Холодновысадочные станки для болтов в России
- Главная
- Продажа
- Специализированные станки и оборудование
- Холодновысадочный станок для болтов
Вы можете очень быстро сравнить цены холодновысадочного станка для болтов и подобрать оптимальные варианты из более чем 78101 предложений
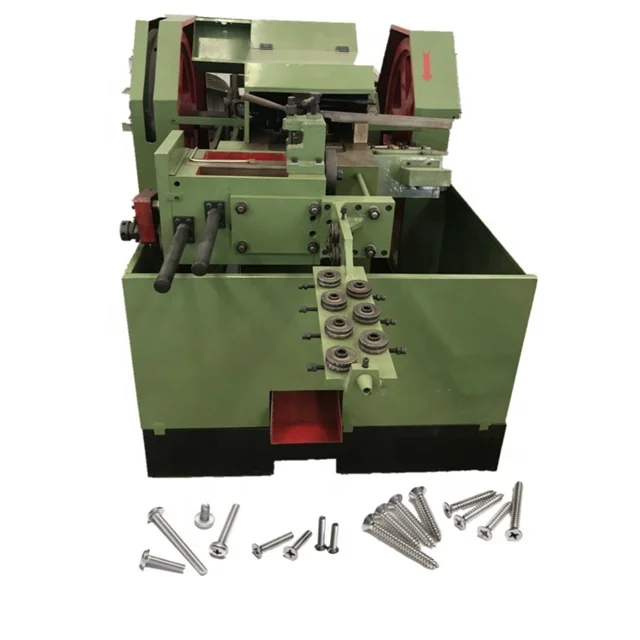
холодновысадочные станки для изготовления винтов и саморезов
Состояние: Новый Год выпуска: 2015 Производитель: Тайвань
В наличии
ХОЛОДНОВЫСАДОЧНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ВИНТОВ И САМОРЕЗОВ — предназначен для изготовления методом холодной высадки изделий стержневого типа из стальной калиброванной проволоки. Применяется на…
19.10.2015 Щербинка (Россия)
60 000
(реализую) станок А0216 автомат холодновысадочный станок 1991 г.
Состояние: Б/У Год выпуска: 1983
Продаю(реализую) станок А0216 автомат холодновысадочный станок 1991 г.в.Технические хар-ки: Мощность двигателя главного движения кВт 6 Габариты станка Длинна Ширина…
06.09.2022 Таганрог (Россия)
Холодновысадочный станок (готовый и под заказ неоходимых изделий)
Состояние: Новый Производитель: Китай
В наличии
Холодновысадочные станки (готовые и под заказ неоходимых изделий). Производство Китай.
26.07.2019 Пермь (Россия)
200 000
холодновысадочный станок А2416
Состояние: Б/У Год выпуска: 1982
Продается (продаю, продам, продажа) б/у холодновысадочный станок А2416В рабочем состоянии. Имеется паспорт на станок. Размеры накатываемой резьбы, мм: наибольший диаметр: метрической: 4; шурупной:…
Имеется паспорт на станок. Размеры накатываемой резьбы, мм: наибольший диаметр: метрической: 4; шурупной:…
08.09.2022 Таганрог (Россия)
холодновысадочный станок А1216
Состояние: Б/У Год выпуска: 1985
Продается (продаю, продам, продажа) б/у холодновысадочный станок А1216В рабочем состоянии.Имеется паспорт на станок. Номинальное усилие, кН: 160; Наибольший диаметр стержня изделия, мм: 4;…
08.09.2022 Таганрог (Россия)
холодновысадочный станок А1916
Состояние: Б/У Год выпуска: 1986
Продается (продаю, продам, продажа) б/у холодновысадочный станок А1916В рабочем состоянии.Имеется паспорт на станок. Наибольший диаметр стержня изделия, мм: 4; Длина заготовки, мм: 32;Габариты. ..
..
08.09.2022 Таганрог (Россия)
холодновысадочный станок МВК-01
Состояние: Б/У Год выпуска: 1987
Продается (продаю, продам, продажа) б/у холодновысадочный станок МВК-01В рабочем состоянии.Имеется паспорт на станок.Наименьший диаметр высаживаемых изделий, мм: 1,16; Наибольший диаметр…
08.09.2022 Таганрог (Россия)
холодновысадочный станок
Состояние: Б/У Год выпуска: 1980
Куплю б/у холодновысадочный станок Куплю б/у холодновысадочный (ые) станок(ки) в любом состоянии , можно не рабочий, под восстановление. Рассмотрю любой регион. Быстрая оплата. Самостоятельно…
06.09.2022 Таганрог (Россия)
Холодновысадочный станок аа1216
Состояние: Б/У Год выпуска: 1998
Продам станок полностью в исправном рабочем состоянии. Продаю свой станок, помогу с обучением работы на станке БЕСПЛАТНО! Так же дам комплект инструмента. Предоставлю чертежи для дальнейшего…
Продаю свой станок, помогу с обучением работы на станке БЕСПЛАТНО! Так же дам комплект инструмента. Предоставлю чертежи для дальнейшего…
28.12.2020 Таганрог (Россия)
295 000
холодновысадочный станок
Состояние: Б/У Год выпуска: 1987
Куплю б/у холодновысадочный (ые) станок(ки) в любом состоянии , можно не рабочий, под восстановление. Рассмотрю любой регион. Быстрая оплата. Самостоятельно проводим демонтаж. Самовывоз. Т.: .:…
06.09.2022 Таганрог (Россия)
Холодновысадочный станок (готовый и под заказ неоходимых изделий)
Состояние: Новый
Предлагаем вам возможность приобретения харвестеров, сверлильных станков, заклепочных станков, многофункциональных станков для холодной высадки, а так же комплектующих. Фабричное производство…
Фабричное производство…
26.07.2019 Пермь (Россия)
400 000
Холодновысадочный станок
Нужен станок гвоздильный для производства гвоздей диам 2 и 2,5 мм.
25.05.2022 Москва (Россия)
Холодновысадочный станок X90
Состояние: Новый Производитель: Китай
Характеристики:Модель: X90Общая мощность: 11,0 кВтПитание: 380 В / 50 ГцПроизводительность: < 850 шт/минДлина гвоздя: 45 – 90 ммДиаметр гвоздя: 2,0 – 3,5 ммУправление: Пульт управленияГабаритные…
05.04.2022 Москва (Россия)
оборудование для метизов
Состояние: Новый Год выпуска: 1994 Производитель: СССР (Россия)
В наличии
Продаем 2 комбайна АО 216 холодновысадочные резьбонакатные 1994 г.
27.07.2016 Череповец (Россия)
900 000
Машины для производства саморезов болтов и гвоздей
Состояние: Новый Производитель: Китай (Китай)
X-1/4H Автоматическая машина для холодной ковки1. Эта машина экономит стоимость материала и стоимость пресс-формы2. Сокращает время второй обработки 3. Сфункцией автоматического контроля скорости,…
05.09.2022 Москва (Россия)
Станок фрезерный вертикальный с крестовым столом V500
Состояние: Новый Производитель: КНР (Китай)
В наличии
СтолРазмеры стола, мм1900 х 420Перемещение по оси X, мм1300Перемещение по оси Y, мм500Перемещение по оси Z, мм600Т-образные пазы (ширина х количество х шаг), мм18 х 5 х 80Скорости рабочих подач по. ..
..
09.09.2022 Хабаровск (Россия)
шлифовальный станок INGAR
Состояние: Б/У Год выпуска: 1981 Производитель: INGAR (Испания)
Станок шлифовальный для обслуживания оснастки холодновысадочных станков. В наличии.
07.11.2021 Орел (Россия)
55 000
Станки для производства саморезов
Состояние: Новый Производитель: Китай
В наличии
Станки для изготовления саморезов:1. Холодновысадочный станок WN0564 (для формирования головки саморезов)2. Резьбонакатный станок WN06050 (для накатывания резьбы саморезов)В наличии в Абакане,…
30.07.2021 Абакан (Россия)
1 495 000
FPV-25LP вертикально-фрезерный станок Visprom
Состояние: Новый
В наличии
Вертикально-фрезерный станок FPV-25LP VispromВертикально-фрезерный станок FPV-25LP оснащен коллекторным электродвигателем постоянного тока с частотным регулятором, который изменяет скорость. ..
..
07.09.2022 Нижний Новгород (Россия)
Производство Саморезов
Состояние: Новый
Производитель: КитайВ наличии
Производственная линия состоит из четырех частей:1. Холодновысадочный станок,Диаметр заготовки 2.0-4.0 мм Длина заготовки 15-38 мм Скорость работы 180-200 шт/мин. Мощность двигателя 3.0 кВт Размеры…
07.04.2020 Новосибирск (Россия)
1 780 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по холодновысадочному станку для болтов почти как на Авито и TIU
Видео холодновысадочного станка для болтов
Станки для производства саморезов и нарезания резьбы, заклепок
Прайс на оборудование/Станки для производства саморезов, болтов, гаек, шпилек, заклепок
42 250 $
Станки для производства саморезов, болтов, гаек, шпилек, заклепок
Цена
208875. 0
0
395000
от
до
USD
Уточните товарную группу
- Машины для производства пакетов из бумаги и нетканых материалов
- Правильно-отрезные станки
- Вакуумные упаковщики
- Литьевые машины для производства балансировочных грузиков
- Станки для производства гвоздей, скоб
- Станки для производства саморезов, болтов, гаек, шпилек, заклепок
- Медицинское оборудование
- Машина для обжарки кофе . Ростеры для обжарки зеленого кофе. Кофемашины
- Оборудование для переработки пенопласта, компакторы
- Экструдеры по выдуву полипропиленовой пленки
- Бахильные станки
- Экструдеры для производства воздушно-пузырьковой пленки
- Экструдеры по выдуву стретч пленки
- Экструдеры по выдуву плёнки
- Экструзионная линия для производства пластиковых труб из ПНД, ПВД, ПВХ
- Фрезерные станки, токарные станки, вертикальные машинные центры
- Оборудование для деревообработки
- Машины для производства бумажных стаканчиков
- Станки для гибки проволоки
- Машины для производства пакетов
- Генераторы, парогенераторы, дизельные, электрические, газовые генераторы
- Вендинговые автоматы, оборудование для торговых центров
- Лазерные маркировщики и гравировщики
- Различное производственное оборудование
- Оборудование для пишевой промышленности
- Машины для производства бумажных тарелок
- Машины для производства бумажных тарталеток
- Машины для производства салфеток, полотенец
- Станки вязальные для производства вехоток, мочалок, губок, манжетов
- Станки для производства канцелярской скрепки, скоб для степлера
- Печи
- Флексографические машины
- Погрузчики
- Принтеры
- Гильотинные ножницы по металлу
- Трубогибы
- Прессы
- Компрессоры, винтовые, поршневые, масляные
- Ленточно-пильные станки, труборезы, газорезательные машины
- Листогибочные станки
- Установки для напыления пенополиуретана
- Машины для производства ватных стоматологических шариков
- Линии по убою крупнорогатого скота (КРС), птицы
- Портативные, переносные, автомобильные холодильники
- Термоклеевые переплетные машины
- Надувные гаражи для авто
- Фальцепрокатные станки
- Электровелосипеды
- Грануляторы для производства комбикорма, кормовых гранул, топливных пеллет
- Квадроциклы,трициклы
- Ювелирное оборудование
- Подшипники и ремкомплекты для жд вагонов
Технология производства метизов
ОБОРУДОВАНИЕ ДЛЯ ПРОИЗВОДСТВА МЕТИЗОВ, КРЕПЕЖА И ДЕТАЛЕЙ ХОЛОДНЫМ СПОСОБОМ
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА КРЕПЕЖА
В автомобильной и тракторной промышленности почти все крепежные детали изготовляют холодной высадкой. Холодная высадка применяется для формообразования головок болтов, винтов, заклепок при больших программах выпуска. Этим способом изготовляют и более сложные детали (например, шаровые и ступенчатые пальцы, ролики и шарики подшипников и др.). Холодной высадке подвергают калиброванные стальные прутки диаметром 0,6 до 38 мм, а также прутки из цветных сплавов (алюминиевых, медных и др.), круглых шестигранных и других форм сечения
Холодная высадка применяется для формообразования головок болтов, винтов, заклепок при больших программах выпуска. Этим способом изготовляют и более сложные детали (например, шаровые и ступенчатые пальцы, ролики и шарики подшипников и др.). Холодной высадке подвергают калиброванные стальные прутки диаметром 0,6 до 38 мм, а также прутки из цветных сплавов (алюминиевых, медных и др.), круглых шестигранных и других форм сечения
Холодную высадку, как правило, производят на холодно высадочных прессах-автоматах (обычно горизонтальных, одно ударных или многопозиционных). После подачи материала (калиброванной проволоки) через отрезную матрицу, нож отрезает заготовку и переносит ее на линию высадки. Пуансон заводит заготовку в матрицу, а после упора заготовки в выталкиватель осуществляет высадку головки. В момент возврата пуансона в исходное положение высаженная деталь выталкивателем удаляется из матрицы и цикл высадки повторяется. Если головка не может быть высажена за один удар пуансона, высадку производят на двух, трех и более ударных (многопозиционных) холодновысадочных автоматах (рис. 1). Производительность современных высадочных автоматов достигает 400 деталей в минуту.
1). Производительность современных высадочных автоматов достигает 400 деталей в минуту.
Рисунок 1
Позиции: 0 — отрезка заготовки; 1 — предварительная высадка; 2 — окончательная высадка; 3 — редуцирование под резьбу и обрезка граней.
Процесс высадки метизов
Как правило болты DIN931, DIN 933 производят на 3х или 4х позиционных автоматах, технология производства гайки требует наличие на производственной площадке 5-ти позиционного автомата, сложные изделия (например, штуцера и аналогичные детали) изготавливают на 6 и 7 позиционных высадочных станках. Количество позиций (ковочных станций) прямо пропорционально уровню сложности деталей, чем сложнее деталь, тем больше переделов должен совершить станок чтобы деформировать метал в готовую форму продукции (см. эскизы).
3-х позиционный автомат
4-х позиционный автомат
5-ти позиционный автомат
6-ти позиционный автомат
ПРОИЗВОДСТВО ШУРУПОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА ШУРУПОВ
Минимальный набор оборудования для производства шурупов включает в себя две модели оборудования:
- Оборудование для холодной высадки шурупов.
 Применяется для формирования болванки (основы) под шуруп. На этом этапе, на холодновысадочном автомате подобном гвоздильному, отрезают проволочную заготовку необходимой длины, формируют головку шурупа, его наконечник, шлиц и длину. Диаметр шурупа определяется диаметром используемой проволоки. После этого заготовки передаются на второй станок (резьбонакатной), который служит для накатки резьбы и формирования острого наконечника.
Применяется для формирования болванки (основы) под шуруп. На этом этапе, на холодновысадочном автомате подобном гвоздильному, отрезают проволочную заготовку необходимой длины, формируют головку шурупа, его наконечник, шлиц и длину. Диаметр шурупа определяется диаметром используемой проволоки. После этого заготовки передаются на второй станок (резьбонакатной), который служит для накатки резьбы и формирования острого наконечника. - Резьбонакатное оборудование для шурупов. Нарезание резьбы производится на специальных автоматах. В них болванки шурупов засыпаются в бункер. Из бункера с помощью вибрационного транспортера и анкерного механизма болванки поштучно поступают в зону нарезки резьбы. При этом они строго ориентированы по отношению к рабочим элементам. Рабочими элементами являются плоские плашки. Они перемещаются навстречу и параллельно друг другу и перпендикулярно оси шурупа, при этом плашки плотно прижимаются к стержню шурупа. Плашки изготавливаются по основным параметрам резьбы шурупов. В России в соответствии с метрическими размерами. Зарубежные производители могут использовать плашки для нарезания дюймовой резьбы на шурупах. Вариант кинематической схемы изготовления шурупов представлен на рис.2.
 Применяется для формирования болванки (основы) под шуруп. На этом этапе, на холодновысадочном автомате подобном гвоздильному, отрезают проволочную заготовку необходимой длины, формируют головку шурупа, его наконечник, шлиц и длину. Диаметр шурупа определяется диаметром используемой проволоки. После этого заготовки передаются на второй станок (резьбонакатной), который служит для накатки резьбы и формирования острого наконечника.
Применяется для формирования болванки (основы) под шуруп. На этом этапе, на холодновысадочном автомате подобном гвоздильному, отрезают проволочную заготовку необходимой длины, формируют головку шурупа, его наконечник, шлиц и длину. Диаметр шурупа определяется диаметром используемой проволоки. После этого заготовки передаются на второй станок (резьбонакатной), который служит для накатки резьбы и формирования острого наконечника. В России в соответствии с метрическими размерами. Зарубежные производители могут использовать плашки для нарезания дюймовой резьбы на шурупах. Вариант кинематической схемы изготовления шурупов представлен на рис.2.
В России в соответствии с метрическими размерами. Зарубежные производители могут использовать плашки для нарезания дюймовой резьбы на шурупах. Вариант кинематической схемы изготовления шурупов представлен на рис.2.Рисунок 2.
По такой схеме изготавливаются шурупы до диаметра 10-12 мм. Свыше этих диаметров шурупы, как правило, изготавливаются методом горячей штамповки. Пример тому – путевой шуруп, диаметр которого – 24 мм, а длина – 170 мм. Дальнейшим развитием технологии изготовления шурупов является технология изготовления саморезов.
ПРОИЗВОДСТВО САМОРЕЗОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА САМОРЕЗОВ
Саморез вполне справедливо получил свое название, так как способен нарезать резьбу не только в мягких материалах типа дерева или пластика, но и в металле или бетоне. Способность самореза нарезать резьбу достигается тем, что его поверхность подвергается термической обработке (закалке). К тому же, для того что бы саморез оптимально вворачивался в скрепляемые конструкции, его окончание часто выполнено в виде сверла. Это сверло при вворачивании самореза просверливает отверстие именно того диаметра, которое требуется.
Это сверло при вворачивании самореза просверливает отверстие именно того диаметра, которое требуется.
Для организации качественного, конкурентоспособного производства саморезов, как правило, требуется, пять моделей оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Оборудование для формирования пера (острия) саморезов. Для того что бы саморез оптимально вворачивался в скрепляемые конструкции.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
- Закалочная печь для саморезов. Для поверхностной закалки уже готовых саморезов для придания металлу дополнительной твердости и прочности. Закаливают саморезы до твердости не менее 55 ед. по HRC (по Роквэллу).
- Оборудование для цинкования (белым или желтым цинком), оксидирования или фосфатирования саморезов. Для защиты саморезов от коррозии.
- Упаковочное оборудование. Для упаковки готовой продукции в коробки или пластиковые пакеты.

Минимальный набор оборудования для изготовления саморезов включает в себя две модели оборудования:
- Оборудование для холодной высадки саморезов. Для формирования головки и стержня самореза из заготовки.
- Резьбонакатное оборудование для саморезов. Для формирования резьбы на стержне самореза.
ПРОИЗВОДСТВО БОЛТОВ
МИНИМАЛЬНЫЙ НАБОР ОБОРУДОВАНИЯ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
Минимальный набор оборудования для производства болтов включает в себя две модели оборудования:
- Оборудование для холодной высадки болтов. Для формирования головки и стержня болта из заготовки.
- Резьбонакатное оборудование для болтов. Для формирования резьбы на стержне болта.
Технологический процесс изготовления крепежа и крепежных изделий контролируется от исходного сырья до упаковки готовой продукции. Таким образом, в процесс производства крепежных изделий дополнительно рекомендуется включать оборудование для термообработки, цинкования, фосфатирования, автоматического тестирования качества крепежа, разбраковки и упаковочное, фасовочное оборудование для метизов, крепежа и деталей.
Таким образом, в процесс производства крепежных изделий дополнительно рекомендуется включать оборудование для термообработки, цинкования, фосфатирования, автоматического тестирования качества крепежа, разбраковки и упаковочное, фасовочное оборудование для метизов, крепежа и деталей.
Производство болтов. Технология и последовательность операций
Крепежная деталь, получившая название «болт», представляет собой стержень, с одного конца которого берет начало резьбовая нить, а на другом конце находится элемент, служащий для передачи вращающего усилия – проще говоря, головка. Болты предназначены для скрепления компонентов различных конструкций. Выполняют они эту функцию, как правило, совместно с гайками. Наибольшее распространение получили болты с головкой 6-гранной конфигурации, однако встречается подобный крепеж и с фасонными шляпками. Выпуск мелких партий либо поштучное изготовление осуществляется точением на станках токарно-винторезного типа. Массовое производство болтов предусматривает использование иных современных технологий.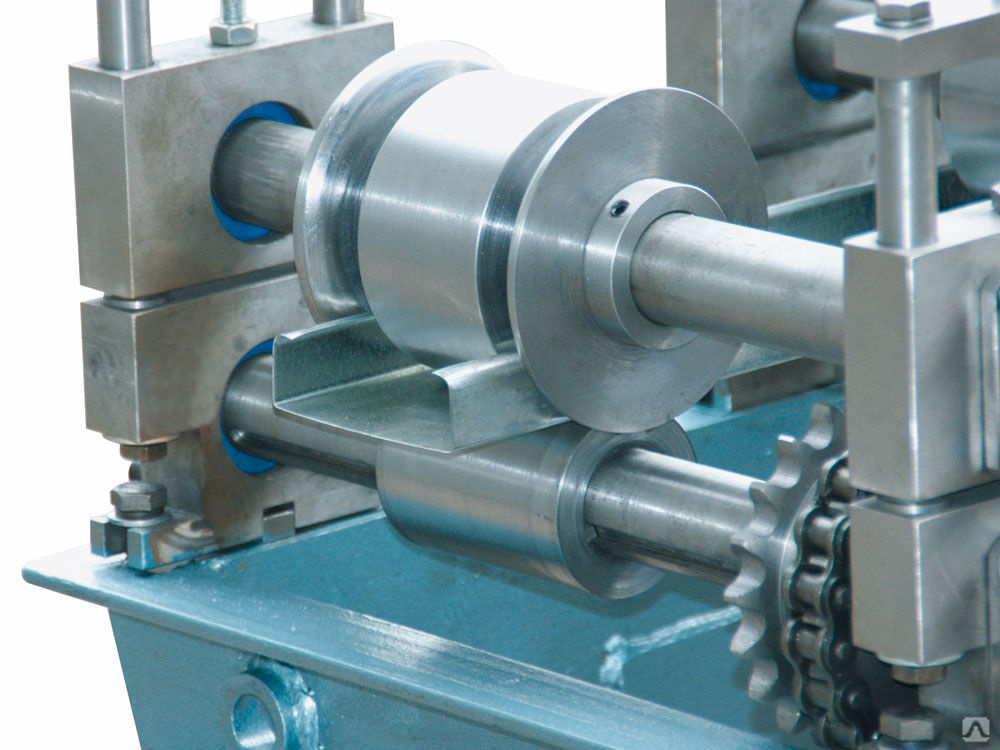 Рассмотрим их более подробно.
Рассмотрим их более подробно.
Для изготовления болтов используется металл следующих видов:
-
сталь, в состав которой не входят легирующие добавки. Называется она углеродистой;
-
сталь, включающая помимо железа и углерода, специальные элементы, обеспечивающие улучшение механических свойств конечной продукции. Ее принято называть легированной;
-
сталь, устойчивая к воздействию коррозии – т.н. «нержавейка»;
-
сплавы, созданные на основе цветных металлов.
Основные требования выдвигаются к качественным показателям металла промежуточного продукта производства – так по-научному называется заготовка. Он должен характеризоваться равномерным химическим составом и обладать высокой пластичностью. Кроме того, поверхность заготовки должна быть свободной от:
Кроме того, поверхность заготовки должна быть свободной от:
-
неметаллических включений;
-
пузырей, образовавшихся в ходе выделения газа;
-
признаков пористости.
Если же такие дефекты имеют место, они в обязательном порядке подлежат удалению. Решается эта задача огневой зачисткой или механическим методом. Заготовки, подготавливаемые под обработку холодной штамповкой, очищаются от оксидов железа, а также от пятен жира. После этого материал подвергается обработке с использованием технологического смазочного состава.
Окалина – это вышеупомянутые окислы элемента Fе – удаляется способом травления. Согласно его требованиям, металл погружается в:
-
десяти-двадцатипроцентный раствор вещества Н2SО4 (серная кислота) на время от 15 до 110 минут, либо
-
кислоту соляную (НСl) концентрированную.
Время обработки в данном случае составляет от 10 до 30 минут.
 Время обработки в данном случае составляет от 10 до 30 минут.
Время обработки в данном случае составляет от 10 до 30 минут.
По завершении этой процедуры заготовки нужно промыть сначала горячей, а затем холодной водой. Тогда поверхность будет освобождена от травильного шлама и остатков кислоты.
Далее заготовки, подготовленные по выше представленной методике, проходят этап известкования. На них может также наноситься особый дополнительный подсмазочный слой.
Следующий этап обработки промежуточных продуктов производства, в качестве сырья для изготовления которых использовались низколегированные сплавы, – это их фосфатирование. Продолжительность выполнения данной операции – минут где-то 10-15. В качестве реактива выступает субстанция с химической формулой Zn3(PO4)2 – это фосфорнокислая цинковая соль.
Очередной шаг процесса подготовки заготовки заключается в нанесении на ее поверхность одного из следующих веществ:
После этого металл может использоваться для производства болтов.
Этапы холодной штамповки
Технологии холодной штамповки присущи следующие плюсы:
-
возможность изготовления болтов широкого ряда типоразмеров с диаметром стержня, достигающем отметки 52,0 мм;
-
высокий уровень производительности;
-
относительно небольшой расход металлического сырья;
-
изготовленный крепеж характеризуется хорошей прочностью, обладает чистой поверхностью и точными рабочими размерами.
Для этой технологии установлен ряд важнейших параметров. Во-первых, это степень деформации заготовки. Данная характеристика определяет технологическую карту. Во-вторых, – величина соотношения h/d, где h – высота шляпки, а d – диаметр стержня. Чем этот показатель больше, тем сложнее производство. В-третьих, это численное значение еще одного соотношения – d/l, где l – длина сегмента заготовки, подвергаемого высадке. Зависимость сложности производства от его величины тоже прямо пропорциональная.
В-третьих, это численное значение еще одного соотношения – d/l, где l – длина сегмента заготовки, подвергаемого высадке. Зависимость сложности производства от его величины тоже прямо пропорциональная.
Последовательность этапов холодной штамповки выглядит следующим образом:
-
создание начальной конфигурации шляпки. Выполняется прокатыванием длинномерного метиза, именуемого проволокой, через различные пресс-формы. В результате проволока не только распрямляется, но еще и удлиняется;
-
разделение полученного материала на заготовки. При этом оставляется запас под шляпки;
-
формирование стержня. Каждый промежуточный продукт производства пропускается через пресс;
-
формирование шляпки. Процедура также выполняется с помощью прессов;
-
нанесение фаски.
Применяется способ обработки валиками под повышенным давлением и со значительной скоростью;
-
скашивание резьбовой кромки. Для этого используется т.н. острильная машина.
Две заключительных этапа реализуются операцией нарезания либо пластической деформацией. Как правило, применяется первый метод. Он предусматривает использование приспособлений, которые специальным образом интегрируются в холодновысадочные агрегаты.
Варианты штамповки болтов
Техпроцесс штамповки болтов классифицируется на 4 варианта.
-
С редуцированием. Эта технология применяется при изготовлении крепежа из легированных, средне- и низкоуглеродистых сталей. С ее помощью производятся болты с сечением резьбовой накатки, равной диаметру стержня.
-
Без редуцирования. Данным способом изготавливаются короткие изделия с небольшой шляпкой, с полной резьбой и с прочностными характеристиками, удовлетворяющими нормам классов от 4.
8 до 6.8 включительно. Термообработка здесь, как правило, не выполняется. Используется эта технология довольно-таки редко. Причина – производить по ней крепеж со стандартными шляпками весьма затруднительно. Именно на головках могут образовываться трещины и появляться иные дефекты, выводящие конечную продукцию в категорию брака.
-
С двойным редуцированием. Этот метод подходит для выпуска болтов с прочностью, соответствующей требованиям классов начиная с 4.8 и заканчивая 10.9, когда в качестве сырья используются среднеуглеродистые стали и легированные сплавы. Технология предусматривает два этапа: сначала стержень обжимается на 30%; затем обрабатывается его сегмент под резьбовую накатку.
-
Выдавливание до редуцирования. Данный вариант применяется, когда требуется изготовить высокопрочные болты без процедуры термообработки, характеризующиеся сопротивлением нагрузке на разрыв, колеблющемся в районе отметки 100 кгс/мм кв.
Отсутствие этапа термической обработки снижает стоимость производства.
 8 до 6.8 включительно. Термообработка здесь, как правило, не выполняется. Используется эта технология довольно-таки редко. Причина – производить по ней крепеж со стандартными шляпками весьма затруднительно. Именно на головках могут образовываться трещины и появляться иные дефекты, выводящие конечную продукцию в категорию брака.
8 до 6.8 включительно. Термообработка здесь, как правило, не выполняется. Используется эта технология довольно-таки редко. Причина – производить по ней крепеж со стандартными шляпками весьма затруднительно. Именно на головках могут образовываться трещины и появляться иные дефекты, выводящие конечную продукцию в категорию брака.
 Отсутствие этапа термической обработки снижает стоимость производства.
Отсутствие этапа термической обработки снижает стоимость производства.
Горячая штамповка
В ходе горячей штамповки происходит осадка металла и его перераспределение в полости штампа от центра к краям. Когда операция проводится в подобном оборудовании открытого типа, формируется облой – так металлурги коротко называют металлический заусенец. Горячая штамповка, выполняемая в штампах закрытого типа, получила название «безоблойная».
Этапы горячей штамповки
Производство болтов по данной технологии предъявляет высокие требования к качеству используемого сырья – проволоки. Поэтому на начальном этапе данная длинномерная метизная продукция тщательно очищается и максимально точно нарезается. Дальнейшая последовательность операций горячей штамповки болтов выглядит так:
-
заготовка разогревается с использованием индуктора до 1000°C;
-
не дав заготовке остынуть, посредством ударного пресса формируется головка крепежной детали.
Ее тип оказывает влияние на разновидность и количество прописанных в технологической карте операций;
-
по их завершении с торца, где начинается резьбовая нить, на фрезерном станке снимается фаска;
-
накатка витков осуществляется на автоматизированном резьбонарезном станке.
 Ее тип оказывает влияние на разновидность и количество прописанных в технологической карте операций;
Ее тип оказывает влияние на разновидность и количество прописанных в технологической карте операций;
Нанесение покрытия
Для защиты от процесса коррозии изделия, произведенные штамповкой обоих видов, могут подвергаться оцинкованию – гальваническому либо горячему. Эти работы также предусматривают выполнение ряда этапов. Сначала болты промываются в воде с температурой от +65°C до +75°C. Затем они обезжириваются с помощью раствора ПAB (это общепринятая аббревиатура словосочетания Поверхностно-Активные Вещества). Далее проводится еще одна мойка. Потом осуществляется окончательная очистка травлением в веществе НСl (соляной кислоте). Нужный результат достигается благодаря химической реакции окисления хлорного железа (FеСl3). Далее остатки соляной кислоты нейтрализуются финишной промывкой.
Далее остатки соляной кислоты нейтрализуются финишной промывкой.
Затем выполняется само оцинкование.
-
При гальваническом способе изделие погружается в раствор электролита. После подключения к минусовой клемме источника постоянного электротока, на его поверхности оседают имеющие положительный заряд ионы цинка (Zn+2). Они, собственно, и формируют защитный слой.
-
Горячая оцинковка предусматривает погружение болтов в емкость с нагретым до +450°C и перешедшим в жидкое агрегатное состояние цинком.
По завершении каждого способа с болтов устраняются имеющиеся дефекты механического характера, после чего поверхность крепежных деталей при необходимости полируется.
Заключение
Подводя итоги, следует отметить один важный момент, связанный с подготовкой к холодной штамповке заготовок, произведенных из «нержавейки». Здесь процедура фосфатирования заменяется нанесением покрытия известково-солевого типа. Его свойства обеспечивают отсутствие необходимости в дополнительных операциях, способствующих химическому разрушению пленки, сформировавшейся на поверхности стали на этапе пассивации (травления). Кроме того, такое покрытие предоставляет возможность выполнять процедуру волочения на повышенной скорости.
Здесь процедура фосфатирования заменяется нанесением покрытия известково-солевого типа. Его свойства обеспечивают отсутствие необходимости в дополнительных операциях, способствующих химическому разрушению пленки, сформировавшейся на поверхности стали на этапе пассивации (травления). Кроме того, такое покрытие предоставляет возможность выполнять процедуру волочения на повышенной скорости.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Технология изготовления болтов и гаек. Справочник ROSTFREI. Петербург +7(812)297-73-38 ПРОТЕХ
- История создания и виды болтов и гаек
- Технология изготовления болтов и гаек
- Стандарты болтов и гаек
Проблема, которую не удавалось решить вплоть до начала XIX столетия, — это отсутствие единообразия резьб, нарезаемых на болтах и гайках. До конца XVIII в. резьбы больших размеров, как правило, наносились горячей ковкой: по горячей заготовке болта кузнецы ударяли специальным ковочным штампом или другим формообразуюшим инструментом.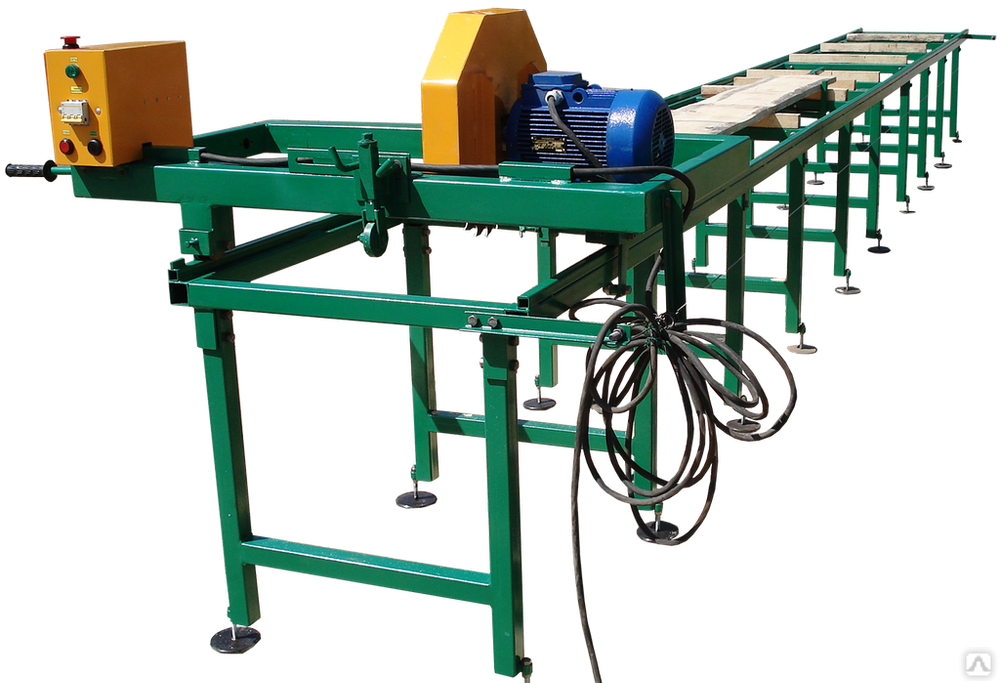 Нарезка более мелких резьб производилась на примитивных токарных станках; режущий инструмент при этом приходилось удерживать вручную, и поэтому получить резьбу постоянного профиля не удавалось.
Нарезка более мелких резьб производилась на примитивных токарных станках; режущий инструмент при этом приходилось удерживать вручную, и поэтому получить резьбу постоянного профиля не удавалось.
В 1568 году Ж. Бессон изобрел резьбонарезной станок. Станок приводился в действие ножной педалью. На обрабатываемую заготовку (в данном случае для конического винта) нарезалась резьба с помощью резца, перемещающегося ходовым винтом. Координация поступательного движения резца и вращение заготовки достигались системой шкивов.
К 1800 г. токарный станок был усовершенствован: у него появились подвижный суппорт и зубчатая передача, так что нарезка резьбы с помощью ходового винта (осуществляющего подачу режущего инструмента), производилась с достаточно высокой точностью. Однако пока еще не было такой системы, которая бы задавала размер резьбы пропорционально диаметру заготовки.
Насмит указывал: «Все болты и соответствующие им гайки нужно было специально маркировать, чтобы легко определялась их принадлежность друг другу. Всякое смешивание гаек и болтов… вызывало бесконечные хлопоты и дополнительные расходы, эффективность производства при этом падала, в работе появлялась путаница, особенно при ремонте сложных машин, когда их приходилось разбирать на части».
Всякое смешивание гаек и болтов… вызывало бесконечные хлопоты и дополнительные расходы, эффективность производства при этом падала, в работе появлялась путаница, особенно при ремонте сложных машин, когда их приходилось разбирать на части».
Ситуация изменилась в 1800 г., когда английский изобретатель Г. Модсли построил первый токарно-винторезный станок, на котором можно было изготовлять винты любого диаметра с любым шагом резьбы. (Шаг резьбы — это расстояние вдоль оси винта между вершинами двух соседних витков. Наружный диаметр резьбы равен диаметру цилиндра, описанного .относительно вершин, а внутренний — диаметру цилиндра, описанного относительно впадин резьбы. Его современник Ч. Хольтзапффель в своем пятитомном труде «Токарная и слесарная обработка» писал, что между 1800 и 1810 гг. Модсли «совершил почти полный поворот от старого, несовершенного и полного неожиданных случайностей способа производства винтов… к современному, научно обоснованному и отличающемуся высокой точностью способу, на который в своих разработках опираются инженеры».
Винторезный станок в течение многих лет оставался основным средством нанесения резьбы на крепежные изделия. Сегодня самым распространенным способом является накатка резьбы на заготовке вращающимися плашками. В отличие от винторезного станка, который при нарезке снимает стружку, накатка резьбы плашками производится только за счет изменения формы поверхности заготовки без потери материала — в этом и заключается ее принципиальная особенность.
Современные методы получения резьбы основаны на пластическом деформировании поверхности заготовки. Типичным является метод, при котором заготовка зажимается и прокатывается между двумя плашками, одна из которых подвижная.
В середине XIX в. У. Уорд из Порт-Честера (шт. Нью-Йорк) создал станок для изготовления гаек и болтов горячей ковкой. При этом способе заготовка в форме прутка нагревается до температуры около 870°С и проходит через накатанные плашки для выдавливания резьбы. Позже Уорд разработал аналогичный станок для получения резьбы методом пластическое деформации в холодном состоянии. Технологически процесс отличался только тем, что прутковая заготовка не нагревалась. Используемые в этом случае плашки должны иметь повышенную прочность, а удерживающий их станок должен быть достаточно мощным. По сравнению с горячей ковкой холодный способ позволяет получать более прочную резьбу и с меньшими отклонениями от заданных размеров. Холодная накатка в настоящее время является основным методом при массовом производстве гаек, болтов и винтов.
Технологически процесс отличался только тем, что прутковая заготовка не нагревалась. Используемые в этом случае плашки должны иметь повышенную прочность, а удерживающий их станок должен быть достаточно мощным. По сравнению с горячей ковкой холодный способ позволяет получать более прочную резьбу и с меньшими отклонениями от заданных размеров. Холодная накатка в настоящее время является основным методом при массовом производстве гаек, болтов и винтов.
В конце XIX в. массовое производство крепежных деталей от станочной обработки прутковых заготовок в основном перешло на холодный способ непрерывного формообразования из проволоки или прутка. Проволока с катушки подается, скажем, в болторезный станок, который отрезает стержень нужной длины, пропускает его через ряд формообразующих штампов; на полученную заготовку болта затем накатывается резьба. Именно таким способом осуществляется сейчас массовое производство гаек и болтов.
Процесс изготовления болта холодной штамповкой начинается с подачи стального прутка с бобины (1). Сначала пруток пропускается через правильную машину и фильеру, а затем режется на части (2). Полученные заготовки подаются в штамповочную машину, где производится их предварительная формовка, штамповка круглой головки, которой придается четырех- или шестигранная форма (3). Затем на торцевой части заготовки болта делается фаска (4), и наконец, с помощью двух плашек нарезается резьба (5).
Сначала пруток пропускается через правильную машину и фильеру, а затем режется на части (2). Полученные заготовки подаются в штамповочную машину, где производится их предварительная формовка, штамповка круглой головки, которой придается четырех- или шестигранная форма (3). Затем на торцевой части заготовки болта делается фаска (4), и наконец, с помощью двух плашек нарезается резьба (5).
Холодновысадочное оборудование в Беларуси. Сравнить цены и поставщиков промышленных товаров на маркетплейсе Deal.by
- Оборудование для производства болтов
- Rdt
- Din 931
- Rcf
- Rrt
Холодновысадочное оборудование для производства болтов Taiwan Metiz Alliance
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Холодновысадочное оборудование для производства гаек Taiwan Metiz Alliance
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Холодновысадочное оборудование для производства специальных деталей Taiwan Metiz Alliance
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Минск
Оборудование для вторичной высадки деталей и крепежа Taiwan Metiz Alliance
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства специального крепежа 3-позиционный 6-ударный Taiwan Metiz Alliance
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства специального крепежа 2-позиционный 4-ударный Taiwan Metiz Alliance
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-2C
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-10C
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-5.5C
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-15C
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-20C
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-25C
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для формирования сверла саморезов и шурупов Taiwan Metiz Alliance
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Стойка для подачи материала на станок Taiwan Metiz Alliance
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-5S
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-5.5S
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-10S
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-15S
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-20S
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-5
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-5.5
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-10
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-15
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-25
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Минск
Смотрите также
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-30
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства саморезов и шурупов Taiwan Metiz Alliance RFA-40
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства пустотелых изделий Taiwan Metiz Alliance RFA-3Н
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства пустотелых изделий Taiwan Metiz Alliance RFA-5.5Н
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства пустотелых изделий Taiwan Metiz Alliance RFA-15Н
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства пустотелых изделий Taiwan Metiz Alliance RFA-20Н
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование автоматическое для холодной высадки гвоздей высокоскоростное Taiwan Metiz Alliance RG810
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование автоматическое для холодной высадки гвоздей высокоскоростное Taiwan Metiz Alliance RG807
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Автоматическое резьбонакатное оборудование для гвоздей Taiwan Metiz Alliance RG20
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для связки гвоздей в барабанную обойму для пневмопистолетов Taiwan Metiz Alliance RG25
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для высадки заготовок длиной до 450 мм Taiwan Metiz Alliance
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для производства шпильки Taiwan Metiz Alliance серии RYH, RZH
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Высадочный станок для изготовления вытяжной заклепки Taiwan Metiz Alliance R-10BRS, R-15BRS
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Высадочный станок для изготовления пустотелых заклепок Taiwan Metiz Alliance серии RFA
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Отрезной станок для отреза и сплющивания заготовки Taiwan Metiz Alliance
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Мултипозиционный холодно-высадочный станок для производства шайб Taiwan Metiz Alliance серии RF
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Трех-позиционный холодно-высадочный станок для производства шайб Taiwan Metiz Alliance серии RCF
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Станок для производства пружинных шайб Taiwan Metiz Alliance RG-10
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудования для накатки резьбы на шурупы и саморезы Taiwan Metiz Alliance RAS-003THC
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудования для накатки резьбы на шурупы и саморезы Taiwan Metiz Alliance RAS-004THC
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудования для накатки резьбы на шурупы и саморезы Taiwan Metiz Alliance RAS-15THC
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Минск
Оборудования для накатки резьбы на шурупы и саморезы Taiwan Metiz Alliance RAS-25THC
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудование для растачивания шлицев Taiwan Metiz Alliance RАК-3С
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудования для накатки резьбы на шурупы и саморезы Taiwan Metiz Alliance RAS-003HD
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудования для накатки резьбы на шурупы и саморезы Taiwan Metiz Alliance RAS-3.5TH
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудования для накатки резьбы на шурупы и саморезы Taiwan Metiz Alliance RAS-15HD
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудования для накатки резьбы на шурупы и саморезы Taiwan Metiz Alliance RAS-15HD
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудования для накатки резьбы на шурупы и саморезы Taiwan Metiz Alliance RAS-20TH
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Минск
Оборудования для накатки резьбы на шурупы и саморезы Taiwan Metiz Alliance RAS-15TH
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Оборудования для накатки резьбы на шурупы и саморезы Taiwan Metiz Alliance RAS-004TH
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Резьбонакатное оборудование для гаек Taiwan Metiz Alliance серии RLT
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Двухшпиндельный резьбонакатный станок для гаек Taiwan Metiz Alliance серии HGT
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Двухшпиндельный возвратно-поступательный резьбонакатный станок для гаек Taiwan Metiz Alliance серии RRT
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
Одношпиндельный резьбонакатный станок реверсивного типа для гаек Taiwan Metiz Alliance серии RRS
Под заказ
Цену уточняйте
Nordwoc ОООг. Минск
2
Вперед
Показано 1 — 48 товаров из 70+
Продавцы
Смотрите также
Оборудование для производства болтов
Din 931
Система полировки
Система подачи
Станок для расточки
DIN 6921
Серии R
Отрезной станок
Популярные категории
Промышленное оборудование и станки
Производственное оборудование
Станки для изготовления болтов
См. также:Новые модели (152)
также:Новые модели (152)
Машины для изготовления болтов
CHUN ZU CBF 104S
Машины для изготовления болтов
LOW HIE 4 Марка: Чун Зу Модель: КБФ-104С Описание: ПРОГРЕССИВНАЯ ЖАТКА 4DIE 5STATION Емкость: М10 х 110 мм Год выпуска: 2007 Состояние: ОТЛИЧНОЕ…Запросить цену
Добавлено в список запросов
Запрос, представленная 13.09.22
Compare
Haryana, India
Машины для изготовления болтов
Chun Zu CBF 104S
. /13/22
Сравнить
Тайпей, Тайвань
Станки для изготовления болтов
CHUN ZU CBF 133S
Машины для изготовления болтов
Запрос 20003
Запрос, представленная 13.09.22
Сравнение
T’ai-Pei, Taiwan
Машины для изготовления болтов
Chun Zu CBF 254S
Машины для изготовления болтов
Запрос aquote
добавлено к запросу запрашиваемость.
Заявка отправлена 13.09.22
Сравнить
Тайпей, Тайвань
Станки для изготовления болтов
CHUN ZU CBF-134L
Станки для изготовления болтов 90 IN00 STO3CK 90 CHUN ZU CBF-134L — M12 x 150 (180 мм) — БОЛТ С 4 МАТРИЦАМИ ОТЛИЧНОЕ СОСТОЯНИЕ (ПОЛНОСТЬЮ ВОССТАНОВЛЕНО ИЗ ТАЙВАНЯ) ФУНКЦИИ: ПНЕВМАТИЧЕСКАЯ / ВОЗДУШНАЯ ПЕРЕДАЧА ИФО ПКО ОБРЕЗКА …
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 13.09.22
Сравнение
Haryana, India
Make Machines
Chun Zu CBF-63-S
.
CBF 63S Chunzu
Запрос a QUOTE
Добавлен в список запросов
Запрос, представленные 13.09.22
Сравнение
Delhi, Индия
Машины для изготовления болтов
Chun Zu CBF-63-S
. 0009
0009
Станки для изготовления болтов
CHUN ZU CBF 63S М6 х 60 мм 3 МАТРИЦА БОЛТФОРМАТОР С PKO, IFO, ВТУЛКОЙ ОТРЕЗАННОЙ МАСЛЯНЫЙ БАК, ПЛАТФОРМА ОПЕРАТОРА, КОНВЕЙЕР, ЭЛЕКТРИЧЕСКАЯ ПАНЕЛЬ ПОЛНОСТЬЮ ВОССТАНОВЛЕННЫЙ ПРЕВОСХОДНОЕ СОСТОЯНИЕ READY FOR IMMEDI…
Запросить цену
Добавлено в список запросов
Заявка отправлена 13.09.22
Сравнить
Харьяна, Индия
9FCB 80 ZUN 80 Z000 Z00009
Машины для изготовления болтов
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 13.09.22
Сравнение
Haryana, India
Bolt Make Machines
CUN ZU CBF-84S
Bolt Bolt Bolt Bolt. Изготовление машин
ДЛЯ ПРОДАЖИ В НАЛИЧИИ CHUN ZU CBF-84S — M10 x 85 (100 мм) — БОЛТ С 4 МАТРИЦАМИ ОТЛИЧНОЕ СОСТОЯНИЕ (ПОЛНОСТЬЮ ВОССТАНОВЛЕНО ИЗ ТАЙВАНЯ) ФУНКЦИИ:
ПНЕВМАТИЧЕСКАЯ / ВОЗДУШНАЯ ПЕРЕДАЧА
ИФО
ПКО
ОБРЕЗКА . ..
..
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 13.09.22
Сравнение
Haryana, India
Make Machines
Frand Zu CBP 135lla
. ЧУН ЗУ CBP135LLA СТАНДАРТНЫЕ АКСЕССУАРЫ И ХАРАКТЕРИСТИКИ: LIGHTDIE И К.О. ОБЛАСТЬ ЗАКРЫТАЯ СИСТЕМА ОТРЕЗАНИЯ ВТУЛКИ НЕЗАВИСИМАЯ РЕГУЛИРОВКА ПУАНСОНА RAM SLIDE С УДЛИНИТЕЛЕМ OVERARM ПОЗИТИВНО…
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 13.09.22
Сравнение
Delhi, Индия
Make Machines
Zu CBP-85S
. a Предложение
Добавлено в список запросов
Заявка отправлена 13.09.22
Сравнить
Тайпей, Тайвань
Станки для изготовления болтов
Станок для изготовления болтов JIN 9 90 M5 X 0 750003
ДЖИНЬ ЦИ (ТАЙВАНЬ) /
М5 х 75 мм /
2014 МАРКА /
4 МАТРИЦА 4 УДАРНЫЙ БОЛТОФОРМИРОВАТЕЛЬ /
С IFO и PKO /
С РЕГУЛИРУЕМЫМ ПРИВОДОМ /
СКОРОСТЬ — 70 ДО 220 стр.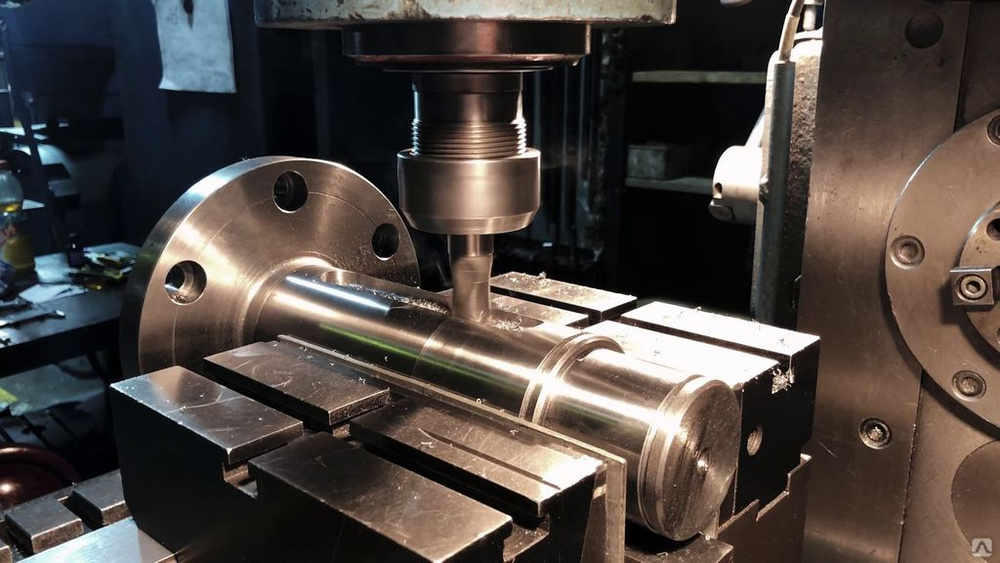 /мин./мин. Отличное условие
/мин./мин. Отличное условие
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленная 13.09.22
Сравнение
Haryana, India
Make Machines
Moroni MB 764
. /16″ MORONI MB-764 ВЫСОКОСКОРОСТНАЯ МАШИНА ДЛЯ ХОЛОДИЛЬНОЙ ОТРЕЗКИ С IFO И PKO
Запрос a Quote
Добавлено в список запросов
Запрос, поданный 13.09.22
Сравнение
Дели, Индия
Машины для изготовления болтов
Национальные
Машины. / 4 СТАНЦИИ АВТОМАТИЧЕСКИЙ БОЛТОВЫЙ ПРОИЗВОДИТЕЛЬ: НА СКЛАДЕ #15645
64 169,62 € EUR
Запросить дополнительную информацию
Добавлено в список запросов
Запрос отправлен 13.09.22
США Сравнить
900 States0003Машины для изготовления болтов
Национальный M5 — 4 Die Boltformer
Машины для изготовления болтов
Запрос a Цитата
Добавлено в список запросов
Запрос, представленная 9/13/22
Compare
HARARYAN Станки для изготовления болтов
NATIONAL M6 X 60 MM — БОЛТОФОРМИРОВАТЕЛЬ С 4 МАТРИЦАМИ
Станки для изготовления болтов
1/4″ — M6 NATIONAL — БОЛТОФОРМИРОВАТЕЛЬ С 4 МАТРИЦАМИ / БОЛТМАТЕР С ПКО, МАСЛЯНЫМ БАКОМ, ЭЛЕКТРИЧЕСКИМ ЩИТОКОМ
ПОЛНОСТЬЮ ВОССТАНОВЛЕННЫЙ
ПРЕВОСХОДНОЕ СОСТОЯНИЕ
ГОТОВ К НЕМЕДЛЕННОМУ ИСПОЛЬЗОВАНИЮ МАКСИМУМ. ДИАМ. ПРОВОДА — 8 мм
МАКСИМУМ. ОТРЕЗКА…
ДИАМ. ПРОВОДА — 8 мм
МАКСИМУМ. ОТРЕЗКА…
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 13.09.22
Сравнение
Haryana, Индия
Make Make Makens
National M8 National 4 Die Boltformer
Make Make Make Make Make Make
2
2
2
2
2
. 5/16″ — M8 NATIONAL — БОЛТОФОРМИРОВАТЕЛЬ НА 4 МАТРИЦАХ / БОЛТОФОРМИРОВАТЕЛЬ С PKO ВО ВСЕХ 4 ПУАНСОНАХ, МАСЛЯНЫЙ ПОДДОН, ПРИВОД С РЕГУЛИРУЕМОЙ СКОРОСТЬЮ, ЭЛЕКТРИЧЕСКАЯ ПАНЕЛЬ ПОЛНОСТЬЮ КАПИТАЛЬНЫЙ РЕМОНТ ПРЕВОСХОДНОЕ СОСТОЯНИЕ ГОТОВ К НЕМЕДЛЕННОМУ ИСПОЛЬЗОВАНИЮ Ма…
Запрос a Quote
Добавлено в список запросов
Запрос, представленные 13.09.22
Сравнение
Haryana, India
Make Make Make ПРОДАЖА В НАЛИЧИИ M24 x 200 NATIONAL KAYSER S1 — 4 МАТРИЧНЫЙ БОЛТМАРКЕР
ПРЕВОСХОДНОЕ СОСТОЯНИЕ ФУНКЦИИ:
УКАЗАНИЕ
НАРЕЗАНИЕ РЕЗЬБЫ
ИФО
ПКО
ТКО СО ВСЕМИ ПРИНАДЛЕЖНОСТЯМИ
ЭЛЕКТРИЧЕСКАЯ ПАНЕЛЬ
ПЛАН ОПЕРАТОРА. ..
..
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленные 13.09.22
Сравнение
Haryana, India
Make Bolt Make Machines
Национальная оборудование 1/2-5
.
NATIONAL 1/2″ 4 DIES BOLT MAKER
Запросить цену
Добавлено в список запросов
Заявка отправлена 13.09.22
Сравнить
Дели, Индия
9 Станки для производства болтов0003NATIONAL MACHINERY 1/4-4
Станки для изготовления болтов
NATIONAL 1/4″ M6 ЧЕТЫРЕХМЕТРИЧНАЯ МАШИНА С PKO
Запросить цену
Добавлено в список запросов
Сравнить
Delhi, India
Машины для изготовления болтов
Национальный механизм 3/8 S2
Машины для изготовления болтов
Национальный 3/8 «S2 Модель IFO PKO
Запросить цитату
Добавлено в список запросов 9000
. 0003
0003Запрос отправлен 13.09.22
Сравнить
Дели, Индия
Станки для изготовления болтов
NATIONAL MACHINERY 3/8″ M10 ЧЕТЫРЕ МАТРИЦЫ ДЛЯ ПРОИЗВОДСТВА БОЛТОВ
DBOLTATION 9003/FOLTATION
3 ПРОИЗВОДИТЕЛЬ С ПКО.
Запросить цену
Добавлено в список запросов
Заявка отправлена 13.09.22
Сравнить
Дели, Индия
Станки для изготовления болтов
901H08 N0009Машины изготовления болтов
Национальный 5/16 «M8 четыре машины Dies с PKO.
Запрос a Цитата
Добавлено в список запросов
Запрос. Станки для изготовления болтов
NATIONAL MACHINERY 5/8″ 4
Станки для изготовления болтов
NATIONAL 5/8″ MAKER ДЛЯ ЧЕТЫРЕХ МАТРИЦ
Запросить цену
Добавлено в список запросов
Запрос отправлен2 9/10003Сравнение
Delhi, India
Машины для изготовления болтов
Национальный механизм 5/8 «Три дибы
Машины изготовления болтов
Национальный 5/8″ Три дибы для производства болта
Запрос цифры
Добавлено в список запросов.
Запрос, поданный 13.09.22
Сравнение
Delhi, Индия
Машины для изготовления болтов
Национальный механизм 6S3 M10 Высокая скорость
Сделание болт. 250 Ч/МИН, ДВИГАТЕЛЬ 30 л.с.
Запрос a QUOTE
Добавлено в список запросов
Запрос, представленная 13.09.22
Сравнение
Дели, Индия
Машины для изготовления болтов
TKWARE 10B3S
Make Make Make Make Machines
Запрос A Quote
SMake Make Bolt Make Make
.
Добавлено в список запросов
Запрос отправлен 13.09.22
Сравнить
Тайпей, Тайвань
Станки для изготовления болтов
TKWARE 10B3S
9 9002 Станки для изготовления болтов0003
Запросить цену
Добавлено в список запросов
Запрос отправлен 13. 09.22
09.22
Сравнить
Тай-пей, Тайвань
Четырехтактный станок для изготовления болтов — Станок для изготовления болтов и гаек | Машина холодной ковки | Машина для производства винтов | Прогрессивный штамповочный пресс и форма | Шнекорезная машина | Резьбонакатный станок
Описание
Область применения четырехтактного станка для изготовления болтов Четырехтактный станок для изготовления болтов является одним из видов специализированных машин с высокой эффективностью и автоматизацией среди кузнечных машин. Метод холодной ковки и автоматические машины для холодной ковки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области крепежной промышленности. Из-за преимуществ самого оборудования для холодной ковки и превосходства техники холодной ковки, четырехтактный станок для изготовления болтов также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для промышленности авиационных пароходов, машин, рельсов. дорожное движение, транспортное средство, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
дорожное движение, транспортное средство, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Болты с фланцем, болты с головкой под ключ, болты с шестигранной головкой, крепежные детали и болты, винты с шестигранной головкой, центральные болты пружины, винты с головкой под шестигранник, болты с квадратным подголовком, сплошные заклепки, квадратные установочные винты с головкой, болты с головкой фермы, U-образные болты, болты с ребрами, болты с буртиком, болты с винтовой резьбой, болты для вкладыша конструкции, удлиненные болты, болты ступицы, винты с креплением, колесные болты, болты с Т-образной головкой, болты с фланцем, болты с проушиной , стяжные болты, гусеничные болты, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали и т. д.
Технические характеристики четырехтактного станка для изготовления болтов| Модель | Блок | АБФ-34С | АБФ-44С | АБФ-64С | АБФ-64Л | АБФ-84С | АБФ-84Л |
| Сила ковки | Тонна | 10 | 20 | 40 | 40 | 65 | 65 |
Макс. Диаметр резки материала Диаметр резки материала | мм | 3 | 5 | 8 | 8 | 10 | 10 |
| Макс. Длина резки материала | мм | 35 | 55 | 70 | 105 | 105 | 130 |
| K.O Длина | мм | 32 | 45 | 60 | 90 | 90 | 120 |
| Длина P.K.O | мм | 8 | 10 | 13 | 20 | 20 | 23 |
| Размер штампа для резки | мм | 18*25 | 20*30 | 28*46 | 28*46 | 35*56 | 38*79 |
| Размер основного штампа | мм | 28*45 | 38*60 | 50*65 | 50*105 | 60*105 | 70*135 |
| Шаг штампа | мм | 36 | 48 | 60 | 60 | 87 | 87 |
| Размер пуансона | мм | 24*45 | 32*60 | 40*80 | 40*110 | 45*110 | 45*111 |
| Подходящий размер продукта | М2-М3 | М2-М4 | М3-М6 | М3-М6 | М6-М8 | М6-М8 | |
| Длина изделия | мм | 5-25 | 10-40 | 10-50 | 10-75 | 16-75 | 20-100 |
Макс. Скорость производства Скорость производства | шт/мин. | 250 | 300 | 300 | 240 | 240 | 200 |
| Мощность главного двигателя | кВт | 4 | 7,5 | 11 | 11 | 15 | 22 |
| Прим. Вес машины | Тонна | 2 | 4,3 | 7,5 | 8,5 | 12 | 14 |
| Модель | Блок | АБФ-104С | АБФ-104Л | АБФ-134С | АБФ-134Л | АБФ-164С | АБФ-164Л |
| Сила ковки | Тонна | 85 | 85 | 120 | 120 | 200 | 200 |
| Макс. Диаметр резки материала | мм | 12 | 12 | 15 | 15 | 18 | 18 |
Макс. Длина резки материала Длина резки материала | мм | 135 | 180 | 140 | 185 | 185 | 270 |
| K.O Длина | мм | 115 | 175 | 120 | 180 | 155 | 230 |
| Длина P.K.O | мм | 20 | 30 | 26 | 30 | 33 | 36 |
| Размер штампа для резки | мм | 40*66 | 40*80 | 46*80 | 46*80 | 60*100 | 60*120 |
| Размер основного штампа | мм | 70*135 | 80*185 | 80*123 | 93*190 | 100*195 | 100*240 |
| Шаг штампа | мм | 93 | 93 | 114 | 114 | 126 | 126 |
| Размер пуансона | мм | 50*111 | 50*130 | 60*120 | 60*170 | 75*160 | 75*200 |
| Подходящий размер продукта | М8-М10 | М8-М10 | М10-М12 | М10-М12 | М12-М16 | М12-М16 | |
| Длина изделия | мм | 16-100 | 30-150 | 20-100 | 40-150 | 25-150 | 50-200 |
Макс. Скорость производства Скорость производства | шт/мин. | 200 | 175 | 170 | 125 | 120 | 100 |
| Мощность главного двигателя | кВт | 22 | 30 | 37 | 37 | 55 | 55 |
| Прим. Вес машины | Тонна | 17,5 | 20 | 23 | 25 | 43 | 47 |
| Модель | Блок | АБФ-204С | АБФ-204Л | АБФ-224С | АБФ-254С | АБФ-254Л | АБФ-274С |
| Сила ковки | Тонна | 265 | 285 | 320 | 380 | 420 | 550 |
| Макс. Диаметр резки материала | мм | 23 | 23 | 26 | 29 | 29 | 34 |
Макс. Длина резки материала Длина резки материала | мм | 270 | 320 | 300 | 320 | 370 | 400 |
| K.O Длина | мм | 230 | 285 | 260 | 290 | 340 | 340 |
| Длина P.K.O | мм | 35 | 60 | 45 | 60 | 60 | 60 |
| Размер штампа для резки | мм | 75*120 | 75*120 | 84*130 | 90*140 | 90*140 | 110*140 |
| Размер основного штампа | мм | 125*240 | 125*294 | 145*280 | 160*294 | 160*370 | 178*385 |
| Шаг штампа | мм | 138 | 138 | 156 | 174 | 174 | 195 |
| Размер пуансона | мм | 90*190 | 90*232 | 96*210 | 105*232 | 105*235 | 120*250 |
| Подходящий размер продукта | М16-М20 | М16-М20 | М16-М22 | М20-М24 | М20-М24 | М24-М27 | |
| Длина изделия | мм | 40-200 | 60-250 | 50-225 | 60-250 | 100-300 | 100-300 |
Макс. Скорость производства Скорость производства | шт/мин. | 90 | 65 | 80 | 60 | 55 | 45 |
| Мощность главного двигателя | кВт | 75 | 90 | 90 | 95 | 110 | 130 |
| Прим. Вес машины | Тонна | 65 | 70 | 85 | 108 | 125 | 155 |
1. Мы оставляем за собой право изменять вышеуказанные параметры и не можем быть уведомлены о любых изменениях;
2. Наиболее подходящая скорость производства продукта зависит от формы, размера и материала продукта;
3. Максимальный диаметр сдвига материала и подходящий диаметр продукта, указанные в таблице, рассчитаны для стали со средним содержанием углерода, что эквивалентно высокопрочным винтам 10,9.
Основные характеристики четырехтактного станка для изготовления болтов 1. Тормозная система с пневматической муфтой была разработана для приведения в действие с низким током и в режимах «толчкового», «одноходового» и «непрерывного хода». За исключением медленного перемещения, машина всегда будет останавливаться в положении главного ползуна назад, работая в максимальном пространстве.
Тормозная система с пневматической муфтой была разработана для приведения в действие с низким током и в режимах «толчкового», «одноходового» и «непрерывного хода». За исключением медленного перемещения, машина всегда будет останавливаться в положении главного ползуна назад, работая в максимальном пространстве.
2. Два типа системы перемещения на выбор клиента: качающийся тип (общее оснащение) и универсальный тип (дополнительно), оснащенный пневматическим захватом, он может упростить работу и более стабилен, когда машина работает на высокой скорости. .
3. Главный двигатель оснащен преобразователем с регулировкой скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (дополнительно), это оборудование обеспечивает удобство для заказчика при настройке размеров нестандартных изделий.
4. Подающее колесо и кулачковая система приводятся в действие цилиндром, кулачок может автоматически растягиваться, когда он возвращается, чтобы уменьшить истирание и шум. Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
5. Идеальная система контроля: проверка и удаление короткого материала, проверка низкого давления масла и давления воздуха, плавающая система контроля системы передачи, система остановки при перегрузке и легкой нагрузке для защиты токарного станка и штампов и продления их срока службы. .
6. Когда клиент готовится отрегулировать винт бокового резания, ему нужно только отрегулировать положение станции бокового кулачка, после чего он может достичь цели бокового резания. Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
7. Станина токарного станка из высокопрочного материала, удлиненная конструкция основного и вспомогательного ползуна и ползун «педального типа», который впервые применяется внутри страны, обеспечивают сборку «без пространства», что обеспечивает точность движения основного ползуна и продлевает срок их службы. умирает.
умирает.
8. Основные части всех типов машин прошли строгую процедуру литья и отжига для обеспечения твердости и точности стали.
9. Станция высечки круговой резки гарантирует, что размер срезаемого материала больше, чем диаметр заготовки, что также может обеспечить точную резку под прямым углом.
10. Автоматический ограничитель размера материала может регулировать точность размера материала во время работы машины.
11. Синхронизированная выбивная система P.K.O делает выбор техники формования гибким.
12. Движущиеся и режущие кулачки передаточного пальца рассчитываются с помощью профессионального компьютерного программного обеспечения, чтобы сделать машину стабильной в состоянии высокоскоростной ковки.
13. В электрической системе имеется импортный преобразователь, поэтому станок легко запускать с бесступенчатым регулируемым приводом. ПЛК также используется для автоматической проверки режима работы формовщика с функциями аварийной сигнализации и отображения неисправностей.
14. Сенсорный экран и система числового управления диалога «человек-машина» являются дополнительными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивного отверстия, длины барьера и длины подачи, это удобно для быстрой штамповки. сдача. Эта система имеет объем памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.
| Корпус болтореза без кожуха | Главный прецизионный ползун |
| Система пружинных зажимов | Система трансферных пальцев |
| Система ПКО | Система резки проволоки |
| Система сцепления с тормозным устройством | Шестерня системы трансмиссии |
| Гидравлическая и пневматическая система управления | Механизм выгрузки материала с функцией быстрой замены выпуклой пластины |
| Система подачи проволоки | Система привода со спирально-конической передачей |
13B-5S Станок для изготовления болтов с пятью станциями
Основные характеристики станка для изготовления болтов с пятью станциями 13B-5S
| Модель | Блок | 13Б-5С |
| Станции | шт. | 5 |
| Сила ковки | Тонна | 85 |
| Макс. Диаметр резки материала | мм | 11 |
| Макс. Длина резки материала | мм | 110 |
| K.O Длина | мм | 90 |
| Длина P.K.O | мм | 26 |
| Размер штампа для резки | мм | 35*50 |
| Размер основного штампа | мм | 60*120 |
| Шаг штампа | мм | 80 |
| Размер пуансона | мм | 45*115 |
| Подходящий размер продукта | М6-М8 | |
| Макс. Длина продукта | мм | 75 |
| Мин. Длина продукта | мм | 15 |
| Макс. Скорость производства | шт/мин. | 160 |
| Мощность главного двигателя | кВт | 22 |
Прим. Вес машины Вес машины | Тонна | 16 |
1. Мы оставляем за собой право изменять вышеуказанные параметры и не можем быть уведомлены о любых изменениях;
2. Наиболее подходящая скорость производства продукта зависит от формы, размера и материала продукта;
3. Максимальный диаметр сдвига материала и подходящий диаметр продукта, указанные в таблице, рассчитаны для стали со средним содержанием углерода, что эквивалентно высокопрочным винтам 10,9.
Область применения станка для изготовления болтов с пятью станциями 13B-5S
Машина для изготовления болтов с пятью станциями Модель является одним из видов специализированного станка с высокой эффективностью и автоматизацией среди кузнечных машин. Метод холодной ковки и автоматические машины для холодной ковки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области крепежной промышленности. Из-за преимущества самого оборудования для холодной ковки и превосходства техники холодной ковки Пятистанционная машина для изготовления болтов также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для промышленности авиационных пароходов, машиностроения, железнодорожного транспорта, автомобилей, мотоциклов, велосипедов, швейных машин, строительство, мебель, легкая промышленность предметы первой необходимости и т. д.
Из-за преимущества самого оборудования для холодной ковки и превосходства техники холодной ковки Пятистанционная машина для изготовления болтов также широко используется в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для промышленности авиационных пароходов, машиностроения, железнодорожного транспорта, автомобилей, мотоциклов, велосипедов, швейных машин, строительство, мебель, легкая промышленность предметы первой необходимости и т. д.
Изделия могут быть изготовлены на пятистанционной машине для изготовления болтов 13B-5S
Болты с фланцем, болты с головкой под ключ, болты с шестигранной головкой, крепежные детали и болты, винты с шестигранной головкой, центральные болты с пружиной, крышки с шестигранной головкой Винты, болты с квадратным подголовком, сплошные заклепки, установочные винты с квадратной головкой, болты с ферменной головкой, U-образные болты, болты с ребрами, болты с буртиком, болты с винтовой резьбой, болты для вкладышей конструкции, удлиненные болты, болты ступицы, винты привода, колесные болты, т болты с головкой, болты с фланцем, болты с проушиной, болты скобы, болты гусеницы, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали и т. д.
д.
Основные характеристики станка для изготовления болтов с пятью станциями 13B-5S
1. Тормозная система с пневматической муфтой была разработана для приведения в действие с низким током и в режимах «толчкового», «одноходового» и «непрерывного хода». За исключением медленного перемещения, машина всегда будет останавливаться в положении главного ползуна назад, работая в максимальном пространстве.
2. Два вида системы перемещения на выбор клиента: качающийся тип (общее оснащение) и универсальный тип (дополнительно), оснащенный пневматическим захватом, он может упростить работу и более стабилен, когда машина работает на высокой скорости. скорость.
3. Главный двигатель оснащен датчиком регулировки скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (дополнительно), это оборудование обеспечивает удобство для заказчика при настройке размеров нестандартных изделий.
4. Подающее колесо и кулачковая система приводятся в действие цилиндром, кулачок может автоматически растягиваться, когда он возвращается, чтобы уменьшить истирание и шум. Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
5. Идеальная система контроля: проверка и удаление короткого материала, проверка низкого положения давления масла и давления воздуха, плавающая система контроля системы передачи, система остановки перегрузки и легкой нагрузки для защиты токарного станка и штампов и продления срока службы их.
6. Когда заказчик готовится отрегулировать винт бокового резания, ему нужно только отрегулировать положение станции бокового кулачка, после чего он может достичь цели бокового резания. Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
7. Станина токарного станка из высокопрочного материала, удлиненная конструкция основного и вспомогательного ползуна и ползун типа «педалерельс», который впервые применяется внутри страны, реализуют сборку «с нулевым пространством», что обеспечивает точность движения основного ползуна и продлевает их срок службы. умирает.
умирает.
8. Основные части всех типов машин прошли строгую процедуру литья и отжига для обеспечения твердости и точности стали.
9. Станция высечки круговой резки гарантирует, что размер срезаемого материала больше, чем диаметр заготовки, что также может обеспечить точную резку под прямым углом.
10. Автоматическая ограничитель размера материала может регулировать точность размера материала во время работы машины.
11. Синхронизированная выбивная система P.K.O делает выбор техники формования гибким.
12. Движущиеся и режущие кулачки переносного пальца рассчитываются с помощью профессионального компьютерного программного обеспечения, чтобы сделать машину стабильной в состоянии высокоскоростной ковки.
13. В электрической системе имеется импортный преобразователь, поэтому он легко управляется с бесступенчатым регулируемым приводом. ПЛК также используется для автоматической проверки рабочего режима формирователя с функциями сигнализации о неисправности и отображения неисправности.
14. Сенсорный экран и система числового управления человеко-машинным диалогом являются дополнительными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивного отверстия, длины барьера и длины подачи, это удобно для быстрого умереть изменение. Эта система имеет объем памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.
Изображение основной конструкции и деталей Представление машины для изготовления болтов с пятью станциями 13B-5S
| Корпус болтореза без кожуха | Высокоточный главный ползун |
| Система пружинных зажимов | Система трансферных пальцев |
| Система ПКО | Система резки проволоки |
| Система сцепления с тормозным устройством | Шестерня системы трансмиссии |
| Гидравлическая и пневматическая система управления | Механизм выгрузки материала с функцией быстрой замены выпуклой пластины |
| Система подачи проволоки | Система привода со спирально-конической передачей |
Стандартные принадлежности станка для изготовления болтов с пятью станциями 13B-5S
1. Один набор пробных инструментов
Один набор пробных инструментов
2. Один набор стандартных ручных инструментов.
3. Один комплект стандартных запасных частей.
4. Один комплект сцепления
5. Один комплект панели управления
6. Один комплект двигателя переменного тока
7. Система регулировки скорости преобразователя.
8. Полное покрытие
9. Устройство защиты обратной подачи
10. Один комплект стойки оператора (Покупатель соединяется на заводе Покупателя)
11. Внутренняя лампа
12. Один комплект предохранительного устройства
1. Пневматический датчик
2 , Безмасляный датчик
3. K.O. и П.К.О. Детектор поломки английской булавки
4. Детектор конца материала
5. Детектор перегрузки двигателя (включая моторы смазки, охлаждающей жидкости и вентилятора)
6. Детектор короткой подачи
7. Детектор недостаточного давления воздуха
8. Луб. Детектор нехватки масла
9. Двуручный блок управления для толчкового режима
13. Два комплекта электрооборудования, руководство по эксплуатации и обслуживанию на английском языке.
14. Продавец предоставит следующие запасные части к чертежу машины.
а) Стопорный винт матрицы
б) Стопорный винт пуансона
в) P.K.O. Рычаг
d) Ударная балка для всех станций
e) Чертеж обрезного кулачка
f) K.O. Чертеж стержня
g) Чертежи всех предохранительных болтов
h) Чертеж храпового колеса
i) Чертеж передаточного рычага
j) Чертеж правильных роликов
k) Полный комплект электрических чертежей
l) Чертежи штампов и штамповочных блоков
85S Автоматические болтовые детали Бывшая машина для изготовления шпилек
, шпильки с полной резьбой, шпильки с резьбовым концом, шпильки с двойным концом, резьбовой стержень, шпилька, стол для сборки гаек, сборка болтов, сборка крепежных деталей, машина для сборки болтов, машина для застегивания, сборка гаек и болтов Машина, полностью автоматическая машина для сборки болтов и гаек, автоматическая машина для изготовления болтов и гаек, машина для нарезания резьбы, машина для нарезки резьбы, машина для стальной арматуры
Машина для изготовления шпилек с резьбой, шпильки с полной резьбой, шпильки с резьбой, двухконечные шпильки, резьбовой стержень, шпилька, стол для сборки гаек, сборка болтов, сборка крепежных деталей, машина для сборки болтов, машина для застегивания, машина для сборки гаек и болтов, Полностью автоматическая машина для сборки болтов и гаек, автоматическая машина для изготовления болтов и гаек, машина для нарезки резьбы, машина для накатки резьбы, машина для стальной арматуры
| ||||||
О нас | Машины | НОВЫЙ 905:50 | Свяжитесь с нами | Испанский | ||||||
|



 Закаленный и закаленный пруток,
Металлический стержень QT, стержни Qt, стальной стержень Q T, стержни из углеродистой стали QT/SR, Q+T
4340 Стержень из кованой стали.
Закаленный и закаленный пруток,
Металлический стержень QT, стержни Qt, стальной стержень Q T, стержни из углеродистой стали QT/SR, Q+T
4340 Стержень из кованой стали.Нефтехимический завод, Нефтехимический завод Болты и гайки, U-образный болт Изготовление формовочной машины (полностью автоматическая производственная линия), изготовление двойных торцевых шпилек Формовочная машина, отвертка, отверточные машины, отверточная техника, синтетические технологические машины (механический центр), станки для снятия фаски, трансмиссионная ось для автомобиль, формовщик гаек, токарный станок с ЧПУ, автоматический резьбонарезной станок , Longevity Shiao Machinery, автоматизация сборки, автоматическая сборка и тестирование машина, модульные системы автоматизации производства, автоматизированная производственная сборка оборудование, автоматизация роботов, промышленная автоматизация, роботизированная производственная ячейка, автоматизация автомобильной сборки, механическая обработка, сборка и размещение, производство машина, машина автоматизации сборки специального назначения, система сборки и автоматизация сборки, модульная автоматизация заводской сборки и испытательная машина система, системы автоматизации сборки роботов, промышленная автоматизация, автомобильная промышленность сборочная система, механическая обработка, сборка и установка, машина специального назначения, обработка компонентов, изготовленные на заказ машины, транспортные конвейерные системы, металлические Обрабатывающее оборудование, универсальное токарное оборудование, SY-60, описание, характеристики, Детали, Станок для фрезерования канавок, Оборудование, ЗАМКИ, ИНСТРУМЕНТЫ, ГВОЗДИ, ВИНТЫ И КРЕПЕЖ, Скобяные товары и машины, Металл Оборудование, металлы, минералы, пресс-формы, сталь, оборудование и промышленные товары, Pionee
полностью продетая нитку машина для изготовления шпилек, Станок для изготовления резьбовых стержней, станок для изготовления шпилек, станок для изготовления гаек с резьбой стержневая машина, машина для производства резьбы шпильки, U-образный болт и гайка, ANCHOR БОЛТ, Болт с шестигранной головкой и гайка, Шпилька, Шпилька и гайка, Шпилька с полной резьбой, Метчик Торцевые шпильки, двухсторонние шпильки, резьбовой стержень, шпилька, автоматический болт с гайкой u машина для изготовления болтов машина для нарезания резьбы стержня машина для накатки резьбы для стали арматура,
@
История | National Machinery
1874: Где все началось
Компания National Machinery была основана в Кливленде, штат Огайо, г-ном Уильямом Р. Андерсоном. Со штатом из десяти человек г-н Андерсон поставил перед собой цель поставлять отрасли самое лучшее и новейшее оборудование для изготовления болтов и гаек.
Андерсоном. Со штатом из десяти человек г-н Андерсон поставил перед собой цель поставлять отрасли самое лучшее и новейшее оборудование для изготовления болтов и гаек.
1882: Переезд в Тиффин, Огайо
Мешех Фрост, будущий владелец, вместе с несколькими другими инвесторами убедил г-на Андерсона переместить Национальную Машиностроительную Компанию в Тиффин, Огайо.
1883: 3 престижных награды
На Национальной выставке железнодорожной техники, проходившей в Чикаго, компания National получила награды за лучший болторез, лучший болторез и лучший станок для горячего прессования гаек. Именно Bolt Cutter принес имя National в магазины болтов по всему миру. Его производительность при нарезании настоящей резьбы не имела себе равных. Наш болторез № 1 нарезает резьбу размером от 3/16 дюйма до 1 дюйма. Он весил около 900 фунтов и продавался всего за 233 доллара.
1885: Машины для изготовления гвоздей
Машины для изготовления гвоздей были представлены в 1885 году и продолжали оставаться постоянным источником бизнеса до 1940-х годов. Наш мастер для ногтей был популярен во всем мире и временами был единственным доступным производителем для ногтей.
Наш мастер для ногтей был популярен во всем мире и временами был единственным доступным производителем для ногтей.
1889: «Гигантский концерн»
В 1889 г. газета New York Daily опубликовала краткое заявление о компании National Machinery Company: «Это гигантский концерн, занимающий здание размером 300 на 100 футов. с годовой производительностью 150 000 долларов и пользуются уникальной честью быть единственным предприятием в мире, способным оснастить завод по производству болтов и гаек оборудованием. У них есть переписка и продажи по всему миру ».
19:00: Мешех Фрост становится владельцем
Мешех воспользовался опционом на выкуп акций других инвесторов и стал владельцем и генеральным директором Национальной машиностроительной компании.
1901: Инновации были ключом к росту
Инновационные машины продолжали поступать с наших чертежных досок, и на рубеже веков компания National Machinery Company поставляла такие машины, как Станки для кованых гаек и даже несколько станков для холодной заклепки.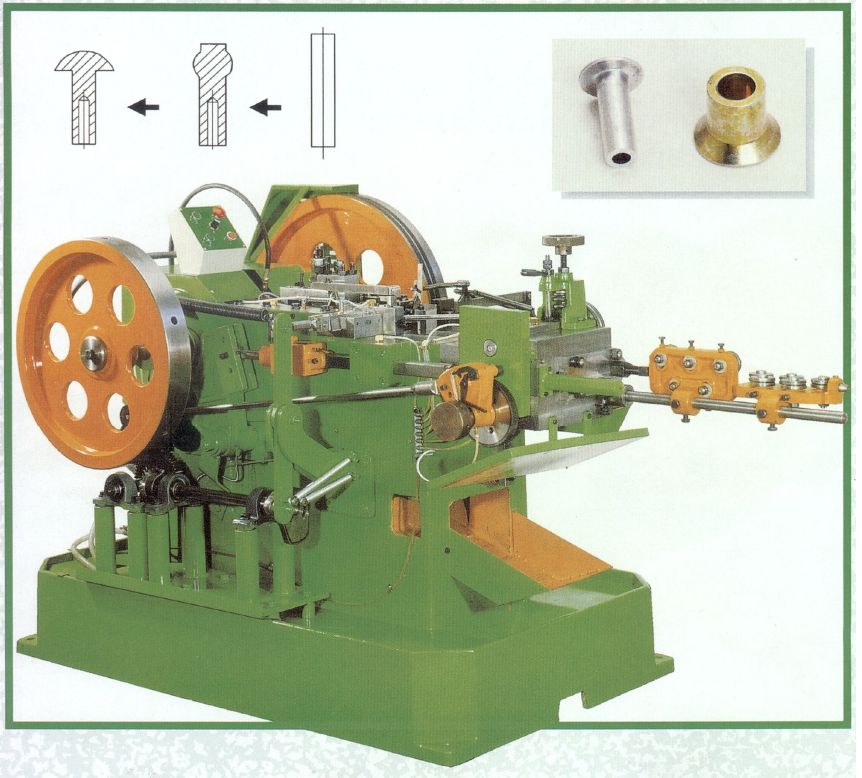 К тому времени мы удвоили нашу первоначальную фабрику площадью 300 000 кв. футов, а число наших клиентов составило около 350.
К тому времени мы удвоили нашу первоначальную фабрику площадью 300 000 кв. футов, а число наших клиентов составило около 350.
1908: Электричество
Модернизация продолжалась, и в 1908 году был установлен первый большой мостовой кран. С появлением современных электродвигателей паровые двигатели, приводившие в движение линейные валы, ушли в прошлое, а электричество стало новым источником энергии.
1915: ковка волны будущего
Примерно в 1915 году спрос на поковки для железной дороги и новой автомобильной промышленности достиг рекордно высокого уровня. Инженеры обнаружили, что поковки намного прочнее отливок. С ростом популярности ковки мы предоставили отрасли Национальную машину для ковки тяжелых моделей, нашу первую машину, разработанную специально для ковки деталей, а не только болтов и гаек. Это стало предшественником того, что мы знаем сегодня как нашу высокопроизводительную ковочную машину.
1925: 200 посетителей со всего мира
Мы провели «Вторую выставку и демонстрацию кузнечного оборудования». На этом четырехдневном шоу более 200 посетителей со всего мира увидели новейшее оборудование и методы, доступные для ковки деталей. Всего было представлено 35 жаток и ковочных машин.
На этом четырехдневном шоу более 200 посетителей со всего мира увидели новейшее оборудование и методы, доступные для ковки деталей. Всего было представлено 35 жаток и ковочных машин.
1927: Самая большая в мире ковочная машина
Мы построили самую большую в мире ковочную машину, 7-1/2″. Она весила колоссальные 187 тонн. В 1928 марта мы отгрузили первую автоматическую ковочную машину с клещевой подачей. Эта радикально новая концепция ковки привлекла внимание другого очень важного предпринимателя того времени, Генри Форда. Генри приобрел 4-дюймовую кузнечную машину с автоматической клещевой подачей National. Когда в Детройт прибывали гости и высокопоставленные лица, он отвозил их прямо к своей 4-дюймовой ковочной машине National, которую он считал чудом своего времени.
1930: Запуск Maxipres
Новая машина и новое имя вспыхнули в кузнечной промышленности — Maxipres. Хотя Maxipres действительно начинался как пресс для чеканки, вскоре он стал ценным активом для ковочной линии. С развитием нашего пневматического сцепления в начале 1940-х годов он был переименован в High-Speed Forging Maxipres.
С развитием нашего пневматического сцепления в начале 1940-х годов он был переименован в High-Speed Forging Maxipres.
1941: 9-дюймовая ковочная машина
Мы построили нашу первую 9-дюймовую ковочную машину весом чуть более 525 000 фунтов. Эта машина была известна во всем мире как самая большая ковочная машина из когда-либо построенных. В отличие от этого, мы также предложили новую линию
Благодаря нашим усилиям мы получили известную награду «Army Navy E» Только около 3,5% компаний в нашей стране получил эту престижную награду. Церемония прошла в местном театре Ритц.
1944: Новый способ изготовления орехов
Мы представили наш первый формирователь холодных орехов как новый способ изготовления орехов. Эта машина включала в себя уникальную передачу, которая позволяла нам вращать заготовку между операциями, тем самым улучшая целостность сформированной заготовки гайки, повышая производительность и экономя материал. Этот процесс по-прежнему является предпочтительным методом изготовления орехов даже сегодня.
Этот процесс по-прежнему является предпочтительным методом изготовления орехов даже сегодня.
1947: Э.Дж. Manville Co. Покупка
Наш рост продолжился, и не только за счет новых продуктов, которые мы разработали, но и за счет покупки компании E.J. Компания Manville в Уотербери, Коннектикут. Это помогло нам дополнить нашу линейку долбежных станков, резьбонарезных станков и другого оборудования для изготовления крепежа. Мы продолжали строить линию Manville и поставлять запасные части еще 20 лет.
1948: № 10 Maxipres
Компания National проводит день открытых дверей, на котором сотрудники и члены их семей имеют возможность увидеть самый большой в мире кузнечный пресс, наш № 10 Maxipres мощностью 1 600 000 фунтов. Этот массивный пресс весил более половины населения Тиффина.
1951: Поковки лопаток реактивных двигателей
В начале 50-х годов наша модернизация Maxipres была завершена и была использована во время войны в Корее, установив новые стандарты в производстве поковок лопаток реактивных двигателей. На время войны правительство взяло на себя практически все наши производственные мощности, чтобы сделать максипрессы для ковки реактивных лопастей, которые были так важны для военных действий.
На время войны правительство взяло на себя практически все наши производственные мощности, чтобы сделать максипрессы для ковки реактивных лопастей, которые были так важны для военных действий.
1954: 1 миллион фунтов стерлингов
Еще один рекорд был установлен, когда мы построили нашу первую 10-дюймовую кузнечную машину, самую большую в мире, стоимость которой превысила 1 миллион фунтов. Большинство наших строительных программ были завершены. Завод расширился до более чем 400 000 кв. футов, что в семь раз больше, чем на рубеже веков. Был проведен день открытых дверей, чтобы продемонстрировать новое расширение и наши инвестиции в более чем 150 новых машин. Посещаемость была невероятной… более 20 000 посетителей.0003
1956: Крупнейший в мире производитель болтов
В середине 50-х годов мы завершили выпуск совершенно новой линии четырехштамповых болтоделательных машин, включая крупнейшего в мире производителя болтов. Этот гигант мог потреблять одну тонну стали каждые 13 минут.
1958: Международная экспансия
Мы снова расширились, приобретя компанию JG Kayser в Нюрнберге, Германия. Эта 103-летняя компания была крупнейшим производителем оборудования для холодной штамповки за пределами США. Это приобретение дало нам возможность роста на мировом рынке и открыло новую эру международного бизнеса.
1960: Формовка сложных форм
С новым акцентом на формовку сложных форм потребовалась новая линия машин, таких как наши пяти- и шестиштамповые машины холодной штамповки. Универсальный трансфер был разработан, чтобы добавить еще больше гибкости и возможностей формовки этой новой линии современного оборудования для холодной штамповки.
1963: Премия президента Кеннеди «E»
В начале 60-х годов мы продолжали расширять нашу линейку машин. Новые экструзионные максипрессы, трубчатые заклепочные коллекторы с одной матрицей, холодные коллекторы с двумя матрицами и тремя ударами и самый большой в мире пресс, 8000-тонный максипресс, были гордостью Tiffin. Наше служение стране и обществу продолжалось на протяжении 60-х годов, и мы получили в 1963 Премия президента Кеннеди «E» за значительный вклад в государственную программу расширения экспорта. В то время только 200 компаний в США получили эту награду.
Наше служение стране и обществу продолжалось на протяжении 60-х годов, и мы получили в 1963 Премия президента Кеннеди «E» за значительный вклад в государственную программу расширения экспорта. В то время только 200 компаний в США получили эту награду.
1971: Завершение строительства 200-тонного пролета
Бизнес шел хорошо, у нас было светлое будущее, и нам нужно было больше мощностей для строительства новых больших формовочных станков, поэтому начались работы над новым 200-тонным пролётом
1972: 1000-я высота -Speed Cold Header
Мы достигли еще одной важной вехи, поставив нашу 1000-ю высокоскоростную холодную жатку.
1976: Приобретение
С ростом бизнеса нам нужно было расширяться, поэтому мы снова обратились к внешним приобретениям и купили компанию Special Machine Company в Рокфорде, штат Иллинойс, которую мы преобразовали в предприятие по производству листового металла для поставки наших звуковых корпусов. . В Нюрнберге требовались дополнительные мощности, поэтому была приобретена небольшая производственная компания в соседнем Кульмбахе, Бавария, чтобы добавить столь необходимые мощности по обработке.
. В Нюрнберге требовались дополнительные мощности, поэтому была приобретена небольшая производственная компания в соседнем Кульмбахе, Бавария, чтобы добавить столь необходимые мощности по обработке.
1979: Горячие формы
70-е годы подошли к концу с четырьмя новыми и лучшими идеями, такими как наша линейка горячеформовочных прессов с тремя и четырьмя штампами. Эти машины принимали прутки, подаваемые через индукционные нагреватели, и производили гайки и специальные детали со скоростью до 150 штук в минуту. Самый большой, 10-3 Hot Former, установил еще один мировой рекорд по размеру. Он был отправлен заказчику во Францию для производства зубчатых заготовок и зубчатых венцов. Этот большой горячеформовочный станок мог подавать горячекатаные прутки диаметром более 3 дюймов и заготовки зубчатых колес диаметром 8 дюймов со скоростью 45 передач в минуту.
1981: Конкуренты прекращают свою деятельность
В 70-х и начале 80-х годов у нас были рекордные заказы и отгрузки, в то время как другим производителям оборудования было трудно выживать. В 1981 году наш крупнейший конкурент в США Waterbury Farrel Div. Textron, закрыла дверь на его холодную высадку и формовочное оборудование. Они ссылались на снижение рынка. Они сказали, что им будет лучше сосредоточиться на прокатном оборудовании, а не на холодной высадке или нарезании резьбы.
В 1981 году наш крупнейший конкурент в США Waterbury Farrel Div. Textron, закрыла дверь на его холодную высадку и формовочное оборудование. Они ссылались на снижение рынка. Они сказали, что им будет лучше сосредоточиться на прокатном оборудовании, а не на холодной высадке или нарезании резьбы.
1983: Новая линия накатывания резьбы
Мы приобрели резьбонакатную часть компании Hartford Specialty Machinery Company и привезли эту линию в Tiffin. Мы производили резьбонарезные станки Hartford до тех пор, пока не разработали собственную линейку более технически совершенных резьбонарезных станков FORMAX. После внедрения резьбонарезных станков FORMAX мы продали линию Hartford компании Reed Roll Thread Company.
1989: Представлен FORMAX®
Позитивные усилия людей, работающих вместе, стали очевидны для клиентов, когда мы представили FORMAX 19 ноября.89 в Атланте, Джорджия, на Международной выставке крепежа (IFE). Мы представили для рекордного количества людей нашу новую концепцию оборудования для холодной штамповки: FORMAX. Линия холодных формовочных станков FORMAX удовлетворяла потребности производителей крепежных изделий и деталей холодной штамповки и была быстро принята многими нашими клиентами. Ранний успех FORMAX превзошел наши ожидания. FORMAX предоставил клиентам очень простую и удобную в эксплуатации систему, которая резко увеличила производительность за счет более высоких скоростей машин и более быстрой смены заданий. Этот новый подход к оборудованию для холодной штамповки был быстро принят во всем мире.
Линия холодных формовочных станков FORMAX удовлетворяла потребности производителей крепежных изделий и деталей холодной штамповки и была быстро принята многими нашими клиентами. Ранний успех FORMAX превзошел наши ожидания. FORMAX предоставил клиентам очень простую и удобную в эксплуатации систему, которая резко увеличила производительность за счет более высоких скоростей машин и более быстрой смены заданий. Этот новый подход к оборудованию для холодной штамповки был быстро принят во всем мире.
1999: FORMAX 2000
Технология FORMAX продолжает расширяться и расти. Теперь он включает в себя наши формирователи FORMAX PLUS, резьбонарезные станки FORMAX PLUS и FORMAX PLUS для крупногабаритных деталей. В 1999 году на выставке IFE Show в Чикаго мы представили новый FORMAX 2000. Эта технология продвинет нас и индустрию штампованных деталей в будущее. Когда мы объединяем передовые технологии FORMAX с самоотверженностью наших сотрудников, предоставляющих превосходный сервис и высококачественное оборудование, неудивительно, что мы заработали репутацию установления «мирового стандарта совершенства».
2002: Компания National Machinery перешла в собственность
После непродолжительного закрытия компания National Machinery куплена членом семьи бывшего владельца Мешеха Фроста. National Machinery Company переименована в National Machinery LLC, и ее возглавляет Эндрю Калноу в качестве мажоритарного владельца и генерального директора.
2004 г.: 130-летие
В 2004 г. компания National отпраздновала 130-летие Днем открытых дверей, на котором был продемонстрирован центр приема новых посетителей и осмотр всего оборудования, а также демонстрация оборудования для клиентов и сообщества Tiffin.
2007: National Machinery China
В этом году произошло значительное расширение с открытием National Machinery China в Сучжоу. Это предприятие, находящееся в полной собственности, служит для обслуживания клиентов и запасных частей для Китая, а также для производства недавно представленных моделей машин LeanFX и PumaFX FORMAX.
2008: Запуск моделей LeanFX и PumaFX
Эта новая линейка сочетает в себе высокие стандарты производительности FORMAX® с простотой эксплуатации и конкурентоспособными ценами, востребованными на современном мировом рынке.
2011: Производство 7-матриц FORMAX
FORMAX продолжало развиваться на протяжении многих лет. Начиная с оригинальной машины FORMAX, линейка расширилась до моделей FORMAX Plus и FORMAX 2000. Formax Plus для крупных деталей был добавлен вместе с возможностью производства сверхдлинных деталей. В последнее время возможность разрабатывать сложные детали привела к увеличению количества штампов, доступных на машинах с 7 штампами, которые становятся все более распространенными.
2012: Компания National Machinery Europe переезжает
Наше производство NM Europe переехало в совершенно новое помещение. Мы построили совершенно новый сервисный, ремонтный и запасной центр для обслуживания европейского континента, а также офисы — все они по-прежнему расположены в историческом городе Нюрнберг, Германия.
2014: Создание местной службы в Бразилии
Этот офис был создан для обеспечения более широкого обслуживания в Южной Америке. Специалисты по обслуживанию, работающие полный рабочий день, доступны для выездного обслуживания, устранения неполадок и заказа запчастей. Этот офис обслуживания дополняет наш давно существующий офис продаж в Сан-Паулу.
Специалисты по обслуживанию, работающие полный рабочий день, доступны для выездного обслуживания, устранения неполадок и заказа запчастей. Этот офис обслуживания дополняет наш давно существующий офис продаж в Сан-Паулу.
2014: 140 лет
На неделе 22 сентября отмечалось празднование 140-летия National Machinery. Более 150 клиентов посетили каждый день трехдневного мероприятия Open House. Посетители смогли увидеть результаты обширных расходов завода за последние два года, включая инвестиции в новое производственное обрабатывающее оборудование, контрольно-измерительное оборудование, усовершенствования технологического процесса и рабочие места сотрудников.
2015: National Machinery приобретает SMART Machinery Srl
Компания National Machinery LLC объявляет о приобретении контрольного пакета акций SMART Machinery Srl. SMART Machinery — это новая компания, созданная для того, чтобы взять на себя деловые интересы и активы S.M.A.R.T Srl, компании из Тортона, Италия, которая является ведущим производителем станков с резьбовыми роликами и пионером в использовании технологии сервоприводов.
2015: National Machinery приобретает Allied Mechanical Services
Компания Allied Mechanical Services была создана как авторизованный сервисный центр National Machinery для обслуживания Западного побережья. Этот центр предлагает ремонт машин, оценку машин, выездное обслуживание и ремонт компонентов.
2016: Холодная формовка с помощью робота
Модель FORMAX PLUS XXV компании National Machinery была разработана для того, чтобы вывести эту концепцию на новый уровень с возможностью оснащения ее современным роботизированным устройством смены инструмента. Этот робот получает доступ к внешнему установочному приспособлению для автоматической смены инструмента/матрицы, распределительного вала IFO, режущей/пиновой кассеты и перемещения слайдов, не требуя присутствия человека в зоне штампа машины. FORMAX XXV с роботизированным устройством смены инструмента использует передовые технологии, чтобы сделать смену инструмента быстрее, безопаснее и более воспроизводимой.
2018: Расширенный пакет «Индустрия 4.0» представлен на отраслевой выставке WIRE®
По мере того, как мир все больше склоняется к технологиям для развития производства, интеллектуальные фабрики получают преимущество. Компания National Machinery понимает преимущества этой новой технологии и оборудовала новые машины FORMAX усовершенствованиями, позволяющими им легко работать с приложениями Индустрии 4.0.
Станок для изготовления болтов и гаек – Nanak Nam Machinery Co.
- Детали
- Технические решения
- Заказать
Детали
| Модель | Вместимость Диаметр/Длина | Производство, шт./мин. | Требуется л.с. |
| BM H-3 Жатка BM T-3 Тримминг MB RT-3 Роликовая резьба | 3/16×1,5″ 5 мм x 35 мм | 80-100 80-100 80-100 | 2×960 2×1440 2×1440 |
| BM H-4 Жатка BM T-4 Тримминг MB RT-4 Роликовая резьба | 4 x 2″ 6 мм x 50 мм | 60-80 60-80 60-80 | 5×960 3×1440 3×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 14 x 2,5″ 6 мм x 65 мм | 60-80 60-80 60-80 | 5×960 3×1440 3×1440 |
| Жатка BM H-4A Обрезка BM T-4A MB RT-4A Роликовая резьба | 5/16 x 2,5″ 8 мм x 50 мм | 50-70 50-70 50-70 | 5×960 3×1440 3×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 5/16 x 3″ 8 мм x 75 мм | 50-70 50-70 50-70 | 5×960 3×1440 5×1440 |
| BM H Коллектор BM T Trimming MB RT Роликовая резьба | 5/16 x 4″ 8 мм x 100 мм | 45-50 45-50 45-50 | 5×960 3×1440 5×1440 |
| BM H-5 Жатка BM T-5 Тримминг MB RT-5 Роликовая резьба | 3/8 x 3″ 10 мм x 75 мм | 45-50 45-50 45-50 | 7,5×960 5×1440 5×1440 |
| BM H-5A Жатка BM T-5A Обрезка MB RT-5A Роликовая резьба | 3/8 x 4″ 10 мм x 100 мм | 40-50 40-50 40-50 | 10×960 7,5×1440 7,5×1440 |
| BM H Жатка BM T Обрезка MB RT Роликовая резьба | 3/8 x 6″ 10 мм x 150 мм | 35-40 35-40 35-40 | 10×960 7,5×1440 7,5×1440 |
| BM T-6 Trimming MB RT-6 Roll Thread | 12 мм x 100 мм | 35-40 35-40 35-40 | 15×960 7,5×1440 10×1440 |
| BM H-6A Жатка BM T-6A Обрезка MB RT-6A Рулонная резьба | 1/2 x 6″ 12 мм x 150 мм | 35-40 35-40 35-40 Полуавтоматический | 15×960 10×1440 15×1440 |
| Жатка BM H-7 Обрезка BMT-7 MB RT-7 Роликовая резьба | 5/8 x 5″ 16 мм x 125 мм | 30-35 30-35 30-35 Полуавтоматический | 20×960 15×1440 15×1440 |
| Жатка BM H-7A Обрезка BMT-7A MB RT-7A Роликовая резьба | 5/8 x 6″ 16 мм x 150 мм | 30-35 30-35 30-35 Полуавтоматический | 25×960 15×1440 15×1440 |
| Жатка BM H-8 Обрезка BM T-8 MB RT-8 Роликовая резьба | 3/4 x 6″ 20 мм x 150 мм | 25-30 25-30 25-30 полуавтоматический | 35×960 20×1440 25×1440 |
Технические решения
| Модель | Вместимость Диаметр/Длина | Производство, шт. /мин. /мин. | Требуется л.с. |
| BM H-3 Жатка BM T-3 Тримминг MB RT-3 Роликовая резьба | 3/16×1,5″ 5 мм x 35 мм | 80-100 80-100 80-100 | 2×960 2×1440 2×1440 |
| BM H-4 Жатка BM T-4 Тримминг MB RT-4 Роликовая резьба | 4 x 2″ 6 мм x 50 мм | 60-80 60-80 60-80 | 5×960 3×1440 3×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 14 x 2,5″ 6 мм x 65 мм | 60-80 60-80 60-80 | 5×960 3×1440 3×1440 |
| Жатка BM H-4A Обрезка BM T-4A MB RT-4A Роликовая резьба | 5/16 x 2,5″ 8 мм x 50 мм | 50-70 50-70 50-70 | 5×960 3×1440 3×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 5/16 x 3″ 8 мм x 75 мм | 50-70 50-70 50-70 | 5×960 3×1440 5×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 5/16 x 4″ 8 мм x 100 мм | 45-50 45-50 45-50 | 5×960 3×1440 5×1440 |
| BM H-5 Жатка BM T-5 Тримминг MB RT-5 Роликовая резьба | 3/8 x 3″ 10 мм x 75 мм | 45-50 45-50 45-50 | 7,5×960 5×1440 5×1440 |
| BM H-5A Жатка BM T-5A Обрезка MB RT-5A Роликовая резьба | 3/8 x 4″ 10 мм x 100 мм | 40-50 40-50 40-50 | 10×960 7,5×1440 7,5×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 3/8 x 6″ 10 мм x 150 мм | 35-40 35-40 35-40 | 10×960 7,5×1440 7,5×1440 |
| BM T-6 Trimming MB RT-6 Roll Thread | <сильный1/2x 4″ 12 мм x 100 мм | 35-40 35-40 35-40 | 15×960 7,5×1440 10×1440 |
| BM H-6A Жатка BM T-6A Обрезка MB RT-6A Рулонная резьба | 1/2 x 6″ 12 мм x 150 мм | 35-40 35-40 35-40 Полуавтоматический | 15×960 10×1440 15×1440 |
| Жатка BM H-7 Обрезка BMT-7 MB RT-7 Роликовая резьба | 5/8 x 5″ 16 мм x 125 мм | 30-35 30-35 30-35 Полуавтоматический | 20×960 15×1440 15×1440 |
| BM H-7A Жатка BMT-7A Обрезка MB RT-7A Рулонная резьба | 5/8 x 6″ 16 мм x 150 мм | 30-35 30-35 30-35 Полуавтоматический | 25×960 15×1440 15×1440 |
| Жатка BM H-8 Обрезка BM T-8 MB RT-8 Роликовая резьба | 3/4 x 6″ 20 мм x 150 мм | 25-30 25-30 25-30 Полуавтоматический | 35×960 20×1440 25×1440 |
Заказать сейчас
Ваше имя (обязательно)
Ваш адрес электронной почты (обязательно)
Тема
Ваше сообщение
- Детали
- Технические решения
- Заказать сейчас
Детали
| Модель | Вместимость Диаметр/Длина | Производство, шт. /мин. /мин. | Требуется л.с. |
| BM H-3 Жатка BM T-3 Тримминг MB RT-3 Роликовая резьба | 3/16×1,5″ 5 мм x 35 мм | 80-100 80-100 80-100 | 2×960 2×1440 2×1440 |
| BM H-4 Жатка BM T-4 Тримминг MB RT-4 Роликовая резьба | 4 x 2″ 6 мм x 50 мм | 60-80 60-80 60-80 | 5×960 3×1440 3×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 14 x 2,5″ 6 мм x 65 мм | 60-80 60-80 60-80 | 5×960 3×1440 3×1440 |
| Жатка BM H-4A Обрезка BM T-4A MB RT-4A Роликовая резьба | 5/16 x 2,5″ 8 мм x 50 мм | 50-70 50-70 50-70 | 5×960 3×1440 3×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 5/16 x 3″ 8 мм x 75 мм | 50-70 50-70 50-70 | 5×960 3×1440 5×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 5/16 x 4″ 8 мм x 100 мм | 45-50 45-50 45-50 | 5×960 3×1440 5×1440 |
| BM H-5 Жатка BM T-5 Тримминг MB RT-5 Роликовая резьба | 3/8 x 3″ 10 мм x 75 мм | 45-50 45-50 45-50 | 7,5×960 5×1440 5×1440 |
| BM H-5A Жатка BM T-5A Обрезка MB RT-5A Роликовая резьба | 3/8 x 4″ 10 мм x 100 мм | 40-50 40-50 40-50 | 10×960 7,5×1440 7,5×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 3/8 x 6″ 10 мм x 150 мм | 35-40 35-40 35-40 | 10×960 7,5×1440 7,5×1440 |
| BM T-6 Trimming MB RT-6 Roll Thread | 12 мм x 100 мм | 35-40 35-40 35-40 | 15×960 7,5×1440 10×1440 |
| BM H-6A Жатка BM T-6A Обрезка MB RT-6A Рулонная резьба | 1/2 x 6″ 12 мм x 150 мм | 35-40 35-40 35-40 Полуавтоматический | 15×960 10×1440 15×1440 |
| Жатка BM H-7 Обрезка BMT-7 MB RT-7 Роликовая резьба | 5/8 x 5″ 16 мм x 125 мм | 30-35 30-35 30-35 Полуавтоматический | 20×960 15×1440 15×1440 |
| Жатка BM H-7A Обрезка BMT-7A MB RT-7A Роликовая резьба | 5/8 x 6″ 16 мм x 150 мм | 30-35 30-35 30-35 Полуавтоматический | 25×960 15×1440 15×1440 |
| Жатка BM H-8 Обрезка BM T-8 MB RT-8 Роликовая резьба | 3/4 x 6″ 20 мм x 150 мм | 25-30 25-30 25-30 полуавтоматический | 35×960 20×1440 25×1440 |
Технические решения
| Модель | Вместимость Диаметр/Длина | Производство, шт. /мин. /мин. | Требуется л.с. |
| BM H-3 Жатка BM T-3 Тримминг MB RT-3 Роликовая резьба | 3/16×1,5″ 5 мм x 35 мм | 80-100 80-100 80-100 | 2×960 2×1440 2×1440 |
| BM H-4 Жатка BM T-4 Тримминг MB RT-4 Роликовая резьба | 4 x 2″ 6 мм x 50 мм | 60-80 60-80 60-80 | 5×960 3×1440 3×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 14 x 2,5″ 6 мм x 65 мм | 60-80 60-80 60-80 | 5×960 3×1440 3×1440 |
| Жатка BM H-4A Обрезка BM T-4A MB RT-4A Роликовая резьба | 5/16 x 2,5″ 8 мм x 50 мм | 50-70 50-70 50-70 | 5×960 3×1440 3×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 5/16 x 3″ 8 мм x 75 мм | 50-70 50-70 50-70 | 5×960 3×1440 5×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 5/16 x 4″ 8 мм x 100 мм | 45-50 45-50 45-50 | 5×960 3×1440 5×1440 |
| BM H-5 Жатка BM T-5 Тримминг MB RT-5 Роликовая резьба | 3/8 x 3″ 10 мм x 75 мм | 45-50 45-50 45-50 | 7,5×960 5×1440 5×1440 |
| BM H-5A Жатка BM T-5A Обрезка MB RT-5A Роликовая резьба | 3/8 x 4″ 10 мм x 100 мм | 40-50 40-50 40-50 | 10×960 7,5×1440 7,5×1440 |
| BM H Жатка BM T Обрезка MB RT Рулонная резьба | 3/8 x 6″ 10 мм x 150 мм | 35-40 35-40 35-40 | 10×960 7,5×1440 7,5×1440 |
| BM T-6 Trimming MB RT-6 Roll Thread | 12 мм x 100 мм | 35-40 35-40 35-40 | 15×960 7,5×1440 10×1440 |
| BM H-6A Жатка BM T-6A Обрезка MB RT-6A Рулонная резьба | 1/2 x 6″ 12 мм x 150 мм | 35-40 35-40 35-40 Полуавтоматический | 15×960 10×1440 15×1440 |
| BM H-7 Коллектор BMT-7 Обрезка MB RT-7 Роликовая резьба | 5/8 x 5″ 16 мм x 125 мм | 30-35 30-35 30-35 Полуавтоматический | 20×960 15×1440 15×1440 |
| Жатка BM H-7A Обрезка BMT-7A MB RT-7A Роликовая резьба | 5/8 x 6″ 16 мм x 150 мм | 30-35 30-35 30-35 Полуавтоматический | 25×960 15×1440 15×1440 |
| Жатка BM H-8 Обрезка BM T-8 MB RT-8 Роликовая резьба | 3/4 x 6″ 20 мм x 150 мм | 25-30 25-30 25-30 полуавтоматический | 35×960 20×1440 25×1440 |
СТАНОК ДЛЯ ЗАТОЧКИ
| Название/номер модели | НАНАК НАМ |
| Уровень автоматизации | Автоматический |
| Торговая марка | НАНАК НАМ МАШИНЕРИ КО |
| Гарантия | 1 год |
| Страна происхождения | Сделано в Индии |
Макс. |