повороты, изменение размера и зеркальное отображение. Перемещать фигуру по рабочему пространству можно просто с помощью Drag and Drop.
Пример
При каждом изменении параметров — Cura автоматически пересчитывает время печати и вес модельки, в нашем примере получается:
28 минут, и 3 грамма (высота робота — 3 см.)
Взяв цену пластика (примерные цены): ABS — 1200 руб/кг, PLA — 1900 руб/кг.
Таким образом печатая ABS — мы получим стоимость модели — 3 руб 60 коп.
На мой взгляд, цена владения 3д принтера не такая уж и высокая — за совсем небольшие деньги можно напечатать уникальные элементы.
Надо отметить, что Cura — это лишь одна из программ используемых для 3д печати, есть множество других как и бесплатных (Repetier-Host) так и поставляемые с 3д принтерами, поэтому эти данные можно использовать только для ориентировочных прикидок.
Цена 3д печати
Конечно ожидать, что цена 3д печати будет равна потраченному пластику мы не можем, это подобно тому, что считать услуги такси — по стоимости потраченного бензина.
Из каких же элементов набирается конечная цена услуги по 3д печати?
1. Тип пластик
2. Цена 3д принтера — продавец включает в 3д печать возврат затраченных средств на покупку 3д принтера
3. Обслуживание 3д принтера (как любой механизм он требует затрат на поддержание — по крайней мере смазка)
4. Электричество
5. Аренда помещения
6. Обслуживающий персонал — оператор 3д принтера
7. Возможная оптимизация 3д модели перед печатью, и обработка напечатанной модели после
8. Прибыль
Ещё отмечу, что 3д печать, это не одно и то же, что — вставить А4 лист в лазерный принтер, и получить напечатанный текст.
Процесс запуска 3д печати — это настройка множества параметров, контроль, что пластик приклеился на первом слое, а если по какой-то причине первый слой не «схватится» за подложку — то можно считать, что весь пластик будет «намотан» на головку экструдера.
В процессе печати, если габаритная модель, то может произойти небольшая деформация ABS пластика, и к примеру, после 8 часов печати — произойдёт сдвиг точки — и головка экструдера не захватит новый слой за нижний — и модель не будет напечатана.
Может получиться такая «борода»: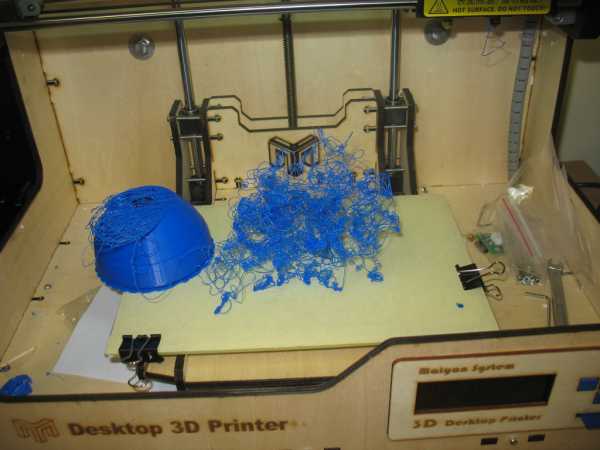
Процесс смены цвета пластика — означает замену пластика из экструдера — это может занять до 30 минут.
Так же процесс смены типа пластика — замена ABS на PLA, или обратно — это так же ручная работа, которая должна быть выполнена без ошибок (в настройках нагрева экструдера) — иначе можно испортить головку экструдера. Можно ещё добавить, что у разных производителей ABS и PLA пластика — могут варьироваться рабочие температуры.
Сводная таблица
Параметры которые влияют на окончательное формирование цены:
| Параметр | Комментарий |
|---|---|
| Тип пластика | Базовые — ABS и PLA |
| Израсходованный пластик | Толщина слоя, процент заполнения, размеры модели, суппорты и т.п. |
| Время печати | Толщина слоя, процент заполнения, размеры модели, суппорты и т.п. |
| Инфраструктура | Аренда помещения и т.п. |
| Потребляемое электричество | Время печати |
| Амортизация 3д принтера | Цена 3д принтера |
| Затраты на Оператора 3д печати | Смена пластика, корректировка 3д модели перед печатью, пост-обработка напечатанной 3д модели |
| Прибыль |
В заключение

Услуга 3д печати уже появляются во многих города России: хакспейсы, фаблабы, ЦМИТы, техспейсы, некоторые дистрибьюторы 3д принтеров, фирмы специализирующиеся на 3д печати — предлагают услугу 3д печати.
Тарификация идёт либо по объёму печати, либо по весу, либо по времени печати.
Для примера, в нашем хакспейсе Екатеринбурга MakeItLab — стоимость 3д печати исходит из времени печати, и составляет 100 руб/час — для участников хакспейса, для некоммерческих проектов, что покрывает затраты на обслуживание и расходные материалы.
Как правило в хакспейсах 3д принтер покупается самими участниками, и для участников, поэтому цели коммерческой выходы там нет, и значит цена для участников может быть ниже рыночной.
habr.com
расчет затрат пластика
NikityzaЗагрузка
09.10.2015
6546
Вопросы и ответы И снова здрасте! и снова у нуба к вам вопрос.Как расчитать, сколько уйдет грамм пластика, на какую-то модель?
Вот для примера, сколько примерно грамм придется потратить на такую модель, высотой в 15 см?
http://3dtoday.ru/3d-models/art/sculptures/assasin/
Ответы на вопросыПопулярные вопросы
rofimoЗагрузка
28.11.2019
425
Доброго времени суток. Новичок, просьба строго не судить. Назрела необходимость заменить неисправную плату (анет, принтер анет а8).В…
Читать дальше 3DbizonЗагрузка
13.11.2019
353
Не могу найти штуковину, чтобы в нее можно было вставлять обычную флешку, с microsd один геморой.плата skr 1.3, экран lsd smart cont…
Читать дальше mlizartЗагрузка
15.03.2018
17161
Несколько раз уже я обращался к уважаемому сообществу с вопросом на тему — почему так говорят ‘3D печать’, ‘3D принтеры’ и прочие интерпретации, типа…
Читать дальше3dtoday.ru
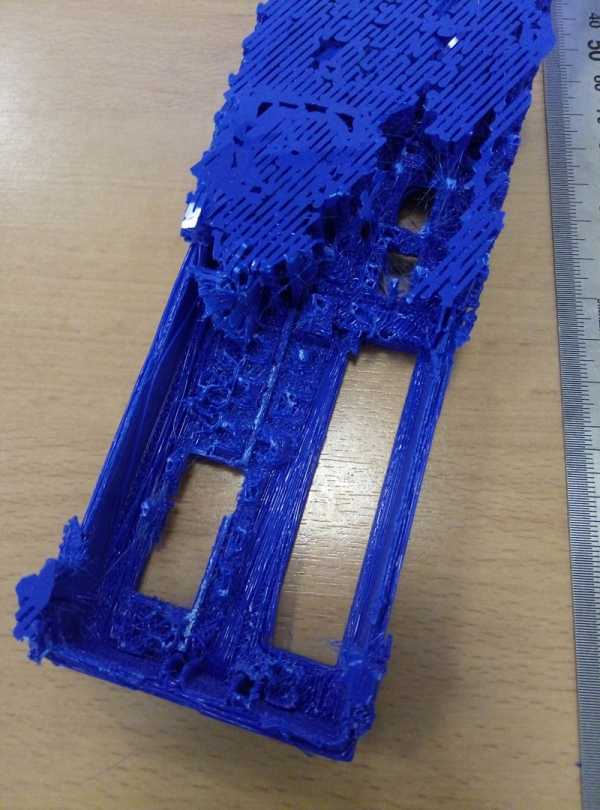
Печать на 3D принтере сложных деталей из пластиков ABS и PLA с большим количеством поддержки
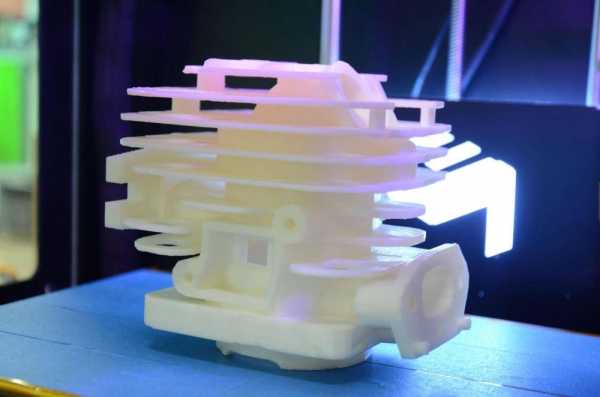
Доброго времени суток с вами компания 3Dtool! Часто возникают ситуации, когда необходимо напечатать геометрически сложную деталь на 3D принтере с одним экструдером например Hercules Strong, которую как не крути, а без поддержек не напечатать. Вариант – порезать на части и склеить в контексте этого поста рассматривать не будем.У одного из наших заказчиков возникли сложности в подготовке, печати и постобработке детали (см. ниже). Сверху на картинке –лицевая сторона, внутренняя сторона (вторая картинка) печатается с поддержками.
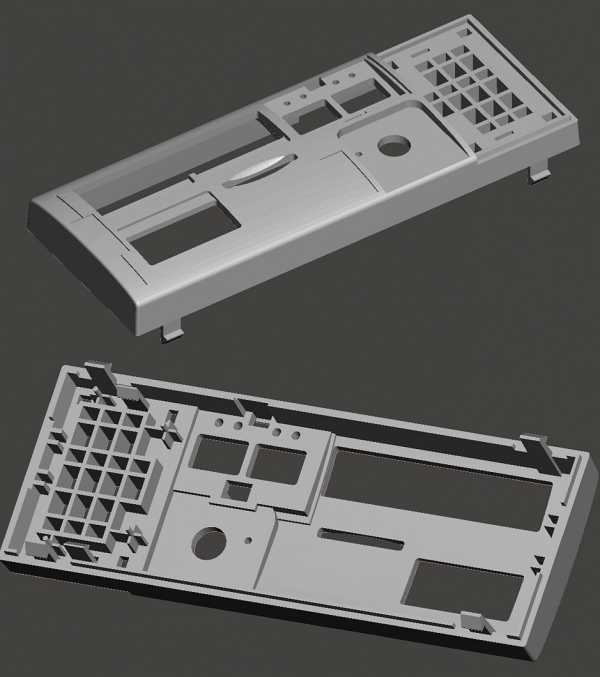
Сложность 3D печати заключается в том, что поддержки с черновой стороны детали удалить практически невозможно, они либо удаляются с кусками детали, либо первые слои детали провисают над поддержками и печатаются не ровно.
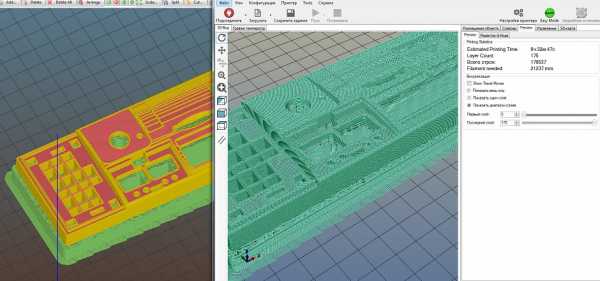
Загружаем деталь в Slic3r.
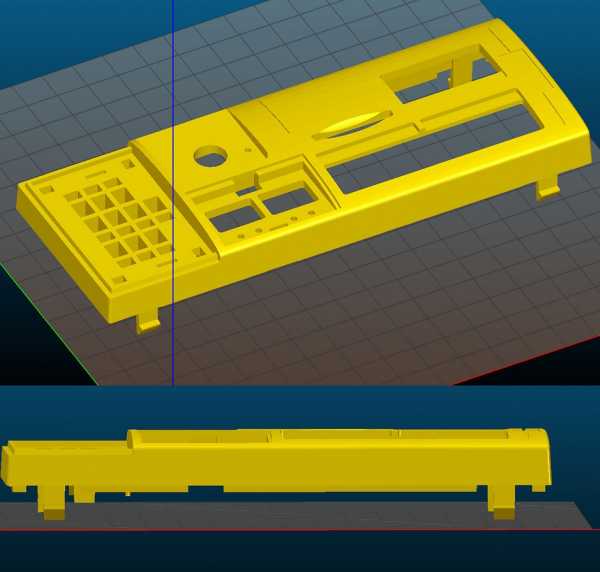
Располагаем деталь таким образом для того, чтобы верхняя часть панели получилась в хорошем качестве. Также нам важно качество боковых внешних стенок. Внутренняя часть панели — черновая, поэтому выстраиваем поддержки во внутренней части.
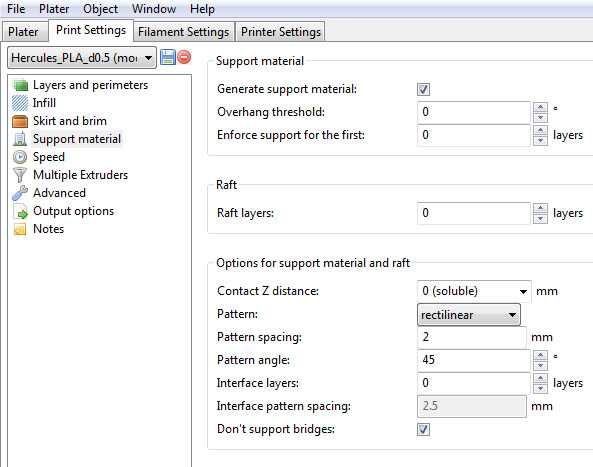
Идем в Print settings → Support materials и включаем поддержки.
Получается, что вся деталь держится на поддержках, и удалить их будет очень сложно. На фото результат печати нашего заказчика. Именно он подкинул нам эту интересную задачу. Время печати 4,5 часа.

Отделить поддержки удалось с большим трудом плоскогубцами. Внутренняя поверхность в очень плохом качестве, обработать ее невозможно.
Стандартные настройки в данном случае с задачей не справились. Поэтому будем настраивать Slic3r вручную.
Для того, чтобы поддержки легко удалились и внутренняя часть панели получилась в допустимом качестве, нужно изменить некоторые параметры:
Заходим в раздел Support Material
1. Уменьшить ширину экструзии на поддержках. Сетка поддержки будет печататься тонкими нитями, похожими на паутину. Их легко удалить руками и в то же время их прочности вполне хватает, чтобы удержать первые слои детали.
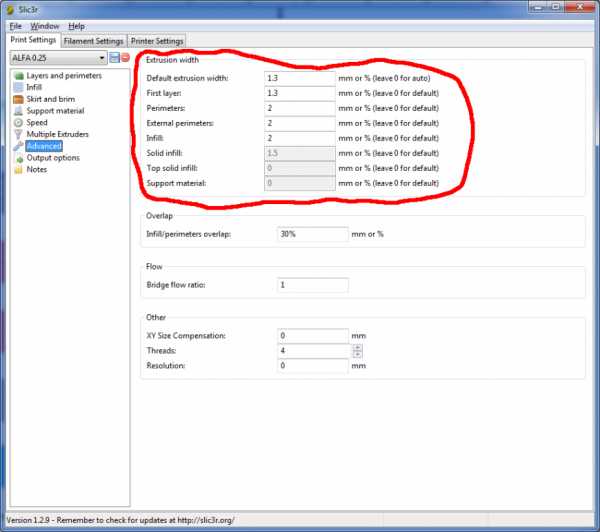
Меняем настройки в Advanced → Extrusion width → Support material–0.35 мм.
2. Для того, чтобы нити первого слоя детали, который будет печататься над поддержкой, не провисли, нам нужно, чтобы сетка поддержки была плотной, т. е. шаг необходимо сделать минимум 1 мм. Этот параметр называется Pattern Spacing. Это расстояние в миллиметрах между нитями поддержки. Если мы укажем там небольшое расстояние, печать поддержек займет очень много времени. Поэтому мы сделаем таким образом: будем печатать поддержку с шагом в 3 мм, а последние 2 слоя поддержки напечатаем с нужным нам шагом в 1 мм, эти слои будут поддерживать первые слои детали и шаг в 1 мм не даст нитям провиснуть. Это существенно сэкономит время. Меняем настройки:
Pattern spacing –3 mm -печатаем поддержку с шагом в 3 мм
Interface layers –2, Interface pattern spacing–1 mm – задаем двум слоям между деталью и поддержкой печатать линии с шагом в 1 мм.
3. Contact Z distance укажем 0. Первый слой детали будет печататься вплотную к поддержке, поэтому он будет ровнее. А уменьшение ширины экструзии позволит нам без проблем удалить поддержку с поверхности детали.
4. Идем в раздел Speed. Для того, чтобы нити поддержки из-за сниженной экструзии не обрывались, снижаем скорость для Support material до 40 мм/с и Interface support material до 30 мм/с.
Скорость для сплошных слоев, тех самых, которые будут печататься поверх поддержки, снижаем до 50%. Делаем это для того, чтобы слои на поддержку легли ровнее и нить не обрывалась.
Speed → Solid Infill – 50%
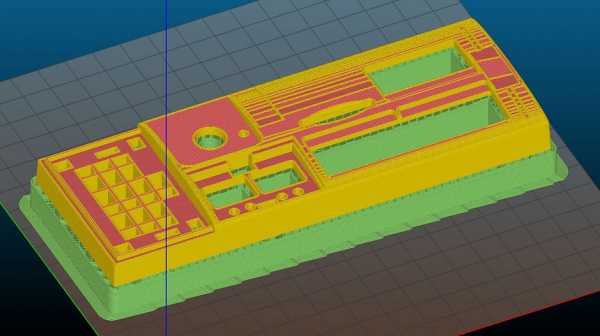
Сохраняем G-code и печатаем.
Смотрим результат.
Зеленый PLA Esun и кремовый ABS Esun. Печаталось на Hercules Strong соплом 0,5 мм, высота слоя 0,2 мм. Время печати 6,5 часа PLA и почти 7 часов ABS.
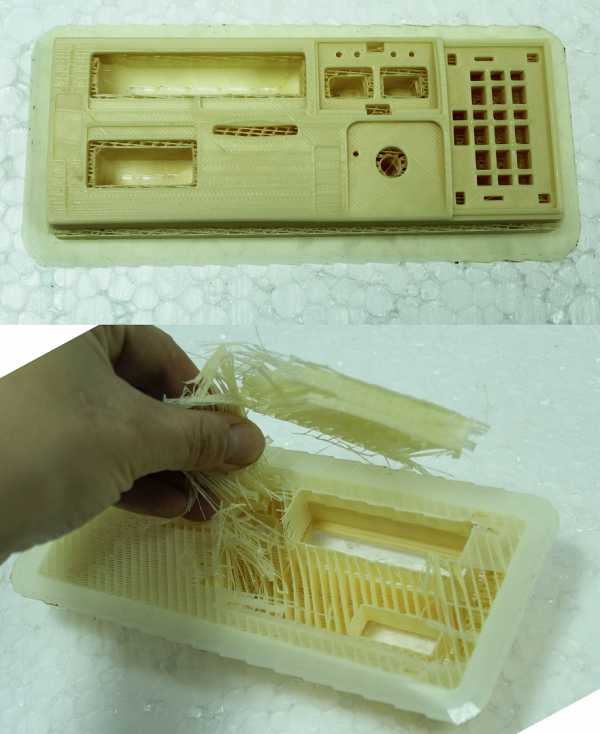
Основная часть поддержки легко отделилась руками, нити двух слоев между деталью и поддержкой мы удалили канцелярским ножом и тонкой плоской отверткой. Поверхности над поддержками получились ровные, без обрывов и провисаний нитей.
Данный метод позволяет печатать сложные детали с большим количеством поддержки. Время печати будет увеличиваться в зависимости от настроек Slic3r-а, которые в свою очередь будут зависеть от сложности детали, типа пластика и желаемого результата. В нашем случае время печати увеличилось почти на 40%.
Как показали эксперименты, ширину экструзии на поддержке возможно уменьшать до 40% от диаметра сопла, чем меньше это значение, тем легче будет отделить поддержку, но тем больше вероятность, что экструзия будет срываться и первые слои детали лягут неровно или не удержатся на поддержке. Также не стоит забывать о физических свойствах пластика: для ABS пластика мы уменьшали скорость печати поддержки до 30 мм/с, иначе экструзия срывалась. PLA пластик хорошо тянется, в отличии от ABS, и печатался на скорости 40мм/с без срывов. Поэтому все перечисленные параметры могут варьироваться в каждом конкретном случае.
Каталог 3D принтеров
Не забывайте подписываться на наш YouTube канал (новые ролики выходят каждую неделю).

habr.com
Тонкости 3D-печати. Часть 2. Теория и практика.
Продолжаю серию статей начатую частью, посвященной полимерам. Данная часть будет посвящена теории и практике 3D печати, и я постараюсь раскрыть те вопросы, которые возникают, когда на практике получается не совсем то, о чем, казалось бы, теоретически известно. Для начала немного вроде бы известной всем и каждому элементарной теории FDM печати 🙂
Для начала немного вроде бы известной всем и каждому элементарной теории FDM печати 🙂Казалось бы, что может быть проще? Есть пруток на катушке, который поступает в волшебный хотэнд, где плавится и понемногу, как зубная паста из тюбика намазывается слоями. В ходе этого процесса и растет наша распечатка. Вроде все просто, да не совсем.
Дело в том, что как только пластиковый пруток начинает нагрев в канале хотэнда, он начинает расширяться. Возникает странная картина: входит в хотэнд печатающей головки, допустим, 1 кубический сантиметр пластика, а выходит уже несколько большее его количество! И ладно бы оно таким и оставалось впоследствии, — мы бы смирились с этой странной, нарушающей законы сохранения энергии математикой. Но, вот незадача, как только пластик покидает печатающую головку через сопло, и начинает остывать, он начинает стремиться вернуть свой первоначальный объем.
В конце первой части статьи ‘Полимеры’, я уже рассматривал этот вопрос и дал общий совет: не греть пластик сверх необходимой для достижения хорошей адгезии между слоями температуры, так как усадка нагретого пластика тем сильнее, чем выше температура печати. Для каждого из пластиков, используемых в 3D печати эта температура конечно же своя и находится экспериментальным путем в том температурном диапазоне, который указан производителем прутка на упаковке.
Почему бы производителю не указать конкретную идеальную температуру?
Дело в том, что мы все используем печать для самых разных, порой, очень причудливых целей! Кому-то нужна высочайшая детализация при печати небольших объектов, а кто-то печатает конечные изделия весьма приличных размеров. Кому-то нужен лишь внешний вид прототипа, а кому-то важна механическая прочность полученной распечатки.
И очень важно понять для себя, что же ты хочешь получить, так как полный набор этих свойств получить бывает довольно проблематично. Не все печатают для себя и для своих целей, многие печатают и под заказ, и вот тут следует очень хорошо владеть и теорией и практикой печати, и даже быть в некоторой степени материаловедом, чтобы предложить заказчику тот материал, модель и способ печати, который максимально его устроит в виде готового результата.
В целом, чем меньше температура печати конкретным пластиком, тем выше детализация, которую можно получить, но тем меньше механическая прочность распечатки.
Как увеличить прочность распечатки не прибегая к повышению температуры печати?
Для того, чтобы получить ответ на этот вопрос можно зарыться в математические дебри, опять вспомнить о силах Ван-Дер-Ваальса… но можно и просто привести наглядные примеры из окружающей нас жизни.
Вы пробовали когда-нибудь разделить 2 ровных стекла, лежащих друг на друге? Чем больше их площадь и чем они ровнее, тем больше поверхность их соприкосновения и тем сложнее их разделить.
Вот и с 3D печатью прослеживается такая же зависимость. Чем больше поверхность соприкосновения последующего слоя распечатки с предыдущим, тем лучше между ними адгезия.
Что же влияет на размер этой площади, кроме непосредственно площади самого слоя распечатки?
Наибольшее влияние на площадь соприкосновения между слоями оказывают размер сопла и температура печати. Чем выше температура, тем менее вязким выходит пластик из хотэнда, соответственно он лучше ‘смачивает’ поверхность предыдущего слоя.
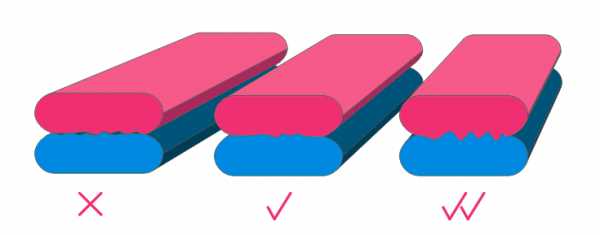 * Что интересно, так это то, что теоретически, чем более шероховатой получилась поверхность предыдущего слоя распечатки, тем лучше будет ее сцепление с последующим слоем, при должной температуре печати!
* Что интересно, так это то, что теоретически, чем более шероховатой получилась поверхность предыдущего слоя распечатки, тем лучше будет ее сцепление с последующим слоем, при должной температуре печати! На иллюстрации показаны 3 варианта разрезов слоев. 1 — типичный результат слишком низкой температуры печати; 2 — идеальный вариант, когда текучесть пластика достаточная для заполнения неровностей предыдущего слоя; 3 — воображаемый сверх идеальный вариант увеличенной площади склейки за счет неровной поверхности предыдущего слоя.
Чисто визуально разница между вариантами 1 и 2 видна на распечатке из прозрачного пластика. Распечатка начинает блестеть по всей толщине, будто вся пронизана тонкими серебристыми нитями. В сущности так и есть — серебристые нити это воздух, оставшийся между слоями.
Больше всего воздуха остается в месте стыка периметров, за счет того, что ‘колбаска’ выдавливаемого из сопла пластика в поперечном разрезе представляет из себя не прямоугольник, а прямоугольник с полностью скругленными краями. Вот в местах боковых стыков этих ‘колбасок’ как раз и кроется воздух, уменьшающий прочность распечатки.
Уменьшить количество стыков можно уменьшением количества элементов, образующих стык!
Конечно, идеальным вариантом пластикового изделия со свойствами гомогенными по всей его толщине, является отливка — один элемент на изделие. Но мы говорим о 3D печати.
Соответственно, для получения максимально прочной распечатки нужно максимально увеличить диаметр используемого сопла и толщину слоя, таким образом уменьшив количество элементов!
Толщину слоя нельзя увеличивать чрезмерно, равно как и диаметр сопла. Но если с диаметром все понятно — чем он меньше, тем выше возможная детализация, то с толщиной слоя не всё так прозрачно, так как она не так влияет на детализацию за счет того, что она меньше диаметра сопла. И вопрос — насколько меньше?
Что такое диаметр сопла и высота слоя с точки зрения математики слайсера?
Слайсер не видит, какое у вас стоит сопло в принтере. И он даже не сможет проверить, если вы его обманете 🙂 И вот почему: для программы управления принтером, а так же для слайсера, который готовит код для программы управления, диаметр сопла и высота слоя есть не более чем 2 переменные на основе которых высчитывается количество пластика, которое нужно продавить через хотэнд за то время, пока он перемещается на расстояние в 1 см. Всё!
Соответственно, если вы уверены, что через сопло, установленное на принтере, заведомо пролезет и больше пластика, — смело выставляйте диаметр сопла больше физического. Меньший размер тоже можно выставлять. Но тут, как и везде, есть свои пределы. И если с программным увеличением диаметра все понятно, то программное уменьшение диаметра сопла может дать нестабильность потока пластика и его срыв с сопла. Особенно это заметно на заполнении. Так что если у вас постоянно рвет сетку заполнения — просто выставьте диаметр сопла больше.
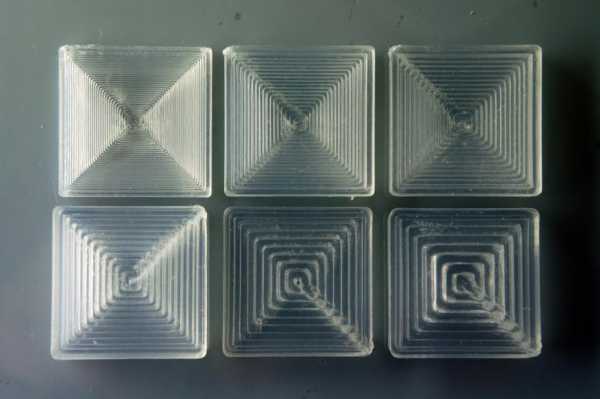 *На фото результаты распечаток сделанных соплом 1.2мм. В параметрах слайсера выставлены последовательно сопла 2, 1.5, 1.3, 1, 0.8, 0.5 мм.
*На фото результаты распечаток сделанных соплом 1.2мм. В параметрах слайсера выставлены последовательно сопла 2, 1.5, 1.3, 1, 0.8, 0.5 мм.
Вовсе не обязательно ставить для всех операций печати сопло одного диаметра! Спросите как? Значит вы ни разу не залезали на вкладку Advanced в настройках Slic3r.
 Вполне можно выставить для заполнения программный диаметр сопла в 2мм, а для периметров и сплошного заполнения оставить 1мм. Или наоборот.
Вполне можно выставить для заполнения программный диаметр сопла в 2мм, а для периметров и сплошного заполнения оставить 1мм. Или наоборот.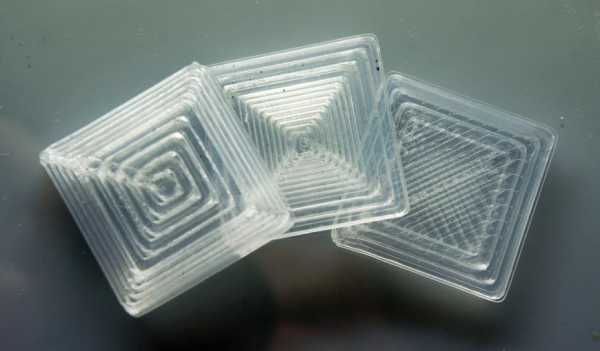 *На фото показаны результаты для двух этих вариантов.
*На фото показаны результаты для двух этих вариантов.
Правильное отношение диаметра сопла к толщине слоя.
Должно быть всем понятно, что если толщина слоя будет равна диаметру сопла, то распечатка будет представлять из себя ни что иное, как пучок слабо склеенных прутков равных соплу по диаметру! Такой вариант как раз можно увидеть на иллюстрации в правом верхнем углу.
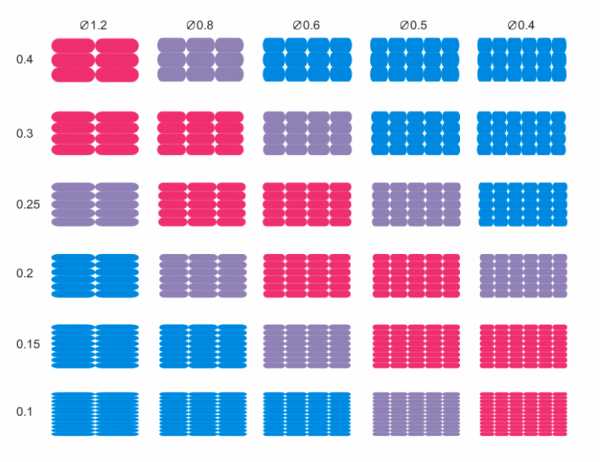 * На иллюстрации изображена табличка наиболее подходящих отношений диаметра сопла к высоте слоя. В целом, чем меньше высота слоя, тем меньше нужно выбирать сопло для печати. Соотношение диаметра сопла к высоте слоя примерно 2-4 к 1.
* На иллюстрации изображена табличка наиболее подходящих отношений диаметра сопла к высоте слоя. В целом, чем меньше высота слоя, тем меньше нужно выбирать сопло для печати. Соотношение диаметра сопла к высоте слоя примерно 2-4 к 1.Но, казалось бы, чем плохо выставить высоту слоя значительно меньше, чем диаметр сопла? До какого-то предела высоту слоя конечно можно уменьшать, но не бесконечно, так как со временем начинают накапливаться ошибки и на поверхности (внешнем периметре) распечатки образуются артефакты. Происходит это скорее всего потому, что поток пластика вынужден растекаться по не идеально ровной поверхности предыдущего слоя, таким образом увеличивая погрешность от слоя к слою или повторяя ее с небольшим смещением.
Если же высоту слоя увеличить, то ошибки скрадываются и с каждым новым слоем становятся менее заметными.

* На фото распечатки сделанные соплом 1.2мм (в настройках слайсера выставлен размер сопла 2мм) с высотой слоя от 0.4, 0.3, 0.2, 0.15, 0.1мм. Легко заметить, что на распечатке со слоем 0.1мм появились артефакты поверхности.
Исходя из вышеприведенных доводов, можно сделать вывод, что следует соблюдать правильное соотношение диаметра сопла к высоте слоя для получения наиболее качественных распечаток.
Что такое скорость печати с точки зрения математики и физики?
Максимально упростив схему для ясности мы получим явную картину того, что: скорость печати прежде всего отражается на объеме пластика, который необходимо нагреть и продавить сквозь сопло определенного диаметра.
Не будем рассматривать такие ограничители скорости, как конструкция принтера и его кинематика, так как это выходит за рамки обсуждающихся в статье вопросов.
То есть фактически, наиболее существенными ограничителями скорости печати являются 2 параметра:
— мощность хотэнда (он должен успевать расплавить максимальное количество пластика в секунду)
— диаметр сопла (через него должно пройти максимальное количество расплавленного пластика в секунду)
Все мы наверное еще помним задачку из школьного курса алгебры: рассчитайте насколько нужно увеличить диаметр трубы, чтобы вода из бассейна вылилась в 2 раза быстрее 😉
Вот и получается, что если у нас дома или на работе стоит конкретный принтер, то увеличить скорость его печати можно лишь увеличив температуру расплава (увеличив мощность, подаваемую на хотэнд) и увеличив диаметр сопла.
Причём, чтобы увеличить скорость печати в 2 раза, нужно увеличить диаметр сопла примерно в 1.4 раза 🙂
Охлаждение.
Итак, мы увеличили скорость печати в 2 или даже 3 раза. Ок! Здорово. Но вот незадача, по закону сохранения энергии, если мы начали греть пластик в 2-3 раза быстрее, то и остужать его нужно настолько же быстрее. Иначе возможны совершенно незапланированные сбои, вызванные оплыванием пластика, особенно, если вы печатаете пластиками с низкой температурой стеклования (попросту — долго застывающими). К таким пластикам относятся PLA и его смеси, а так же большинство ударо- и морозостойких пластиков — термоэластопластов, в том числе и пластик Filamentarno! Prototyper нашего производства.
 *На фото типичный результат недостаточного обдува распечатки.
*На фото типичный результат недостаточного обдува распечатки.Обдув — один из самых тонких и трудно осваиваемых инструментов в 3D печати. И он настолько же полезен, насколько и сложен в освоении.
Печать мостов, нависаний, мелких деталей, маленьких моделей — все это практически невозможно ускорить без использования обдува распечатки.
Мощность обдува следует рассматривать, как параметр взаимосвязанный со скоростью печати — чем она выше, тем мощнее должен быть обдув.
Эпилог.
Коротко все тезисы статьи можно свести к следующему:
Не повышать температуру печати сверх необходимой для достижения достаточной адгезии между слоями***
Экспериментировать со всеми доступными на рынке материалами — это поможет понять диапазон доступных Вам возможностей
***
Использовать сопла сообразного целям размера; обязательно иметь их несколько от 0.2 до 1.2мм
***
Не стесняться использовать программную подгонку диаметра сопла, использовать различную ширину экструзии для разных типов заполнения
***
Подбирать высоту слоя сообразно диаметру сопла
***
Подбирать температуру печати сообразно как размеру распечатки, так и диаметру сопла
***
Обязательно использовать охлаждение при повышении скорости печати и печати сложных объектов
***
Выбирать мощность обдува сообразно скорости печати
На этом пока всё!
Следующая статья этой серии скорее всего будет посвящена моделированию для печати.
Стоит помнить, что печать на FDM принтере пластиком это процесс схожий с литьем. Соответственно и требования, предъявляемые к модели должны быть такими же, как и требования, предъявляемые к мастермодели для отливки из пластика.
С уважением, команда Filamentarno!
Производитель уникальных материалов для 3D печати.
www.filamentarno.ru
3dtoday.ru
Какой пластик лучше использовать? На сколько хватит одного кг ABS и PLA пластика?
После покупки 3D принтера, нам стоит приступить к выбору расходных материалов.
Купить ABS пластик, PLA пластик Украина можно на нашем сайте.
 В наше время существует более сотни разновидностей пластика для 3D печати. Фактически, современный FDM 3D принтер может печатать любым материалом, который плавится при нагреве, и который можно экструдировать в пруток.
В наше время существует более сотни разновидностей пластика для 3D печати. Фактически, современный FDM 3D принтер может печатать любым материалом, который плавится при нагреве, и который можно экструдировать в пруток.
На рынке присущи прутки диаметром 1,75 мм и 3 мм. 3 мм – это устаревший стандарт и сейчас почти не актуален, поэтому мы не будем акцентировать на нем внимание.
Производитель пластиковой нити наматывает его на бобины, которые Вы потом устанавливаете в принтер. Все бобины взаимозаменимы, за исключением бобин (картриджей) для принтеров Cubify, они подходят только к принтерам Cube и CubeX. Качество намотки нити на бобину очень важно. Чем лучше качество, тем меньше шансов, что Ваш пластик застрянет во время печати.
С размером мы определились, давайте перейдем к выбору типа пластика.
Самые популярные представители пластика для 3D печати на Украинском рынке – это: PLA, ABS, PVA, Nylone и HIPS.
Пару слов о каждом из них:
PLA – органический пластик, не высокий срок жизни, не подлежит полировке ацетоном, невысокая температура плавления, отлично держит форму при печати.
ABS – ударопрочный пластик, хорошо полируется парами ацетона, легко подлежит постобработке, не удобен в использование из-за термо усадки.
PVA – материал поддержки, растворим в воде.
Nylon – высокопрочный материал, подлежит растяжениям, незаменим во многих конструкциях.
HIPS – редко используемый материал, по физическим свойствам находится между АБС и ПЛА. Может быть задействован в качестве материала поддержки.
Другие типы пластика для 3Д печати – в нашем магазине представлены десятки разных типов пластика Вы всегда можете подобрать себе тот тип пластика, который наиболее хорошо подойдет под ту или иную задачу. Все типы пластика всегда в наличии в нашем магазине.
Самые распространенные пластики: ABS и PLA.

Существует неограниченное количество цветов и оттенков этих пластиков. Как правило, один производитель выпускает несколько десятков оттенков, которые перекрывают все цвета радуги.
Интересные разновидности ABS/PLA пластика:
– металлизированные цвета: золото, серебро, бронза. Конечные изделия приобретают блеск после обработки в парах ацетона.
– ABS+, PLA+ улучшены физические свойства и срок жизни пластика.
– флуоресцентный пластик для 3D печати. Изделия светятся в ультрафиолете. Существует более 10 оттенков.
– люминесцентный пластик для 3D печати. Изделия светятся в темноте. Существует более 10 оттенков.
– токопроводящий пластик для 3D печати. Пластик с вкраплениями металлических порошков, что позволяет создавать электрические цепи в пределах объекта печати.
– гибкий пластик для 3D печати. Прекрасно подходит для печати чехлов и подвижных деталей. Характеризуется прекрасной склейкой слоев и повышенной опасностью отлипания от платформы.
– полупрозрачные оттенки. Изделия изготовленные из подобного пластика очень красиво смотрятся в комплекте со светодиодной подсветкой.
Основные оттенки светящихся пластиков: зелёный, желтый, фиолетовый, голубой, оранжевый, синий, красный, розовый.
Как мы видим, даже базовый набор пластика может запутать новичка. Поэтому, перейдем к рекомендациям.
Вы новичок:
Печатайте PLA пластиком. Он подойдет для любого 3D принтера, легок в использование, изделия из него гладкие и ровные. Подходит для печати больших предметов. Перед печатью желательно использовать голубой скотч и специальный клей для приклеивания изделий к платформе.
Вы уверенный пользователь 3D принтера:
PLA + ABS. Для печати ABS пластиком необходимо включать подогрев платформы, устанавливать внешний обдув детали, а также термостатировать область печати (специальный чехол на принтер). В области печати должна соблюдаться температура порядка 70 градусов. Если температура будет больше, то деталь начнет оплавляться, если меньше, то углы детали начнут искажаться и отрываться от платформы.
Вы профессионал в области 3D печати:
Используйте любой доступный Вам пластик.
Если Вам тяжело определится с производителем того или иного типа пластика, то рекомендуем Вам прочитать эту статью по сравнению разных 3D пластиков.
Ну и последний вопрос, на который бы хотелось ответить, это “А насколько хватает одного килограмма пластика?”
– Все очень индивидуально и зависит от сложности детали, степени заполнения внутреннего пространства, количества материала поддержки, а так же качества Ваших навыков.
Если вкратце, то одной бобины ABS или PLA пластика Вам хватит примерно на столько:

Таблица настроек для печати разными типами пластика:
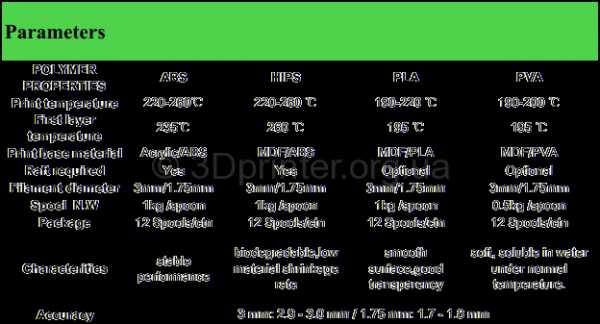
Прочитать основную статью FAQ по 3D принтерам можно здесь.
3dprinter.ua
Подробный гид по выбору пластика для 3D-печати

Содержание:

Введение
Каждый, кто начинает заниматься 3D-печатью, задается вопросом: “Чем печатать, с чего начать?” На рынке десятки доступных пластиков для 3D-печати, производящихся в форме филамента — прутка намотанного на бобины. Разнообразие материалов может ввести неподготовленного человека в замешательство. Какой пластик для 3D-печати выбрать — именно тот вопрос, с решением которого данная статья поможет определиться начинающему 3D-печатнику.
Диаметр
В стародавние времена, когда экструдеры были большими, а скорость печати — маленькой, инструкция по приготовлению пластика для печати начиналась приблизительно так: “Возьмите термоклей для клеевого пистолета…”.
В поиске материалов для 3D-печати, первые энтузиасты обратили внимание на пруток для сварки пластика, он был диаметром 3 мм. И долгое время диаметр 3 мм оставался стандартом для любительской 3D-печати.
Но у этого диаметра есть недостаток: для работы с таким прутком необходимо достаточно большое усилие на экструдере, что требовало установки дополнительного редуктора.

Из-за стремления к удешевлению оборудования, диаметр прутка был сильно уменьшен и сейчас составляет 1,75 мм, что теперь стало стандартом. Малый диаметр филамента позволяет проталкивать его шестеренкой, надеваемой непосредственно на двигатель экструдера.

Пруток диаметром 3 мм, из-за его повышенной жесткости, до сих пор любят производители топовых 3D-принтеров с экструдером типа “боуден”. Например, его используют принтеры производства Ultimaker.
При выборе пластика для печати решающее значение имеет назначение печатаемых деталей. Также важны характеристики используемого принтера, так как не каждый пластик подойдет к каждому принтеру — помимо диаметра филамента, имеют значение его температура плавления, жесткость, наличие или отсутствие у принтера подогреваемой платформы и закрытой камеры.
Перейдем к рассмотрению типов пластиков:
Материалы
PLA (Полилактид)
PLA (Полилактид) — биоразлагаемый пластик, в основе которого находится молочная кислота. Производится из сахарного тростника или кукурузы. Может также производиться из других натуральных продуктов, таких как картофельный крахмал или целлюлоза.

Параметры печати:
-
Температура экструзии — 190-230°C
-
Температура стола — 20-60°C
-
Обдув — желателен
-
Межслойная адгезия — хорошая
-
Адгезия к столу — хорошая
Технические характеристики:
-
Температура плавления — 175-180°C
-
Температура размягчения — 50°C
-
Температура эксплуатации изделий — -20+40°C
-
Твердость (по Роквеллу) — R70-R90
-
Относительное удлинение при разрыве — 3,8%
-
Прочность на изгиб — 55,3 МПа
-
Прочность на разрыв — 57,8 МПа
-
Модуль упругости при растяжении — 3,3 ГПа
-
Модуль упругости при изгибе — 2,3 ГПа
-
Температура стеклования — 60-65°C
-
Плотность — 1,23-1,25 г/см³
-
Минимальная толщина стенок — 1 мм
-
Точность печати — ± 0,1%
-
Усадка при изготовлении изделий — нет
-
Влагопоглощение — 0,2-0,4%
Данный пластик нетоксичен и представлен разными производителями в широкой цветовой гамме.

Является одним из самых популярных пластиков для 3D-печати. Хорошо подходит для печати дома. Причиной данной популярности являются следующие характеристики:
Плюсы:
-
Не дает усадки при печати, что позволяет получить точное соответствие размеров напечатанного изделия смоделированному.
-
Не требует подогреваемого стола и не боится сквозняков при печати, а значит может использоваться для печати на самом дешевом китайском принтере с открытым корпусом.
-
Нетоксичен. Во время печати приятно и несильно пахнет, что позволяет печатать им в квартире без использования специальной вытяжки.
-
Твердый, прочный и скользкий, широкий диапазон применений.
-
Производится из натуральных компонентов, может использоваться для контакта с пищевыми продуктами.
-
Биоразлагаемый, вещи из данного пластика не наносят вреда окружающей среде при утилизации.
Минусы:
-
Под воздействием воздуха и ультрафиолета, как и любой натуральный материал, со временем становится более хрупким, вследствие чего не рекомендуется для долговременного применения при больших физических нагрузках или использования без защитного покрытия на открытом воздухе.
-
Низкая температура размягчения (50°C) — в салоне машины, оставленной на солнце в жаркий день, легко размягчается и теряет форму.
-
Узкий температурный диапазон использования (-20 — +40°C).
-
Высокая твердость пластика затрудняет его механическую обработку.
-
Пластик некоторых производителей, из-за высокого содержания остаточных мономеров, склонен к образованию пробок в цельнометаллических хотэндах.
Исходя из достоинств и недостатков данного пластика, можем обозначить следующие способы его применения.
3D-печать крупногабаритных изделий.

3D-печать изделий с точными размерами.

3D-печать декоративных элементов мебели.

3D-печать элементов интерьерного декора.

3D-печать изделий под покраску.

3D-печать прототипов корпусов и механических изделий.
Для дома, 3D-печать деталей, 3D-печать моделей, макетирование, 3D-печать корпусов и электроники, 3D-печать фурнитуры, 3D-печать посуды, пищевой пластик для 3D-принтера, биоразлагаемый пластик для 3D-принтера, пластик для 3D-принтера pla.
ABS (акрилонитрилбутадиенстирол)
ABS (акрилонитрилбутадиенстирол) — ударопрочный пластик, очень популярен в промышленности и 3D-печати. Изделия из ABS достаточно прочны, поэтому его часто используют для печати функциональных объектов, имеющих практическое применение.

Параметры печати:
-
Температура экструзии — 210-245°C
-
Температура стола — 90-120°C
-
Обдув — нежелателен
-
Межслойная адгезия — средняя
-
Адгезия к столу — средняя
Технические характеристики
-
Температура плавления — 175-210°C
-
Температура размягчения — 100°C
-
Температура эксплуатации — -40+80°C
-
Твердость (по Роквеллу) — R105-R110
-
Относительное удлинение при разрыве — 6%
-
Прочность на изгиб — 41 МПа
-
Прочность на разрыв — 22 МПа
-
Модуль упругости при растяжении — 1,6 ГПа
-
Модуль упругости при изгибе — 2,1 ГПа
-
Температура стеклования — 105°C
-
Плотность — 1,1 г/см³
-
Точность печати — ± 1%
-
Усадка при изготовлении изделий — до 0,8%
-
Влагопоглощение — 0,45%
Выпускается различными производителями в широком ассортименте цветовых оттенков. Некоторые производители, для снижения стоимости, выпускают его без катушек.

Из-за невысокой стоимости сырья, является одним из самых доступных по цене пластиков.
Плюсы:
-
Хорошее сочетание прочности и упругости позволяет использовать его для изготовления механических изделий рассчитанных на долгий срок эксплуатации.
-
Широкий диапазон используемых температур позволяет эксплуатировать изделия из него в технических целях.
-
Простота механической обработки, в комплексе с химическим сглаживанием поверхности недорогими растворителями типа ацетона, позволяют делать декоративные изделия или корпуса с высоким качеством поверхности.
Минусы:
-
Плохо переносит воздействие ультрафиолетового излучения, желтеет на солнечном свете, что ограничивает применение неокрашенных поверхностей на улице
-
Не любит сквозняков при печати, что ограничивает применение дешевых принтеров с открытым корпусом.
-
Из-за относительно высокой усадки склонен к деламинации (расслоению), требует наличия подогреваемого стола, без него возникают проблемы с прилипанием к столу первого слоя.
-
В процессе печати может образовываться неприятных запах, печатать лучше в проветриваемом помещении, или оснащать принтер специальной системой вытяжной вентиляции, с выводом за пределы квартиры.
Эти свойства обуславливают следую
top3dshop.ru