Этапы производства стеклопакетов
Чтобы современные окна имели отличные характеристики, производство стеклопакетов должно выполняться в строгом соответствии с технологическими стандартами. Основное требование к этим изделиям – абсолютная герметичность. Однако помимо этого существует еще ряд не мене важных критериев – стабильность форм, заявленная производителем звуко- и теплоизоляция, а также отсутствие конденсата на внутренней стороне стекол. Такого результата можно добиться только в том случае, если выполнять все нормативы в процессе производства.Нюансы терминологии
Технология изготовления стеклопакетов для окон из пластика, евробруса и алюминия одинаковая. Вследствие этого не существует отдельное производство деревянных стеклопакетов и других их видов. К тому же в самом этом термине содержится смысловая ошибка, которая может ввести в заблуждение. Ведь ни в каком в стеклопакете нет деревянных деталей, а речь в данном случае идет об изготовлении стеклопакетов для деревянных окон.Для производства этих элементов оконных конструкций используются:
- различные виды стекла;
- металлические или пластиковые дистанционные рамки;
- герметики;
- инертный газ;
- поглотитель влаги;
- декоративные элементы – фьюзинг, полимеры, бевели и протяжки;
- энергосберегающие и звукоизоляционные покрытия.
Для изготовления стеклопакетов с подогревом используются дополнительные материалы и специальные технологии. Подробнее об этом уникальном продукте читайте на ОкнаТрейд.
Этапы изготовления стеклопакетов
Благодаря автоматизации некоторых стадий этого процесса удалось добиться более высокого качества и сократить сроки изготовления стеклопакетов. Вся производственная процедура состоит из 7 этапов:- раскрой стекла;
- резка спейсеров – дистанционных рамок;
- мойка стекла;
- нанесение герметика;
- шлифовка краев стекла;
- первичная сборка;
- завершающая герметизация.
После выполнения всех перечисленных процессов стеклопакеты готовы к интеграции в оконные рамы.
Резка стекла
Одна из основных и самых важных процедур – резка стекла. Причем в этом процессе значение имеет не только точность, но и сохранение структуры раскраиваемого материала, а также обеспечение ровных краев разлома. Дело в том, что в процессе резки на стекле образуются микротрещины, которые имеют способность довольно быстро «самозалечиваться». В результате такой особенности, если замешкаться, можно допустить брак, поэтому при качественном раскрое разлом должен выполняться сразу же после разреза.Сегодня этот процесс полностью автоматизирован, поэтому производителям стеклопакетов удалось повысить качество. Резка осуществляется на специальных форматно-раскроечных станках с ЧПУ и специальными воздушными подушками для листов стекла. Кроме того, для предотвращения сколов линия реза сразу же автоматически обрабатывается смазывающей жидкостью с низкой вязкостью. Благодаря этому существенно замедляется процесс «самозалечивания» стекла, и удается добиться идеально ровных разломов без сколов.
Подготовка дистанционных рамок
Одновременно с процессом резки стекла осуществляется подготовка дистанционных рамок, о видах которых можно узнать в обзоре на ОкнаТрейд. Поскольку дистанционные рамки изготавливаются путем предварительной резки профилей и последующей их сборки в цельный каркас или при помощи гибки, подготовительная процедура может отличаться в зависимости от выбора дистанционного профиля. В ходе сборки во внутренние полости спейсеров засыпается молекулярное сито – специальные поглощающие гранулы. К этому материалу предъявляется ряд требований:- способность впитывать исключительно влагу и инертность к другим содержащимся в воздухе веществам;
- подходящий диаметр гранул, который не позволит им высыпаться из отверстий в дистанционной рамке.
Изготовление стеклопакетов на этом этапе выполняется с тем учетом, чтобы стекла не запотевали изнутри в процессе эксплуатации окон. В процессе этого мероприятия важно правильно определить «точку росы», благодаря чему будет подобрано правильное количество поглотителя влаги.
При заказе стеклопакетов рекомендуется отдавать предпочтение моделям, изготовленным из дистанционных рамок с терморазрывом. Использование таких спейсеров позволяет устранить «мостики холода» в этой зоне оконной конструкции.
Мойка стекол
Мойка уже раскроенных стекол выполняется в специальной камере с применением деминерализованной воды. Вся процедура выполняется без применения моющих средств. Все загрязнения с поверхности стекла удаляются при помощи специальных щеток, имеющих ворс со строго определенной жесткость. Такая технология позволяет качественно очистить все поверхности и не поцарапать при этом стекло.Нанесение герметика
Эта кажущаяся простой процедура имеет принципиальное значение – если нарушить технологию ее выполнения, существует высокий риск разгерметизации стеклопакета. Составы на основе бутилов наносятся на поверхность спейсеров автоматическим или ручным способами. При этом второй вариант допускается только в том случае, когда производство стеклопакетов не носит массовый характер. В процессе нанесения принципиально важно, чтобы слой герметика был везде равномерным и составлял 3 мм.Шлифовка стекол
Перед выполнением непосредственного монтажа, чтобы снизить вероятность разрушения только что собранной конструкции, выполняется шлифовка стекол по периметру. Это мероприятие позволяет улучшить адгезию и обеспечивает страховку на то время, которое требуется для застывания герметика.Первичная сборка
На этом этапе стекла соединяются с дистанционными рамками, на которые предварительно был нанесен герметик. Очень важно, чтобы связующий состав после сборки имел исключительно черный цвет. Ведь наличие белых пятен на герметике означает то, что его касались руками или стекло плохо помыли. Это негативно сказывается на качестве соединительного шва. Во избежание подобных ситуаций рабочие работают в перчатках и следят за чистотой стекол. После сборки конструкции укладывают под специальный пресс, где под давлением бутиловое покрытие проникает в структуру силикатной массы и обеспечивает надежное соединение.Стеклопакеты с белыми пятнами в местах склеивания стекол и дистанционных рамок не пригодны для установки и эксплуатации. Использование таких изделий может привести к быстрому снижению энергоэффективности окон и уровня шумопоглощения.
Завершающая стадия
Изготовление стеклопакетов для окон заканчивается этапом нанесения на боковые части конструкции второго слоя герметика. Процедура выполняется в температурном диапазоне 16-25°C при влажности воздуха не выше 50%. В качестве вторичного слоя могут быть использованы тиоколовые, силиконовые или полиуретановые герметики. Благодаря этому этапу обеспечивается сохранность первичной геометрии стеклопакетов в течение всего их гарантийного срока эксплуатации.www.oknatrade.ru
Технология производства стеклопакетов | Поговорим о строительстве
 Стеклопакет – неотъемлемая часть окна. Его площадь занимает приблизительно 70% от площади всей оконной конструкции. По этой причине стеклопакету отведено особенное место в готовом изделии: увеличение теплоизоляционных свойств, обеспечение поглощения уличного шума, усиление световой проницаемости, ударостойкости, повышение сопротивляемости от воздействий ветра и снега. Как устроен стеклопакет, и какова технология его производства – поговорим в этой статье.
Стеклопакет – неотъемлемая часть окна. Его площадь занимает приблизительно 70% от площади всей оконной конструкции. По этой причине стеклопакету отведено особенное место в готовом изделии: увеличение теплоизоляционных свойств, обеспечение поглощения уличного шума, усиление световой проницаемости, ударостойкости, повышение сопротивляемости от воздействий ветра и снега. Как устроен стеклопакет, и какова технология его производства – поговорим в этой статье.
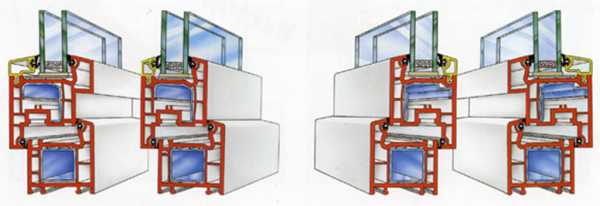
Стеклопакет представляет собой комплект стекол (1), разделенные друг от друга на определенное расстояние, образуя таким образом герметичное межстекольное пространство, заполненное осушенным воздухом, либо иным газом.
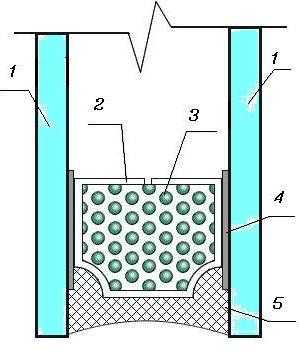
Сделать стеклопакет герметичным и прочным удается за счет применения двух контуров герметизации, для которых используют разные виды герметиков (4,5).
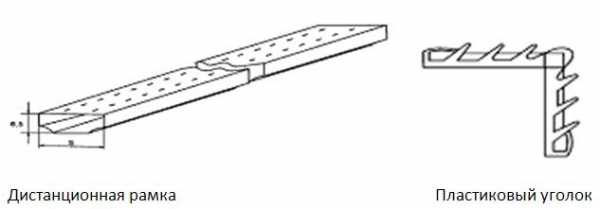
Дистанционная рамка (2) выполнена из изолированного алюминиевого профиля, имеющего два ряда перфораций по всей его длине. В полость дистанционной рамки засыпается влагопоглотитель (3), так называемый селикогель, который впитывает всю влагу, проникающую в межстекольное пространство. Таким образом, остается лишь осушенный газ, служащий отличным теплоизолятором.
Дистанционная рамка в углах стыкуется между собой при помощи угловых элементов.
Стеклопакеты делятся на:
- однокамерные – два стекла, имеющие между собой промежуток;
- двухкамерные – три стекла, разделенные двумя промежутками между ними соответственно.
Стеклопакеты должны отвечать требованиям ГОСТ 24866-99 «Стеклопакеты клееные строительного назначения».
Основные физические характеристики стеклопакетов
| Тип стеклопакета | Сопротивление теплопередаче, не менее, м·°С/Вт | Коэффициент направленного пропускания света, не менее, % | Звукоизоляция не менее, дБ | Точка росы не выше, °С |
| Однокамерный | 0,32 | 80 | 25 | Минус 45 |
| Двухкамерный | 0,44 | 72 | 27 | Минус 45 |
Производство стеклопакетов
Технологическая схема производства стеклопакетов изображена на схеме:
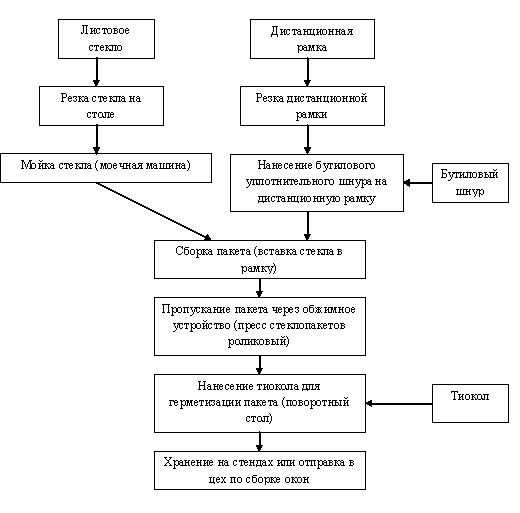
Первым делом стекло нарезают на куски нужного размера. Эту операцию выполняют опытные стекольщики на специальных раскроечных столах при помощи алмазного стеклореза. По раскроечному столу разрезанные листы стекла перемещаются благодаря отверстиям на поверхности стола, через которые нагнетается воздух. Таким образом, стекло «едет» по поверхности стола на воздушной подушке.
Готовые листы прогоняют через специальный станок. Он срезает фаску с торцов, делая надломленные после резки края стекла немного закругленными. Это не только в будущем защитит рабочих от порезов, но и увеличит прочность стекла, не позволит листу крошиться с краев.
Затем стекла отправляют в печь. В месте отреза, а механически это самый настоящий надлом, скопились внутренние напряжения, их необходимо сбросить прежде, чем вставлять это стекло в раму. Иначе оно может треснуть.
Моют стекла при помощи моечных машин, различающиеся по числу щеток. При большем объеме производства применяют сборочные линии, которые состоят из моечных машин и пресса.
Засыпание влагопоглотителя (селикагеля) в полость дистанционной рамки осуществляется на специальном стенде.
Молекулярные сита характеризуются следующими специфическими свойствами:
- высокая адсорбция;
- пониженная точка росы;
- десорбция азота (благодаря этому стекло не деформируется при значительных перепадах температур окружающей среды, за исключением механических нагрузок и повреждений, а также увеличивается срок эксплуатации стеклопакета).
Первичный слой герметизации наносят при помощи высокопроизводительного бутилэкструдера. Бутиловые экструдеры различаются по скорости подачи бутила, объему загрузки, максимальной и минимальной ширине обрабатываемой дистанционной рамки и пр.
Затем к стеклу приклеивается дистанционный контур, и сверху устанавливается другое стекло. Выполнение операции осуществляется на сборочном столе или на сборочной линии стеклопакетов.
Собранный стеклопакет подвергают опрессовке. Обжим позволяет достичь максимальной непроницаемости и необходимой толщины стеклопакета.
После сборки и опрессовки стеклопакет отправляют на поворотный стол, на котором при помощи тиокол-экструдера на торцевую часть наносят вторичный слой герметизации. В качестве герметика чаще всего используют двухкомпонентный полисульфидный герметик тиокол.
Собранные стеклопакеты, изготавливаемые на предприятии, должны быть приняты отделом технического контроля предприятия-изготовителя на соответствие требованиям технологического процесса и ГОСТ 24866-99. Для выпуска качественной продукции необходимо контролировать, например, чтобы внутри стеклопакета отсутствовала пыль и грязь, чтобы основной слой герметизации был непрерывным и т.д. На основании результатов технического контроля специалист ОТК делает вывод о годности изделия и выписывает на партию паспорт.
После этого стеклопакеты подвергают сушке на специальных стендах, конструкция которых устроена обеспечить беспрепятственную циркуляцию воздуха.
Теперь стеклопакет готов.
Послесловие
В заключении хотелось бы отметить преимущества современных окон со стеклопакетами относительно окон с обычным остеклением. Во-первых, это значительное снижение теплопотерь, и как следствие, затрат на отопление. Во-вторых, окна со стеклопакетами характеризуются хорошей шумоизоляцией. А раньше как было, только вспомните: друзья звали гулять на улицу, не заходя за вами домой, а просто кричали в окошко. И все было слышно! В-третьих, этот момент понравится домохозяйкам, в современных окнах площадь доступных поверхностей меньше, то есть такие окна вымыть гораздо быстрее. Итак, выгода очевидна.
stroy-talks.ru
Отраслевая энциклопедия. Окна, двери, мебель
| Статья требует доработки или изменения. Вы можете принять участие в её создании. |
На всех современных автоматизированных линиях по производству стеклопакетов может быть выделено несколько участков, соответствующих различным стадиям технологического процесса.
Резка стекла
На первом этапе производится резка стекла по типоразмерам.
Современные столы для резки — это высокомеханизированные устройства, в которых перемещение резца управляется компьютером по программе, задаваемой оператором с клавиатуры. Некоторые столы снабжены специальной программой по оптимизации раскроя, позволяющей снизить отходы до 5 % и ниже.
Перемещение стекла по поверхности стола производится на воздушной подушке, создаваемой с помощью большого числа отверстий на поверхности стола.
Ломка стекла после надреза осуществляется специальными штангами, поднимающимися из поверхности стола.
При прохождении режущего инструмента по поверхности стекла, на стекле образуется небольшая бороздка с микротрещинами. При надломе вдоль этой бороздки стекло раскалывается. Для того чтобы получить ровный срез, надлом необходимо производить достаточно быстро после создания бороздки. Это связано с так называемым эффектом «самозалечивания стекла» после создания микротрещин. Получившиеся микротрещины как бы начинают самопроизвольно склеиваться, и разлом стекла в этом случае значительно затруднён. Для того, чтобы избежать подобных явлений, применяется специальная жидкость для резки, которая обладает малой вязкостью и хорошими смачивающими свойствами. Она проникает в микротрещины и препятствует самозалечиванию стекла.
Резка дистанционных рамок и засыпка молекулярного сита
Параллельно с резкой стекла производится резка дистанционных рамок по размерам данного стеклопакета и предварительная сборка каркаса стеклопакета с помощью уголков и соединительных вставок.
Для качественной резки дистанционных рамок применяются специальные пилы, оснащенные дисковым пильным механизмом, механизмом зажима заготовок и рольгангами для подачи и замера заготовок.
Одновременно со сборкой дистанционные рамки заполняются молекулярным ситом (влагопоглатителем), адсорбирующим влагу из межстекольного пространства стеклопакета.
За счёт использования осушителя воздух, находящийся внутри стеклопакета, практически полностью обезвоживается, и таким образом устраняется возможность выпадения конденсата между стёклами во всём диапазоне нормальных эксплуатационных температур.
Засыпка производится с помощью специальных герметичных конструкций, которые являются одним из обязательных элементов комплекса оборудования для производства стеклопакетов.
Мойка стекол
На следующем этапе изготовления стеклопакетов производится мойка стёкол обессоленной водой (с проводимостью меньше 20 мкеим/см) в щёточной моечной машине.
Мойка стекол, имеющих мягкое низкоэмиссионное покрытие, должна производиться только специально предназначенными щётками, имеющими определённую жёсткость щетинок.
Мойка является ответственной операцией, в значительной степени определяющей долговечность стеклопакета, хорошая герметизация которого основана на идеальной адгезии геметика к стеклу.
Не рекомендуется ручная мойка (протирка) стекла, особенно с применением моющих средств. После ручной мойки на поверхности стекла остается плёнка жира или других веществ, невидимая глазом, но приводящая к отслаиванию герметика и, соответственно, разгерметизации.
Нанесение бутила
На III этапе на предварительно заготовленный каркас стеклопакета из дистанционной рамки наносится полиизобутиленовый герметик.
Нанесение бутилового герметика производится при температуре 120-140 ‘С шириной приблизительно 3-4 мм при помощи бутилэкструдера. Слой должен быть равномерным, без разрывов, шириной не менее 3 мм, особенно в угловых местах и местах соединения. Дополнительно в углах наносится геметик вдоль соединительной щели.
При небольших объёмах производства или ремонте, что является исключительным случаем, первичная герметизация стеклопакетов может осуществляться вручную. При этом герметизирующий слой наносится в виде тонкой самоклеящейся бутиловой ленты.
Предварительная сборка стеклопакетов
На IV этапе осуществляется предварительная сборка стеклопакета.На этом этапе вымытые стекла соединяются с дистанционной рамкой с помощью предварительно нанесенного бутилового герметика.
После этого конструкция отправляется в пресс для того, чтобы герметик оказался в порах стекла.
Нанесение вторичного герметика
На завершающей стадии изготовления стеклопакета на автоматическом оборудовании или вручную по торцевой поверхности стеклопакета наносится вторичный герметик, основным назначение которого является удержание геометрии стеклопакета.
Нанесение вторичных герметиков осуществляется с помощью экструдеров.
Примечание
Использованы материалы Бизнес-портала ELport.ru — деловая сеть предпринимателей
Вклад участников
Шиповская Наталья Федоровна
www.wikipro.ru
взгляд изнутри. Сборка (28 фото) » Триникси
Продолжим знакомиться с тем, как собираются пластиковые окна.Поскольку не всем понравился предыдущий пост, то могу предложить пройти мимо. Не тратьте свои нервы и время на просмотр ненужной вам информации.1

И так, продолжаем знакомиться с тем, как собираются пластиковые окна.
В прошлом посте поднялась буря негодования, мол ненужная инфа, взгляд из сарая и прочее. Наверное надо было сразу пояснить, что крупных предприятий по окнам не так уж много на самом деле. В любом городе. Основная масса-это вот как раз такие небольшие цеха. Тоже самое и с мебелью, со шлакоблоками, да и много с чем. Например в нашем городе только 5 контор, которые имеют действительно фабричное производство, а всего фирм около тридцати. Возникает резонный вопрос: если крупных предприятий пять, то что же тогда остальное? А вот такие небольшие цеха и есть.
И большая фирма-это ещё не значит качество. И пыли и мусора в таких цехах не меньше, чем в нашем. А оборудованию вообще пофиг где работать, в чистом поле «под навесом», или в облицованном мрамором помещении, главное чтоб электричество было и соблюдение температурного режима.
И по поводу рукожопов и ненужности в раме импоста: любой каприз за ваши деньги. Возможности делать такие окна есть, и работать они будут, но фурнитура на такую створку будет дороже на порядок. и если кому то попала возжа под хвост и есть финансы осуществить свою блажь, то «ради пожалуйста». Только не у всех есть такие возможности, кому то чем дешевле, тем лучше.
Но вернёмся к окнам, в сарай. Закончил я на том, что собрали рамки, то есть сварили раму и створку. Теперь собираем всё это. В раму врезаем импост. Резать мы ничего не будем, это проф. сленг. Извините, но привычка))))
Для этого просверливаем отверстия в раме. Всё идёт по разметке и шаблону.

Дальше ставим импост и прикручиваем его к раме.
3
4

Делаем разметку под ответные планки: прижимы, которые держат створку, что бы она не открывалась.
5
Дальше резиним створку и раму.
Небольшое уточнение: на момент фотосьёмки у меня не было работы, по сути вышел в выходной, поэтому на некоторых фото видна нестыковка. На этой фотке рама уже зарезиненная. Ну и пришлось брать неликвид, чтоб сфоткать некоторые операции, поэтому не некоторых рамах видна грязь, уж извините.
И забыл сфоткать ещё одну операцию, как делаются водосливные пазы и воздухокомпенсационные отверстия. Внутрь рамы, даже не смотря на плотный прижим, всё равно попадает часть влаги, от дождя, снега или тумана не важно, вода дырочку найдёт, и чтоб вода стекала на улицу, а не в помещение и нужны водосливные пазы. А чтобы вода действительно стекала, а не оставалась внутри не смотря на пазы по которым она должна вытекать, нужны воздухокомпенсационные отверстия, принцип сырого яйца. Надеюсь понятно объяснил.)))
И так, вернёмся к резине.

На каждое отделение идёт своя, под стеклопакет идёт одна, под прижим на створку и раму другая.
Фотку скину, но она не очень хорошего качества, не знаю будет ли понятна разница и отличие каждого вида.

Теперь накидываем фурнитуру на створку, или делаем обвязку, как у нас говорят.
По шаблону насверливаем нижнюю петлю, а дальше по кругу внутри створки, где идёт фурнитурный паз, прикручиваем фурнитуру.
И да, на раму тоже прикручиваются петли, но я тоже забыл запечатлеть этот момент.)))

9

10

11

Поскольку запоры и «ножницы» идут на створки от одного размера, до другого, например от 500 до 800(извините если криво объяснил), то лишнюю длину обрубаем на пневмоножицах, этакой миниатюрной гильотине.
12
13

После обрубки фиксируем готовую фурнитуру на створку.
14
15
Теперь про ножницы. Это именно та часть фурнитуры, что позволяет створке находится в положении «откидывания», позволяя окну быть открытым не на распашку, а выполняя роль форточки.
16
Окно собрано. Следующий этап-штапик. Идёт он такими же палками, так что тоже нарезаем его в определённый размер.
17
Вообще, стеклопакеты-это не только высота и ширина, это ещё и толщина. Например на 70-ую серию пластика(мы на 60-ой серии в основном работаем, разница в толщине профиля и количестве камер внутри пластика) идёт другая толщина стеклопакета, соответственно и штапик другой. А что говорить, если рама вообще в одно стекло? Поэтому штапиков тоже несколько видов.

Поскольку часть штапика, при остеклении, будет упираться в соседний штапик, вернее в часть соседнего штапика, то эту часть, чтоб не мешалась, мы отгрызаем, вернее откусываем. Стоматологи нонче дорогие, поэтому побережём свои зубы)))
19
20

21

Вот теперь окно полностью готово. Вернее собрано. Вышли на финишную прямую:остекление.
Поскольку пластик внутри, там где будут находиться стеклопакеты, имеет небольшой скос, под сток воды, то пакет будет стоять не на ровной поверхности. Это может закончиться тем, что одно из стёкол может лопнуть. Чтобы этого не произошло используются фальцевые вкладыши и подкладки, которые будут гарантировать, что стеклопакет не лопнет.

Расставляем фальцы по периметру окна.
23
И если часть окна, которая не открывается, то есть глухарь, находится неподвижно, хватит всего двух точек, двух фальцев и подкладок, то створка постоянно будет работать, открываться и закрываться, поэтому пакет в ней должен стоять жёстко, иначе створка просто не будет работать. Для этого её «растягивают». Делается это при помощи «лопатки». Она приподнимает пакет, давая возможность подсунуть подкладку нужного размера.
Кстати, это один из способов регулировки створки.

25

26

Створку «растянули», теперь фиксируем стекло штапиком, или заколачиваем его.
Поскольку пластик вещь довольно хрупкая, то используется не металлический молоток, а рихтовочный.

28

Штапик встаёт в пазы и просто так не вылетит. Но при возможности его можно вытащить, например для замены стеклопакета. Для этого используется обычная стамеска…
Но это уже совсем другая история.
Вот и всё, окно готово.
Не важно, полу-автоматическая линия или ручная, принцип сборки один и тот же. И теперь вы хотя бы приблизительно представляете, как он происходит.
И не забывайте, каждая работа нужна, каждая работа важна. Если все будут сидеть в офисах, то само по себе делаться ничего не будет. Помните об этом.
Ну и всем лёгкой и денежной работы.
Спасибо за внимание. Ваш писец.)))))
trinixy.ru
Технология изготовления стеклопакетов для окон Века
Стеклопакеты уже достаточно долго являются оптимальным вариантом заполнения любых типов профилей для остекления окон, балконов, дверей:алюминиевых, пластиковых, деревянных. От качества стеклопакета напрямую зависит качество готовых окон или дверей, поэтому технология изготовления стеклопакета играет значительную роль при его производстве. Любое отклонение от принятой технологии может повлечь за собой такие последствия, как полное нарушение работы готовой конструкции окна или стеклянной двери.
ХХI век – век автоматизации производства. Как и многие другие,производство стеклопакетов на сегодняшний день также является практически полностью автоматизированным. Десятки рабочих, которые ранее участвовали в процессе изготовления стеклопакетов, могут быть заменены одним-двумя рабочими, которые подают специально подготовленное стекло для последующей работы автоматов, и выгружают готовые стеклопакеты. Линия производства стеклопакетов, которая выпускает готовую продукцию, подразделяется на несколько отделов, где проходят определенные этапы. Подготовленное стекло проходит 5 стадий для того,чтобы стать стеклопакетом. Качество обработки стекла на каждой стадии является залогом качества готового стеклопакета.
Первая стадия изготовления стеклопакета – резка стекла
На этом этапе цельный лист подготовленного стекла проходит резку. Для этого используются специальные резочные столы и инструменты,которые меняются в зависимости от типоразмера предварительной заготовки для стеклопакета. В зависимости от необходимого результата, подбирается вид инструмента для резки, а также жидкость, с помощью которой она будет произведена. Если ранее эти процессы выполняли рабочие, то современное оборудование для резки является полностью механизированным,система управления процессом заложена в компьютер. Благодаря новейшим технологиям изготовления оборудования для разрезки стекла, становится возможным производить наиболее выгодный раскрой, экономя при этом значительное количество материала. Подготовленное для разрезки стекло перемещается по столу на воздушной подушке, что позволяет гарантировать его полную безопасность в процессе производства. После произведения разреза стекло ломается с помощью металлических стержней, которые располагаются в поверхности стола. Тем не менее, при любом разрезе с последующим разломом в стекле образуются невидимые глазу микротрещины.Вдоль линии, которая произведена резочным оборудованием, производится разлом и стекло раскалывается. Ровные края разлома являются непременным условием технологии, для чего разлом должен быть произведен практически одновременно с разрезом подготовленного стекла. Такое условие является следствием способности стекла к «самозалечиванию». Самозалечивание стекла происходит таким образом: после образования микротрещин, они склеиваются, в результате чего осуществить ровный разлом стекла практически невозможно. Именно для того, чтобы предотвратить это явление, инструмент вводит на поверхность разрезываемого стекла специальную жидкость, которая не дает стеклу «самозалечиваться».Жидкость для резки стекла должна иметь незначительную вязкость и хорошие увлажняющие свойства.
Вместе с разрезкой стекла, происходит еще один процесс, который подготавливает стекло к последующим этапам. Это резка спейсеров (дистанционные рамки) в соответствии с типоразмером данного вида стеклопакета, а также их соединение с помощью особых уголков и вставок.С внутренней стороны стекла в стеклопакете спейсеры должны иметь пробитые перфоратором отверстия. Пространство дистанционной рамки должно быть наполнено осушителем воздуха, который будет препятствовать образованию влаги внутри стеклопакета. Согласно стандартам,поглотителем в этом случае выступает молекулярное сито (цеолит, имеющий форму гранул) или силикатный гель. Такими осушителями должны быть заполнены все пустые места спейсеров, при чем размер гранул поглотителя влаги должен быть больше размера отверстий для дегидрации внутреннего пространства стеклопакета. Поглотитель должен обладать такими свойствами, которые позволят ему осуществлять выборочное поглощение газов. Необходимо, чтобы поглощались исключительно молекулы воды, а не молекулы прочих газов, которые являются составляющими воздуха. В качественных стеклопакетах, именно поглотитель влаги препятствует образованию конденсата в камере стеклопакета. Если готовый стеклопакет допускает образование влаги на стеклах, это означает нарушение технологии изготовления и наличие брака.
Однако при нарушении температурного режима, в котором должна осуществляться эксплуатация стеклопакета, возможно образование конденсата на стекле при достижении так называемой «точки росы». «Точкаросы» — это момент, когда поглотитель влаги стеклопакета уже не может справиться с количеством влажного воздуха внутри стеклопакета, что происходит в результате нарушения температурного баланса, и образовывается конденсат. Температура воздуха, которая вызывает появление конденсата для большей части стеклопакетов — –45С. Для регионов, в которых температура зачастую опускается ниже приведенной отметки, существуют специальные морозостойкие стеклопакеты, которые выдерживают температуры вплоть до –55С.
Тип стеклопакета играет решающую роль и при объеме заполнения дистанционной рамки или спейсера. Как правило, сопутствующая документация по технологии указывает более точные цифры, но как минимумэто 50% от общего объема спейсера. Изготавливается дистанционная рамкаиз металлического профиля или ленты: алюминиевого, стального. При изготовлении стального профиля для дистанционных рамок, происходит дополнительная обработка профиля или ленты антикоррозийным покрытием.Тем не менее, изготовление спейсеров из других материалов также возможно, при том условии, что общие требования и стандарты будут соблюдены.
Для того чтобы повысить теплоизоляционные характеристики стеклопакета, зачастую используются спейсеры с тепловым разрывом.Технология установки дистанционных рамок TPS является одной из последних разработок и позволяет значительно повысить уровень теплоизоляции стеклопакета. При этом спейсеры изготавливаются не из металлического профиля, а из бутилкаучука. Лента из этого материала существенно снижает проникновение холодного воздуха. Недостатками бутилкаучука являются его внешний вид и необходимость контроля влагопоглощаемости. Стеклопакет, дистанционные рамки которого изготовлены по технологии TPS, имеет некоторые задержки в поглощении влаги проникающей в стеклопакет, однако при долгом времени использования оконной конструкции, это играет не столь значительную роль.
Вторая стадия изготовления стеклопакета – мойка стекла
На этом этапе производится мойка разрезанного и подготовленного стекла с помощью специальных щеточек, расположенных внутри моечной машины. Для мойки стекол используют деминерализованную воду. Для того чтобы мойка не принесла поверхности стекла никаких повреждений,необходимо использовать щетинки строго определенной жесткости. Многие характеристики будущего стеклопакета зависят от правильного произведения стадии мойки подготовленного стекла. Ранее мойка производилась вручную, что значительно ухудшало его качество. При проведении мойки стекла не рекомендуется применение моющих средств.Одним из главных условий качественного стеклопакета является плотное прилежание герметика к поверхности стекла, а мойка вручную нарушает герметичность покрытия и соответственно лишает стеклопакет его высокихх арактеристик.
Третья стадия изготовления стеклопакета – нанесение герметика
После мойки стекла, на спейсерные заготовки наносится первичный слой герметика. Дистанционные рамки соединяются друг с другом с помощью уголков из металла или пластика, и на их поперечные стороны наносится слоем в несколько мм (минимум 3 мм) специальное покрытие из герметика.В виде герметиков на сегодняшний день используются бутилы. Существуют определенные стандарты, при нарушении которых происходит преждевременный выход стеклопакета из строя или несоответствие его характеристик заявленным. Герметичный слой должен быть строго равномерен, не иметь пустых промежутков и ширину не меньше 3 мм. Если производство стеклопакетов имеет ограниченные размеры, допускается ручное нанесение герметика (как и в случае ремонта стеклопакета,который может быть вызван нарушениями в технологии при его производстве).
Четвертая стадия изготовления стеклопакета – первичная сборка
После того, как на спейсеры нанесено герметичное бутиловое покрытие,производится предварительная сборка стеклопакета, которая включает в себя прикрепление подготовленных и очищенных стекол с дистанционными рамками, на которые нанесен герметичный слой. Цвет бутилового покрытия на этой стадии должен быть идеально черным. Если же на покрытии обнаруживаются белые следы, то это означает, что покрытие трогали руками (при ручном покрытии бутиловой лентой, работы должны быть проведены в специально предназначенных для этих целей перчатках) или стекло не было достаточно вымыто. Технология предусматривает так называемое «мягкое» покрытие поверхности стекла, которое является неустойчивым к влияниям внешней среды. Поверхность стекла с «мягким»покрытием является той стороной, которая находится внутри камеры стеклопакета. Необходимо, чтобы еще на стадии резки стекла поверхность,на которую будет нанесено бутиловое покрытие, была идеально очищена от«мягкого» покрытия для плотного прилежания бутила к стеклу, что обеспечит полную герметизацию, а также не повредит поверхности стекла.При этом с внешней стороны стеклопакета очищенная поверхность должна быть невидима, чтобы внешний вид стеклопакета не ухудшался.
После того, как произведена предварительная сборка, стеклопакет отправляется под пресс, который сжимает его для окончательной фиксации.Под прессом стеклопакет должен находится некоторое время для того,чтобы бутиловое покрытие проникло в верхний слой поверхности стекла для обеспечения надежной герметизации.
Как правило, для того, чтобы стеклопакет не разрушился в процессе сборки и монтажа, перед первичной стадией сборки, производят шлифовку краев стекла.
Пятая стадия изготовления стеклопакета – завершающая
После обработки стеклопакета прессом, производится покрытие боковых частей стеклопакета вторым слоем герметика, который предназначен для точного сохранения первичной геометрии стеклопакета во время его последующей эксплуатации. Для этого используются полиуретановые, силиконовые или тиоколовые герметики. При этом, температура в производственном помещении, где изготовляются стеклопакеты, должна быть не ниже +16С и не выше +25С; влажность воздуха не выше 50%.
Благодаря качественному изготовлению стеклопакетов, без нарушения технологии и стандартов, мы получаем действительно отличный продукт,который дополняет и улучшает характеристики оконного профиля. При установке высококачественных стеклопакетов, Ваши пластиковые окна будут отлично защищать помещение от холода и шума, а также служить прекрасным украшением дома. Ведь стекла – это отражение внешнего мира,и какими будут они, таким Вы будете видеть мир, который Вас окружает.
www.oknamedia.ru
Установка стеклопакетов своими руками (инструкция)
Нет смысла спорить о преимуществах новых евроокон со стеклопакетами по отношению к некоторым старым оконным системам.

В остеклении балкона “холодным” способом без планирования дальнейшего внутреннего утепления допускается монтаж однокамерного стеклопакета.
Установка стеклопакетов способна обеспечить надежную герметизацию и теплозащиту.
В связи с этим достаточно большое количество людей хочет поставить их к себе в дом или квартиру самостоятельно, чтобы сэкономить некоторую часть денежных средств.
Стоит отметить, что, несмотря на то что конструкция подобных окон достаточно сложная, монтаж стеклопакетов не требует наличия какого-либо специфического оборудования. Достаточно будет ознакомиться с требованиями ГОСТ 30971-02 и ГОСТ 23166-99 по вопросу монтажа окон и учесть некоторые специфические нюансы, которые могут возникнуть. Ниже будет рассмотрен процесс стеклопакетов установки своими руками.
Элементы, которые нужны:
Вам понадобятся следующие инструменты(слева на право): уровень, лом, рулетка, шуруповерт и дрель, монтажная пена.
- конструкция;
- водяной уровень;
- отвес с хорошей осевой центровкой;
- анкеры;
- штапики;
- резиновый молоток;
- дрель;
- гидропароизоляционная клейкая лента;
- влагостойкая мембранная полоса;
- опорная арматура;
- подоконник;
- фурнитура.
Этапы установки
Этапы, которые может взять на себя каждый владелец квартиры:
Если у Вас имеется желание избавить себя от излишнего шума, то стоит поставить наружное стекло более толстое (толщина составляет не 4 мм, а все 6 мм).
- замер проемов;
- демонтаж старых конструкций;
- подготовка проемов;
- установка стеклопакетов.
После того как будут выполнены замеры, можно будет обратиться в любую фирму, подходящую по качествам и условиям, которая производит окна, и заказать у нее конструкции согласно всем требованиям.
Основной проблемой, с которой часто можно столкнуться, это отсутствие гарантии, которую мог бы предоставить производитель окон. Только при условии выполнения всех этапов работы сотрудниками фирмы и при возникновении каких-либо проблем можно было бы рассчитывать на переделку либо возврат конструкции.
Евроокна не имеют какой-либо жесткой стандартизации касательно размеров оконного блока. Они выполняются по индивидуальным заказам с различной конфигурацией и размерами. Следовательно, в результате ошибки замеров могут не войти в проем либо оказаться значительно меньше. Это может сказаться и на объеме работ, и на конечном результате.
По уровню важно установить не только окно, но и подоконник.
Подробно ознакомившись с процессом установки и изучив все нюансы, можно будет качественно самостоятельно выполнить установку стеклопакетов. Стоит также учитывать, что установщики от фирм-производителей достаточно часто пренебрегают некоторыми этапами монтажа ради экономии собственного времени или денежных средств. Даже контролируя их действия, не всегда есть возможность вставить свое замечание.
Ниже будут рассмотрены этапы монтажа окон, которые можно выполнить своими руками.
Выполнение замеров
Подробно будет рассмотрен замер окон в оконном проеме без внешней четверти (который выступает во внутреннюю часть проема окон ряд кирпичей с внешней стороны стенки), после чего будут перечислены особенности нестандартных ситуаций.
После того, как вы запенили все щели, пену сразу не срезаете, нужно подождать 3 дня, чтобы пена хорошо просохла.
Для того, чтобы замерить прямоугольное окно, понадобится отмерить ширину проема. Это расстояние между самыми крайними точками внутренних откосов по внутренней части стенки. Высота оконного проема замеряется как расстояние между подоконником и верхним откосом. К полученной высоте понадобится прибавить толщину подоконника.
Далее нужно будет высчитать предварительный размер окна:
ширина = ширина проема — 2*величина монтажного зазора;
высота = высота проема — 2*величина монтажного зазора — высота подставочного профиля.
Замеры необходимо проводить как минимум в трех местах по каждому размеру, в середине и крайних точках. Связано это с тем, что редко встречаются идеально ровные проемы. За основу нужно брать меньший из полученных результатов.
Отвес с хорошей осевой центровкой понадобится для того, чтобы проверить кривизну оконного проема по вертикали. Водяной уровень (толстая прозрачная трубка, которая наполнена водой) нужен для проверки перекосов в горизонтальной плоскости.
В случае если имеются отклонения, лучше будет отобразить это на бумаге в виде эскиза. Чертеж рамы должен представлять собой правильный прямоугольник, который вписан в изображение эскиза проема окон по фактическим замерам. В соответствии с этим необходимо поправить раму.
Выбор по способу крепления
Не нужно снимать защитную ленту до окончания монтажа и отделочных работ, т. к. можно повредить поверхность.
После того как будут сняты все необходимые размеры, можно будет отправиться к производителю. Вместе со специалистом понадобится откорректировать размеры, выполнить конфигурацию. Определить наличие створок, глухих частей и выбрать фурнитуру.
Достаточно важным моментом при выборе является система крепления. Существуют следующие виды:
- закрепление через раму в плоскости монтажа;
- закрепление с помощью использования опорной арматуры, которая заранее монтируется на раму при изготовлении.
Первый вариант является более распространенным, однако в то время, как будет производиться установка стеклопакета, понадобится полностью снять стеклопакеты с глухих створок.
Второй вариант является более подходящим для самостоятельной установки, потому как уменьшается риск повредить стеклопакет и герметичность при разборке-сборке. Однако во время монтажа всего блока окон вес конструкции будет гораздо больше, соответственно, вставить стеклопакет своими руками будет практически невозможно.
Монтаж стеклопакетов
После заказа необходимо будет уточнить сроки их поставки и изготовления. Начинать ремонтные работы до того момента, как будут доставлены блоки, нет смысла. К этапу подготовки понадобится приступать исключительно тогда, когда окна будут уже на месте.
Прежде всего понадобится расчистить место перед окном, отставить всю мебель. Радиаторы отопления и пол накрываются плотной тканью либо строительной пленкой. Далее понадобится выполнить подготовку конструкций к монтажу.
Подготовка профиля
Установка стеклопакетов своими руками начинается с подготовки. В случае если это будет необходимо, понадобится снять стеклопакеты и распашные створки с рамы. Для того чтобы выполнить демонтаж, нужно аккуратно стамеской поддеть штапик, с помощью которого крепится стеклопакет, далее с помощью легкого удара по стамеске он выщелкнется из паза.
Первым делом понадобится снять вертикальные штапики. Далее таким же образом нужно снимать верхний и нижний. Штапики необходимо обязательно промаркировать.
Раму нужно наклонить так, чтобы стеклопакет вышел из пазов.
С навесов распашных створок надо снять декоративные заглушки и открутить прижимные болты. Далее при наличии фрамужной системы нужно будет освободить верхнюю часть створки поворотом ручки в центральное состояние при открытой створке и вынимать зацеп с нижнего навеса.
Процесс установки стеклопакетов и их закрепление
Предварительно нужно уложить подложки на нижний торец проема окна. Это могут быть специальные пластиковые подложки либо деревянные бруски. Устанавливать их нужно под края рамы либо просто посередине.
На подложки нужно будет установить раму либо все окно. Это будет зависеть от конструкции крепления, которая была выбрана. Опоры впоследствии убирать не нужно, стеклопакет останется стоять на них. Связано это с тем, что анкеры не смогут долго выдерживать веса полностью всей конструкции.
Конструкция закрепляется по бокам с помощью колышков. Их нужно вбить между стеной и окнами ближе к верхнему краю, чтобы рама не погнулась посередине.
После установки анкеров можно приступить к сборке. Стеклопакеты нужно вставить в раму и закрепить штапиками.
После того как конструкция будет собрана, понадобится проверить нормальный ход распашной створки и окончательно выверить уровни монтажа.
Только после всех проверок створки нужно будет плотно закрыть и приступать к герметизации зазора конструкции.
Для этого следует использовать полиуретановую пену. Помимо того, на стеклопакет понадобится наклеить одним краем гидропароизоляционную клейкую ленту, которая предназначается для пластиковых окон. Клеить ее надо по периметру, кроме верхней части.
С внешней стороны по периметру понадобится наклеить влагостойкую мембранную полосу.
dekormyhome.ru
Деревянные стеклопакеты самостоятельно: пошаговая инструкция, советы профессионалов
Деревянные стеклопакеты по-прежнему пользуются популярностью. Разберемся, как можно сделать деревянный стеклопакет самому, и какие понадобятся инструменты.

Хоть сегодня пластик и находится на пике популярности в сфере изготовления окон, деревянные конструкции не спешат сдавать свои позиции. Сочетая традиционный материал и передовые достижения технологии, человечество придумало деревянные стеклопакеты, которые объединили в себе лучшие черты пластиковых и деревянных оконных конструкций. Еще одна привлекательная черта таких стеклопакетов – возможность изготовить их самостоятельно.
Достоинства деревянных стеклопакетов
По сравнению с пластиком и металлом дерево обладает целым рядом преимуществ. Именно это обеспечивает возвращение популярности деревянным окнам. Вот какими положительными сторонами может похвастать древесина:
- Экологическая безопасность и чистота материала. Дерево используется человечеством с древнейших времен, и за эти годы полностью доказало свою безопасность. Оно не выделяет токсичных веществ ни при нормальной эксплуатации, ни при горении. Поэтому деревянные рамы – отличный выбор для окон в детских комнатах, больницах, санаторно-курортных учреждениях.
- Обеспечение воздушного обмена между комнатной и внешней средой. Благодаря способности дерева «дышать» не возникает «эффекта парника», когда в помещениях становится слишком влажно. Избыток влаги впитает в себя древесина, а когда наступит сухой сезон, окна будут понемногу возвращать воду, увлажняя атмосферу в комнате.
- Технологичность. Обрабатывать древесину можно с помощью набора относительно простых инструментов. А использование современных технологий позволяет получать лишенный дефектов клееный брус, который может похвастаться прочностью, на 40% превосходящей обычные массивы древесины.
- Отличные эксплуатационные характеристики. Дерево эффективно удерживает тепло. Кроме того, этот натуральный материал не копит статический заряд, в отличие от пластика.
- Высокая эстетичность.
Конечно, есть и некоторые недостатки. К примеру, металлические конструкции более устойчивы к пламени, чем деревянные, а пластик может похвастаться более демократичной ценой. Однако по совокупности заслуг именно дерево можно назвать лучшим материалом для изготовления стеклопакетов.
Особенности и тонкости самостоятельного изготовления рамы
Работу начинают с тщательного обмеривания оконных проемов. Если планируется изготовить несколько рам, нужно брать замеры для каждого проема отдельно, так как параметры даже двух соседних проемов могут отличаться на 1-1,5 см. Да и замеры ширины и высоты проема стоит сделать в нескольких местах.
Получив все размеры, приступают к проектированию. Выделяют три основные разновидности стеклопакетов:
- Глухое окно. Вся поверхность проема в этом случае закрывается одним стеклопакетом.
- Двустворчатое окно. В этом случае проем делится на две примерно равные половины, которые открываются в виде двух створок в стороны.
- Одностворчатая конструкция, как правило, имеет одну створку большой площади, которая открывается вбок или откидывается вниз, как фрамуга. Вторая створка закрыта наглухо.
Кроме того, чертеж может предусматривать наличие форточек, фрамуг и других дополнительных элементов. Дерево позволяет реализовать самые необычные формы окон. Фантазия дизайнеров простирается от классических прямоугольных окон до круглых, треугольных и ажурных витражных конструкций.
Составляя чертеж, укажите все точки установления фурнитуры. Подумайте, насколько удобно будет открывать и закрывать окна всем членам семьи, и расположите задвижки с учетом роста.
Выбор материала – следующая ответственная задача, которую необходимо решить на стадии проектирования. Как правило, начинающие мастера выбирают сосну. Ее древесина хорошо обрабатывается, сравнительно легкая и не требует слишком больших затрат. Другие породы дерева тоже годятся. Единственное исключение для новичков – дуб. Обрабатывать его трудно из-за твердой древесины, поэтому для начинающих мастеров он плохо подходит.
Специалисты рекомендуют начинающим мастерам приобретать доски из хорошо просушенного дерева. Самостоятельная сушка – это трудоемкий и ответственный процесс, а при ошибке легко испортить доску до полной непригодности к дальнейшему использованию. Кроме того, начинающему столяру рекомендуют тщательно проверить пиломатериалы и отбраковать все образцы, имеющие сучки.
Из подготовленного бруса или досок выпиливают заготовки, строго соблюдая указанные на чертежах размеры. Чем тщательнее будут соблюдаться все пропорции деталей, тем меньше проблем возникнет при сборке. Подготовив заготовки, их складывают в том порядке, в каком будет происходить сборка.
Как резать стекло
Стекло, которое будет использовано при изготовлении стеклопакетов, размечают с особой тщательностью. Погрешность даже в 1 мм нежелательна, так как может усложнить процесс монтажа конструкции.
Режут стекло при помощи стеклорезов. Режущей кромкой такого инструмента является либо синтетический алмаз, либо колесико из сверхтвердого металлического сплава. Перед работой выполняют следующие подготовительные действия:
- Защищают руки и глаза с помощью перчаток и защитных очков. Эти средства защиты не позволят маленьким кусочкам стекла травмировать кожу и глаза, отскочив в сторону при резке.
- Стекло отчищают от грязи, обезжиривают и тщательно вытирают насухо.
- В месте разреза стекло смачивают минеральным маслом, чтобы облегчить скольжение инструмента.
- Проводить черту стеклорезом нужно одним резким и решительным движением. Если все сделано правильно – раздастся характерный скрипучий звук. Он свидетельствует о том, что разрез имеет достаточную глубину.
Проведя черту, стекло смещают на край стола, так, чтобы порез оказался на углу. Аккуратно постукивая по стеклу и надавливая на него, откалывают отрезанную часть.
Стекло в месте свежего среза имеет грубые заусенцы. Чтобы снизить риск получения порезов, край надо обработать наждачной бумагой.
Сборка окна из готовых деталей

Когда все деревянные детали и стекла подготовлены, приступают к сборке окна. Начинают процесс с сопряжения деталей, составляющих короб. Наиболее часто для соединения частей применяют принцип «шип-паз». На одной стороне выбирают шипы, длина которых равна ширине противолежащей доски. На второй доске выпиливают пазы.
Шипы смазывают клеем ПВА. Подождав несколько минут, пока клеящий состав не впитается в дерево, шипы сажают в пазы. Детали фиксируют с помощью струбцин и оставляют на сутки для высыхания. Даже после фиксации на клей соединение «шип-паз» легко расшатывается. Поэтому для укрепления стыка в нем сверлится сквозное отверстие, в которое вставляется подходящий по диаметру деревянный стержень – шкант.
Собрав короб, приступают к сборке стеклопакетов. Деревянные детали сопрягают между собой, фиксируют углы, а затем на место примеряют стекла. Если корректировки размеров не требуется, стекла вынимают, а пазы под них обрабатывают герметиком. Затем стекла ставят на место. Установив первое стекло, между двумя пластинами помещают гранулированный силикагель – он поможет осушить воздух внутри стеклопакета.
Все выдавившиеся капли герметика следует удалять (тряпкой или салфеткой) сразу же после обнаружения. Если герметик засохнет, убрать его будет гораздо сложнее.
После установки стекол остается обработать дерево морилкой или покрасить рамы. Затем устанавливают фурнитуру и проводят окончательную сборку конструкции.
Необходимые материалы и инструменты

Чтобы изготовить своими руками деревянные стеклопакеты, понадобится довольно обширный перечень столярного инструмента. Прежде всего, это электроинструменты: рубанок, шлифовальная машина, циркулярная пила, лобзик. Далеко не обязательно покупать все эти электроинструменты сразу. В крупных городах, как правило, есть возможность взять недостающий электроинструмент в аренду.
Кроме этого, потребуются карандаш, рулетка и строительный пузырьковый уровень для проведения разметки. Также пригодится стамеска и ручная ножовка. При необходимости они могут полностью заменить электроинструмент. Но это существенно затянет процесс изготовления и снизит качество готовой продукции.
Как сделать деревянный стеклопакет своими руками. Пошаговая инструкция
Порядок выполнения работ выглядит так:
- Проведение замеров, составление чертежа.
- Разметка древесины, нарезка заготовок.
- Приведение заготовок к окончательным размерам, выборка пазов, сверление отверстий под фурнитуру.
- Нарезка стекла.
- Сборка короба и рам.
- Предварительная примерка стекол.
- Герметизация пазов, установка стекол, сборка стеклопакетов.
- Окраска окон, установка фурнитуры.
- Окончательная сборка всей конструкции.
В зависимости от типа окон алгоритм может несколько упрощаться или усложняться. Некоторые этапы можно передать в ведение профессионалов, заказав изготовление тех или иных деталей.
Советы профессионалов
В каждом деле есть свои нюансы, которые становятся очевидными только после наработки существенного практического опыта. Мы рекомендуем вам просмотреть несколько полезных видео, которые помогут познакомиться с опытом профессиональных изготовителей окон. Надеемся, что эти советы окажутся полезными в вашей работе:
Изготовить окно с полноценными стеклопакетами из дерева в домашних условиях вполне реально. Внимательно изучите технологию перед началом работ, тщательно подготовьте чертежи и выполняйте все операции без спешки. И тогда готовое окно прослужит вам долгие годы.
stroyobzor.info