Изготовление миниатюрных гвоздей
Теги: корпус, фитинги
Дополнительный материал по теме: Три способа изготовления гвоздей из латуни
На модели корабля, кроме декоративных целей, гвозди очень часто нужны как элементы крепления, а потому воспроизвести их конструкцию требуется практически в полном объеме, по крайней мере, шляпка должна присутствовать.
Есть несколько способов изготовления гвоздей, рассмотрим один из них. Для этого нам потребуется:
стальная проволока, такой марки, которая имеет способность к воронению (проволока годится не любая, а та которая потом будет ворониться, а если в ней есть нержавеющие добавки, то заворонить ее обычно не удается. Как правило, проволока, которую можно воронить, достаточно сталистая, поэтому ее следует предварительно отжечь.).
обычный гвоздь, как минимум в 3-4 раза толще используемой проволоки.
 хороший надфиль. Не просто свежий и острый, а главное с острыми и правильными углами, очень хороши импортные швейцарские алмазные надфили.
хороший надфиль. Не просто свежий и острый, а главное с острыми и правильными углами, очень хороши импортные швейцарские алмазные надфили.миниатюрный высокооборотный токарный станок, например Unimat или его аналог.
цанга для зажима получившегося гвоздя.
шлифовальный станок.
 хороший надфиль. Не просто свежий и острый, а главное с острыми и правильными углами, очень хороши импортные швейцарские алмазные надфили.
хороший надфиль. Не просто свежий и острый, а главное с острыми и правильными углами, очень хороши импортные швейцарские алмазные надфили.Сначала зажимаем обычный гвоздь в станок и срезаем у него шляпку.
Рис. 1. Обычный гвоздь. Нужен для изготовления оправки.
Рис. 2. Засверленное с торца отверстие.
Затем засверливаем гвоздь с торца сверлом диаметром, равным толщине проволоки или чуть больше на глубину 3-4 толщины проволоки, которую мы будем использовать под минигвоздь. Я специально просверлил отверстие криво, чтобы показать, что в дальнейшем это никак не влияет на получаемый результат. Полученный гвоздь можно вынуть из патрона и собрать станок, подготовительные операции закончены.
Так как я использовал проволоку 0,6 мм, а мой патрон ее не зажимает, то используем переходной цанговый патрон, а засверленный ранее гвоздь зажимаем в патрон задней бабки.
Рис. 3. Станок готов к работе.
Крепим проволоку в цанговом патроне, другой ее конец вставляем в отверстие, при этом обязательно проволоку и отверстие надо смазать машинным маслом, иначе при вращении ее быстро заклинит, детали сварятся. Для этого используем шприц с маслом. Я мазал проволоку маслом один раз на 4-5 изготовляемых гвоздей, каждый раз делать это не обязательно. Включаем станок.
Бьет? А как же, так и должно быть, цанговый патрон наверняка не отцентрирован, да и отверстие просверлено криво. Не останавливая станок, надавим на проволоку небольшим кусочком дерева, прикладывая некоторое усилие, соразмерное толщине проволоки. Проволока продолжает бить около патрона, но совсем не бьет у отверстия в гвозде, тут мы и будем работать.
Рис. 4. Изначально зажатая с двух концов проволока может бить.
Рис. 5. Можно выровнять только тот конец, который зажат в отверстии в торце гвоздя.
Используя торец большого гвоздя, зажатого в патроне задней бабки, как упор для надфиля, стачиваем проволоку на нужную глубину — это будущий диаметр гвоздя, а диаметр проволоки, как вы догадались, это размер будущей шляпки. Если шляпка у нас 0,6 мм, то стачиваем примерно до 0,4 мм, можно постараться сделать гвоздь немного коническим, тогда его будет легче забить. Шкурка и шлифовка нам не нужна, чем хуже поверхность, тем лучше будет держаться гвоздь, реально на них даже насечки делают.
Рис. 6. Результат обработки.
Рис. 7. Результат обработки.

Полученный гвоздь откусываем бокорезами, причем пологий срез у бокорезов (если они имеют заточку с двух сторон) надо направлять в сторону задней бабки (шляпки), тогда гвоздь получит дополнительное заострение. В принципе, можно сделать проточку шире и тогда получим сразу два гвоздя. Но на практике это получается дольше, потому что откусывая тонкую часть, мы освобождаем себя от необходимости заправлять проволоку, откушенная, она напрочь отказывается влезать в предназначенное для нее в задней бабке отверстие.
Рис. 8. Пояснение к откусыванию заготовки гвоздя.
Зажимаем получившийся минигвоздь в цанговый патрон, при этом стараясь как можно глубже просадить его в цангу, иначе при обработке шляпки тонкий гвоздь может запросто загнуться.
Рис. 9. Гвоздь зажат в цанге, торчит только будущая шляпка.

На шлифовальном станке стачиваем все лишнее, оставляя только нужную шляпку, получаем вот такой минигвоздь. Длина 2,5 мм, шляпка 0,6мм, толщина гвоздя 0,4мм.
Рис. 10. Готовый гвоздь.
Остается только воронить сразу некоторое количество гвоздей. Нагреваем их на фольге и высыпаем в масло, достаем их оттуда магнитом, вытираем. Можно повторить операцию, если остались не черненые детали.
Таким способом можно изготовить 20-30 гвоздей в час.
c Дмитрий Лучин, 2004
c www.shipmodeling.ru
Три способа изготовления гвоздей из латуни
Теги: корпус, фитинги
Дополнительный материал по теме: Изготовление миниатюрных гвоздей
Первый способ. Самый простой. Берём латунную проволоку нужного диаметра, острый скальпель или нож и начинаем отрезать кусок латунной проволоки, катая её на чем-то твёрдом. При отрезании таким способом образуется кольцевой буртик. Данный способ я использую для крепления очень мелких деталей, где надо сымитировать мелкие гвозди. Например, петли руля на шлюпке. В петле и в основе сверлится отверстие чётко по диметру проволоки, вставляется гвоздь, а буртик не даёт пролетать гвоздю через отверстие. Чтобы гвоздь не вылетал из основы, его надо немного изогнуть.
Самый простой. Берём латунную проволоку нужного диаметра, острый скальпель или нож и начинаем отрезать кусок латунной проволоки, катая её на чем-то твёрдом. При отрезании таким способом образуется кольцевой буртик. Данный способ я использую для крепления очень мелких деталей, где надо сымитировать мелкие гвозди. Например, петли руля на шлюпке. В петле и в основе сверлится отверстие чётко по диметру проволоки, вставляется гвоздь, а буртик не даёт пролетать гвоздю через отверстие. Чтобы гвоздь не вылетал из основы, его надо немного изогнуть.
Второй способ. Гвозди со шляпками впотай. Для этого надо сделать небольшую приспособу. Надо взять пластину из металла толщиной 2-3 мм, просверлить в ней отверстие диаметром под проволоку, например 0,5 мм. Далее сверлом 1 мм делаем зенковку на глубину конической части сверла или немного глубже. Приспособа готова.
Рис. 1. Зенковка отверстия.

Дальше надо сделать заготовки гвоздей. Для этого понадобиться газовая горелка или бытовая газовая плита, а также сода пищевая в качестве флюса. С их помощью будем формировать на конце проволоки утолщения для шляпок. В небольшое количество соды добавляем несколько капель воды, чтобы получился раствор жидкой сметаны. Окунаем проволоку в раствор соды. Держа проволоку вертикально, подносим к пламени горелки, при этом латунь начинает плавиться, и сворачивается в некое подобие капли.
Рис. 2. Формирование капельки на кончике латунной проволоки.
Рис. 3. Капля на конце латунной проволоки.
Отрезаем от проволоки с каплей нужную длину и повторяем эту операцию нужное количество раз. Далее вставляем заготовки в приспособу и молотком расплющиваем верхушку заготовки.
Рис.
 4 и 5. Вставляем проволоку в приспособу.
4 и 5. Вставляем проволоку в приспособу.
Рис. 6. Расплющиваем.
Потом напильником удаляем лишний металл.
Рис. 7. Обработанная шляпка.
В итоге получается такой гвоздь.
Рис. 8. Гвоздь после обработки в приспособе.
После снятия облоя получаем готовый гвоздь.
Рис. 9. Гвоздь на этапе снятия облоя зажат в цанговый зажим
Рис. 10. Готовый результат
Совет. Перед тем, как формировать шарик на конце проволоки, её надо немного растянуть. Диаметр проволоки немного уменьшится и заготовки будет легко вставлять в приспособу.
Третий способ. Гвозди с полукруглыми шляпками. Здесь тоже надо будет сделать приспособу, достаточно сложную.
Рис. 11. Приспособления для изготовления гвоздей с полукруглыми шляпками
Для начала надо сделать направляющую. Она делается из произвольного металла и произвольной длины. Одно условие, отверстие должно быть калибровано развёрткой. В данном примере диаметр 6 мм. Далее делаем наковальню. Она сделана из хвостовика сверла немного большего 6 мм. и проточена в размер отверстия направляющей. Наковальня должна входить в отверстие направляющей без люфтов, но не туго. Дальше надо сделать пуансоны. Они сделаны из хвостовиков надфилей. Так как диаметр хвостовиков надфилей меньше отверстия направляющей, пришлось сделать переходники, которые тоже должны входить в отверстие направляющей без люфтов. Всё это делается для того, чтобы шляпки были по центру гвоздя. На этом рисунке 12 шляпка гвоздя с полукруглой головкой смещена из-за износа приспособы.
На этом рисунке 12 шляпка гвоздя с полукруглой головкой смещена из-за износа приспособы.
Рис. 12. Слева — нормальный гвоздь, справа — дефектный.
Как сделать полукруг в пуансоне. Для этого понадобится шарик от подшипника, диаметр подбирается, направляющая и переходник пуансона. Отжигаем хвостовик надфиля, чтобы металл стал мягким. На токарном станке делаем не глубокую зенковочку по центру торца хвостовика, собираем пуансон и переходник и вставляем их в направляющую. Кладем шарик на мощное металлическое основание и вколачиваем шарик в пуансон. Шарик может лопнуть, поэтому их должно быть несколько. Далее на токарном станке у пуансона делаем режущую кромку, угол не меньше 120 градусов. При меньшем угле пуансон будет колоться.
Рис. 13 и 14. Пуансоны
Когда углубление и угол сделаны, рабочую сторону пуансона надо закалить. Твёрдость пуансона должна быть такой, чтобы при ударе о наковальню кромка пуансона не сминалась и не кололась. Разогреваем рабочую часть пуансона до вишнёвого цвета и держа вертикально, опускаем в воду. Калить надо только рабочую часть, остальное должно быть мягким. Если надо, то подкаливаем и наковальню. Сделать рабочий пуансон у меня получилось где-то с третьего раза. Первый закалил весь, при первом ударе он раскололся. У второго угол отруба сделал слишком острый, тоже раскололся. Получился только на третьем разе. На рис. 15 левый пуансон немного перекален, режущая кромка поколота, но ничего, работает.
Твёрдость пуансона должна быть такой, чтобы при ударе о наковальню кромка пуансона не сминалась и не кололась. Разогреваем рабочую часть пуансона до вишнёвого цвета и держа вертикально, опускаем в воду. Калить надо только рабочую часть, остальное должно быть мягким. Если надо, то подкаливаем и наковальню. Сделать рабочий пуансон у меня получилось где-то с третьего раза. Первый закалил весь, при первом ударе он раскололся. У второго угол отруба сделал слишком острый, тоже раскололся. Получился только на третьем разе. На рис. 15 левый пуансон немного перекален, режущая кромка поколота, но ничего, работает.
Рис. 15. Сравнение режущих кромок пуассонов.
Используя шарики разного диаметра, получаем шляпки разного размера. Заготовки для гвоздей и обработку делаем по технологии, описанной выше.
Рис.
 16 и 17. Вставляем проволоку с шариком на конце в наковальню до упора.
16 и 17. Вставляем проволоку с шариком на конце в наковальню до упора.
Рис. 18. Наковальню с проволокой помещаем в направляющую.
Рис. 19. А с другого конца направляющей входит пуассон.
Рис. 20. Ударом молотка по пуассону формируется шляпка гвоздя.
Рис. 21. Сформированная шляпка.
Рис. 22 и 23. Готовый результат
c Андрей Нилов, 2004
c www.shipmodeling.ru
Гвоздь | Encyclopedia.com
Предыстория
Гвоздь состоит из металлического стержня или стержня, заостренного на одном конце и обычно имеющего формованную головку на другом, который можно забить в куски дерева или других материалов, чтобы скрепить их вместе. Гвоздь обычно делается из стали, хотя он может быть изготовлен из алюминия, латуни или многих других металлов. Поверхность может быть покрыта или покрыта металлом для улучшения ее коррозионной стойкости, прочности сцепления или декоративного внешнего вида. Головка, стержень и острие могут иметь несколько форм в зависимости от предполагаемой функции гвоздя. Из почти 300 видов гвоздей, производимых сегодня в США, большинство используется в жилищном строительстве. В среднем в деревянном каркасном доме используется от 20 000 до 30 000 гвоздей различных типов и размеров.
Гвоздь обычно делается из стали, хотя он может быть изготовлен из алюминия, латуни или многих других металлов. Поверхность может быть покрыта или покрыта металлом для улучшения ее коррозионной стойкости, прочности сцепления или декоративного внешнего вида. Головка, стержень и острие могут иметь несколько форм в зависимости от предполагаемой функции гвоздя. Из почти 300 видов гвоздей, производимых сегодня в США, большинство используется в жилищном строительстве. В среднем в деревянном каркасном доме используется от 20 000 до 30 000 гвоздей различных типов и размеров.
Ногти делятся на три основные категории в зависимости от их длины. Обычно гвозди длиной менее 1 дюйма (2,5 см) называются гвоздями или гвоздями. Гвозди длиной от 1 до 4 дюймов (2,5–10,2 см) называются гвоздями, а более 4 дюймов (10,2 см) иногда называют шипами. Эти категории приблизительно определены, и между ними существует значительное пересечение.
Длина гвоздя измеряется в единице, называемой пенни. Этот термин происходит от использования гвоздей в Англии в конце 1700-х годов, когда он относился к цене ста гвоздей такого размера. Например, «десятипенсовый гвоздь» будет стоить десять пенни за сотню. Символ пенни — «d», как и в 10d. Считается, что это обозначение восходит ко временам Римской империи, когда подобная форма измерения для кованых вручную гвоздей включала обычную римскую монету, известную как 9.0009 денарий. Сегодня термин «пенни» определяет только длину гвоздя и не имеет ничего общего с ценой. Самый короткий гвоздь — 2d, длина которого составляет 1 дюйм (2,5 см). Гвоздь 10d имеет длину 3 дюйма (7,6 см), а гвоздь 16d имеет длину 3,5 дюйма (8,9 см). Между 2d и 10d длина гвоздя увеличивается на 0,25 дюйма (0,64 см) за каждое обозначение пенни. За пределами 10d нет логического прогресса в длинах и обозначениях.
Например, «десятипенсовый гвоздь» будет стоить десять пенни за сотню. Символ пенни — «d», как и в 10d. Считается, что это обозначение восходит ко временам Римской империи, когда подобная форма измерения для кованых вручную гвоздей включала обычную римскую монету, известную как 9.0009 денарий. Сегодня термин «пенни» определяет только длину гвоздя и не имеет ничего общего с ценой. Самый короткий гвоздь — 2d, длина которого составляет 1 дюйм (2,5 см). Гвоздь 10d имеет длину 3 дюйма (7,6 см), а гвоздь 16d имеет длину 3,5 дюйма (8,9 см). Между 2d и 10d длина гвоздя увеличивается на 0,25 дюйма (0,64 см) за каждое обозначение пенни. За пределами 10d нет логического прогресса в длинах и обозначениях.
Гвозди, возможно, использовались в Месопотамии уже в 3500 г. до н.э. и, вероятно, были сделаны из меди или бронзы. Позже, 9Для изготовления гвоздей использовалось железо 0013 . Ранние гвозди формовали или ковали молотками. Обычно их изготавливали по одному, поэтому они были дефицитными и дорогими. К 1500-м годам была разработана машина, которая производила длинные сплющенные полоски железа, называемые стержнями для гвоздей. Затем эти полоски можно было разрезать на куски, заострить и сделать головку. Гвозди были настолько ценны в первых американских поселениях, что в 1646 году законодательный орган Вирджинии был вынужден принять меру, запрещающую колонистам сжигать свои старые дома, чтобы вернуть гвозди, когда они переезжали. Две первые машины для изготовления гвоздей были запатентованы Эзекиалом Ридом из США в 1786 году и Томасом Клиффордом из Англии в 179 году.0. Эти машины вырезали конические детали из плоского листа железа, а затем сплющивали головку. В сельской местности кузнецы продолжали делать гвозди из кованого железа вплоть до 20 века. Первая машина для изготовления гвоздей из металлической проволоки была представлена в Соединенных Штатах примерно в 1850 году, и сегодня эта технология используется для изготовления большинства гвоздей.
К 1500-м годам была разработана машина, которая производила длинные сплющенные полоски железа, называемые стержнями для гвоздей. Затем эти полоски можно было разрезать на куски, заострить и сделать головку. Гвозди были настолько ценны в первых американских поселениях, что в 1646 году законодательный орган Вирджинии был вынужден принять меру, запрещающую колонистам сжигать свои старые дома, чтобы вернуть гвозди, когда они переезжали. Две первые машины для изготовления гвоздей были запатентованы Эзекиалом Ридом из США в 1786 году и Томасом Клиффордом из Англии в 179 году.0. Эти машины вырезали конические детали из плоского листа железа, а затем сплющивали головку. В сельской местности кузнецы продолжали делать гвозди из кованого железа вплоть до 20 века. Первая машина для изготовления гвоздей из металлической проволоки была представлена в Соединенных Штатах примерно в 1850 году, и сегодня эта технология используется для изготовления большинства гвоздей.
Дизайн
Большинство из 300 различных типов гвоздей, производимых сегодня в США, не требуют
новая дизайнерская работа. После того, как гвоздь разработан, разрабатываются формовочные штампы и процессы для его изготовления, после чего гвоздь производится в больших количествах.
После того, как гвоздь разработан, разрабатываются формовочные штампы и процессы для его изготовления, после чего гвоздь производится в больших количествах.
Большинство гвоздей имеют широкую круглую головку. Финишные гвозди имеют узкую конусообразную головку, что позволяет вонзить их под поверхность материала и закрыть для получения гладкой поверхности. Гвозди для обивки имеют декоративные головки. Двусторонние гвозди используются для крепления деревянных форм, используемых при заливке бетона. Гвоздь вбивается до первой шляпки, оставляя выступающей вторую головку. Выступающая головка позволяет легко удалять гвозди и быстро демонтировать опалубку после затвердевания бетона.
Хвостовик обычно круглый и гладкий. Хвостовики с зазубринами, кольцевыми канавками, спиральными канавками или винтовой резьбой используются, когда требуется более прочный и постоянный захват. На вал также могут быть нанесены термопластичные покрытия. Эти покрытия нагреваются за счет трения во время забивания гвоздя, затем быстро остывают и закрепляются, чтобы зафиксировать гвоздь на месте.
Наиболее типичный наконечник гвоздя имеет четырехгранную коническую форму, называемую ромбовидным наконечником. Другие гвозди могут иметь более тупой конец, чтобы предотвратить расщепление определенных пород древесины. Долото, зазубрины, иглы и многие другие иногда используются на специальных гвоздях.
По мере появления новых строительных материалов производители гвоздей работают над созданием новых гвоздей. Существуют специальные гвозди для черепичной кровли, паркета, черепицы, водосточных желобов, стеновых панелей, листового металла и бетона. Некоторые новые гвозди предназначены для забивания гвоздями с пневматическим приводом, а не молотком. Были даже новые гвозди, предназначенные для конкретных применений в аэрокосмической промышленности.
Были даже новые гвозди, предназначенные для конкретных применений в аэрокосмической промышленности.
Гвозди необходимы для строительства деревянных домов. Однако так было не всегда. До конца 18 века американцы строили деревянные дома с использованием тяжелых деревянных каркасов. В местах, где эти массивные бревна должны были держаться вместе, один конец стойки или балки обрезался, чтобы образовать шпунт («шип»), и вставлялся в отверстие («паз»), вырезанное в соседней балке. Дополнительную прочность можно было бы добавить, вбивая деревянные колышки в отверстия шнека в соединенных бревнах. Мастерство и труд, затраченные на такое строительство, были значительны; плотники должны были быть высококвалифицированными людьми и, как таковые, стоили дорого в колониальной Америке.
До конца 18 века гвозди импортировались из Англии или изготавливались местными кузнецами. Кузнец, а часто и его ученик, брал кусок пруткового железа длиной около 5 футов и диаметром 0,06–0,25 дюйма. Удерживая один конец, он нагрел другой, положил его на наковальню и, используя плоскую поверхность своего молота, сузил все четыре стороны примерно на дюйм от конца. Затем он использовал гвоздь или заостренный конец своего молота, или прочную клиновидную насадку к наковальне, чтобы сделать выемку в стержне. Он вонзил заостренный конец стержня в коническое отверстие наковальни и отломил короткий гвоздь. Затем он сплющил конец гвоздя четырьмя или пятью быстрыми ударами молотка и вытолкнул его из отверстия наковальни быстрым ударом вверх по острию.
Затем он использовал гвоздь или заостренный конец своего молота, или прочную клиновидную насадку к наковальне, чтобы сделать выемку в стержне. Он вонзил заостренный конец стержня в коническое отверстие наковальни и отломил короткий гвоздь. Затем он сплющил конец гвоздя четырьмя или пятью быстрыми ударами молотка и вытолкнул его из отверстия наковальни быстрым ударом вверх по острию.
Между 1790 и 1830 годами в Европе и США было разработано несколько механических устройств для ускорения производства и снижения стоимости гвоздей. Поэтому не совсем случайно, что дом с каркасом из воздушных шаров, который опирался на два на четыре, скрепленных гвоздями, был изобретен в начале 1830-х годов в Чикаго. Система баллонного каркаса требовала гораздо меньше навыков и труда в плотницком деле и использовала гвозди массового производства.
Уильям С. Прецер
Сырье
Большинство гвоздей сделаны из стали. Алюминий, медь, латунь, бронза, нержавеющая сталь, никель
также используются серебро, монель, цинк , и железо.
Производство
Процесс
Большинство гвоздей изготавливаются из мотков металлической проволоки. Проволока подается в машину для изготовления гвоздей, которая может производить до 700 гвоздей в минуту. Затем гвозди могут быть дополнительно скручены или сформированы, очищены, обработаны и упакованы.
Формовка
- 1 Проволока вытягивается из бухты и подается в гвоздильный станок, где она захватывается парой плашек-захватов. Форма шляпки гвоздя была выточена на конце штампов.
- 2 Пока плашки зажимают проволоку на месте, механическим молотком ударяют по свободному концу проволоки. Это деформирует конец проволоки в полость штампа, образуя шляпку гвоздя.
- 3 Когда проволока все еще зажата в матрицах, набор фигурных кусачек ударяет по противоположному концу гвоздя, формируя острие и отсекая гвоздь от остальной части проволоки, сходящей с катушки.
- 4 Матрицы открываются, и выталкивающий механизм забивает гвоздь в сборный поддон под машиной. Свободный конец проволоки вытягивается из катушки и подается в машину. Затем цикл начинается снова.
 Это деформирует конец проволоки в полость штампа, образуя шляпку гвоздя.
Это деформирует конец проволоки в полость штампа, образуя шляпку гвоздя.Дополнительное формование
- 5 Гвозди со спиральной закруткой, зазубринами или другими конфигурациями поверхности подаются на другие машины, которые закручивают, закручивают, штампуют или вырезают требуемые формы. Это может быть чисто механический процесс или может потребоваться нагрев материала перед формованием.
Финишная обработка
- 6 Гвозди очищаются во вращающемся барабане, наполненном горячей каустической содой. Этот
удаляет любое масло из формовочной машины и очищает любые мелкие металлические отходы или обрезки, которые могут прилипнуть к гвоздям.
- 7 Многие гвозди перед упаковкой проходят окончательную полировку. Это достигается путем помещения гвоздей во вращающийся барабан с горячими опилками, чтобы слегка отполировать поверхность гвоздей. Другие гвозди можно пропустить через открытое пламя в духовке, чтобы придать им вороненый оттенок. Оцинкованные гвозди погружают в ванну с расплавленным цинком в процессе, называемом горячим цинкованием. Цинковое покрытие также может быть нанесено путем нагревания гвоздей примерно до 570°F (300°C) в закрытом контейнере, наполненном порошком, состоящим из цинковой пыли и оксида цинка. Другие гвозди с покрытием либо окунают, либо распыляют для получения окончательной отделки.
- 8 В зависимости от требуемых допусков для некоторых специальных гвоздей может также потребоваться дополнительная стадия термообработки.

Упаковка
- 9 Магнитные подъемники подают готовые гвозди к весовым машинам, которые опускают их в открытые картонные коробки. Как они есть
упали, магнитное поле выравнивает их так, что они складываются в аккуратные ряды.После упаковки гвозди размагничиваются. Гвозди обычно продаются в коробках по 1, 5, 10, 25 и 50 фунтов. Гвозди меньшего размера, такие как гвозди, продаются в коробках по 2 или 4 унции и упаковываются без магнитного выравнивания.
Контроль качества
Сырье должно соответствовать определенным стандартам по химическому составу, пределу текучести, твердости, коррозионной стойкости и другим свойствам. Обычно они сертифицированы компанией, поставляющей проволоку, и могут быть независимо проверены производителем гвоздей.
При производстве гвозди также должны соответствовать определенным требованиям в отношении размеров и свойств. Это достигается с помощью метода, известного как статистический контроль процесса, который периодически измеряет размеры и свойства производимых гвоздей и оценивает любые изменения с помощью методов статистического анализа.
Будущее
Спрос на гвозди массового производства зависит от колебаний на рынке жилья, которые меняются в зависимости от экономики. Спрос на эти гвозди также подвержен конкуренции со стороны иностранных производителей, что еще больше снижает прибыль.
Спрос на эти гвозди также подвержен конкуренции со стороны иностранных производителей, что еще больше снижает прибыль.
Ожидается, что спрос на специальные гвозди будет продолжать расти и приносить прибыль. Новые строительные материалы, такие как сайдинг и кровля из композитного древесно-волокнистого и цементного сырья, требуют новых специальных гвоздей. Также разрабатываются новые антикоррозионные покрытия для гвоздей.
Уникальный новый рынок гвоздей появился в результате активизации усилий по восстановлению и сохранению зданий по всей стране. Одна фабрика по производству ногтей в Массачусетсе изготавливает ногти по старинке. По их оценкам, 20% их работы приходится на производство различных гвоздей для использования в аутентичных проектах по реставрации зданий.
Где узнать больше
Книги
Лавдей-младший, Амос Дж. Взлет и упадок американской индустрии обрезанных ногтей. Гринвуд Пресс, 1993.
Вила, Боб. Этот старый дом Руководство по строительным и ремонтным материалам. Warner Books, 1986.
Warner Books, 1986.
Периодические издания
Джонсон, Дуэйн. «Гвозди лучше держатся». Семейный мастер на все руки, , сентябрь 1994 г., с. 16.
Уорф, Эми. «История миниатюр ногтей». Country Living, , июнь 1993 г., с. 72.
— Laurel M. Sheppard
Основные сведения о размерах и типах ногтей
К
Боб Формисано
Боб Формисано
Боб Формисано — лицензированный архитектор и строитель с почти 40-летним опытом строительства новых домов и восстановления старых домов. Одной из его специальностей является ремонт старых систем, построенных еще в 1920-х годах, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 21.11.22
Рассмотрено
Дин БирмайерРассмотрено Дин Бирмайер
Дин Бирмайер — опытный подрядчик с почти 30-летним опытом работы во всех видах ремонта, технического обслуживания и реконструкции домов. Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Он является сертифицированным ведущим плотником, а также имеет сертификат Агентства по охране окружающей среды. Дин является членом Наблюдательного совета по благоустройству дома The Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
Ель / Марго Кавин
Хотя молоток и гвоздь могут показаться настолько простыми, насколько это возможно, знаете ли вы, какой размер и тип гвоздя использовать в каждом случае? Точно так же, как молотки требуют определенных знаний для их эффективного использования, полезно знать, какой гвоздь лучше всего послужит вам и вашей задаче.
Доступны гвозди разных размеров и конфигураций стержня, чтобы максимизировать их удерживающую способность в различных областях применения. Конфигурация стержня, прочность и размер гвоздей, которые вам нужны, будут зависеть от проекта. Неправильный размер или тип для работы может привести к слабому соединению и/или повреждению древесины.
Вот что вам нужно знать о размерах и типах ногтей.
Забавный факт
Принцип работы гвоздей прост. При вбивании в древесину стержень гвоздя раздвигает древесные волокна по мере проникновения острия. Удерживающая способность гвоздя обусловлена простым трением смещенных древесных волокон, сжимающих стержень гвоздя.
Типы металлов для гвоздей
Гвозди могут быть изготовлены из различных металлов, включая обычную сталь, нержавеющую сталь, латунь, медь или алюминий. Или гвозди могут быть оцинкованы или покрыты цинком или другим металлом. Большинство строительных гвоздей стальные, часто с каким-либо поверхностным покрытием. Многие строительные гвозди покрыты тонким слоем винила, который действует как смазка при забивании гвоздя. Гвозди также можно покрыть фосфатом, чтобы улучшить их удерживающую способность. Гвоздь без какого-либо покрытия часто называют «блестящим» ногтем.
Гвозди, предназначенные для наружного использования, часто оцинковываются или покрываются «горячим» цинковым покрытием для повышения их устойчивости к атмосферным воздействиям. Нержавеющая сталь также используется для наружных работ, хотя гвозди из нержавеющей стали значительно дороже, чем гвозди с цинковым покрытием. Для пиломатериалов, обработанных давлением, важно использовать горячие гвозди, чтобы предотвратить коррозию, вызванную химическими веществами, используемыми в пиломатериалах.
Нержавеющая сталь также используется для наружных работ, хотя гвозди из нержавеющей стали значительно дороже, чем гвозди с цинковым покрытием. Для пиломатериалов, обработанных давлением, важно использовать горячие гвозди, чтобы предотвратить коррозию, вызванную химическими веществами, используемыми в пиломатериалах.
Что означают размеры ногтей
Ель / Марго Кавин
Вы, наверное, слышали о размерах ногтей, которые называются 10d, 16d и так далее. Число и суффикс «d» называются системой «пенни». Английский пенни раньше обозначался буквой «d», представляющей первую букву римской монеты 90 175 90 176 денариев. Первоначально число копеек относилось к стоимости 100 гвоздей определенного размера. Гвоздь 8d, например, стоил 8 пенни за 100.
Сегодня пенни-система относится конкретно к длине ногтей. Например, гвоздь 2d имеет длину 1 дюйм, а гвоздь 16d имеет длину 3 1/2 дюйма. Каждое большее число в пенниной системе представляет собой увеличение длины на 1/4 дюйма, вплоть до 12d гвоздя (длиной 3 1/4 дюйма).
После 12-го гвоздя пенни-система не имеет четко определенной связи с длиной.
8 типов гвоздей
01 из 08
Обычные гвозди
Ель / Марго Кавин
Обычные гвозди используются для общего строительства и, в частности, для каркасных и других строительных работ. У них толстый стержень, широкая головка и ромбовидное острие. Они чаще всего используются с 2-х мерными пиломатериалами. Их толщина делает их прочными, но также с большей вероятностью раскалывает древесину, чем по сравнению с более тонкими гвоздями. Некоторые плотники на самом деле притупляют кончик гвоздя, чтобы предотвратить расщепление древесины, хотя это означает, что кончик гвоздя порвет древесные волокна, что немного снижает удерживающую способность.
Особым типом обычных гвоздей является грузило , которое имеет немного более узкий стержень и специальную головку, предназначенную для утопления заподлицо с поверхностью дерева.
02 из 08
Коробчатые гвозди
Ель / Марго Кавин
Коробчатые гвозди похожи на обычные гвозди и грузила, но имеют более тонкие стержни и лучше подходят для более тонких древесных материалов, таких как пиломатериалы толщиной 1x (3/4 дюйма) и наружная отделка. Коробчатые гвозди не следует использовать для структурных проектов, потому что они не обладают прочностью и удерживающей способностью обычных гвоздей. Более тонкий стержень коробчатого гвоздя с меньшей вероятностью расколет более тонкие материалы.
03 из 08
Гвозди с двухсторонней головкой
Ель / Марго Кавин
Гвозди с двухсторонней головкой – это специальные гвозди, используемые для временного строительства, например для опалубки для заливки бетона или крепления временных планок во время кровельных работ.
Вы забиваете гвоздь до тех пор, пока нижняя головка не окажется на одном уровне с деревом. Когда пришло время разобрать конструкцию, вы можете извлечь гвоздь, используя верхнюю головку и когти молотка или тяги.04 08
Кольцевые гвозди или гвозди с кольцевым стержнем
Ель / Марго Кавин
Кольцевое кольцо, также называемое , стержень с кольцом , имеет кольца на стержнях для дополнительного сцепления и дополнительного сопротивления выдергиванию из дерева. Они обычно используются для укладки чернового пола, где дополнительная удерживающая способность помогает предотвратить скрип пола. Другие гвозди, которые могут иметь кольца, включают гвозди для гипсокартона или гвозди для настила, также для повышения удерживающей способности.
05 из 08
Гвозди для кирпичной кладки/бетона
Ель / Марго Кавин
В каменных и бетонных гвоздях используется закаленная сталь, часто с продольными канавками по длине стержня гвоздя, которые помогают им проникать в очень твердые материалы, закручиваясь по спирали при забивании.
Эти ногти толстые и очень крепкие. Они предназначены для крепления в швы бетона, бетонных блоков и растворов.06 из 08
Корпусные/финишные гвозди
Ель / Марго Кавин
Обсадные и отделочные гвозди похожи друг на друга, различаясь, прежде всего, формой шляпок. Отделочный гвоздь имеет маленькую, слегка закругленную головку, которая лишь немного больше, чем стержень гвоздя. Головка предназначена для приема заостренного кончика набора гвоздей, что облегчает зенкование гвоздя без соскальзывания и выдавливания дерева.
Насадной гвоздь по существу представляет собой большой отделочный гвоздь. Он часто используется в наружных работах, например, для установки наружных отделочных досок и для прибивания дверных рам и отделки. Обычно их оцинковывают для защиты от коррозии. Шляпка накладного гвоздя имеет коническую форму и может быть установлена заподлицо или чуть ниже поверхности дерева.
07 из 08
Брэд Гвозди
Ель / Марго Кавин
Штифтовые гвозди (или штифты) используются при легкой отделке дерева и представляют собой очень маленькие отделочные гвозди.

 Вы забиваете гвоздь до тех пор, пока нижняя головка не окажется на одном уровне с деревом. Когда пришло время разобрать конструкцию, вы можете извлечь гвоздь, используя верхнюю головку и когти молотка или тяги.
Вы забиваете гвоздь до тех пор, пока нижняя головка не окажется на одном уровне с деревом. Когда пришло время разобрать конструкцию, вы можете извлечь гвоздь, используя верхнюю головку и когти молотка или тяги.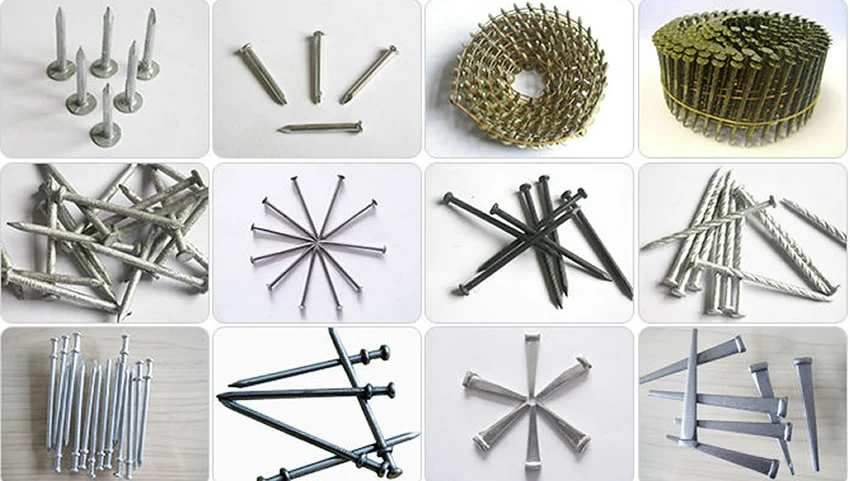 Эти ногти толстые и очень крепкие. Они предназначены для крепления в швы бетона, бетонных блоков и растворов.
Эти ногти толстые и очень крепкие. Они предназначены для крепления в швы бетона, бетонных блоков и растворов.