Экструзионный пенополистирол, экструдированный пенополистирол, теплоизоляция, утепление всех видов объектов.
Главная Керамаст ППА Поплавки Хитфом Контакты
Главная\Хитфом
Экструдированный пенополистирол ХИТФОМ
| О материале | Характеристики | Сертификаты | Инструкции | Применение |
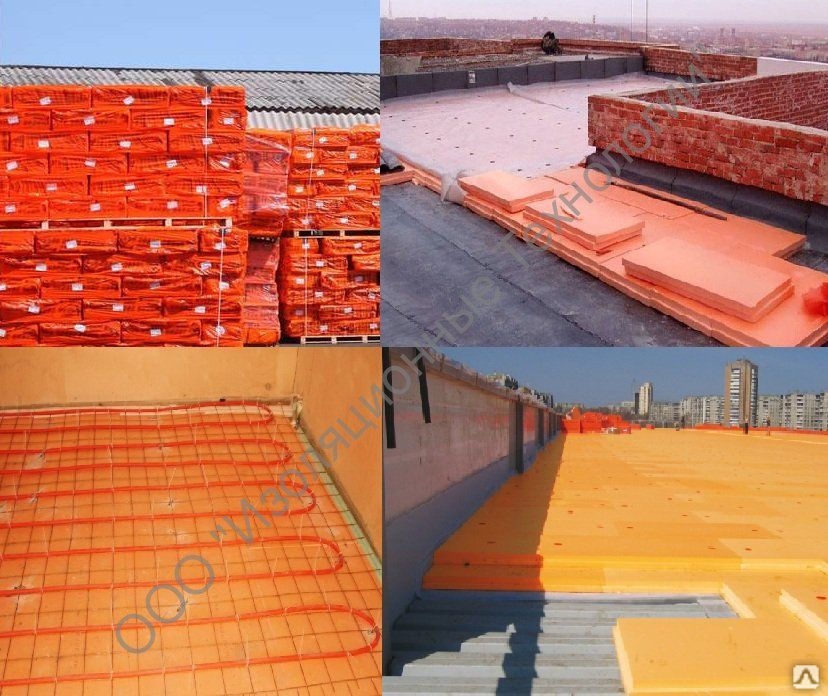
теплоизоляция фундамента |
теплоизоляция пола |
теплоизоляция стен |
теплоизоляция кровли |
теплоизоляция дорожного полотна |
теплоизоляция рельсового пути |
теплоизоляция трубопровода |
теплоизоляция аэродромов |
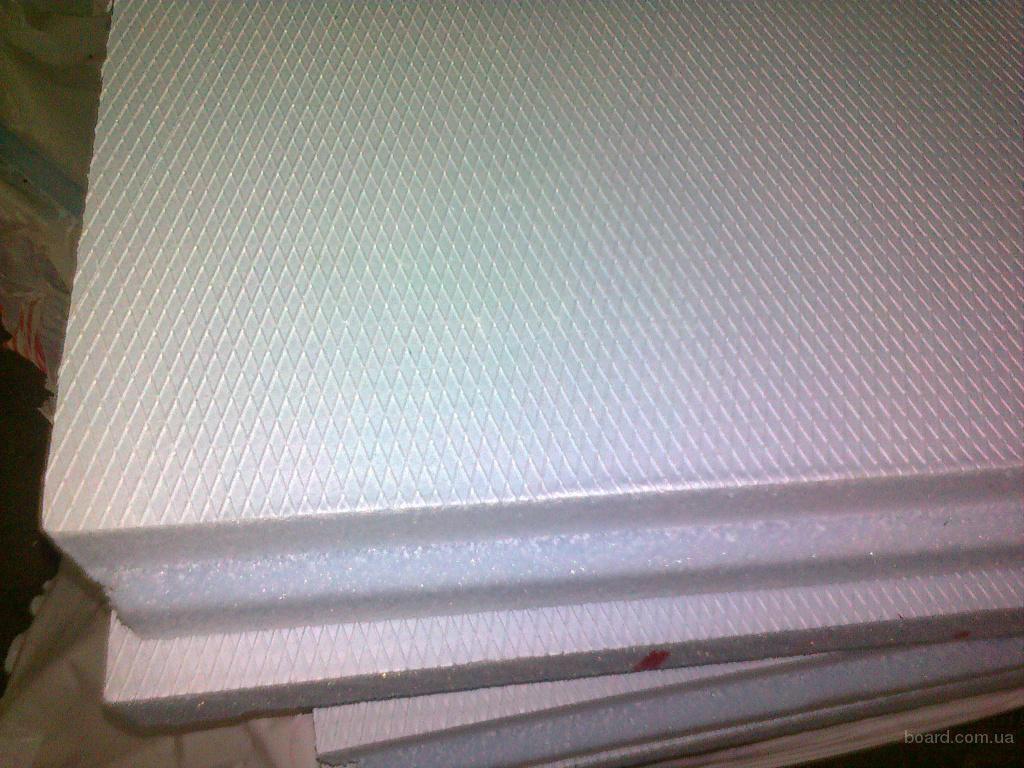
Производственная компания «Изополимер» В 2006 году ЗАО “Изополимер” ввело в строй новый цех по производству принципиально иного материала — экструзионного пенополистирола или экструдированного пенополистирола под торговой маркой ХИТФОМ (от англ. Экструзионный пенополистирол ХИТФОМ — теплоизоляционный материал последнего поколения. Он производится из полистирола общего назначения. В готовом виде представляет собой жесткий вспененный термопласт. Процесс экструзии с добавлением вспенивателя приводит к появлению многочисленных мелких, распределеных замкнутых ячеек, благодаря чему достигается высокая влагостойкость экструдированного пенополистирола, очень высокая механическая прочность на сжатие на излом и долговечные теплоизоляционные свойства. В развитых странах экструзионный пенополистирол успешно применяется с 50-х годов прошлого века, причем как объемы производства данного утеплителя, так и его рыночная доля с каждым годом активно увеличиваются. Работать с экструдированным пенополистиролом ХИТФОМ можно при любых условиях без каких-либо средств защиты от атмосферных осадков. ППС ХИТФОМ стоек к большинству химических соединений и нейтрален ко всем основным материалам применяемым в строительстве. Для повышения огнестойкости в плиты из экструдированного пенополистирола ХИТФОМ добавляют антипирены и получают самозатухающий материал. |
 HEATFOAM — теплая пена). Было завезено и успешно запущено современное оборудование, позволяющее выпускать экструдированный пенополистирол с наилучшими теплофизическими и прочностными характеристиками в широком ассортименте и самого высокого качества.
HEATFOAM — теплая пена). Было завезено и успешно запущено современное оборудование, позволяющее выпускать экструдированный пенополистирол с наилучшими теплофизическими и прочностными характеристиками в широком ассортименте и самого высокого качества.
 В последнее десятилетие применение теплоизоляции
из экструдированного пенополистирола получило широкое применение в России.
В последнее десятилетие применение теплоизоляции
из экструдированного пенополистирола получило широкое применение в России.
| ||||||
Материал получают путем выдавливания из экструдера и
последующего формования полистирола с введенным в него при
повышенной температуре и под высоким давлением вспенивающего
агента обычно смесь легких фреонов или двуокиси углерода (СО2). |
||||||
 д.
На большей территории нашей страны в условиях холодного климата очень остро стоит вопрос сбережения тепла и
экономии топлива. А на юге страны, наоборот, применяется теплоизоляция от проникновения тепла, чтобы экономить
электричество за счет меньшего использования кондиционеров. Поэтому строительная индустрия остро нуждается в современной
высокотехнологичной изоляции — экструзионном пенополистироле, которая уже исследована и
опробована в строительстве в развитых странах.
д.
На большей территории нашей страны в условиях холодного климата очень остро стоит вопрос сбережения тепла и
экономии топлива. А на юге страны, наоборот, применяется теплоизоляция от проникновения тепла, чтобы экономить
электричество за счет меньшего использования кондиционеров. Поэтому строительная индустрия остро нуждается в современной
высокотехнологичной изоляции — экструзионном пенополистироле, которая уже исследована и
опробована в строительстве в развитых странах. Развитие современных технологий дало возможность получать
материал с равномерной структурой, состоящий из мелких,
полностью закрытых ячеек с размерами 0,1-0,2 мм, но в отличие
от пенополиэтилена сохраняющий при этом высокие прочностные
характеристики.
В 2006 году ЗАО “Изополимер” ввело в строй новый цех по
производству принципиально иного материала —
экструзионного пенополистирола под торговой маркой ХИТФОМ
(от англ. HEATFOAM — теплая пена). Было завезено и успешно
запущено современное оборудование, позволяющее выпускать
утеплитель с наилучшими теплофизическими и прочностными
характеристиками в широком ассортименте и самого высокого
качества.
Развитие современных технологий дало возможность получать
материал с равномерной структурой, состоящий из мелких,
полностью закрытых ячеек с размерами 0,1-0,2 мм, но в отличие
от пенополиэтилена сохраняющий при этом высокие прочностные
характеристики.
В 2006 году ЗАО “Изополимер” ввело в строй новый цех по
производству принципиально иного материала —
экструзионного пенополистирола под торговой маркой ХИТФОМ
(от англ. HEATFOAM — теплая пена). Было завезено и успешно
запущено современное оборудование, позволяющее выпускать
утеплитель с наилучшими теплофизическими и прочностными
характеристиками в широком ассортименте и самого высокого
качества.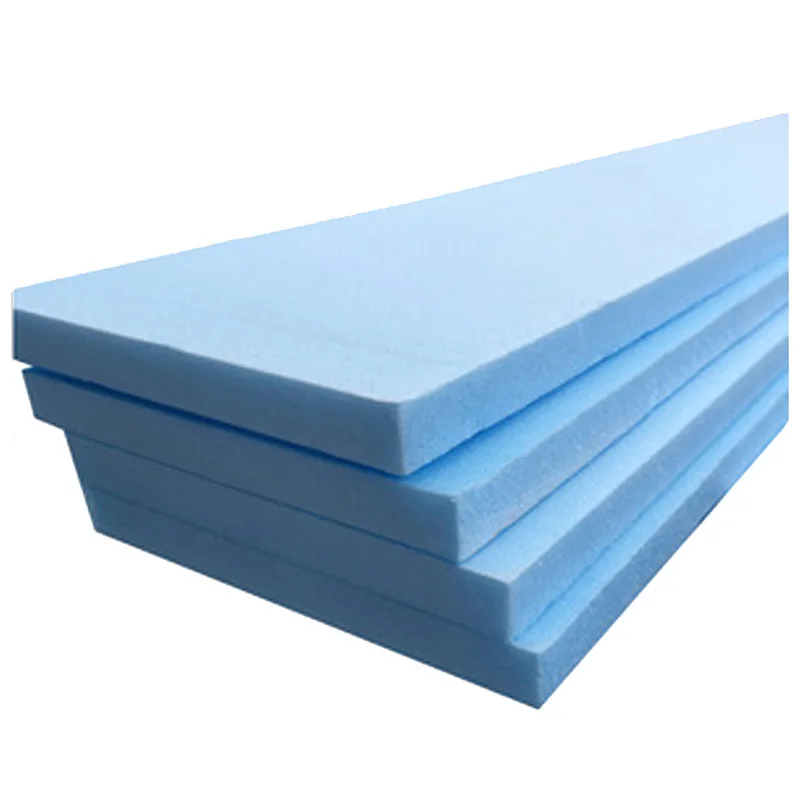
Технология производства экструдированного пенополистирола: изготовление
Экструдированный пенополистирол – однородный синтетический материал. В его прочной микроструктуре распределена масса ячеек, составляющих единое тело.
Экструдированный пенополистирол является однородным материалом-утеплителем, который состоит из нескольких пористых ячеек.
Диаметр ячеек очень мал – примерно одна десятая миллиметра, внутри они полые и абсолютно герметичные, то есть имеют капиллярность, приближенную к нулю. Именно это и делает полистирол уникальным материалом с идеальными характеристиками, такими, как:
Схема пенополистирола в качестве утеплителя.
- Низкая теплопроводность пенополистирола.
- Прочность.
- Легкость.
- Влагостойкость, которая обеспечивается очень низкой степенью водопоглащения.
- Сохранение своих свойств под воздействием очень низких температур.
- Отличные звукоизоляционные показатели пенополистирола.
- Долговечность.
- Высокие гигиенические свойства, которые обеспечиваются стойкостью к образованию плесени, росту и размножению бактерий на поверхности пенополистирола.
Все эти свойства пенополистирола делают его идеальным утеплителем. В этом качестве он и используется уже более 70 лет, являясь лидером продаж в этой сфере строительного рынка. В странах Европы и Соединенных Штатах он уже давно вытеснил применение пенопласта.
В нашей стране пенополистирол также набирает популярность благодаря своим эксплуатационным характеристикам и относительно небольшой цене.
Спрос на экструдированный полистирол в России каждый год увеличивается приблизительно на тридцать процентов. Нашел свое широкое применение экструдированный полистирол и в пищевой промышленности для производства тары для упаковки пищевой продукции. Не сложная технология производства полистирола делает возможным его изготовление на небольших производственных линиях.
Нашел свое широкое применение экструдированный полистирол и в пищевой промышленности для производства тары для упаковки пищевой продукции. Не сложная технология производства полистирола делает возможным его изготовление на небольших производственных линиях.
Технология производства экструдированного пенополистирола
Производство экструдированного пенополистирола – его вспенивание посредством фреонов.
Поначалу технология производства экструдированного пенополистирола представляла собой его вспенивание посредством фреонов. После многочисленных протестов экологов и проведения исследований, установивших, что фреоны входят в список веществ, применение которых участвует в разрушении озонового слоя Земли, в производстве пенополистирола стали использовать углекислый газ СО² как вспенивающий агент.
В общих чертах процесс изготовления выглядит так:
- В сырье (суспензионный полистирол) вводятся необходимые добавки для обеспечения противопожарных свойств (антипирены), для обеспечения лучшего распределения осветлителя (нуклеаторы), а так же красители или пигменты.
 Далее производится процесс загрузки.
Далее производится процесс загрузки. - Производится предварительное вспенивание и вылеживание вспененных гранул.
- Спекание и формовка.
- Обработка в тянущем устройстве.
- Полотно охлаждается естественным путем, при этом происходит окончательное вспенивание. Иногда на мощных производственных линиях применяется принудительное охлаждение методом перекладывания.
- Процесс стабилизации.
- Обработка поверхности до достижения гладкости поверхностей.
- Процесс нарезки и упаковки пенополистирола.
 Далее производится процесс загрузки.
Далее производится процесс загрузки.Вернуться к оглавлению
Поэтапное описание технологии и особенностей производства экструдированного полистирола
Вернуться к оглавлению
Загрузка сырья в бункер вспенивающего устройства
Суспензионный полистирол является сырьем для пенополистирола.
Сырьем для производства пенополистирола является суспензионный полистирол, вес при насыпке которого приблизительно равен 500 г на кубический м объема (после вспенивания увеличивается до 15-100 кг). Каждая партия сырья имеет свое время, необходимое для вспенивания, которое должно строго выдерживаться. При превышении временных границ происходит разрушение гранул. В технологии производства вспененного полистирола учитывается качество сырья.
Каждая партия сырья имеет свое время, необходимое для вспенивания, которое должно строго выдерживаться. При превышении временных границ происходит разрушение гранул. В технологии производства вспененного полистирола учитывается качество сырья.
Сырье поступает на склады производства обычно упакованным в мешки по 25 кг или в так называемых биг-багах – мягких контейнерах большого размера и грузоподъемности, имеющих стропы петли для погрузки. Условия хранения сырья должны быть строго соблюдены. Оно должно храниться на поддонах при температуре от 20-25ºC. Сырье не предназначено для длительного хранения, так как со временем могут меняться временные показатели вспенивания. Технология хранения обычно указывается на упаковке.
Перед загрузкой сырья производится механическое перемешивание гранул полимера с добавками-модификаторами. Каждая из них выполняет свою функцию. Помимо уже перечисленных выше для улучшения однородности и мелкой структуры пор добавляют стабилизаторы-нуклезиаты, антипиреновые добавки для повышения огнестойкости, термостабилизаторы и антиоксиданты для защиты от термоокислительной диструкции, абиотические добавки для исключения плесневения.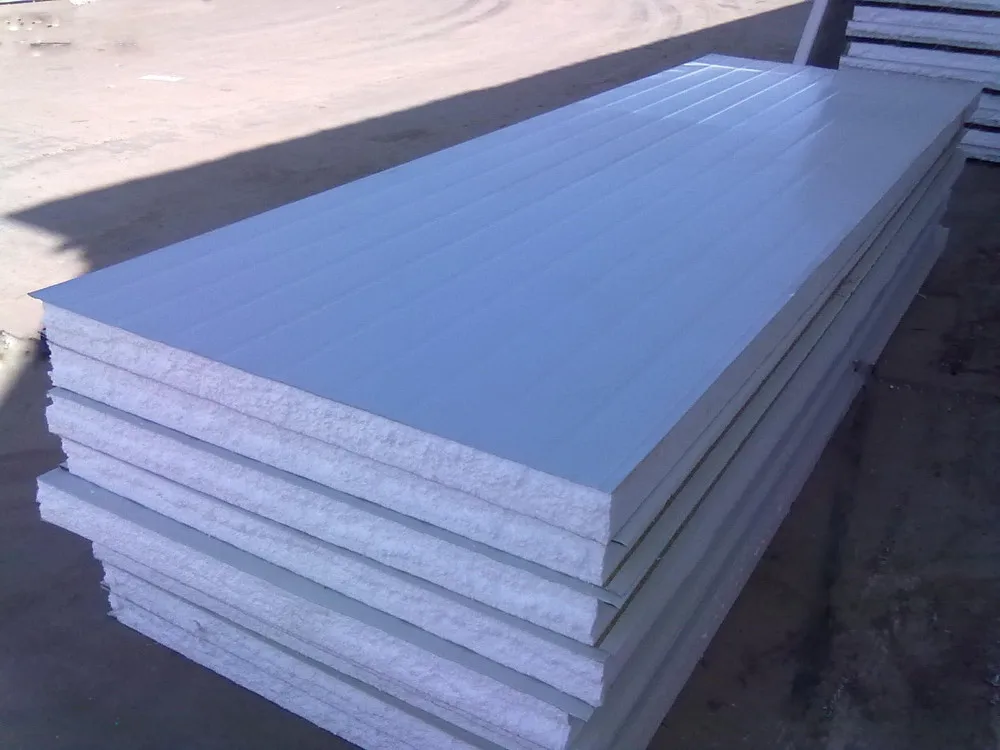 Возможно введение антистатических и синергических добавок. Технология введения добавок подбирается с учетом марки экструдированного пенополистирола.
Возможно введение антистатических и синергических добавок. Технология введения добавок подбирается с учетом марки экструдированного пенополистирола.
Вернуться к оглавлению
Приспособления для загрузки
Гибкие шнеки состоят из мягкой трубы и стальной спирали.
Все современные линии оснащены обеспечивающими высокую пропускную способность приспособлениями для загрузки. Более того, производители предусматривают резервные возможности, если будет необходимо увеличение объемов производства пенополистирола. К устройствам подачи предъявляются высокие требования по надежности и способности транспортировки сырья без его повреждения. Более надежными считаются механические подающие устройства.
- Шнеки жесткие определенного диаметра, к которым подсоединена загружающая воронка. Главные преимуществом шнека считается возможность обеспечения при необходимости транспортировки сырья на большие расстояния (до 10 м). Именно жесткий шнек способен обеспечить максимальную сохранность сырья от механического повреждения.
- Гибкие шнеки. Состоят из мягкой трубы и проталкивающего устройства – стальной спирали. Главное достоинство – способность обеспечить как вертикальную, так и горизонтальную подачи. Работают в прерывистом режиме из-за невозможности синхронизации подачи сырья и наполнения бункера предварительного вспенивания.
- Инжектор для подачи сырья, который вставляется непосредственно в бункер. Оснащен всасывающей трубкой, которая заканчивается штуцером. Для сокращения количества всасываемого с материалом воздуха оснащается регулирующими устройствами. Обеспечивает высокую скорость подачи сырья. Однако это скорее недостаток, чем достоинство, так как повышается вероятность повреждения гранул сырья, а так же из-за попадания воздуха снижается производительность и рентабельность производства.
- Вакуумная подача. Производится посредством воздуходувки, работающей при низком давлении, которое автоматически захлопывает клапан загрузки. Воздух выкачивается через фильтр. Работает по прерывистой схеме. Несмотря на малые диаметры подающего устройства, подача сырья происходит в очень высоком скоростном режиме, так что степень повреждения загружаемого материала очень велика.
 Несмотря на малые диаметры подающего устройства, подача сырья происходит в очень высоком скоростном режиме, так что степень повреждения загружаемого материала очень велика.
Несмотря на малые диаметры подающего устройства, подача сырья происходит в очень высоком скоростном режиме, так что степень повреждения загружаемого материала очень велика.Вернуться к оглавлению
Процесс предварительного вспенивание и вылеживание сырья
Процесс вспенивания гранул пенополистирола.
Свободное или предварительное вспенивание гранул происходит в предвспенивателе при температуре от 100-110°С и давлении 16-0,22 кг/см². Он состоит из емкости с отверстиями для подачи пара в днище и активатора для размешивания. В процессе вспенивания при обработке паром сырье увеличивается приблизительно в 30-50 раз. Целостность и замкнутость ячеек при этом не нарушается. Далее гранулы сырья под давлением поднимаются вверх и в окно выгрузки выдавливаются в промежуточный бункер, из которого транспортируются пневмотранспортом (система труб и вентиляторов) в бункер вылеживания. Здесь происходит стабилизация давления в расширившихся при вспенивании гранул. Здесь же происходит частичное замещение вспенивающего агента на воздух. Вспенивающий агент вытесняется, а частицы воздуха занимают их место.Технология контроля над процессом осуществляется вручную при помощи весов и мерных емкостей.
Вспенивающий агент вытесняется, а частицы воздуха занимают их место.Технология контроля над процессом осуществляется вручную при помощи весов и мерных емкостей.
Вернуться к оглавлению
Процесс вторичного вспенивания
После выдержки в бункере вылеживания вспененные гранулы сырья вновь подвергаются термической обработке, еще раз увеличиваются в объеме, а так как этот процесс происходит в замкнутом пространстве, то увеличивающиеся в объеме сферические частицы вынуждены «спекаться», деформируясь в многогранники. Для технологии производства полистиролов имеются сводные таблицы по нормам загрузки и времени вспенивания.
Обработка поверхности, нарезка и упаковка экструдированного полистирола
Виды обработанной поверхности экструдированного полистирола.
Далее происходит выравнивание листов пенополистирола для достижения ровной поверхности. Полотно обрезается с боков, сверху и снизу. Получив правильные геометрические линии, его разрезают на листы необходимых размеров. Технология выравнивания и нарезки пенополистирола на современных линиях автоматизирована.
Технология выравнивания и нарезки пенополистирола на современных линиях автоматизирована.
Производится дробление и гранулирование обрезки, после чего она снова поступает в производство.
Для больших производств рентабельным является применение устройства для дополнительного охлаждения листов, которое позволяет сократить время охлаждения путем перекладывания листов пенополистирола устройством карусельного типа. Лист охлаждается очень быстро, приблизительно за минуту.
Упаковываются листы пенополистирола, уложенные стопами, специальной упаковочной пленкой стретч-худ.
Вернуться к оглавлению
Типы установок для производства экструдированного полистирола
Процесс производства экструдированного полистирола.
Можно выделить три типа экструзионных установок, которые используется для изготовления экструдированного пенополистирола:
- Установки с одночервячным единичным агрегатом.
- Установки с двухчервячным двойным агрегатом.
- Тандемные установки с парой последовательно установленных агрегатов.

Экструдер представляет собой закрытую линию с поэтапным нагревом и охлаждением.
Шнеки устройства загружают и перемешивают гранулы сырья. Одночервячные экструдеры и двухчервячные экструдеры имеют сходный принцип действия, однако двухчервячные при своей компактности способны создавать более высокое давление в бункерах, что позволяет снижать температуру, что, в свою очередь, приводит к сокращению времени производственного цикла. Поэтому они более экономичны и рентабельны. Оба вида экструдеров лучше применять в небольших производствах.
Но самыми выгодными для производителя являются тандемные установки. Они наиболее рентабельны на больших, многотоннажных производствах пенополистирола, так как процесс разделен между двумя агрегатами. В одном происходит плавление и насыщение паром, во втором происходит гомогенизация, охлаждение формовка.
Работа с пеной XPS | UNSW Making
Учебники, руководства и многое другое! Все, что вам нужно знать, чтобы превратить пенопласт XPS (синий) в удивительные формы.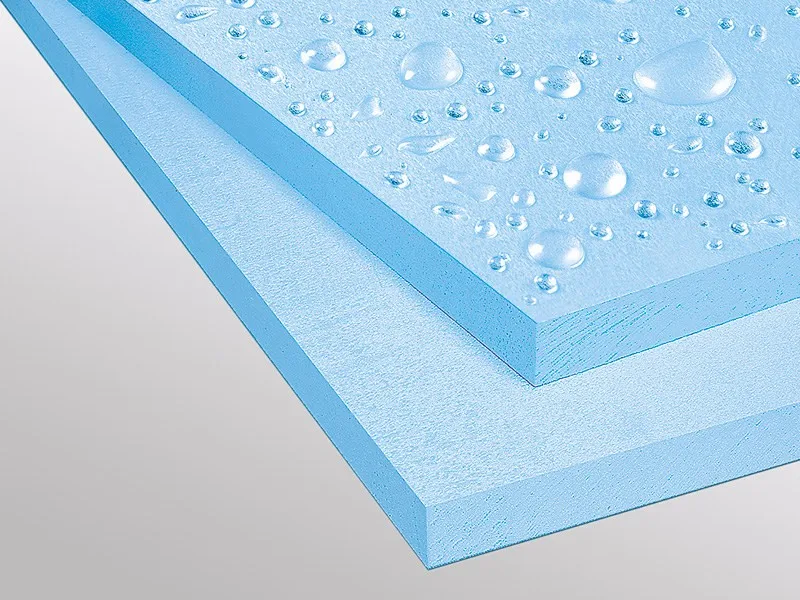
Для этого учебного модуля вам потребуется:
- Место для творчества (предупреждение: оно может стать грязным)
- Пена XPS, инструменты и набор наждачной бумаги
- Пылезащитная маска — хорошая идея
Пена XPS против пены EPS
______________________________________________________________________
Знай свою пену!
Экструдированная изоляционная пена из полистирола или пена XPS, такая как голубая пена, производится в процессе экструзии, который включает плавление пластиковой смолы и других ингредиентов. Затем образовавшаяся жидкость непрерывно выдавливается через головку и расширяется в процессе охлаждения. Это создает жесткую изоляцию с закрытыми порами.
Изоляционная пена из вспененного полистирола или пенополистирол, такая как ящики для фруктов и овощей, изготавливается с использованием формы, содержащей небольшие шарики пенопласта. Затем на форму воздействуют теплом или паром, в результате чего маленькие шарики расширяются и сплавляются друг с другом. В этом производственном процессе не образуется изоляция с закрытыми порами, поскольку между каждым из шариков часто могут быть пустоты, где они не соприкасаются друг с другом.
В этом производственном процессе не образуется изоляция с закрытыми порами, поскольку между каждым из шариков часто могут быть пустоты, где они не соприкасаются друг с другом.
Мы используем пены XPS для моделирования, потому что вы можете создать гладкую поверхность без пустот. Его легче формировать и шлифовать. Доступно несколько различных типов пены XPS, и выбор обычно зависит от личных предпочтений.
Для чего мы используем пену?
______________________________________________________________________
Общее использование
Пенопласт XPS обычно используется для изготовления моделей, поскольку ему легко придать форму с помощью простых инструментов. Это действительно полезно для быстрого изучения формы. Создание осязаемого предмета в 3D поможет вам понять внешний вид продукта.
В застроенной среде пенопласт можно использовать для быстрого создания моделей, чтобы помочь вам быстро понять массу/форму проектируемого здания или то, как оно вписывается в окружающую среду.

Пена также позволяет быстро и легко изготавливать формы для литья и формовки.
Работа с пеной XPS
___________________________________________________________________________________________
Видео с инструкциями по работе с пеной.
Работа с Blue Foam
Пена для резки и формовки
Пена для шлифовки и выравнивания
Клеевая пена
9003 Пена для станка с ЧПУ
Прочие ресурсы
___________________________________________________________________________________________
Ресурсы для расширения ваших знаний о пенообразовании!
Вот некоторые другие ресурсы, которые мы нашли на YouTube, которые могут быть вам полезны.
Несколько полезных веб-сайтов
Методы формовки
Формовка доски для серфинга
Часто задаваемые вопросы о кусачках горячей проволоки
9 0
Посетите наши страницы Pinterest, чтобы увидеть больше примеров моделей из пеноматериала XPS
Пройди обучение!
Если вы хотите научиться и/или улучшить свои навыки в области формования пенопласта, не стесняйтесь прийти и пообщаться с дружелюбным сотрудником Makerspace. Убедитесь, что вы заполнили значки, которые есть для вас в UNSW Makerspace Network!
Убедитесь, что вы заполнили значки, которые есть для вас в UNSW Makerspace Network!
Связанные значки
Категории: Навыки изготовления моделей
Теги: Моделирование Лаборатория будущего дизайна ДФЛ синий пенопласт
Преимущества изоляции из экструдированного полистирола (XPS)
Обшивка из экструдированного пенополистирола – от производства до монтажа
Наиболее распространенные элементы ограждающих конструкций выполняют важные функции, но не всегда реализуют свой истинный потенциал. С этой целью различные типы пластиковых материалов могут помочь владельцам зданий достичь требуемой эффективности. Например, изоляционная оболочка из экструдированного пенополистирола (XPS) предлагает множество преимуществ благодаря способу производства этого продукта. Энергоэффективная, простая в установке, легкая и узнаваемая по голубому, розовому или зеленому цвету, спецификация обшивки из экструдированного пенополистирола может позволить использовать один продукт для создания непрерывного слоя тепло- и влагозащиты на поверхности здания. стены, тем самым способствуя энергоэффективности.
Энергоэффективная, простая в установке, легкая и узнаваемая по голубому, розовому или зеленому цвету, спецификация обшивки из экструдированного пенополистирола может позволить использовать один продукт для создания непрерывного слоя тепло- и влагозащиты на поверхности здания. стены, тем самым способствуя энергоэффективности.
Изготовление экструдированного полистирола
Изоляция плит из экструдированного полистирола (XPS) начинается с твердых гранул полистирольной смолы. Пластиковые гранулы подаются в экструдер, где они расплавляются и смешиваются с важными добавками для образования вязкой жидкости. Затем впрыскивается вспенивающий агент, чтобы обеспечить расширение пластикового изделия. В тщательно контролируемых условиях температуры и давления пластиковая смесь продавливается через матрицу и принимает желаемую форму. Затем жесткий пенопласт обрезается до размеров конечного продукта и обычно распознается как плиты.
Этот непрерывный процесс создает структуру с закрытыми ячейками, которая выглядит как масса однородных пузырьков с общими стенками между ними. Также образуется сплошная гладкая кожица сверху и снизу.
Также образуется сплошная гладкая кожица сверху и снизу.
Структура экструдированного пенополистирола с закрытыми порами обеспечивает превосходную долговременную прочность и долговечность. (Подробнее о пенопластах см. «Сообщение от APC» на стр. 4.) Доступны продукты с различной прочностью на сжатие для удовлетворения различных потребностей применения. Благодаря присущим ей физическим свойствам эта прочность не зависит от использования облицовки или ламината, которые иногда могут быть нарушены во время установки. Тем не менее, экструдированные пенополистирольные облицовочные изделия доступны для придания дополнительной прочности, когда это указано для конкретного применения. Экструдированный полистирол также бывает самых разных размеров и имеет толщину до 102 мм (4 дюйма), что подходит для многих применений.
Энергоэффективность XPS
Обшивка из экструдированного пенополистирола может иметь положительное влияние на энергию и выбросы в атмосферу при использовании в жилых зданиях. Исследование, проведенное компанией Franklin Associates в 2000 году, показывает, что за 50 лет жизни дома с правильным использованием пенопласта XPS экономится гораздо больше энергии, чем потребляется при производстве изоляции. 1 Другое исследование, представленное на форуме Earth Tech в 2004 году, показывает, что менее чем через три года благодаря потреблению энергии на отопление/охлаждение удается избежать большего количества выбросов парниковых газов, чем при производстве изоляционной оболочки из экструдированного пенополистирола. 2
Исследование, проведенное компанией Franklin Associates в 2000 году, показывает, что за 50 лет жизни дома с правильным использованием пенопласта XPS экономится гораздо больше энергии, чем потребляется при производстве изоляции. 1 Другое исследование, представленное на форуме Earth Tech в 2004 году, показывает, что менее чем через три года благодаря потреблению энергии на отопление/охлаждение удается избежать большего количества выбросов парниковых газов, чем при производстве изоляционной оболочки из экструдированного пенополистирола. 2
Правильно уложенная пена XPS также может повысить энергоэффективность здания за счет создания полного слоя изоляции на стене. Это уменьшает движение воздуха через стену, которое может лишать энергии. Изоляция между стойками не обязательно обеспечивает полную изоляционную ценность, поскольку деревянные стойки и другие элементы каркаса не изолированы. (См. «Пластмассы улучшают стены», стр. 5.) Это явление называется тепловым мостом и может резко снизить тепловые характеристики здания.
Так как жилой деревянный каркас обычно составляет около 25 процентов площади стен (с учетом оконных и дверных рам), четверть стены остается неизолированной, когда используется только изоляция полостей. Таким образом, обшивка из экструдированного пенополистирола может обеспечить изоляционную ценность для всей площади стены. Помимо присущей ему изоляционной способности, обшивка из пенополистирола XPS при правильной установке и проклеивании швов также может значительно уменьшить утечку воздуха через стены, что может повысить энергоэффективность и комфорт.
Важным свойством экологичных строительных материалов, особенно изоляции, является способность функционировать должным образом в течение срока службы без ухудшения физических свойств. На самом деле, для правильного проектирования систем отопления и кондиционирования здания необходимы хорошие долгосрочные характеристики изоляции.
Экструдированный пенополистирол также может иметь преимущества благодаря своей способности помогать регулировать влажность, сопротивляясь как водопоглощению, так и циклам замораживания/оттаивания. Когда традиционная изоляция поглощает воду, ее тепловые характеристики со временем могут ухудшиться.
Когда традиционная изоляция поглощает воду, ее тепловые характеристики со временем могут ухудшиться.
Сокращение, повторное использование, переработка
Три главных экологических принципа: сокращение, повторное использование и переработка. 3 Поскольку изоляционная обшивка из экструдированного пенополистирола может снизить потери энергии в зданиях, она может снизить (т. е. уменьшить) количество энергии (газовой и электрической), необходимой для поддержания комфортных условий проживания.
Чем шире используется изоляционная обшивка из пенополистирола XPS, тем сильнее может быть его влияние на сокращение потребления природных ресурсов, таких как уголь, нефть и газ.
Полистирольная смола представляет собой термопластичный материал, что означает, что ее можно расплавить и повторно ввести (т.е. повторно использовать) в производстве новой изоляции из экструдированного пенополистирола (XPS). Заводы по производству экструдированного полистирола практически не производят лома или отходов, потому что почти 100 процентов извлекаются, измельчаются и повторно гранулируются для производственной системы (т. е. перерабатываются). Некоторые компании даже ищут внешние источники лома полистирола для повторного использования.
е. перерабатываются). Некоторые компании даже ищут внешние источники лома полистирола для повторного использования.
Кроме того, экструдированный пенополистирол может быть изготовлен из материалов, бывших в употреблении. Однако в настоящее время в Соединенных Штатах нет инфраструктуры, которая сделала бы экономически выгодным сбор строительных материалов, загрязненных гвоздями, клеем и т. д. Если ситуация изменится, пенопласт XPS можно будет легко переработать после удаления загрязняющих веществ из продукта. 3
Другим вариантом сокращения количества материалов, оставшихся после производства, является сжигание, которое в Соединенных Штатах широко не используется. Тем не менее, экструдированный пенополистирол может стать сырьем для этой технологии, если она получит поддержку. В любом случае, поскольку экструдированный пенополистирол используется в конструкциях со сроком службы от 15 до 50 лет, его влияние на свалки, как правило, невелико по сравнению с традиционными материалами, которые могут требовать более частой замены.
Инструкции по укладке изоляции из экструдированного пенополистирола (XPS)
По мере того, как становится доступным все больше вариантов изоляции обшивки, строители постоянно ищут более простые и лучшие методы установки. Традиционно следуя текущим тенденциям в установке систем для жилых зданий, изменения в местных нормах и введение новых продуктов заставляют строителей возводить более качественные дома, которые обеспечивают большую устойчивость к влаге
и повышенную энергоэффективность.
Правильно установленная изоляционная обшивка из пенополистирола XPS может обеспечить отличные влаго- и изоляционные свойства. Как уже упоминалось, изделия из экструдированного полистирола легкие, универсальные и легко устанавливаются на стены жилых помещений, как показано в следующем пошаговом руководстве: 9№ 0003
- Первым делом необходимо отметить изоляционные плиты из экструдированного пенополистирола, протянув крючок измерительной ленты по поверхности пластиковой изоляционной плиты, удерживая другой конец ленты на нужном расстоянии. Это создает небольшую отметку, которой следует следовать при резке.
- После этого пластиковую изоляционную плиту следует положить на плоскую прочную поверхность для облегчения и безопасности резки. Пары козлов обычно достаточно для работы по пояс. Следуя отметке, оставленной краем ленты, следует сделать глубокий отпечаток ножом, прижатым к доске (не прорезая). После того, как вся измеренная линия будет прочерчена, кусок просто защелкивается над краем рабочей поверхности. . Лучше всего использовать канцелярский нож и прямую кромку, чтобы обрезать изоляционную плиту из пенополистирола XPS, чтобы она соответствовала неправильным углам стены, выступам или поверхности стены меньше ширины или высоты плиты. Затем устанавливается угловая распорка, соответствующая нормам
- (например, диагональная металлическая обвязка, впускная древесина или деревянная конструкционная обшивка). Если в качестве конструктивного элемента используется деревянная обшивка, здание можно покрыть изоляционными плитами из экструдированного пенополистирола, чтобы обеспечить полную изоляцию стен. Изоляционные плиты из пенополистирола
- XPS шириной 1,2 м (4 фута) следует устанавливать вертикально так, чтобы длинные стыки плотно стыковались друг с другом и опирались непосредственно на элементы каркаса. Горизонтальные стыки между досками должны быть сведены к минимуму, если только стыки не расположены непосредственно над горизонтальным элементом каркаса. Обклеивание стыков изоляционных плит из экструдированного пенополистирола герметизирует их от проникновения воздуха для повышения энергоэффективности.
- Предпочтительно крепить изоляционные плиты из пенополистирола XPS с помощью пластиковых гвоздей с головкой 25,4 мм (1 дюйм), достаточно длинных, чтобы проникнуть в каркас толщиной не менее 19 мм (0,75 дюйма). Другой вариант — использовать кровельные гвозди с оцинкованной головкой диаметром 9,5 мм (0,375 дюйма), достаточно длинные, чтобы проникнуть в каркас не менее чем на 19 мм. Кроме того, можно использовать проволочные скобы диаметром 25,4 мм и 16-го калибра, достаточно длинные, чтобы проникнуть в каркас не менее чем на 12,7 мм (0,5 дюйма). Головки гвоздей или скобы не следует забивать слишком сильно.6. Поле плиты из экструдированного пенополистирола затем закрепляется на расстоянии 406 мм (16 дюймов) по центру (ос) и по периметру 305 мм (12 дюймов) ос, или в соответствии с требованиями соответствующего надзорного органа по строительным нормам.
 Это создает небольшую отметку, которой следует следовать при резке.
Это создает небольшую отметку, которой следует следовать при резке.
 Головки гвоздей или скобы не следует забивать слишком сильно.6. Поле плиты из экструдированного пенополистирола затем закрепляется на расстоянии 406 мм (16 дюймов) по центру (ос) и по периметру 305 мм (12 дюймов) ос, или в соответствии с требованиями соответствующего надзорного органа по строительным нормам.
Головки гвоздей или скобы не следует забивать слишком сильно.6. Поле плиты из экструдированного пенополистирола затем закрепляется на расстоянии 406 мм (16 дюймов) по центру (ос) и по периметру 305 мм (12 дюймов) ос, или в соответствии с требованиями соответствующего надзорного органа по строительным нормам. В каркасных конструкциях следует рассмотреть возможность использования пенопластовых изоляционных плит XPS размером 1,2 x 2,7 м (4 x 9 футов) для эффективного покрытия порогов, стыков пола и потолка, картонной коробки и коллекторов за один раз с меньшим количеством горизонтальных суставы. Кирпичный, деревянный, ДВП, алюминиевый или виниловый сайдинг крепится к деревянной каркасной конструкции через утеплитель в соответствии с инструкциями производителя сайдинга. Встряску или черепицу также можно уложить, установив полоски обрешетки или фанерную основу для гвоздей поверх изоляции и прикрепив встряску или черепицу. Следует проконсультироваться с производителем по наиболее подходящим методам.