Производство метизов — саморезов, винтов, гвоздей, шурупов
На сегодняшний день малому предприятию, не имеющему достаточное количество стартового капитала, для изготовления метизов — саморезов, шурупов, болтов, гаек, гвоздей и т.п. желательно организовать начальное производство «специального крепежа». Это приоритетное направление бизнеса связано с изготовлением изделий под заказ конкретных организаций, с учетом их уникальных и специфических требований, отличающимся от ГОСТов. Несмотря на менее значительные объемы производства, в отличие от выпуска стандартной продукции, наценка на себестоимость оригинального крепежа вполне может превысить стопроцентную отметку.
Оборудование и технологический процесс производства метизов — шурупов, винтов и саморезов
Первым в производственной цепочке находится холодновысадочный станок, который поставляется с размоточным устройством для проволоки и комплектом инструмента для одного типа размера изделия. Этот механизм отрезает заготовку по длине, формирует головку и шлиц. Производительность машины находится в диапазоне 150-200 изделий в минуту.
Производительность машины находится в диапазоне 150-200 изделий в минуту.
После холодновысадочного заготовки передаются на резьбонакатной станок. Кроме своего прямого назначения – накатки резьбы, этот механизм формирует заостренный наконечник шурупа. Принцип действия станка основан на транспортировке заготовок изделий в вибробункер, а затем в зону накатки резьбового соединения, которое формируется при помощи плоских плашек.
Технологический процесс изготовления саморезов должен быть выстроен с учетом особенностей этого вида крепежа. Способность изделия нарезать резьбу достигается за счет термической обработки (закалки) его поверхности. Кроме того, наконечник самореза должен иметь форму сверла, обеспечивающую его беспрепятственное вворачивание в скрепляемую поверхность.
Эта важная часть изделия формируется одновременно с его стержнем и головкой. При этом необходимо выполнить качественное изделие, который просверлит отверстие определенного диаметра без отклонения от заданных размеров.
После формирования резьбы проводится закалка поверхности уже готового самореза. Этот ответственный технологический процесс требует высоких характеристик стали, из которой выполнена деталь крепежа, а также стабильных приемов ее закалки.
Твердость изделия после закалки должна соответствовать или быть выше минимального значения в 55 ед. по HRC (по Роквэллу). На заключительном этапе производства саморезы защищаются от коррозии. Одними из самых распространенных способов обработки являются: оксидирование, фосфатирование или гальваническое цинкование.
Стоит учесть, что даже наличие первоклассного современного оборудования и передовых технологий, далеко не всегда позволяет производить высококачественные саморезы. И причина в этом случае банальна — отсутствие сырья с должными и стабильными характеристиками.
Производство метизов — гвоздей
Автоматический станок серии THA предназначен для изготовления гвоздей из стальной, медной, латунной проволоки, а также материалов из алюминиевых сплавов круглого или квадратного сечения.
Автоматы представляют собой высокопроизводительные быстроскоростные прессы. Приводом станков служит автономным электродвигатель. Основные механизмы крепятся к раме из высококачественной литой стали. Установка на подшипниках качения обеспечивает длительный срок службы агрегатов и надежную работу всех распределительных систем машины. Безопасную эксплуатацию автоматов обеспечивает система защитных кожухов с мгновенной аварийной остановкой.
Производство гвоздей происходит в пространстве пуансона, коробке колодок и строгальных ножей. Колодки сжимают и придерживают проволоку, пуансон штампует головку, подающий механизм передвигает полуфабрикат. После этого строгальные ножи отрезают уже готовый гвоздь, длина которого плавно регулируется.
В стандартном исполнении станки снабжены электронной системой смазки и защитой от повреждений. В качестве специальной принадлежности поставляется заточная машина БНЭ-35, которая обеспечивает исправную работу строгальных ножей. Противошумные крышки и магнитные транспортеры являются опционными функциями комплектации машины.
В качестве специальной принадлежности поставляется заточная машина БНЭ-35, которая обеспечивает исправную работу строгальных ножей. Противошумные крышки и магнитные транспортеры являются опционными функциями комплектации машины.
Выбирая оборудование для производства метизов, лучше остановится на тайваньских производителях. Преимущество таких машин объясняется их достойным качеством, а самое главное — они не требуют высокой квалификации обслуживающего персонала. При этом для организации стабильного производства достаточно пяти человек, работающих в одну смену.
Производитель саморезов — как им стать? — Висма-Строй
Как организовать производство саморезов?
Крепеж во все времена был ликвидным товаром. Стройка потребляет тысячи тонн метизов ежегодно. Саморезы в портфеле любой строительной компании занимают все более значимое место. Организовать производство саморезов в Беларуси – насколько это хорошая идея? Даже несмотря на наличие в Беларуси крупных собственных производителей (РМЗ) и китайских поставщиков есть предприниматели, которые готовы рискнуть и стартовать с собственным производством. Для смелых и уверенных ниже несколько советов с рекомендациями.
Для смелых и уверенных ниже несколько советов с рекомендациями.
Выбор ассортимента саморезов
Мелкая и крупная фасовка, широкий размерный ряд, различный выбор материалов исполнения, постоянные конструкционные изменения – вот то, за чем придется следить и из чего формировать ассортимент. Как всегда – большой доступный к производству ассортимент означает огромное количество нюансов.
Мебельные, с частой и редкой резьбой, по металлу и дереву, для гипсократона, террасной доски или монтажа сантехники – разумеется, при старте важно определиться с типом.
Строительный рынок последние несколько лет лихорадит. Тем не менее, почти всегда за некоторым падением всегда следует рост, который либо отыгрывает позиции, либо даже улучшает их.
Особенности структуры спроса на саморезы
Одной из отличительных сторон сегмента производства саморезов в отличие от других типов крепежа является рост спроса на новые конструкционные решения (как при работе с металлом, так и с деревом), а также запрос на качество покрытия (горячеоцинкованные). Вместе с тем и классика пока хорошо идет.
Вместе с тем и классика пока хорошо идет.
Старт производства
Как выглядит традиционный процесс производства? Возьмем этапы изготовления саморезов методом холодной штамповки.
Начинаем с сырья. Традиционно это металлопрокат – стальная проволока. Ее в Беларуси можно найти на БМЗ, можно заказать на Северстали.
При подборе сырья нужно исходить из возможностей оборудования. Собственно, именно оборудование (Тайвань, Китай) станет самой дорогостоящей инвестиционной составляющей — новая линия обойдется в сумму порядка 30 тыс. USD.
Этапы производства
- Нарезка болванок – исходных стержней будущих саморезов
- Формирование шляпки и нанесение резьбы
- Закалка в печи
- Промывка
- Напыление антикора
Составляющие автоматической линии
Обычная автоматическая линия по производству саморезов состоит из нескольких модулей. Можно выделить 6 основных станков комплекса
- Волочильный станок.
- Устройство холодной высадки
- Резьбонакатной станок
- Печь обжига (закалки)
- Гальваническая ванна
- Сушильная центрифуга.


Собственно, выше был описан примерный процесс производства. В среднем такая линия может выдавать до 200 шт продукции в минуту.
Анализ расходов
Разумеется, в расходы записываются не только оборудование и материалы. Сюда же относятся:
- Регистрационные платежи
- Аренда
- Зарплата персоналу
- Дополнительные расходы
При выборе помещения стоит обязательно учесть доступность электросети 380 Вт, что необходимо для полноценной работы оборудования.
В зависимости от населенного пункта стоимость аренды может меняться. Минск – самая дорогая аренда. Далее следуют Гомель, Брест, Гродно, Могилев, Витебск. При организации производства стоит обратить внимание на преимущества, которые предоставляют резидентам свободные экономические зоны – здесь есть возможность снизить налоговую нагрузку и льготные условия по аренде.
Сырье
Проволока, которая подходит для производства саморезов, обычно продается бухтами по 600 кг и более.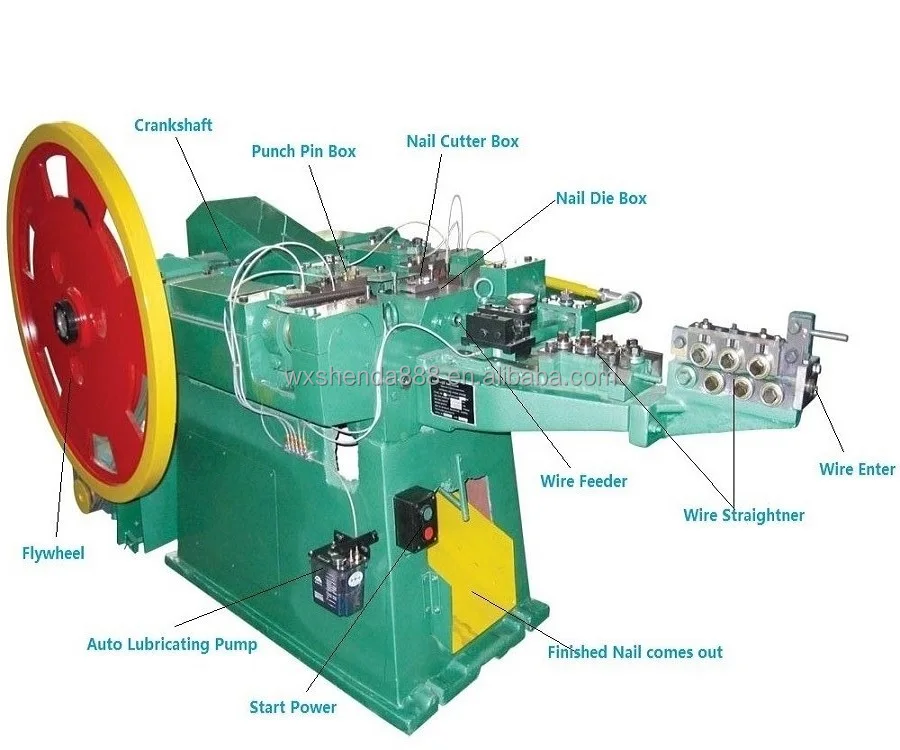 В среднем из одной бухты можно получить до 500 тыс. единиц крепежа. Желательно найти прямого поставщика, но важно понимать, что для многих заводов опт начинается от нескольких бухт.
В среднем из одной бухты можно получить до 500 тыс. единиц крепежа. Желательно найти прямого поставщика, но важно понимать, что для многих заводов опт начинается от нескольких бухт.
Продажи
Продажи – самый затратный элемент в бизнесе. И по времени, и в перспективе по ресурсам. Но оно того стоит. Создание сайта, холодные звонки, командировки, аналитика российских регионов – все это может служить отличным зачином в вопросе организации первых продаж. Важно также соблюдать структуру сбытового портфеля, где строительные организации, мебельные и кровельные компании, розница и физические лица будут составлять определенные пропорции в вашем портфеле заказчиков.
Наличие определенных позиций на складе, возможность бесплатной доставки, система бонусов и программы лояльности – все эти инструменты в итоге должны стать локомотивом вашего саморезного производства.
Цифры по окупаемости
Четкое выполнение всех пунктов бизнес-плана должно привести в итоге к успеху. Примерные цифры выглядят так.
- Первоначальные инвестиции в производство ~ 45 тыс. USD в эквиваленте.
- Текущие месячные расходы ~ 5 тыс. USD
При непрерывном 8-часовом цикле производство в месяц получится производить до 2 млн шт. саморезов. В среднем выручка должна составить порядка 7 тыс. USD в эквиваленте.
Предполагаемая первая чистая прибыль после уплаты налогов и прочих регулярных расходов составит порядка 2 тыс. USD. Предполагаемый выход на безубыточность –2 года, окупается проект за 1,5 года.
Подбор персонала
Для успешного запуска производства необходимо будет подобрать ответственных наладчиков, а также специалистов по продажам. Важный момент – экспертиза при закупке оборудования и предварительная экспертиза ассортимента. Грамотная работа на каждом из упомянутых направлений позволит обеспечить максимально эффективный старт.
Процесс производства самонарезающих винтов на заказ
Крис Ван
Крис Ван
Производитель крепежа с более чем 30-летним стажем | Профессиональный поставщик автомобильных крепежных деталей | Менеджер по развитию бизнеса в CNRL
Опубликовано 22 октября 2020 г.
+ Подписаться
Индивидуальный саморез – это просто винт, который можно нарезать сам по себе. Отличие саморезов от обычных шурупов заключается в том, что обычные шурупы должны иметь выточенное отверстие для ввинчивания. Саморезы не нужно нарезать при ввинчивании. Для достижения цели самонарезания, этот вид самонарезающих винтов с шестигранной головкой обычно заострен, чтобы облегчить вдавливание в объект, который нужно завинтить.
Оборудование для производства винтов, необходимое для всего процесса производства винтов, можно условно разделить на машину для волочения проволоки, машину для холодной высадки, резьбонакатную машину и т. д.
01
Волочение проволока подается на холодновысадочную машину. Как правило, перед волочением проволоки проводится травление. Чтобы удалить оксидную пленку с поверхности проволоки, на поверхности образуется фосфатная пленка, чтобы свести к минимуму шероховатость проволоки и царапины на форме, вызванные мусором. После травления рулона проволоки он подвергается холодной вытяжке до требуемого диаметра с помощью волочильного станка. Подходит для больших винтов, гаек и саморезов с необходимой длиной проволоки.
После травления рулона проволоки он подвергается холодной вытяжке до требуемого диаметра с помощью волочильного станка. Подходит для больших винтов, гаек и саморезов с необходимой длиной проволоки.
02
Формование (эмбрион гвоздя)
Для обычных саморезов первым шагом является формирование головки, обычно с помощью одного штампа и двух пуансонов. Форма головки может быть с потайной головкой, круглой головкой, большой плоской головкой, внешним шестигранником, внутренним шестигранником и т. д.
1. Блокировка: разрежьте проволоку, застрявшую в режущей матрице, на требуемую заготовку после перемещения подвижных ножниц в одном направлении
2. Первый пуансон: форма фиксируется, а головка продукта формируется пуансоном, чтобы можно было полностью сформировать следующий ход. Когда продукт представляет собой прямую канавку, один пуансон представляет собой вогнутую или эллиптическую канавку, а когда продукт представляет собой поперечную канавку, другой пуансон представляет собой вогнутую квадратную канавку.
3. Второй пуансон: После первого пуансона работают все пуансоны, второй пуансон движется вперед, а второй пуансон движется вперед, формируя конец изделия. После этого заготовка выталкивается обратным пуансоном.
03
Накатка резьбы
Как правило, зародыш гвоздя-самореза превращается в резьбу, для чего требуются две зубчатые пластины, одна зубчатая пластина фиксируется, а другая накатная заготовка перемещается. Изделие пластически деформируется путем разминания с образованием необходимой нити.
04
Термическая обработка
Как и для винтов с требованиями по твердости, для саморезов необходима термообработка (влияющие факторы). После того, как твердость поверхности и твердость сердцевины саморезов могут соответствовать определенным требованиям, отверстия можно нарезать плавно и не слишком мягко.
05
Обработка поверхности
Обработка поверхности – это процесс формирования покрывающего слоя на поверхности заготовки определенным способом. Намерение состоит в том, чтобы придать изделию красивый внешний вид и антикоррозийный эффект. Осуществляемые методы обработки внешнего вида относятся к следующим методам: гальванопокрытие, горячее цинкование, механическое покрытие и т. д.
Намерение состоит в том, чтобы придать изделию красивый внешний вид и антикоррозийный эффект. Осуществляемые методы обработки внешнего вида относятся к следующим методам: гальванопокрытие, горячее цинкование, механическое покрытие и т. д.
Обычно используемые гальванические покрытия включают гальванику, черный/белый никель, чернение, фосфатирование и т.д.; для экспортных продуктов, которые имеют экологические требования к качеству, требуется удаление фосфора из трехвалентного белого цинка, также известного как экологически чистый белый цинк.
После выполнения первых пяти процессов выйдут саморезы. Разумеется, необходимо проводить отбор и сушку бракованных изделий. После этого идет упаковка и маркировка для доставки.
Хотя весь процесс состоит из более чем дюжины этапов, его можно использовать в качестве выигрышного винта (основного продукта) для профессионального производства винтов. Контроль каждого звена важен, и каждая деталь не остается без внимания.
Как правильно выбрать застежку?
25 нояб.
2020 г.Три основных рынка крепежных изделий Китая
19 нояб. 2020 г.
Болты, шестигранная гайка и винт
11 ноября 2020 г.
Почему вы должны поворачивать винты на три с половиной оборота?
4 нояб. 2020 г.
Как правильно выбрать застежку?
16 окт.
2020 г.Какими принципами следует руководствоваться при выборе и обработке металлических штампованных деталей?
23 сент. 2020 г.
Какие бывают типы винтового оборудования?
16 сент. 2020 г.
Общие методы контроля штампованных деталей
10 сент. 2020 г.
Однако автомобильный бренд № 1 в мире требует, чтобы заводы по производству запчастей снизили цены, что затронуло около 40 000 поставщиков! В этом году, пожалуйста, будьте добры
2 сентября 2020 г.
Нужно ли контролировать химический состав при аттестации механических свойств крепежных изделий?
26 авг. 2020 г.
 2020 г.
2020 г. 2020 г.
2020 г.
Самосверление и самонарезание: в чем разница?
Самонарезающие и самонарезающие винты — это не одно и то же
Самонарезающие и самонарезающие винты — это два типа винтов, используемых в металлоконструкциях и общестроительных работах, а также во многих других областях и отраслях. Вопреки распространенному мнению, эти два термина , а не взаимозаменяемы.
Ни один строительный проект не обходится без осложнений. Погода, материальные задержки и человеческие ошибки — все это приводит к сбоям в работе. Однако некоторых задержек можно избежать. Если вы просто убедитесь, что у вас есть правильные инструменты для работы, это поможет вам уложиться в сроки.
Однако некоторых задержек можно избежать. Если вы просто убедитесь, что у вас есть правильные инструменты для работы, это поможет вам уложиться в сроки.
Иногда наши клиенты просят саморезы, хотя на самом деле им нужны саморезы, или наоборот. Мы не хотим, чтобы вы тратили время и деньги, заказывая не те продукты.
Любой, кто серьезно относится к эффективному и результативному выполнению работы, должен знать разницу между саморезами и саморезами. Выбор правильных материалов сэкономит время, увеличит прибыль и повысит качество вашего строительства.
Давайте рассмотрим сходства, различия и как узнать, когда использовать какой тип винта.
Саморезы
Саморезы позволяют нарезать резьбу в материале. Саморезы используются для всех видов материалов, включая дерево, металл и кирпич.
Эти винты не могут просверливать металл и требуют предварительного сверления направляющего отверстия перед установкой .
Направляющее отверстие создается с помощью сверла, которое немного меньше шурупа, и резьба шурупа нарезает металл или дерево во время установки шурупа.
Постукивание скрепляет материал. Саморез может иметь множество различных типов наконечников, которые помогают ввинчивать резьбу в различные подложки.
Самонарезающие винты
Самонарезающие винты иногда известны под торговой маркой Tek® Screws. Эти винты можно отличить по острию винта в форме сверла, и они предназначены для различных применений, таких как крепление металла к металлу и металла к дереву.
Саморезы не требуют направляющего отверстия . Это ускоряет время установки и снижает стоимость и потребность в дополнительных сверлах.
Дополнительные функциональные возможности и функция экономии делают саморезы очевидным выбором для металлоконструкций.
Точки сверления обозначены номерами от № 1 до № 5, и количество стали, которое они могут просверлить, увеличивается по мере увеличения пронумерованной точки.
Как правило, самонарезающие винты используются для небольших изделий, но сверло №5 может просверлить и закрепить сталь толщиной 1/2 дюйма. Во время установки саморезы также в определенной степени нарезают резьбу.
Во время установки саморезы также в определенной степени нарезают резьбу.
Саморезы и саморезы похожи
Чем похожи эти винты?
- Оба имеют возможность нарезать собственные резьбы.
- Оба варианта идеально подходят для металлических конструкций
- Оба могут крепить металлические, алюминиевые и пластмассовые компоненты
Идеальное применение для саморезов и саморезов
Когда следует заказывать саморезы? Для каких проектов лучше всего подходят саморезы?
- Саморезы:
- При работе с металлом, алюминием и пластмассами, такими как стекловолокно и поликарбонат
- При работе с материалом, в котором уже установлены направляющие отверстия
- Саморезы:
- При работе с металлом, алюминием и пластмассами, такими как стекловолокно и поликарбонат
- Если вам нужно просверлить тонкий металлический лист без направляющего отверстия
Подумайте о работе на металлической крыше, стальном каркасе, системе отопления, вентиляции и кондиционирования воздуха или общем изготовлении металлических зданий. Скреплять компоненты вместе без необходимости менять сверло или беспокоиться о пилотном отверстии — это облегчение.
Скреплять компоненты вместе без необходимости менять сверло или беспокоиться о пилотном отверстии — это облегчение.
Однако иногда металлические строительные материалы поставляются с предварительно просверленными направляющими отверстиями. Если это так, то вам не нужно тратить дополнительные деньги на саморезы. Самовнушение будет работать нормально.
Практический результат Разница между саморезами и саморезами
Проще всего описать разницу между саморезами и саморезами так:
- Все саморезы также являются саморезами
- Но все саморезы , а не саморезы.
Самонарезающие винты устраняют необходимость в направляющем отверстии, но также могут нарезать резьбу. Саморезы нарезают собственную резьбу, но не могут просверливать металл и требуют направляющего отверстия.
Эти винты не являются взаимозаменяемыми, и их перепутывание может вызвать много головной боли или возможных сбоев в полевых условиях.