Оборудование для производства бутылок, материал, конструкция, классификация станков, технология
Оборудование для производства бутылок это технологическая линия, включающая узлы для формования цилиндрических заготовок (преформ) методом литья (ТПА) или экструзии (экструдер) и для последующего выдувного формования. Два производственных узла могут объединяться в одну линию или располагаться на разных территориях. Помимо выдувного формования бутылки изготавливают по альтернативным технологиям.
Виды бутылок
Технология производства определяет, какой объем, толщину стенок, форму, тип укупорки будет иметь тара. Немаловажно правильно сопоставить перерабатываемый материал и назначение бутылок.
Для розлива и хранения газированных напитков используют гранулированный ПЭТФ. Из него отливают преформы, имеющие горловину с нарезкой для крепления крышек после выдува и наполнения тары. Горловина бутылок для газированных напитков отливается таким образом, чтобы в ней присутствовали специальные канавки для выхода углекислого газа в процессе откручивания крышки. При отсутствии таких канавок происходит стремительный выброс газов и воды, что неудобно для потребителя.
При отсутствии таких канавок происходит стремительный выброс газов и воды, что неудобно для потребителя.
Для производства полужесткой тары для молочной продукции также применяют полиэтилентерефталат, обладающий высокими эксплуатационными свойствами, полиэтилен и наиболее экономичный полипропилен. Горловина бутылок для молока имеет большую площадь в сравнении с горловиной бутылок для воды. Благодаря большой площади в нее проникает кислород.
Бутылки для растительного масла производят двух видов: круглой или плоской формы. Большей популярностью пользуются изделия круглой формы, поскольку не возникает проблем с фасовкой, закупоркой и наклейкой этикеток на такие бутылки. С данным типом изделий может работать практически все отечественное и основная часть импортного оборудования.
Бутылки для масла при общей схожести формы могут иметь уникальный дизайн: декоративные элементы и перетяжки. Объем будущей тары соответствует шагу в 100 мл: 0.5, 0.6, 0.7, 0.8, 0.9, 1.0 л. Также практикуется выдув изделий большого объема для экономичной фасовки: 2. 5, 3.0, 5.0 л.
5, 3.0, 5.0 л.
Материал для производства бутылок
Для изготовления бутылок пищевого и непищевого назначения используют различные материалы: ПЭТФ, ППТ, ПЭНД, ПЭВД, ПС. Технология производства бутылочной тары из разных материалов схожа. Оборудование для производства ПНД бутылок и ПП тары аналогично тому, которое используется для ПЭТ-бутылок.
Фото заимствовано с сайта granula.pro
Тара ПЭТ
Бутылки из полиэтилентерефталата пользуются наибольшей популярностью за счет универсальности свойств. Такая тара устойчива к спиртам и слабым кислотам, щелочам, жирам. Подходит для хранения газированных и негазированных напитков, алкогольной продукции, уксуса, выдерживают механические повреждения. Полиэтилентерефталат уступает некоторым полимерам только стойкостью к агрессивным средам. Материал хорошо подвергается вторичной переработке.
С учетом плотности материала из одной тонны исходного сырья производится до 4000 заготовок одинакового размера с различной толщиной стенок. Из одних и тех же заготовок выдуваются бутылки различного объема. Основной метод производства инжекционно-выдувное формование.
Из одних и тех же заготовок выдуваются бутылки различного объема. Основной метод производства инжекционно-выдувное формование.
Тара ПЭ, ПП, ПС, ПЭН
Для производства различных видов тары используется полиэтилены высокого и низкого давления. ПВД применяют, когда требуется повысить оптические свойства тары без высоких требований к стойкости и долговечности. Тара из ПНД обладает хорошей ударной прочностью, барьерными свойствами, химической стойкостью к воздействию кислот и щелочей. Тару применяют для молочной продукции, газированной воды, бытовой химии, не содержащей растворителей в составе. Оборудование для производства ПНД бутылок, ПВД, ПП тары экструзионно-выдувной станок.
Полипропилен обладает хорошей термической устойчивостью, что выделят его из ряда других полимеров аналогичного назначения. Из полипропилена изготавливают бутылки и банки для горячих продуктов.
Полистирол не может обеспечить высокие барьерные свойства упаковки. Потому данный тип полимера применяют при производстве тары для витаминов, специй и иных сухих продуктов. Для жидкостей тара из ПС не применяется.
Для жидкостей тара из ПС не применяется.
Материал полиэтиленнафталат аналогичен полиэтилентерефталату по свойствам и назначению. Однако его барьерные и механические свойства выше в сравнении с ПЭТФ. Недостатком материала является более высокая температура стеклования, а потому в настоящее время еще не разработана технология его переработки. Потому полиэтиленнафталат не используется для массового производства пластиковой тары. Оборудование по производству пластиковых бутылок из ПЭН аналогично линии и технологии для ПЭТ тары.
Технологии производства бутылок
Требования к бутылкам регламентируются стандартами ГОСТ 52789-2007. Стенки тары должны быть прозрачными, без следов смазки, пузырей, трещин и грата. Не допускается волнистость поверхности, наличие инородных включений в стенках, дефектов резьбы, заусенцев на опорной поверхности. Контролируемые замеры должны соответствовать утвержденным эталонным параметрам. Это достигается при правильном подборе технических параметров процесса. Бутылки должны быть чистыми внутри и снаружи, что важно при розливе пищевой продукции. Потому оптимально обустроить зону для выдувания бутылок непосредственно на предприятии, где будет выполняться фасовка.
Бутылки должны быть чистыми внутри и снаружи, что важно при розливе пищевой продукции. Потому оптимально обустроить зону для выдувания бутылок непосредственно на предприятии, где будет выполняться фасовка.
Производство емкостей из полимерного сырья осуществляется по одной из следующих технологий:
— Ротационное формование.
— Термоформование.
— Выдувное формование (экструзионно-выдувной метод, инжекционно-выдувной метод).
Ротационное формование
При ротационном формовании изготовление емкостей осуществляется во вращающейся форме. При вращении происходит равномерный нагрев сырья до состояния расплава и распределение материала по поверхности формы. В результате на поверхности формы образуется тонкое покрытие в виде оболочки будущего изделия. При охлаждении конфигурация и размеры изделия фиксируются. Для малообъемных тонкостенных бутылок данный тип формования не используется.
Термоформование
При термоформовании изготовление изделий осуществляется из заготовок в виде пленки или листа. Их предварительно нагревают до пластичного состояния, после чего формуют будущие изделия под действием сжатого воздуха. Эта технология подходит для емкостей небольшой вместимости не более 1,2 л. Для бутылок используют одну из трех технологий термоформования:
Их предварительно нагревают до пластичного состояния, после чего формуют будущие изделия под действием сжатого воздуха. Эта технология подходит для емкостей небольшой вместимости не более 1,2 л. Для бутылок используют одну из трех технологий термоформования:
— Bottleform BF (Германии, 2008г). Формование бутылок объемом 50-200 мл осуществляется из предварительно нагретого листа, подаваемого из рулона. Лист растягивают, после чего под действием сжатого воздуха из него формуют бутылки небольшого объема без резьбы. Укупорка горловины осуществляется фольгированными пластинами.
— Roll N Blow (Франция). Метод подходит для производства бутылок объемом 100-500 мл. Лист для формования бутылок разрезают на полосы, оборачивают вокруг выдувной трубки. Шов сваривают для фиксации заготовки в виде тубы, разогревают и подвергают выдуву в форме.
— Hol-Pack (Австрия). Технология подходит для формования емкостей до 1,25 л. Бутылки формуются из сложенного вдвое листа таким образом, чтобы внутренние кромки совпадали с разделительной линией. Кромки сваривается. Линия разделения половинок емкости может проходить в продольном или поперечном направлении.
Кромки сваривается. Линия разделения половинок емкости может проходить в продольном или поперечном направлении.
Выдувное формование
При выдувном формовании производство готовых изделий осуществляется путем выдува предварительно сформированных заготовок воздухом под давлением. Основное отличие в способе формования заготовок. Различают экструзионно-выдувной и инжекционно-выдувной метод.
Экструзионно-выдувное формование
Метод экструзионно-выдувного формования (EBM) основан на получении полой цилиндрической заготовки и последующем формовании из нее изделия без промежуточного хранения. При продавливании расплава полимера через формующую головку экструдируется труба с заданной толщиной стенок, которая затем разрезается на заготовки равной дины. После экструзии необходимо выполнить разогрев заготовок до температуры, при которой становится возможным выдув.
При помещении в пресс-форму заготовка раздувается сжатым воздухом до соприкосновения со стенками формы. При контакте с холодными стенками будущее изделие приобретает заданную формообразующей полостью конфигурацию и одновременно охлаждается.
При контакте с холодными стенками будущее изделие приобретает заданную формообразующей полостью конфигурацию и одновременно охлаждается.
Экструзионно-выдувное формование осуществляется при сравнительно небольшом давлении. При этом происходит детальная проработка мелких деталей, например, ребер жесткости или логотипов.
Инжекционно-выдувное формование
Под инжекционно-выдувным формованием (ISBM) традиционно понимается двухэтапный процесс производства. На первом этапе методом литья под давлением формируется литая заготовка в виде колбы. Далее она подвергается выдуву под действием сжатого воздуха. Для раздува заготовку нагревают до пластичного состояния.
Инжекционно-выдувное формование может протекать в пределах одной линии. В этом случае речь идет об одностадийном процессе изготовления бутылок. Заготовка в нагретом виде сразу отправляется в зону выдува. Если для каждой стадии производства используют отдельное помещение или оборудование, речь идет о двухстадийном изготовлении бутылок. Заготовки могут транспортироваться с других предприятий. Перед выдувом их всегда предварительно нагревают до вязкоэластичного состояния.
Заготовки могут транспортироваться с других предприятий. Перед выдувом их всегда предварительно нагревают до вязкоэластичного состояния.
При инжекционно-выдувном формовании можно получить более прочные изделия с улучшенными барьерными свойствами. Разделение формования и выдува позволяет экономить производственные площади. Метод инжекционно-выдувного формования и оборудование для выдува ПЭТ бутылок наиболее популярны, потому будут рассмотрены более подробно далее.
Этапы инжекционно-выдувного формования ПЭТФ
Для изготовления пластиковой тары любого формата используют гранулят. Это должен быть первичный гранулят с добавлением качественного вторичного сырья (не для всех типов изделий), что позволит получить продукцию, разрешенную для контакта с пищевыми продуктами. Важным моментом является уровень влажности в полимерном сырье, превышение которого может проявиться воздушными полостями в стенках или помутнением изделия.
Подготовленное сырье используется для отливки преформ. В общем случае процесс производства выглядит следующим образом:
В общем случае процесс производства выглядит следующим образом:
— Подготовка сырья (сушка, дозирование, смешивание).
— Отливка преформ.
— Выдув готовых изделий.
— Контроль качества.
Подготовка сырья
На первом этапе необходима сушка гранулята, поскольку присутствие в материале остаточной влаги отрицательно сказывается на качестве готовых изделий. ПЭТФ является гигроскопичным, потому активно поглощает влажность из воздуха при хранении и транспортировке, а также накапливает ее на поверхности. ПП негигроскопичен, но его просушивают для удаления поверхностной влаги и предварительного подогрева, что положительно сказывается на продолжительности технологического процесса.
Сушка
Сушка гранулята выполняется в сушилках различного типа. Наиболее распространенный вариант просушивание в бункерной сушилке, установленной на горловину загрузочного бункера термопластавтомата. При таком технологическом решении полностью исключается риск повторного увлажнения сырья при хранении, поскольку он подается не в накопитель, а в загрузочную зону ТПА.
Фото заимствовано с сайта ok-stanok.ru
Бункер — сушилки, можно приобрести у нас на портале в разделе «сушильные».
Введение красителей
При необходимости получить окрашенную тару в сырье добавляется краситель. Окрашивание производится не столько для улучшения потребительской привлекательности, сколько для улучшения свойств изделия. Для некоторых типов пищевых продуктов и химических средств недопустимо воздействие ультрафиолета. Для пивных бутылок применяют зеленый или коричневый краситель, для бутылок под газированные и негазированные напитки используют красный, желтый, синий, оранжевый краситель.
Введение добавок
Помимо ультрафиолета через стенки бутылки внутрь емкости может проникать кислород, а наружу углекислый газ. Для предотвращения этого явления в полимер вводятся барьерные добавки, разрешенные стандартами пищевой промышленности и не вступающие в контакт с пищевыми продуктами.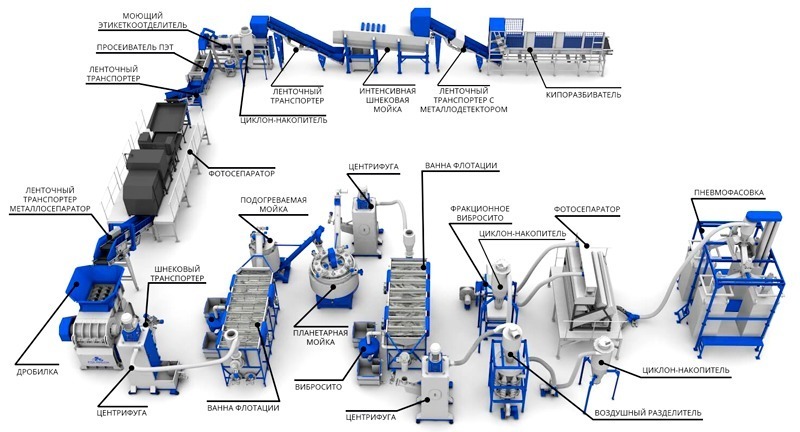 Примером служит введение в полимер нейлона и амосорба, что приводит к помутнению стенок изделия (незаметно при окрашивании), но увеличивает барьерные свойства. Нейлон может образовывать как активный, так и пассивный барьер. В первом случае нейлон поглощает кислород, а во втором случае он препятствует проникновению лучей ультрафиолета.
Примером служит введение в полимер нейлона и амосорба, что приводит к помутнению стенок изделия (незаметно при окрашивании), но увеличивает барьерные свойства. Нейлон может образовывать как активный, так и пассивный барьер. В первом случае нейлон поглощает кислород, а во втором случае он препятствует проникновению лучей ультрафиолета.
Вместо добавок можно использовать многослойную технологию производства, при которой между двумя слоями ПЭТ наносится тонкий слой нейлона. Однако такая технология достаточно дорогая, что препятствует ее масштабному распространению.
Отливка преформ
Преформа представляет собой небольшую полимерную заготовку в форме колбы с верхней нарезанной резьбой. Горловина формируется именно на стадии литья, сама емкость на стадии выдува.
При изготовлении преформ учитываются требования ТУ 2297 001-69382110-2012: отсутствие раковин более 20% от толщины стенки, деформаций, непроплавов, трещин и сквозных отверстий. Производство преформ (заготовок) осуществляется методом литья под давлением на термопластавтомате.
Просушенный гранулят подается в загрузочную зону термопластавтомата, где начинается процесс плавления полимера. Введение красителей и функциональных добавок осуществляется дозаторами в рабочее пространство ТПА в соответствии с рецептурой. Цикл литья преформ короче стандартного, преформа охлаждается не до полного отверждения, а до момента перехода из вязкотекучего состояния в высокоэластичное.
Проходя через шнековое пространство, полимер подвергается полимеризации. Под действием высокой температуры происходит сшивание соседних молекул полимера с образованием новых связей, в результате чего увеличивается объем материала. При этом создаются более крупные соединения. Одновременно с этим расплав гомогенизируется, становится однородным в каждом единичном объеме.
Доведенный до заданной температуры и вязкости расплав через системы литников впрыскивается в форму, охлаждается жидкой двуокисью углерода и при помощи выталкивателей извлекаются из формы. Температура преформы на выходе не должна составлять 50-55 Для последующего длительного хранения следует выполнить полное охлаждение заготовок.
Для последующего длительного хранения следует выполнить полное охлаждение заготовок.
Наибольшей популярностью пользуются универсальные цилиндрические преформы без дополнительных расширений и выемок. Масса универсальной преформы составляет 42 г при длине 148 мм и толщине стенок 3 мм. Возможен выпуск стандартных преформ с меньшей толщиной стенки, но изделие будет иметь повышенную себестоимость в связи с усложнением процесса. Потребуется существенно увеличить температуру на соплах и число оборотов шнека на 10-15%. Данные технологические сложности обосновывают непопулярность производства тонкостенных преформ.
Возможен выпуск изделий с большей толщиной стенок до 4,5 мм. Их себестоимость будет ниже универсальных, но при выдуве потребуется длительный разогрев, что значительно увеличит время цикла и снизит производительность оборудования.
Выдувное формование
Чаще оборудование для выдува устанавливается в месте розлива жидкой продукции. Подача заготовок осуществляется со склада через узел входного контроля качества.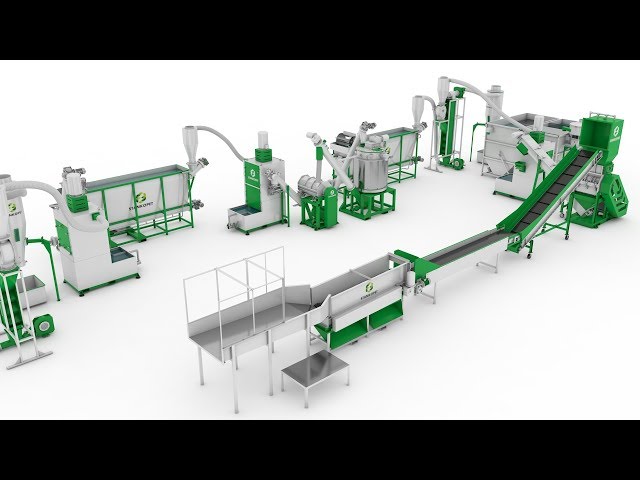 После него установлена станция выдува.
После него установлена станция выдува.
Перед выдувом бутылки преформу необходимо нагреть до температуры 1100С (средняя температура для всех видов преформ). Для этого каждая заготовка вверх дном надевается на дорн (короткий штырь).
Далее преформы перемешаются вдоль по транспортеру, по обе стороны которого установлены инфракрасные нагреватели. Нагревательная камера включает в себя 8 зон нагрева с расположением нагревателей на разной высоте (температурный профиль). Это обеспечивает нагрев заготовок в отдельных точках до разных температур, что необходимо для равномерного выдува. Оператор контролирует температурный профиль и корректирует при необходимости.
При линейном перемещении преформы одновременно вращаются вокруг своей оси и равномерно нагреваются. Для предотвращения перегрева производится параллельное охлаждение при помощи канальных осевых вентиляторов. При перегреве заготовка приобретает мутность. Скорость перемещения заготовок напрямую зависит от толщины стенок преформы.
После нагрева заготовки до требуемого состояния ее перемещают в раскрытую пресс-форму и вставляют внутрь металлический шток. Процесс выдува начинается после смыкания пресс-формы и протекает в три стадии: продольное вытяжение штоком, предвыдув, окончательный выдув.
При смыкании половинок пресс-формы опускаются узлы запечатывания горловины и выдвигаются штоки одновременно для всех гнезд. Под воздействием опускающегося штока заготовка начинает вытягиваться вниз, не меняя размеры в ширину. Когда шток упирается в дно пресс-формы, формируя дно будущей емкости, начинается подача внутрь емкости воздуха под давлением. Уровень давления составляет 30-40 бар.
Предвыдув необходим для экономии сжатого воздуха и равномерного растяжения стенок. При достижении уровня растяжения 80-90% начинается окончательный выдув, при котором изделие заполняет всю свободную формообразующую полость. Выдувание продолжается до тех пор, пока стенки бутылки не соприкоснутся со стенкой формы. Важно первоначально выполнить продольное, а затем поперечное растяжение, потому что в противном случае размеры будут изменяться только в поперечном направлении (в ширину) и емкость лопнет.
После окончания стадии выдува все механизмы агрегата возвращаются в исходное положение, форма размыкается. Извлечение изделий производится сжатым воздухом, который подается при помощи компрессора. В компрессоре предусмотрена система очистки подаваемого воздуха от пыли, влаги и масла для сохранения требуемой чистоты бутылок. Рабочее давление воздуха при извлечении составляет 1,2-4,0 Мпа
Контроль качества
Важным этапом является контроль качества готовых изделий. На современных производственных предприятиях выполняется электронный контроль качества заготовок на соответствие заданным требованиям по массе, соосности, толщине стенок. Нестандартные заготовки удаляются на первом этапе формования.
После отбраковки негодных заготовок дальнейший контроль качества осуществляется в блоке выдува. Первый технологический контроль осуществляется при опускании штока. Если шток не опустился до дна при выдуве, заготовка отбраковывается. Оптимальное положение штока в 1-0,8 мм от дна, но без соприкосновения с донышком.
Завершающий контроль качества производится на этапе подготовки тары к наполнению. При наполнении бутылок напитками, содержащими углекислый газ, в емкость подается Со2 для выравнивания давления и предотвращения вспенивания напитка. Некачественная бутылка не выдержит давления и будет отбракована.
Оборудование для производства бутылок
К главным составным частям производственной линии при инжекционно-выдувном формовании относятся:
— ТПА;
— станция выдува;
— компрессор;
— сушилка;
— осушитель воздуха;
— пневмотранспортная система.
К основному оборудованию для инжекционного выдува относится литьевая машина и станция выдува. Они могут работать в связке или автономно. Принцип работы отражается на непрерывности процесса производства. Остальные перечисленные узлы являются вспомогательными. Для экструзионного формования используется экструзионо-выдувная машина, последовательно выполняющая оба процесса.
ТПА
Литьевая машина обеспечивает отливку преформ заданного размера и конфигурации. Ее главным рабочим узлом является литьевая форма, в которую из шнекового цилиндра под давлением впрыскивается расплав полимера.
Ее главным рабочим узлом является литьевая форма, в которую из шнекового цилиндра под давлением впрыскивается расплав полимера.
В литьевом процессе используется многоячеистая горячеканальная литьевая форма с отдельной системой впрыска для каждой ячейки. За один цикл литья отдельные термопластавтоматы могут изготавливать до 144 преформ. Основное отличие заготовок в размере (ширине) горлышка и дизайне. Чаще всего высота горлышка с резьбой для крышки составляет 28 мм. Однако многие производители экспериментируют с высотой горлышка, уменьшают ее, тем самым в определенной степени снижают расход сырья.
Литьевая форма для формирования заготовок должна соответствовать нескольким требованием, главное из которых соосность. Все формообразующие гнезда должны располагаться с соблюдением параллельности осей. Должна выдерживаться параллельность всего пакета в сборе, точность толщины стенок до 0,02-0,03 мм. Если данные требования не соблюдаются, это будет отражаться на качестве и форме будущей бутылки. Следует отдать предпочтение литьевым формам, в которых формообразующая плоскость каждого гнезда цельная, а не состоит из нескольких частей. При сборке такой составной формы может нарушаться ее соосность и герметичность.
Следует отдать предпочтение литьевым формам, в которых формообразующая плоскость каждого гнезда цельная, а не состоит из нескольких частей. При сборке такой составной формы может нарушаться ее соосность и герметичность.
Внутренняя поверхность формы должна соответствовать определенным требованиям. Одно из них защищающее от коррозии химическое покрытие металла. Важна идеальная гладкость поверхности плиты, что достигается при помощи шлифовки. Наличие даже мельчайших дефектов отразился на преформе, а позже на бутылке, но в увеличенном размере.
При литье используется такое вспомогательное оборудование, как пневмотранспортная система, подающая гранулят в бункер сушилки, сушильное оборудование. Рекомендуется просушивать ПЭТФ не менее 5 часов, при температуре 160-1700С с непрерывной подачей непосредственно в зону загрузки ТПА.
Пресс формы для термопластавтоматов, можно приобрести у нас на портале в разделе «термопластавтоматы».
Станция выдува
Выдув осуществляется сжатым воздухом в специальной машине. Главным формообразующим узлом будущей бутылки является пресс-форма. Она предназначена для формования внешних стенок изделия в процессе его раздувания воздухом изнутри. Пресс-форма состоит из двух плит, на которых крепятся полуформы матрицы.
Главным формообразующим узлом будущей бутылки является пресс-форма. Она предназначена для формования внешних стенок изделия в процессе его раздувания воздухом изнутри. Пресс-форма состоит из двух плит, на которых крепятся полуформы матрицы.
Требования к пресс-форме те же, что и к литьевой форме: абсолютная гладкость поверхности, точность смыкания, соосность. Любые неточности пресс-формы приведут к отбраковке готового изделия. Для выдува на одном и том же агрегате могут использоваться сменные пресс-формы с различным дизайном и вместимостью (0.5, 1.0, 1.5, 2.0 л и т.д.)
Самой сложной частью пресс-формы является поверхность, формующая донышко будущей заготовки. Часто в готовых изделиях можно увидеть такой дефект, как недодув донышка. Такой брак встречается даже у проверенных производителей на налаженных производственных линиях. Для охлаждения донной части, как наиболее толстостенной, используют каналы подачи охлаждающей жидкости. Они монтируются в нижней части пресс-формы и в монтажной плите, дополняются системой шлангов с штуцерами.
Конструктивно к станции выдува также стоит отнести компрессор, создающий поток воздуха до 10 бар для выемки бутылок, систему очистки и осушения воздуха, систему охлаждающих вентиляторов. Воздух должен быть отфильтрован и высушен перед использованием в системе. Загрязненный и влажный воздух может снизить качество и чистоту готовой продукции.
Классификация оборудования
Главным параметром классификации оборудования для производства бутылок является выбранная технология предформования заготовок и выдува. Оборудование делится на одноступенчатое и двухступенчатое.
Вторым классифицирующим признаком является уровень автоматизации. По данному критерию оборудование для выдува бутылок делится на две категории:
1) Автоматизированные машины.
2) Полуавтоматические машины.
Уровень автоматизации
Автоматизированное оборудование обслуживается одним оператором при помощи пульта управления. В полуавтоматическом режиме для работы оборудования требуется участие оператора.
Полуавтоматические линии оборудования
Полуавтоматы предполагают ручную загрузку и выемку преформ в зоне выдува. Такое оборудование стоит дешевле автоматического, но технологический процесс занимает больше времени, возникают дополнительные расходы на оплату труда нескольких обслуживающих операторов. Потому использовать его актуально при выпуске небольшого объема тары. Средняя производительность оборудования для выдува с двумя выдувными ячейками не превышает 1000-1200 бутылок/час.
Автоматизированное оборудование
Автоматизированная линия используется для полного цикла производства бутылок от загрузки гранулята до подачи готовой тары на линию розлива (на склад) или только для выдува с автоматическим перемещением заготовок от одного узла к другому при закупке готовых преформ.
Для экономии пространства автоматизированное оборудование оснащается нагревательным узлом в форме вертикальной или горизонтальной скобы. В блоке выдува происходит автоматическая выгрузка преформ в свободные ячейки пресс-формы, формование воздухом под давлением и отправка в зону фасовки. В освободившиеся ячейки одновременно помещаются новые заготовки. Процесс выдува происходит в непрерывном режиме.
В освободившиеся ячейки одновременно помещаются новые заготовки. Процесс выдува происходит в непрерывном режиме.
Производство ПЭТ бутылок из вторичного сырья
Все выше перечисленное оборудование, рассматривается при производстве ПЭТ-бутылок из первичной гранулы. Но есть и менее затратный процесс — производство из вторичного сырья. В результате переработки ПЭТ отходов, производят вторичные гранулы, которые в дальнейшем используются для изделий из ПЭТ. Эти этапы включают в себя:
1) Сбор сырья;
2) Сортировка;
3) Очистка
4)Измельчение;
5) Мойка и сушка;
6) Гранулирование;
7) Производство готовой продукции.
Фото заимствовано с сайта p-z-o.com
Производство пластиковых бутылок | Мастерпласт
Крупнейший производитель в Башкортостане
пн-пт с 10:00 до 18:00
сб с 10:00 до 13:00
вс — выходной
Городской
+7 (347) 252-60-02
Мобильный
+7 (917) 477-24-37
Компания «МастерПласт» — один из признанных лидеров на рынке пластиковой и полиэтиленовой тары — имеет высокотехнологичную производственную базу, которая позволяет нам максимально удовлетворять спрос на упаковочную продукцию.
Беспокоитесь об экологичности продукта? Обратитесь в «МастерПласт» и самостоятельно убедитесь, что современная упаковка ПЭТ может отвечать всем требованиям безопасности для окружающей среды!
ПЭТ бутылки набирают популярность среди упаковки благодаря многим свойствам, биоинертности и не токсичности. Например, среди европейских пивоваренных компаний ею пользуются такие бренды как «Carlsberg» и «Tuborg». Тара из полиэтилентерефталата обладает отличными прочностными качествами. На производстве бутылки выдувают из разогретых ПЭТ-заготовок, так называемых преформ, благодаря чему получается целостный прочный продукт, которому можно придать любую форму и дизайн! Прочность конструкции бутылок является решающим при транспортировке и хранении продукции, поскольку многие внешние воздействия не страшны этому практичному материалу.
Главное эко-свойство ПЭТ бутылок – это возможность их дальнейшей переработки, т.е. цикл использования материала значительно увеличивается. В Европе переработка поставлена на государственные рельсы. Россия ещё только начинает свой эко-путь и переработка у нас не так развита. Имеются разработки по переработке пластика бутылок в утеплительные и строительные материалы, но в массовом порядке этот материал не утилизируется.
Тара из данного материала признана инновационной, так как технология её изготовления не стоит на месте. Оборудование для изготовления пластиковых бутылок модернизируется. Линия производства пластиковых бутылок компании «МастерПласт» полностью автоматизирована. Строгий контроль и отбраковка несоответствующих стандарту качества единиц производится быстро и прямо на линии.
Уже долгое время мы занимаемся производством пластиковых бутылок
Так же для каждой отдельной бутылки можно задать все основные операционные параметры и изменить их, используя сенсорный контроль в режиме реального времени. Производитель оборудования в любое время готов осуществить техническую поддержку и дать консультацию через Интернет.
Производитель оборудования в любое время готов осуществить техническую поддержку и дать консультацию через Интернет.
При производстве бутылок из пластика используется два типа оборудования – однофазное и двухфазное. Их основное различие в том, что в первом случае в одной машине сначала происходит изготовление преформ из гранул сырья, а потом там же выдуваются сами бутылки, тогда как двухфазный процесс подразумевает эти действия в разных технологических машинах и между стадиями может пройти не один месяц. Т.е. готовые полуфабрикаты, из которых в будущем выпустят тару, хранятся на складе до того момента, когда понадобятся. Это очень удобно, если учесть, что преформа занимает в 12 раз меньше места, чем готовая бутылка.
Компания «МастерПласт» использует на своих производственных мощностях только высокотехнологичное оборудование, позволяющее производить до 25000 пластиковых бутылок в час, что значительно отличает компанию от рыночных аналогов. Мы гарантируем высокое качество производимой продукции и экономию Вашего времени.
+7 (347) 252-60-02
Машина для выдувного формования ПЭТ-бутылок – маломощная линия по производству разнообразных бутылок (серия LM)
- Автоматическая выдувная машина для выдува ПЭТФ серии LM сочетается с высокоскоростным прецизионным выдувным клапаном, рекуперация воздуха, преобразованная в работу под давлением, снизит потребление воздуха.
- Преформы из бункера передаются в расшифровщик, автоматически доставляются в один канал по очереди.
- Сократите шаг нагрева, чтобы уменьшить потери энергии и повысить эффективность нагрева.
- Автоматическая выдувная машина для выдува ПЭТФ серии LM использует метод непрерывного централизованного нагрева.
- Охлаждающая рампа и устройство обдува воздухом, эффективно изолирующие горловину преформы, чтобы избежать деформации горлышка преформы, вызванной перегревом.
| Модель | Единица | ЛМ04М | LM02MC | LM02L |
Полость нет. | полость | 4 | 2 | 2 |
| Теоретический выход | ДГПЖ | 4000 | 2000 г. | 1500 |
| Держатель преформы | шт | 90 | 64 | |
| Отопительный шаг | мм | 38.1 | 38.1 | 76,2 |
| Шаг полости | мм | 120 | 114,3 | 240 |
| Объем бутылки | Макс. | 2л. | 2л. | 12л. |
| Горловина преформы | Макс. (мм) | 30 | 30 | 65 |
| Высота преформы | Макс. (мм) (мм) | 150 | 150 | 190 |
| Диаметр бутылки | Макс. (мм) | 110 | 105 | 210 |
| Высота бутылки | Макс. (мм) | 460 | 320 | 320 |
| № духовки | коробка * канал | 4*1 | 2*1 | 6*1 |
| Мощность нагрева | кВт | 62 | 30 | 125 |
| Установленная мощность | кВт | 140 | 34 | 66 |
| Размер машины | см | 520*290*320 | 420*290*320 | 600*420*320 |
| Вес машины | кг | 5500 | 3000 | 7000 |
| источник | Тайвань | ◎ | ◎ | ◎ |
| Китай | ◎ |
ЦЕЛЬ:
- Отличное соотношение цены и качества, новый выбор.


ВЫХОД:
- Подходит для небольших объемов, большого разнообразия.
- Подходит для толстой, длинной и тяжелой заготовки.
ЦЕННОСТЬ:
- Простая операция.
- Стабильное движение.
- Сохранение энергии.
СОСТАВ:
- Примите подачу преформы звездообразного колеса.
- Примите преформу подвесной системы отопления.
- Примите серво-пневматическое движение.
Используется ли выдувная формовочная машина для изготовления чего-либо, кроме пластиковых бутылок?
Опубликовано автором Admin
Для производства пластиковых бутылок специалисты используют современную выдувную машину. С помощью этого конкретного процесса производитель производит широкий ассортимент готовых изделий различных размеров и форм. Из-за этого многие отрасли промышленности зависят от профессиональной компании, которая производит пластиковую бутылку определенного типа.
Однако ведущий производитель использует выдувную машину для производства не только пластиковых бутылок. Хотя это основная функция, оборудование для выдувного формования идеально подходит для других продуктов. Имея различные типы пластика для этого процесса, опытный производитель может обслуживать все виды бизнеса со стандартными и индивидуальными запросами.
Пластмасса для выдувного формования
Ниже приведены некоторые примеры лучших пластмасс, используемых в выдувной машине. Имейте в виду, что, поскольку каждый из них обладает уникальными свойствами, крайне важно, чтобы клиент работал с производителем, обладающим обширными знаниями о различных доступных вариантах, тем самым выбирая правильный пластик для продукта.
- Полиэтилен высокой плотности (ПЭВП) – Из всех материалов, используемых в машинах для выдувного формования, это самый распространенный. Полиэтилен высокой плотности, используемый для создания бутылок для различных целей, не только прочный, но и один из самых безопасных доступных пластиков.
- Полиэтилентерефталат (ПЭТ) – Как тип полиэстера, компании используют ПЭТ для производства прозрачных бутылок.
- Полипропилен (ПП) – Еще один популярный пластик, полипропилен обладает превосходной жесткостью и низкой плотностью, что делает его идеальным для применения при высоких температурах. Несмотря на то, что он полупрозрачный, производитель может его окрасить.
- Поликарбонат (ПК) – Являясь прозрачным и прочным материалом, ПК отлично подходит для производства пластиковых бутылок, особенно бутылок сложной формы.

Не только пластиковые бутылки
Каждый день вы либо видите, либо беретесь за пластиковые бутылки, используемые для таких вещей, как вода, газировка, чистящие средства и так далее. Однако выдувное оборудование может производить гораздо больше, чем просто бутылки. Используя те же перечисленные материалы, а также несколько дополнительных, производитель может производить продукцию для всех типов отраслей промышленности и приложений. Вот два примера:
Вот два примера:
- HDPE – Из этого пластика производители изготавливают емкости для антифриза, моторного масла и шампуня. Тем не менее, HDPW также является предпочтительным материалом для производства промышленных бочек, топливных баков и других крупных изделий.
- ПК – Этот материал является идеальным выбором для всего, что требует чрезвычайной прочности, включая пуленепробиваемое стекло. Однако производители также используют его для изготовления 5-галлонных контейнеров для воды и очков.
С помощью выдувной машины компания может производить пластиковые контейнеры для образцов и трубки, используемые в медицинском секторе, лейки для заядлых садоводов, банки для супа, арахисового масла и ассортимента других продуктов, а также косметички и контейнеры для косметическая промышленность, среди многих других.
Выбор надежного производителя выдувного формовочного оборудования
Чтобы ваша компания производила первоклассные продукты, отвечающие строгим критериям, вам необходимо самое современное оборудование. Это означает обращение к опытному производителю машин для выдувного формования, такому как PET All Manufacturing. Мы предоставляем нашим клиентам только самые современные машины. Если вам нужно производить бутылки или какой-либо другой пластиковый продукт, вы можете рассчитывать на то, что мы поставим отличное оборудование.
Это означает обращение к опытному производителю машин для выдувного формования, такому как PET All Manufacturing. Мы предоставляем нашим клиентам только самые современные машины. Если вам нужно производить бутылки или какой-либо другой пластиковый продукт, вы можете рассчитывать на то, что мы поставим отличное оборудование.
Благодарим Вас за интерес, проявленный к продукции Pet All. Чтобы запросить предложение или задать вопрос,
Пожалуйста, отправьте нам сообщение!
ОСНОВНОЙ КОНТАКТНЫЙ ТЕЛЕФОН
СВЯЗАТЬСЯ С НАМИ
АДРЕС:
85 Royal Crest Court Markham, L3R 9X5, Онтарио, Канада
285 ФАКС: 905-305-0013
ЭЛЕКТРОННАЯ ПОЧТА: [email protected]
Денис Дюфур
ТЕЛЕФОН: 514-831-6623
ЭЛЕКТРОННАЯ ПОЧТА: ddfour@dcube.