Распиловка пиломатериалов — материалы из раздела Наши статьи
Основные виды лесопильной продукции
Распиловка пиломатериала – основополагающий процесс в обработке древесины. Для начала надо напомнить несколько терминов, которые употребляются в деревообрабатывающей промышленности и которые определены ГОСТ 18288–87 производство лесопильное термины и определения:
Пиломатериалы. Материалы, которые имею одну или более ровных сторон. В зависимости от отношения длины к ширине и количества параллельных сторон отличают брус, бруски, доски, обапол и шпалы.
- Бруски – толщина менее 100 мм, ширина не превышает двойной толщины. К этой категории относятся и рейки, только линейные размеры их значительно меньше.
- Брус – толщина более 100 мм, ширина не превышает двойной толщины.
- Доски – ширина превышает две толщины, могут быть обрезными (все четыре стороны обрезаются) или необрезными (боковые стороны не обрезаются).
- Шпалы — это брус со строго определенными размерами, применяется во время строительства железных дорог, в настоящее время используется редко.
- Обапол – более привычное название «горбыль», внешняя сторона хлыста, имеет только одну ровную поверхность. Чаще всего используется для дальнейшей переработки в щепу.

Готовые пиломатериалы
Методы распиловки древесины
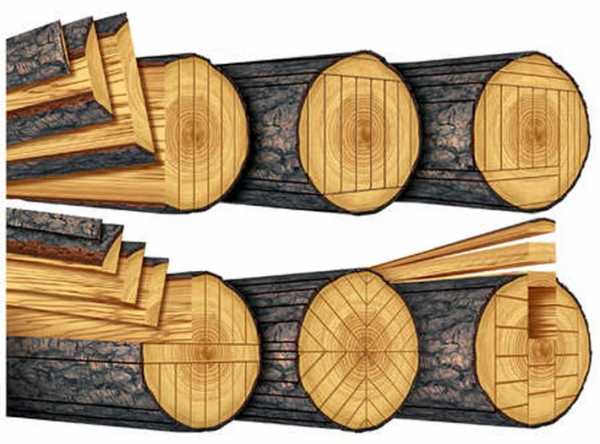
Это очень важный фактор, от выбранного метода во многом зависит общий выход пиломатериалов и их качество. В зависимости от направления распила к годовым кольцам существует два способа:
- Радиальный. Наиболее качественные пиломатериалы, имеют отличную структуру и высокие показатели по физической прочности. Пила движется перпендикулярно к годовым кольцам.
- Тангенциальный. Дает значительно больший выход пиломатериалов, но качество их несколько ниже. Пила движется параллельно к годовым кольцам или в тангенциальном направлении.

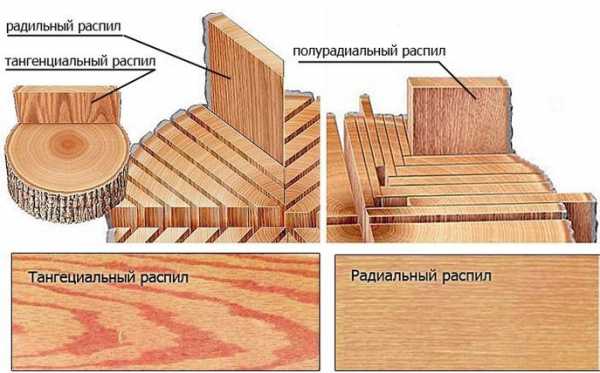
1. Тангенциальный 2. Радиальный 3. Рустик
Выбор конкретного метода распила завит от конечного использования пиломатериалов и состояния хлыста. В интернете можно встретить «странные статьи» о распиловке по кругу и так далее. В действительности абсолютное большинство хлыстов во время распиловки находится в одном положении, в результате часть пиломатериалов имеет тангенциальный распил (примерно 2/3 от всего количества), а остальные пиломатериалы имеют радиальный распил. Тангенциально распиливается верх и низ бревна, радиально распиливается только его середина.
По требованию заказчика или с учетом собственного производства хлыст может распиливаться с боковых сторон, потом кантоваться на 90°, опять производится распиловка. В результате получается часть досок необрезных тангенциального распила, а остальная часть досок будет обрезными с радиальным распилом. Еще раз повторим, что способы распила выбираются в каждом конкретном случае отдельно с учетом вышеперечисленных факторов. В настоящее время существуют три типа пилорам, каждый из них имеет свои преимущества и недостатки. Поговорим о них более подробно.

Рисунок доски разного распила
Возможности современного оборудования
Рамные пилорамы
Это первые механизмы, которые начали использоваться для механической распиловки древесины. Сегодня, по нашему мнению, незаслуженно «вышли из моды». Рассмотрим объективно их достоинства и недостатки.
Чтобы было понятнее, надо узнать о принципах работы. На рамной пилораме в вертикальном положении фиксируется несколько пил (от десяти и более, все зависит от размеров станины), расстояние между пилами устанавливается один раз, распиловка осуществляется вертикальным движением всех пил с одновременной подачей хлыста.
Плюсы.
- Можно полностью механизировать весь процесс
- Пилорама проста в устройстве и обслуживании
- Производительность находится на вполне приемлемом уровне
- За один проход распиливает весь хлыст
- Все полученные необрезные доски можно сделать обрезными одновременно и также за один проход
- Обрезная доска получается высокого качества
- Экономия времени
Минусы
- Считается, что эти пилорамы переводят в опилки большое количество древесины. Но это верно только в отношении устаревших моделей. Раньше пилы изготовлялись из не очень качественных сталей, толщина каждой пилы составляла до 3 мм, плюс развод зубьев, пропил увеличивался до 5 мм. Сегодня за счет уменьшения толщины пилы и угла развода зубьев толщина пропила существенно уменьшается. Мы толщину пропила сравним с ленточной пилорамой ниже, вы узнаете то, о чем молчат их производители.




Ленточные пилорамы
Считаются самым совершенным оборудованием, наиболее производительным, количество опилок минимальное. Это мы еще обсудим, но для начала кратко опишем их устройство и принцип действия. Распил производится замкнутыми высокооборотными пилами, толщина пил небольшая, ширина распила уменьшается. Распил происходит за счет поступательно/возвратного движения одной пилы вдоль хлыста. Честно говоря, достоинств мы особых не замечаем (для покупателя), а недостатки есть. Чтобы не быть голословными, расскажем о тонкостях процесса резания.
Пилорамы требуют очень внимательного к себе отношения. Неправильная заточка зубьев, неправильное натяжение или выбор скорости резания (все эти параметры выбираются с учетом вида древесины) приводят к тому, что пиломатериалы получают волнистую поверхность. Высота волн может достигать несколько сантиметров. А такая волнистость даже одной доски сводит на нет все «преимущества тонкого распила». Волна на пиломатериале является видимым пороком обработки и снижает сорт пиломатериала. Классификация дефектов древесины подробно описана в одноименной статье.

Брак — неправильная настройка пилы

Ленточная пила в работе
У этих пилорам довольно низкая производительность, требует много физического труда. К примеру, если ваш хлыст имеет диаметр 100 см, то подсчитайте, сколько проходов туда/обратно нужно сделать, чтобы распилить его на доски толщиной 2 см., а рамная пилорама распилит его за один проход. Кроме этого, каждую пропиленную доску необходимо вручную снимать с пилорамы и складировать в отдельном месте. При этом после каждого среза приходится опять устанавливать уровень пилы. Очень высокая степень опасности при эксплуатации. Риски травматизма во время работы на такой пилораме возрастают в геометрической прогрессии – это и обрыв пилы на высоких оборотах, и наличие металлических предметов в теле дерева (а такое случается не так уж и редко). Проблемы с уборкой опилок. Они рассыпаются по всей длине пилорамы, убирать их долго и затруднительно.
Конечно, о таких «тонкостях» производители ленточных пилорам «стыдливо» умалчивают. Мы советуем во время выбора пилорамы учитывать максимальное количество факторов: необходимый объем пиломатериалов, наличие квалифицированных кадров, особенности пиломатериалов и требования к их качеству. Ведь профессиональные работники на ленточной пилораме производят пиломатериалы 1 сорта в соответствии с ГОСТом.
Плюсы.
- Сравнительно недорогая
- Распиловка и в горизонтальном и вертикальном направлени
- Большая толщина хлыста, до 400 мм
- Низкий процент отходов
- Чистота пила
Минусы
- Низкая производительность
- Повышенная степень опасности
- Сложная настройка
- Высокая квалификация персонала
- Обязательно «время отдыха» от 8 до 10 часов
- Уборка




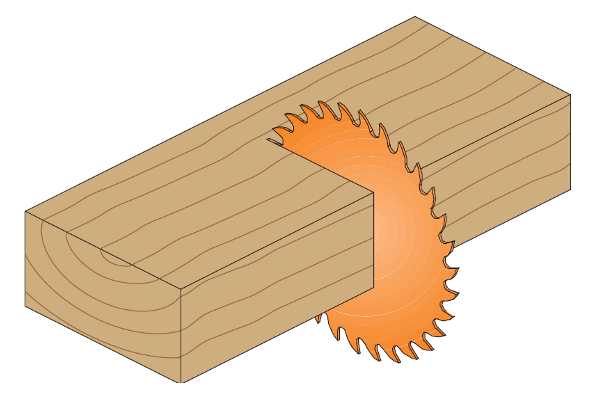
Дисковые пилорамы
Дисковые пилы, отличаются от ленточной и рамной (многопильной) пилорамы, качеством кромок и параллельностью пласти. Пиломатериал произведенный на дисковой пилораме по праву считается лучшим, но только с точки зрения потребителя. Основным фактом делающим пиломатериалы произведенные на дисковой пилораме не доступными для потребления – это высокая цена. Высокая цена не позволяет конкурировать на рынке строительных материалов, несмотря на превосходное качество доски и бруса произведенного таким методом. Связано данное обстоятельство с тремя фактами влияющими на увеличение себестоимости пиломатериала с дисковой пилорамы:
Плюсы.
- Лучшее качество пиломатериала
- Точный размер
- Параллельность пластей
- Точный угол перпендикулярности
Минусы
- Высокий отход в виде опилок, из-за толщины режущего диска 5-10 мм
- Низкая производительность выхода готовой продукции при высоких энергозатратах
- Высокая стоимость профессионального оборудования, так как только на современном станке можно добиться превосходного качества.




Подведем итог: при выборе обрезного пиломатериала нужно учитывать не только способ распиловки пиломатериала, но и квалификацию персонала, обслуживающего данное оборудование. Купить пиломатериалы хорошего качества вы можете у проверенного поставщика, ознакомившись с продукцией по предлагаемым фото на сайте производителя или приехав на склад готовой продукции. Компания Елка-Палка готова предложить свои услуги в соответствии с прайс-листами, указанными на нашем сайте. Мы реализуем только качественную продукцию собственного производства или закупаемую у проверенных поставщиков. Обязательный контроль качества.
elka-palka.ru
Пиломатериал. Виды и сорт. Распил и обработка. Особенности
Пиломатериал – это продукт пиления, получаемый в результате роспуска древесного ствола с помощью циркулярной, цепной или ленточной пилы. Его эксплуатационные качества зависят в первую очередь от применяемой древесины, а также сезона ее заготовки, степени поражения грибками или насекомыми. Наибольшей прочностью и устойчивостью обладают пиломатериалы из заготовленного зимой леса, когда в стволе дерева прекращено движение сока.
Технология распила
Одним из ключевых критериев, определяющий внешний вид и прочность пиломатериала, является применяемая технология распила.
Существует 5 вариантов распиловки:
- Поперечный.
- Рустикальный.
- Радиальный.
- Тангенциальный.
- Смешанный.
Поперечная распиловка предусматривает пиления ствола дерева поперек волокон. Такой способ применяется достаточно редко, поскольку позволяет получить короткий пиломатериал. Однако он является распространенным при производстве художественного паркета. Кроме этого по такой технологии делают кухонные разделочные доски.
Рустикальный способ распиловки предусматривает спил дерева под острым углом к волокнам. Он применяется для изготовления напольного покрытия сорта Рустик. При таком способе на поверхности спила просматривается неровный зазор древесных волокон, что имеет интересный декоративный эффект.
Радиальным распилом пиломатериал приобретает привлекательный внешний вид с ровными древесными волокнами. При этом не просматривается сердцевидное строение ствола. Материалы, полученные радиальным способом, имеют высокую устойчивость к деформации. При таком распиле инструмент проходит через сердцевину бревна под прямым углом до годовых колец. Это позволяет получать срез с однородной текстурой и минимальным расстоянием между кольцами.
Как следствие открывается небольшое количество капилляров, поэтому материал практически не разбухает и не усыхает. Степень изменения его габаритов при колебании влажности и температуры составляет не более 0,2%. Именно по этой причине пиломатериал радиального распила широко используется при изготовлении дорогого напольного покрытия, такого как паркет. Высокая стоимость радиальных досок объясняется тем, что фактически их выход даже из очень качественного бревна составляет порядка 30%.
Тангенциальный распил позволяет получить доску с привлекательным узором, составленным кольцами и арками. Он является практически симметричным. Такой вариант распила получается при пилении параллельно слоям годичных приростов. При выполнении тангенциального разделения ствола режущий инструмент проходит по касательной относительно годовых слоев бревна. При этом не затрагивается сердцевина ствола. Получаемые в результате волнообразный рисунок имеет четко выделенные кольца.
Недостаток способа распила заключается в более высокой степени усушки и разбухания материала при изменении условий влажности окружающей среды. При этом обеспечивается возможность получения большего количества пиломатериала из одного ствола, что позволяет уменьшить его фактическую стоимость. Тангенциальный распил не применяется при изготовлении строительных материалов, которые будут использоваться как несущие конструкции, поскольку существует высокая вероятность их коробления.
Также большим спросом пользуется смешанный способ распиловки, поскольку позволяет получить из одного бревна максимальное количество качественных материалов, минимизируя отход.
Как отличить пиломатериал по способу обработки
При сборке различных конструкций удобство работы с пиломатериалами зависит в первую очередь от способа обработки используемой доски. Чем выше качество обработки, тем шире возможность использования материала.
По способу обработки пиломатериалы бывают:
- Необрезные.
- Обрезные.
- Строганные.
Необрезные – это самые дешевые доски, которые имеют необработанные неровные стороны. Их используют для создания различных черновых конструкций, поскольку присутствие только нескольких срезанных поверхностей не позволяет состыковать элементы между собой.
Обрезной имеет прямоугольную форму с углами по 90 градусов. Такая доска сначала распущена вдоль по бревну, после чего в ней срезаются боковые части для подравнивания. Благодаря такому подходу обрезные пиломатериалы имеют правильную геометрию, поэтому могут применяться для производства практически любых деревянных конструкций.
Строганные – это обрезные доски, имеющие абсолютно гладкую поверхность. Она достигается благодаря строганию, которое может выполняться вручную или с помощью рейсмуса. После строгания древесина становится очень гладкой, поэтому от нее невозможно загнать занозу под кожу. Материал применяется для изготовления мебели, окон и других сложных элементов.
Виды пиломатериалов по форме
Форма пиломатериалов является определяющим фактором их применения. Существуют следующие формы:
- Брус.
- Брусок.
- Доска.
- Шпалы.
- Обапол.
- Горбыль.
Брусом является обрезанное со всех сторон бревно, которое в результате такой обработки приобрело квадратную или прямоугольную форму. Это тяжелый крепкий элемент, который применяется для строительства домов, обустройства стропильной системы, а также используется при сборке окон, лестниц. Брусом могут называться пиломатериалы имеющие толщину более 100 мм.
Брусок – это меньший аналог бруса с толщиной до 100 мм. Он широко используется при сборке мебели, для монтажа гипсокартона, устройства обрешетки для набивания полов, кровельных материалов. Бруски могут иметь как квадратную, так и прямоугольную форму сечения.
Доска является тонким пиломатериалом, у которого показатель ширины существенно превышает толщину. Она производится путем распила бревен или крупного бруса. Благодаря большой ширине применение такого материала позволяет выполнять монтажные работы быстрее. Из доски склеиваются столярные щиты, ее используют для настила пола и так далее.
Шпалы представляют собой брус, стороны которого могут быть обрезанными ровно или иметь форму со скругленными боковинами. Такой пиломатериал получил свое название благодаря его использованию в качестве монтажных элементов для укладки рельсов.
Обапол – это не черновой материал, у которого качественно распиленной является только внутренняя сторона. Противоположная плоскость скруглена или частично пропилена для улучшения формы элемента. Материал может использоваться для производства заборного штакетника. Также его часто закупают для сооружения опалубки при заливке бетона. Из обапола делают строительные леса для выполнения реставрационных работ на старых зданиях.
Горбыль является самым дешевым материалом. Его отличительной характеристикой является наличие скругленной поверхности на обратной стороне от спила. Горбыль остается после окончания распиловки древесного ствола. На первый взгляд он является очень похожим на обапол. Однако второй предусматривает точное соотношение толщины доски. В случае с горбылем все обрезки имеют произвольную толщину.
Сорта пиломатериалов
Все материалы, полученные путем распила принято классифицировать на 4 сорта. Чем выше цифра, тем хуже качество:
- Материал первого сорта является самым визуально привлекательным и крепким. Он может использоваться для выполнения строительных работ, изготовления мебели, лодок. У данного сорта отсутствуют выпадающие сучки, а размер наличествующих не превышает 1 см. Первосортная доска не имеет трещин длиннее 1 см, а также ран полученных еще в период роста дерева. На ней отсутствует плесень и следы механического повреждения, оставленные от врастания инородных предметов.
- Пиломатериал второго сорта широко применяется при изготовлении мебели. Это очень качественные изделия, в которых нет ослабляющих сквозных трещин. Для таких пиломатериалов характерно наличие не более 3 червоточин на 1 погонный метр. Дерево не имеет трухлявых участков, а также следов воздействия паразитов.
- Материалы 3 и 4 сорта используется для изготовления черновых конструкций или изделий, для которых визуальная привлекательность не является главным критерием. Пиломатериал 3 сорт часто применяется при сборке тары. Из 4 сорта делают хозяйственные сооружения, а также строительные леса, готовят опалубку для заливки бетона.
Отличия между цельными и срощенными пиломатериалами
Для изготовления материала первого сорта должен применяться практически безупречный ствол дерева, что встречается очень редко. Наличие у выпиленных изделий сучков, а также различных дефектов, влечет снижение механической прочности. Как следствие при дальнейшем высушивании такой доски ее концы сгибаются.
Для решения данной проблемы применяется технология склеивания. Для этого участок доски с сучками или другими дефектами вырезается. Полученные в результате короткие обрезки обрабатываются с помощью специальной фрезерной насадки, делающей волнообразный торец. Обрезки смазываются клеем, и плотно прижимаются торцами до полного застывания. После склейки получается длинный брус или доска без дефектов, способных повлиять на геометрию материала.
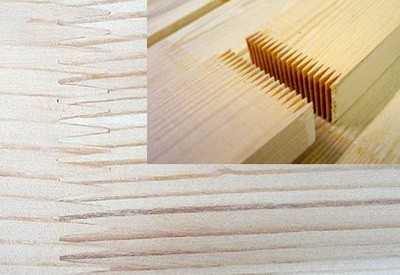
Такой стык можно визуально заметить по линиям перехода, поэтому склеенный пиломатериал не может применяться для изготовления мебели или других декоративных изделий. При этом он подходит практически для всего остального, особенно если полученные предметы планируется покрасить непрозрачной краской.
Похожие темы:
tehpribory.ru
Распиловка пиломатериалов | Справочник | Лесоматериалы
Пиломатериалы — материалы из древесины (брусья, доски и бруски), получаемые лесопилением. Различают пиломатериалы радиальной, тангенциальной и смешанной распиловки. Пиломатериалы с опиленными кромками называются обрезными, с неопиленными — необрезными.
Большие высококачественные брёвна (это бревна из нижней, комлевой части дерева) дают наиболее ценный пиломатериал. При пилении таких брёвен, надо определиться с толщиной получаемых досок, чтобы максимизировать объём и стоимость получаемого материала. Поскольку цены на пиломатериал зависят от его толщины, и кроме того, при распиловке на толстый брус получается меньше опилок, это решение серьёзно влияет на доход. Однако, если при этом качество толстого материала ниже, даже если лучшая грань почти чистая, то продать его за хорошую цену будет непросто. Распиловщик должен постараться уменьшить размер напиливаемого материала, когда увидит, что качество древесины начинает падать.
Если бревно хорошее, производить пиломатериал большого размера и железнодорожные шпалы из центральной части бревна, по меньшей мере, неразумно. Потому что цена бруса всегда меньше, чем цена доски.
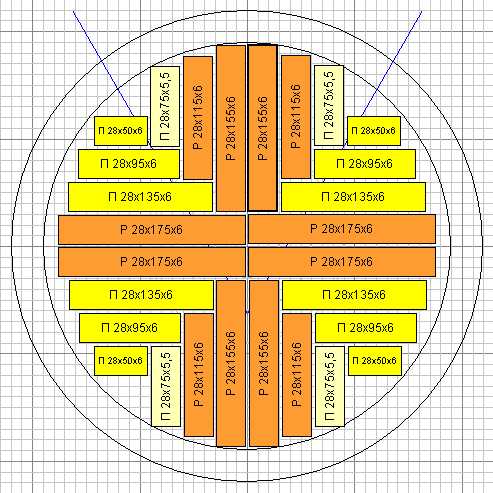 |
| Схема распиловки, для максимального получения доски радиального и полурадиального распила |
Для брёвен высоких сортов рекомендуется пиление по кругу. Фактически, пиление с учётом конусности бревна с наклоном бревна так, чтобы пиление происходило параллельно коре, рекомендуется для всех «хороших» граней. Результатом будет получение чистой древесины по всей длине, более ценных кусочков пиломатериала, и это позволит избежать необходимости распиливать чистую древесину потом на коротыши. Когда дойдёте до низкосортной части бревна, переходите к форме бруса и минимизируйте при этом операцию обрезки бруса по бокам.
Прочные, но некачественные брёвна нужно пилить так быстро, как только возможно. От этих брёвен толку мало — прибыль очень маленькая, либо вообще никакая, значит, эти брёвна нужно вынимать из станка чем быстрее, тем лучше. Здесь подходит любой способ пиления. Чаще всего их пилят на брус, либо просто пилят насквозь. Перевороты бревна в данном случае вообще лучше свести к абсолютному нулю.
Непрочные брёвна дают такую несущественную прибыль и такой огромный риск поломать продукт, что лучше вообще не иметь с ними дела.
Брёвна среднего качества могут давать значительное количество хорошего пиломатериала, и тут уже многое зависит от распиловщика, от того, как он будет переворачивать бревно. Здесь решение о вращении бревна критично для прибыли.
Для начала надо выбрать наихудшую часть бревна и спилить её без учёта сбега. Но нельзя пилить с этой стороны слишком много. Для небольших брёвен вообще нужно спилить один пласт, то есть пропилить один раз во всей длине бревна, или пласт и короткую доску, а затем перевернуть бревно на противоположную сторону.
Другой способ состоит в том, что надо выбрать наилучшую сторону бревна и начинать распил с учётом конусности бревна. Затем долго распиливается именно эта часть, прежде чем бревно будет перевернуто.
Пиломатериал напиливается с одной грани до тех пор, пока распиловщик ожидает, что следующая доска с этой стороны бревна будет не ниже по качеству, чем доски, которые можно получить из другой грани. Существует исключение: если начать пилить с наихудшей грани бревна, то надо пилить, пока не получится абсолютно гладкая поверхность распила, чтобы перевернуть на неё бревно. Другими словами, хорошую сторону бревна нужно распиливать глубоко, а с плохой стороны просто снимается пласт или пласт и одна доска.
Если взять бревно диаметром 60 см, хотя это справедливо для всех брёвен любых размеров, при пилении с поворотом на 180° получаем 8 досок, которые нужно дополнительно обрезать по бокам, а с использованием менее эффективного метода, поворачивая всегда на соседнюю грань, получим 13 таких досок. Одно это обстоятельство уже может быть значительным доводом в пользу переворота бревна на 180°, особенно для небольших предприятий. Кроме того, такой способ пиления даёт больше широких досок, а они обычно более ценные. При перевороте на соседнюю грань получается 8 досок тангенциального распила, которые подвержены сильному короблению при сушке. Далее, если это орех или красный дуб с узкой заболонной частью, то при 180-градусном перевороте бревна получим 10 досок с заболонью, при другом методе переворота — 13 досок. Заболонь вызывает проблемы при сушке. А при 180-градусном перевороте бревна внутреннее напряжение древесины снимается, что в результате позволяет избежать щелей и трещин.
Переворот на соседнюю грань может быть легче, но с экономической точки зрения и с точки зрения безопасности пиления выгоднее вращение бревна на 180°.
После того, как распилены две противоположные грани бревна, нужно переходить к третьей и четвёртой. Как обычно, первой распиливается худшая из этих граней без учёта конусности бревна. Однако грань хорошего качества всегда должна распиливаться параллельно коре, чтобы увеличить выход хороших пиломатериалов из бревна.
Ширина первого пласта при пилении со всех четырёх сторон бревна является критичной.
Если грань хорошего качества, то есть первая спиленная доска может быть отнесена к хорошему сорту, тогда минимальная ширина распиливаемого пиломатериала должна быть 15-1 см. Конечно, это зависит от размеров самого бревна. Чтобы учесть дальнейшую обработку доски, строгание или даже обрезку по бокам, рекомендуется именно 15-1 см, а не 15 см.
Если грань плохого качества, тогда имеет смысл пилить доски шириной не менее 10-1 см. Длина таких досок должна быть не меньше 1,2 м. Нужно вообще производить на своей пилораме доски не меньшей длины.
Когда дело доходит до брёвен откровенно плохого качества, имеет смысл распиливать их с «брюха» или с «ушек», а не искать хорошую грань. «Ушки» обычно снимаются за 1 или 2 прохода пилы, открывая гладкую поверхность внутри бревна. Распил с «брюшка» требует большего числа манипуляций, а в результате вы получаете несколько коротких, но чистых досок.
Брус имеет ряд преимуществ по сравнению с тонкими досками. Брус часто имеет красивый узор древесины, который нравится покупателям. При сушке он усыхает вдвое меньше, чем доски (3% против 6% у досок). Меньше растрескивания во время сушки. При изменении влажности окружающей среды брус более стабилен. Когда им покрывают пол, он почти не изнашивается.
Так же при пилении бруса выход полезного продукта из бревна на 20% ниже. Скорость его производства гораздо ниже. Он требует времени сушки на 15% больше. Брус усыхает по толщине в 2 раза больше, чем узкие доски. Острые сучья, которые остаются в брусе, в отличие от круглых сучьев в досках, сильно снижают прочность материала.
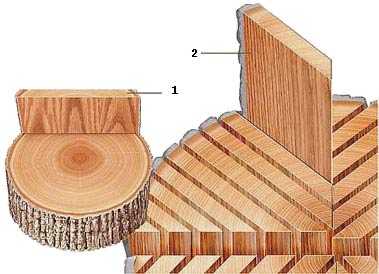 | |
| Типы распила: 1 — тангенциальный распил; 2 — радиальный распил; 3 — полурадиальный распил. | |
Типы распила
Радиальным называется распил, при котором плоскость разреза проходит через сердцевину ствола. Древесина таких досок довольно однородна по цвету и текстуре, межкольцевые размеры минимальны. Доски радиального распила устойчивы к внешним воздействиям, практически не подвергаются деформации и обладают высокой износостойкостью. Доска радиального распила имеет коэффициент усушки = 0,19%, а коэффициент разбухания = 0,2%. Эти показатели у пиломатериалов радиального распила вдвое лучше, чем у доски тангенциального распила. У доски радиального распила процесс усушки и разбухания идет по ширине волокон — толщина доски, а у тангенциального распила по ширине доски т.к. волокна у «тангенса» расположены по ширине. Соответственно у доски пола, паркетной доски, имитации бруса, блок-хауса, вагонки радиального распила щелей практически нет по сравнению с аналогичными изделиями тангенциального распила. Поскольку выход досок радиального распила составляет 10 — 15% от общего объема, стоимость их довольно высока.
Радиальный распил древесины — способ распила бревна, при котором все волокна в доске идут вдоль направления годовых колец. При радиальном распиле пиломатериал обладает наилучшими физико-механическими качествами. Прочность и твердость древесины при радиальном распиле выше, чем при тангенциальном.
Выход доски радиального распила обычно невелик (не превышает 30%). На продольно-распиловочных станках UP-700 выход доски радиального распила достигает 60%. Такой высокий показатель достигается благодаря системе оптимизации распила. Выбирая среди критериев оптимизации максимальный выход доски радиального распила, условия радиальности и полурадиальности распила, технолог определяет процент выхода радиальной доски.
Радиальный распил можно произвести и на другом оборудовании. Но процентный выход доски радиального раскроя на другом оборудовании зависит от того, как оператор раскроил бревно. Обычно этот показатель значительно меньше 50 %. За счёт микропроцессорной системы управления и системы оптимизации на UP-700 можно получить максимально возможное количество доски радиального распила.
Тангенциальным называется распил, при котором плоскость разреза проходит на расстоянии от сердцевины, по касательной к годичному слою ствола. Такие доски имеют ярко выраженную текстуру и насыщенный волнообразный рисунок годовых колец. Доски тангенциального распила имеют более высокие коэффициенты усушки и разбухания, но более доступны по цене.
Пиление древесины твёрдых сортов
Операция пиления включает решения о толщине доски, перевороте бревна и компенсации конусности бревна. Это зависит от многих факторов: от сорта древесины, качества бревна, его размеров, конструкции станка и сортности пиломатериала, который нужно получить. Можно выделить 3 стандартных схемы распила:
Простое пиление
Бревно распиливается до тех пор, пока не откроется его сердцевина, а затем переворачивается на 180° и допиливается до конца. Это самый быстрый и лёгкий метод пиления, всё же при этом методе каждый кусок пиломатериала нужно обрезать по бокам. Распиленный таким образом пиломатериал несколько шире и тяжелее, более низкого качества и имеет много отходов. Он чрезвычайно подвержен короблению во время сушки. Поэтому простое пиление или пиление насквозь оправдано только в случае с брёвнами очень низкого качества, когда все вышеперечисленные недостатки уже не особенно важны.
Круговое пиление
При пилении по кругу сначала делается пропил, и бревно переворачивается на новую грань, распиливается, и переворачивается снова, до тех пор, пока не произойдет как минимум 5 переворотов. С финансовой точки зрения это наилучший способ для брёвен среднего и высокого качества, хотя в то же время на некоторых пилорамах осуществлять такой переворот бревна тяжело, а дневная производительность окажется невысокой. Разумеется, станок с гидравликой решает эту проблему.
Пиление бруса
Пиление бруса максимизирует производительность распиловочного станка (количество досок в день) и, как правило, применяется в промышленности при работе с брёвнами среднего и большого размеров. В этом случае бревно распиливается вначале как при пилении по кругу, но центральная часть бревна, которая может иметь размеры 18×23 или 25×25 и так далее либо передается в обработку на другой станок по технологической линии, либо продаётся как большой и тяжёлый брус. В основном, таким образом пилятся брёвна среднего и низкого качества, когда невозможно из центральной части бревна получить ценный пиломатериал. Таким образом, экономится время и усилия при производстве продукта не очень высокого качества и, следовательно, не очень высокой цены.
Решение о том, с какой стороны бревна начинать пиление, какую поверхность распила открыть первой — это самая важная часть распиловки. Делим бревно на 4 грани, каждая из которых протягивается по всей длине бревна и занимает определённую часть от его окружности. Выбор первой грани определяется положением всех других.
При пилении по кругу и пилении бруса действуют два основных правила:
Самая плохая грань бревна распиливается первой без всякого учёта конусности бревна. Учёт сбега бревна означает поднятие или наклон бревна таким образом, чтобы пила пилила параллельно коре. Поскольку это самая плохая часть бревна, это значит, что из неё получатся короткие доски и много горбыля. Так как мы не учитываем конусность бревна, это даёт нам возможность с противоположной, лучшей стороны бревна производить пиление параллельно коре, при этом не поднимая и не наклоняя бревно. Значит, из этой наилучшей части бревна выйдет больше досок высокого качества, к тому же совпадающих по длине с длиной бревна.
Первой распиливать лучшую грань дерева, учитывая при этом конусность бревна. Это значит, что бревно нужно поднимать или наклонять так, чтобы первый пропил производился параллельно коре.
Конечный результат обоих методов будет примерно тот же самый, но у второго метода есть одно преимущество. В этом случае распиловщику легче вращать бревно, потому что открытая грань — самая чистая, на ней нет дефектов. В случае с первым правилом лучшая часть дерева — та часть, что противоположна открытой грани. Её не видно, и точно вращать бревно невозможно. Обычно, если древесина хорошего качества, то оба правила работают практически одинаково. Но если столкнуться с бревном похуже, лучше пользоваться вторым правилом.
Пиление древесины мягких сортов
Многие методы, используемые при пилении твёрдой древесины, подходят и для мягких сортов. Но есть и некоторые различия. Конечно, соображения безопасности должны преобладать над желанием произвести как можно больше продукта.
Расположить бревно так, чтобы при пилении незначительные дефекты материала оказывались внутри пиломатериала, конечно, если эти дефекты не столь серьёзны, чтобы повлиять на прочность конечного продукта. Если возможно, надо пилить так, чтобы все сучья и дефекты располагались с одной стороны пиломатериала, в то время как другая сторона оставалась чистой. Правда, в случае со стройматериалами чистая поверхность не влияет на конечную цену продукта. А вот большие сучья или дефекты могут влиять на прочность конструкции.
Выбрать наихудшую сторону бревна и начинать пилить с неё, производя короткий пиломатериал. Первый пиломатериал будет наихудшим и, соответственно, он должен быть коротким, чтобы его можно было продать.
После того, как бревно распилено с плохой грани по всей длине бревна, надо перейти к противоположной грани, и пилить параллельно коре. С хорошей грани ширина распиливаемой доски должна быть не меньше 15 см. На меньших брёвнах — менее 30 см в диаметре, первая доска должна быть 10 см шириной. Огромные брёвна будут иметь меньше дефектов внутри и, следовательно, не нужно их переводить на большие строительные конструкции.
Следует всегда переворачивать бревно с одной грани на другую, если пиломатериал из новой грани будет лучшего качества, чем из той, которую только что пилили.
Брёвна из отходов. Надо распилить «ушки» за один проход пилы, потом переверните бревно на «брюшко», возможно, из него можно сделать хоть немного коротких досок.
les.novosibdom.ru
Технология пиления древесины — виды, способы, методы
Древесина является ценным природным материалом, который создан самой природой. Люди много столетий пользуются этим замечательным сырьем для стройки домов, создания мебели, декоративных предметов интерьера, а также применяют его в промышленных целях. По этим причинам грамотная обработка срубленного ствола представляет собой крайне важную задачу. Распиловка и строгание древесины – наиболее важные операции с деревом. В этой статье мы расскажем о том, что такое распиловка древесины и какие существуют типы пиления.
Распиловка бревна – это процесс превращения ценного природного сырья в пиломатериал. При пилении древесины различными методами можно получить различных размеров пиломатериал. Для получения качественной продукции нужно выбирать качественные, ровные бревна, не поврежденные вредителями.
Виды распила древесины
Качество конечного продукта зависит от большого числа факторов – сорта древесины и качества исходного сырья, профессионализма работников, правильной сушки. Однако есть еще один немаловажный аспект – это метод распила лесоматериалов.
Различают такие методы распила:
- тангенциальный
- радиальный
- рустикальный
- продольный
- поперечный.
 Рустикальный – это распил, который выполняется под острым углом к направлению волокон. Такой метод применяется в изготовлении пиломатериала для рустикального напольного покрытия, которое можно назвать самым неоднородным и оригинальным по узору и оттенку.
Рустикальный – это распил, который выполняется под острым углом к направлению волокон. Такой метод применяется в изготовлении пиломатериала для рустикального напольного покрытия, которое можно назвать самым неоднородным и оригинальным по узору и оттенку.
В ходе тангенциального распила плоскость разреза пролегает по касательной к годичным слоям материала на определенном расстоянии от сердцевины. Поскольку волокна древесины, чаще всего, расположены в различных направлениях, то на поверхности получается естественный узор в форме причудливых «арок», «завитушек», «колец». Структура доски при таком варианте распила отличается неоднородностью, могут присутствовать древесные поры. По окончанию тангенциального распила доски отличаются повышенным коэффициентом усушки и разбухания. Также эта схема распиловки бревна дает возможность повысить коэффициент полезного выхода, что становится причиной снижения себестоимости конечного продукта.
Пиление заготовок из древесины радиальным методом осуществляется перпендикулярно годовым кольцам. Таким образом, получается однородная доска с наименьшими промежутками между годовыми слоями. При этом создается привлекательный рисунок, а также повышается прочность пиломатериала. Радиальные материалы характеризуются высокой сопротивляемостью деформации и износоустойчивость. Также такие доски имеют более низкие показатели усушки и разбухания в сравнении с пиломатериалами тангенциального распила. Поэтому готовые изделия, к примеру, паркетная доска, половая доска, блок-хаус, вагонка, практически не растрескиваются на лицевой части, а вот материалы тангенциальной распиловки подвержены таким явлениям. Клееный брус создают только из досок радиального и полурадиального распила, потому что механические и геометрические параметры находятся в прямой зависимости от сопротивления волокон. Данное сопротивление растет во время склеивания пластей с разнонаправленными годовыми кольцами под углом наклона не более 45°.
Из цельного бревна можно получить лишь 10-15% радиальных досок. Поэтому они имеют высокую стоимость. Самые лучшие показатели демонстрирует материал, имеющий угол между годичными слоями и плоскостью распила от 80 до 90 градусов.
Пиление древесины поперек волокон
Технология пиления древесины поперек волокон – это наиболее распространенный метод обработки лесоматериалов в столярном деле. Вместе с тем такое пиление можно назвать самым простым. Продольное пиление древесины требует намного больше усилий и определенных навыков.
 Инструменты для поперечного распила лесоматериалов выбирают в зависимости от необходимой точности, объема работы и условий, имеющихся в каждой отдельно взятой мастерской. Можно воспользоваться:
Инструменты для поперечного распила лесоматериалов выбирают в зависимости от необходимой точности, объема работы и условий, имеющихся в каждой отдельно взятой мастерской. Можно воспользоваться:
- электрической дисковой пилой. Она делает аккуратные и быстрые пропилы. Для бытового использования отлично подойдет модель с мотором мощностью 1000 Вт и сечением диска 180 мм. Большая часть дисковых пил имеют в комплекте комбинированное лезвие, которое можно применять для реализации самых разных работ. Зубцы этого лезвия представляют что-то среднее между зубцами поперечной и продольной пил. Для долгой работы лучше взять лезвие, которое покрыто карбидом. Стоимость у него более высокая, но тупится в 10 раз дольше
- стуслом и шипорезной пилой. Они используются для чистовой обработки. Такими инструментами можно сделать наиболее точные пропилы
- циркулярной электропилой
- поперечной пилой. При покупке обратите внимание на то, что зубцы такого инструмента должны быть попеременно разведены влево и вправо от самого полотна. Они должны быть хорошо заточены и быть скошенной формы. Наиболее популярной можно назвать пилу с 10 зубьями на 25 мм полотна. При количестве зубьев 8, пила будет пилить быстрее, однако создавать грубые пропилы.
wood-prom.ru
Продольная распиловка древесины, брёвен — методы и технология
Древесину можно назвать самым прекрасным материалом для строительства, который создала природа. Однако при этом древесина не только красива, но и капризна. Искусственные материалы обладают однородной структурой, а вот древесина – неоднородной. Во время работы с лесоматериалами к их неоднородности нужно привыкнуть и научиться работать с ней.
Поскольку лесоматериалы состоят из множества волокон, которые расположены вертикально, и гораздо меньшего числа горизонтальных волокон, то мастер должен научиться продумывать распиловку древесины для осуществления качественного распила. В этой статье мы поговорим о продольном распиле.
Продольная распиловка бревен
Бревно представляет собой ствол дерева, с которого удаляются все ветки, сучья, а также верхняя тонка часть кроны. Бревно может использоваться в качестве самостоятельного стройматериала (столбы, сваи, мачты), а также в качестве сырья для производства пиломатериалов.
Распиловку бревна можно реализовать несколькими способами:
- вручную, при помощи пильного инструмента
- при помощи пилорамы
- при помощи деревообрабатывающих станков или специализированных линий.
Стоимость пиломатериалов в значительной мере зависит от толщины бревна и количества отходов производства. Главная задача деревообрабатывающего предприятия заключается в получении качественного продукта при минимальных отходах. Чем лучше мастер раскроит бревно, тем более высокий выход получится качественного материала. Из ровных стволов большого диаметра получаются самые ценные пиломатериалы. Перед началом распиловки необходимо определиться с толщиной получаемых досок. Это также позволит по максимуму использовать имеющийся объем бревна и уменьшить себестоимость. В ходе распиловки бревна на толстый брус образуется меньший объем отходов, а значит, цена конечного продукта зависит от грамотного раскроя.
 Для более рационального использования имеющегося сырья и правильной распиловки бревна, в деревообрабатывающей промышленности применяют специальные схемы распиловки, которые дают возможность уменьшить процент отходов и, следовательно, снижается себестоимость конечного продукта. По этой причине перед началом процесса распиловки бревна своими руками, стоит поискать в интернете подобные схемы и детально их изучить.
Для более рационального использования имеющегося сырья и правильной распиловки бревна, в деревообрабатывающей промышленности применяют специальные схемы распиловки, которые дают возможность уменьшить процент отходов и, следовательно, снижается себестоимость конечного продукта. По этой причине перед началом процесса распиловки бревна своими руками, стоит поискать в интернете подобные схемы и детально их изучить.
Для распиловки бревна могут использоваться такие станки продольной распиловки:
- бензопила и простая ручная пила помогает получить небольшое количество пиломатериалов
- пилорама представляет собой устройство, в котором можно распилить бревна и брусья, для чего в пилораме имеются рамные пилы. На подобных устройствах можно распиливать заготовки, диаметр которых составляет от 14 до 80 см и длинной от 3 до 7 метров
- круглопильные станки. В таком устройстве распиловка древесины происходит при помощи дисковой пилы. Станки с одной пилой называют однопильными, с двумя пилами — многопильные. Однопильные устройства используются в небольших цехах и мастерских. Многопильные станки применяют на крупных предприятиях для раскроя большого объема заготовок. На таких устройствах запрещена ручная подача заготовки. Круглопильные станки опасны вероятностью выброса распиливаемого материала и срезков пилой в сторону, противоположную подаче. Поэтому на таких станках управления находится вне зоны возможного вылета материала. Помимо этого круглопильные станки имеют расклинивающие ножи и особые механизмы, которые предназначены для удержания материала от выброса
- ленточнопильные станки применяют для распила бревен, при этом ленточное полотно надето на шкивы. Они позволяют осуществлять продольный и смешанный распил древесины, а также разных древесных материалов. Такое оборудование используется в столярных цехах, мастерских и характеризуется большим вылетом рамы, существенной высотой реза при малых габаритах
- линии по распиловке бревен позволяют получить высокое качество поверхности конечного продукта, точные линии, а также высокую производительность. Они применяются на крупных предприятиях.
 Для получения качественного продукта необходимо использовать хорошее сырье. Если в ходе распиловки использовать бревна нужных и правильных габаритов, то и можно создать из них высококачественные материалы.
Для получения качественного продукта необходимо использовать хорошее сырье. Если в ходе распиловки использовать бревна нужных и правильных габаритов, то и можно создать из них высококачественные материалы.
Наилучшие материалы получаются из свежесрубленной древесины. Из сучковатого и изогнутого ствола очень сложно получить хорошие пиломатериалы. Поэтому перед распиловкой обязательно нужно осуществить сортировку бревен согласно их качественным особенностям, и только после этого использовать оборудование для распиловки лесоматериалов.
Абсолютно круглых бревен не существует, по этой причине принято считать, что у бревна имеется 4-и грани, каждая из которых состоит из четверти окружности и занимает его полную длину. Ни одна из этих граней не находит на другую. Существует понятие «чистой грани», чем она выше, тем более ценна древесина. Эта грань не имеет никаких изъянов, к примеру, трещин, рубцов, сучьев, сколов, гнили.
На российских лесопильных предприятиях для продольной распиловки бревен чаще всего используют лесопильные рамы. Тем не менее, в мировой практике существует тенденция к применению станков на базе сдвоенных и счетверенных ленточнопильных устройств, которые характеризуются высокой производительностью.
Выход досок при распиловке круглого леса
| Диаметр, см | Выход высших сортов, % |
| 12 — 16 | выход первого сорта 40 % |
| 18 — 22 | в среднем 50 % |
| 24 — 26 | около 50 % |
| 28 — 40 | брусовой лес, при производстве бруса можно получить показатели около 70 % |
| 42 — 60 | около 60 — 70 % |
Продольная распиловка. Особенности
Продольный распил осуществляется вдоль роста волокон. В ходе такого пиления затрачивается намного больше энергии, станок нагревается намного быстрее, чем в случае поперечного распила. Тем не менее, такие затраты полностью компенсируются тем, что поверхность пиломатериалов при продольном распиле получается гладкая. А вот в случае поперечного распила поверхность бывает шероховатой и даже со сколами.
Фактически, продольный распил схож с расколом колодок топором, при котором лезвие-клин расщепляет волокна, соединенные лигнином, что облегчает дальнейшее расщепление. В ходе продольного распила лесоматериалов или ДСП режущая поверхность инструмента разрывает лигнин, после чего режущими движениями разрезает волокна.
Часто во время продольной распиловки выявляется внутреннее напряжение в пиломатериале, вызванное неравномерной усушкой волокон, которые сжимаются или наоборот растягиваются, зажимаются окружающими волокнами и находятся в таком положении, пока не начинается распиловка.
Во время реализации продольного распила возникает существенная проблема. Она заключается в том, что края распиленной доски могут сомкнуться. Но этой проблемы можно избежать. Не стоит осуществлять распил досок, которые имеют неравномерно распределенные годовые кольца, то есть внешний вид, которых говорит о неправильной сушке. Не подходят для продольной распиловки и пиломатериалы, которые имеют трещины.
Продольная распиловка древесины должна осуществляться с запасом на высвобождение внутреннего напряжения. Такой вариант дает возможность в будущем при помощи строгания или выпиливания, избавиться от изъянов. Не забывайте, что диски, применяемые для распила, должны быть острые и чистые, по возможности новые.
Процесс продольной распиловки
При помощи продольного распила можно получить доски, бруски и брусья. Доски – это пиломатериалы, имеющие толщину до 45 мм, если толщина более 45 мм – получаются бруски и брусья. Доски могут иметь ширину от 80 до 250 мм, а брусья — от 130 до 250 мм. По окончанию продольной распиловки бревна деловые пиломатериалы делят на бруски квадратного сечения, доски одной ширины по всей длине бревна толщиной от 30 мм, а также тес — тонкие доски, толщина которых не превышает 20 — 25 мм.
 Пластины изготавливают в ходе продольного распила бревен на две половины, а четвертины — на четыре части. Доски создают в результате распила по нескольким параллельным друг к другу плоскостям. Бруски – это результат продольного распила досок. Ширина бруска не должна быть больше его двойной толщины. Горбыль представляет собой срезанную боковую часть бревна.
Пластины изготавливают в ходе продольного распила бревен на две половины, а четвертины — на четыре части. Доски создают в результате распила по нескольким параллельным друг к другу плоскостям. Бруски – это результат продольного распила досок. Ширина бруска не должна быть больше его двойной толщины. Горбыль представляет собой срезанную боковую часть бревна.
Начальный этап распила называют первичным роспуском, его выполняют на головном станке. Бревно движется в обоих направлениях через головной станок с помощью подвижной тележки, которая способна осуществлять поворот заготовки для реализации его оптимальной схемы распиловки.
Сегодня очень часто на лесопильных предприятиях применяются лазеры и рентгеновские лучи в качестве устройств для получения изображения и линии реза. Применяют их для того, чтобы оптимизировать применение древесины.
Со склада бревна при помощи башенного или другого крана подаются в резервуар с водой, а из него — в лесопильный цех, где осуществляется продольная распиловка заготовок. По окончанию распила следует этап сортировки, после чего откалиброванный и пригодный пиломатериал режут по длине требуемых заготовок, кладут на тележки или в вагонетки и перевозят в сушильный цех или камеру для просушки.
В процессе продольной распиловки бревен на лесопильной раме образуются опилки кубовидной формы различного размера — от крупных частиц (7 мм) до пылевидных. Изделия из таких опилок отличаются повышенными водопоглощающими свойствами, а также впитываемостью связующих веществ, потому что характеристики этих свойств вдоль волокон выше, чем поперек.
wood-prom.ru
Распиловка пиломатериалов
Все способы профессиональной сушки древесины — конвективная, атмосферная, вакуумная, СВЧ, камерная. Сушка древесины конденсационным способом и сушка древесины инфракрасным способом.

Выбор способа сушки древесины и сушильного оборудования определяется рядом факторов: породным и сортиментным составом высушиваемых пиломатериалов, стоимостью энергоносителя, необходимой производительностью, производственными условиями и инвестиционными возможностями потребителя. То есть, если раньше при стабильных ценах для технико-экономического обоснования проекта достаточно было двух-трёх обобщающих факторов, то сегодня нужен расчёт в каждом конкретном случае.
В настоящее время результаты изучения рынка сушильных камер показывают, что среди предлагаемых камер 90—95% — классического типа: конвективные с различными системами приточно-вытяжной вентиляции и видами теплоносителя. Их преимущества: малые капитальные затраты, простота процесса, удобства технического обслуживания.
Основными элементами таких сушилок являются: циркуляционное оборудование (вентиляторы), система нагрева (калориферы), система управления (регуляторы).
Вентиляторы должны обеспечивать необходимую скорость и равномерность распределения сушильного агента по материалу для различных пород с целью получения высшего качества и оптимальной продолжительности процесса сушки древесины. Для побуждения циркуляции сушильного агента используют осевые и, в отдельных случаях при большом сопротивлении, центробежные вентиляторы. К этому оборудованию должны предъявляться жёсткие требования по его надёжности при эксплуатации в среде с высокими температурой и влажностью.
Сушка древесины — длительный и энергоёмкий процесс. Тепловая энергия для сушилок вырабатывается в котельных. Тепловым носителем здесь является пар или горячая вода. Электроэнергию вследствие её дороговизны используют редко, хотя в последнее время этот вид энергоносителя становится всё популярнее.
За рубежом для выработки тепловой энергии в основном используют установки для сжигания древесных отходов (опилок, щепы, коры, стружки).
Параметры среды в сушильных камерах, как правило, измеряют психрометром. Управление и регулирование осуществляется автоматически.
Наряду с традиционными конвективными камерами определённое распространение получили вакуумные и конденсационные сушилки.
Вакуумные сушилки целесообразно использовать для сушки древесины твёрдых лиственных пород (дуб), крупных сечений (50 мм и более), когда скорость сушки является важным фактором. При покупке таких камер нельзя забывать о больших капитальных вложениях.
Конденсационные сушилки используют в тех случаях, когда электроэнергия как энергоноситель более дешёвая по сравнению с другими видами. КПД таких сушилок наиболее высок при температуре сушильного агента до 45°С. При этих параметрах себестоимость небольшая, зато срок сушки значительный.
В последнее время произошли значительные изменения в организации, технике и технологии сушки древесины. Если раньше основной объём сушки древесины приходился на крупные деревообрабатывающие и лесопильные предприятия, где сооружались большие сушильные цеха, то сейчас основная масса древесины перерабатывается на малых предприятиях, потребность которых может быть обеспечена одной-двумя камерами небольшой загрузочной ёмкости. Многие малые компании пытаются реконструировать устаревшие камеры или даже создают самодельные простейшие сушильные устройства, которые не могут обеспечить качественной сушки материала. Вместе с тем, рынок предъявляет всё более жёсткие требования к качеству изделий из древесины.
Низкое качество сушки древесины, обусловленное неудовлетворительным техническим состоянием сушилок и слабой технологической подготовкой обслуживающего персонала, приводит к скрытому браку — неравномерному распределению конечной влажности, который долгое время может оставаться незамеченным и сказаться тогда, когда изделие уже находится в эксплуатации.
Современные лесосушильные камеры как отечественного, так и зарубежного производства позволяют достичь высокого качества сушки древесины. Они оснащены системой автоматического управления процессом и являются сложным комплексом оборудования, требующим квалифицированного обслуживания.

Атмосферная сушка
Атмосферная сушка является наиболее доступным способом обезвоживания древесины. Известно, что атмосферно высушенная древесина может эксплуатироваться многие столетия, если её повторно не увлажнять.
Атмосферная сушка является наиболее дешёвым способом, и раньше она была основной на лесопильных предприятиях. Она не требует таких капитальных затрат, как камерная, но для неё нужны большие площади и большой запас материала.
Основным недостатком атмосферной сушки является то, что процесс неуправляем: в районах с повышенной влажностью воздуха повышается вероятность поражения пиломатериалов грибами, а на юге (от сильной жары) — растрескивания.
Разложение древесины грибами происходит при её влажности выше 22%, и это граничное значение (22%) считается «пределом биостойкости».
Правила атмосферной сушки и хранения пиломатериалов регламентированы государственными стандартами: для пиломатериалов хвойных пород — ГОСТ 3808.1-80; для пиломатериалов лиственных пород — ГОСТ 7319-80.
По правилам, атмосферная сушка проводится в штабелях, укладываемых на специальных фундаментах (высотой 550 мм при грунтовом покрытии или 200 мм при бетонном или асфальтном покрытии подштабельной территории, если высота снежного покрова обычно не превышает 250 мм). Фундамент выполнятся, как правило, из железобетонных опор площадью не менее 400х400 мм. Можно использовать деревянные опоры, предварительно пропитав их антисептическим составом. Расстояние между центрами опор должно быть 1,0-1,7 м по длине и 1,3—1,4 м по ширине штабеля.
Состояние сушильного агента (воздуха) нестабильно, на него оказывают влияние климатические условия, время года и суток. В результате взаимодействия воздуха и высыхающей древесины на складах создаётся своеобразный микроклимат: воздух имеет пониженную температуру, повышенную влажность и небольшую скорость циркуляции. Поэтому процесс атмосферной сушки длительный. Древесина высушивается до влажности 12—20% в зависимости от климата (температуры и влажности воздуха), породы и толщины материала.
Можно ускорить процесс путём применения более разреженной укладки, размещения штабелей в соответствии с господствующим направлением ветра, или принудительной циркуляцией воздуха с помощью вентиляторов. Ускорение сушки, с одной стороны, сильно снижает возможность появления химических и прокладочных окрасок, синевы и гнили, но с другой стороны, способствует снижению относительной влажности воздуха, что приводит к увеличению остаточных напряжений. Ускоренная атмосферная сушка позволяет довести материал до влажности 20—30% за время, составляющее от 1/2 до 1/4 продолжительности обычной атмосферной сушки.
Для снижения вероятности заражения древесины грибами и плесенью в начальный период её необходимо защищать антисептиками. Сам процесс осуществляется опрыскиванием, т. е. поверхностным нанесением или глубокой пропиткой, путём окунания досок и пакетов в автоклавах.
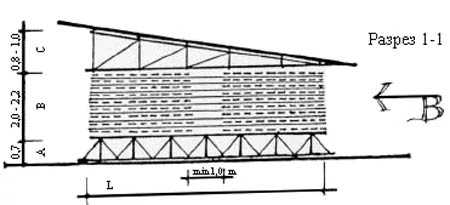

Схема штабеля для естественной сушки и хранения пиломатериалов:
А — Основание штабеля (подстопные места)
В — Штабель пиломатериалов с перекрестной укладкой
С — Инвентарная крыша (досчатые фермы, досчатые, скрытые рубероидом, щиты кровли)
D — Вентиляционная шахта
F — Штабель
а — Прижимные брусья (или бревна диаметром до 18 см)
b — Тяжи (проволока диаметром 3 — 4 мм)
c — Скрутки
d — Вынос кровли; одновременно — размеры (min) подготовленной площадки
Вакуумная сушка
Технология вакуумной сушки под давлением была изобретена в 1964 году. Сегодня в мире работает более 600 сушилок данного типа.
Вакуумная пресс-сушилка состоит из стальной нержавеющей камеры, которая внутри полностью герметична. Верх камеры закрыт эластичным резиновым покрытием в металлической рамке.
Доски укладываются внутрь камеры слоями, чередуясь с алюминиевыми нагревательными пластинами. Водяная помпа обеспечивает циркуляцию горячей воды внутри этих пластин. Вода нагревается внешним бойлером. Жидкостная вакуумная помпа обеспечивает вакуум внутри камеры.
После того, как древесина загружена в сушильную камеру, оператор устанавливает на панели управления параметры сушки: уровень вакуума (давление), температуру нагревательных пластин.
Практически каждая порода древесины требует своего уровня вакуума, который не изменяется на протяжении всей сушки. Изменяется только температура нагревательных пластин (параметры температур даны в таблицах производителя). Для программирования сушки и управления параметрами можно использовать микропроцессор.
Рассмотрим процесс сушки, состоящий из трех этапов:
1. Прогрев при атмосферном давлении.
2. Сушка нагреванием в вакууме.
3. Кондиционирование и охлаждение.
Прогрев. После того, как древесина уложена в камеру, переложена нагревательными пластинами и накрыта резиновым покрытием, начинается этап прогрева. Горячая вода, циркулируя в пластинах, нагревает древесину без включения вакуумной помпы. Влага в древесине не закипает, поскольку температура ниже 100°С, и следовательно, не происходит повреждения поверхности древесины.
Сушка. Когда температура внутри древесины достигает уровня, необходимого для сушки, включается вакуумная помпа, которая выкачивает воздух из камеры. В этом случае не происходит повреждения поверхности древесины, поскольку влага внутри древесины, двигаясь к поверхности, увлажняет её. Резиновое покрытие под воздействием атмосферного давления прижимает к полу камеры штабель древесины. Благодаря этому воздействию, доски делаются абсолютно ровными. Под воздействием высокой температуры и высокого уровня вакуума вода с поверхности древесины испаряется. Затем влага, как сконденсированная на стенках камеры, так и в виде пара, откачивается вакуумной помпой. Когда влажность древесины достигает установленного конечного значения, сушка переходит в фазу кондиционирования.
Кондиционирование и охлаждение. Нагревание пластин отключается, но вакуум в камере сохраняется. В этом случае древесина остывает под давлением пресса (1 кг/см2). После того, как древесина остыла достаточно, сушилка выключается.
Например: бук толщиной 32 мм высыхает в этих камерах до влажности 8% за 29 ч, а сосна толщиной 25 мм всего за 17 ч. Таким образом, вакуумные пресс-камеры сушат в 8—10 раз быстрее обычных и особенно эффективны при сушке толстых заготовок из ценных пород дерева, которые при сушке обычным способом могут давать трещины. Они занимают немного места, не нуждаются в фундаменте и расходуют намного меньше тепла. Объём камер (0,3—10 м3) позволяет использовать их на предприятиях с небольшим суточным объёмом производства.
Это даёт производителям неоценимое конкурентное преимущество — гибкость. Представьте себе, что к вам обращается клиент, который хочет купить лестницу из ясеня. Ему нужен всего 1 м3 высушенного материала. В случае с традиционной сушилкой объёмом, допустим, 50 м3 выполнить этот заказ теоретически возможно, а на практике — маловероятно. Ведь нужно ещё найти клиентов на 49 м3 сухого ясеня, купить 100 м3 круглого леса, распилить его и сушить не менее 30 дней. С вакуумной пресс-сушилкой объемом 1, 3 или 5 м3 вы в состоянии выполнить этот заказ за 4—5 дней. Таким образом, можно успешно конкурировать с крупными деревообрабатывающими комбинатами, работая в современных условиях с индивидуальными потребностями клиентов.
Но всё же имеется ряд существенных недостатков: большая трудоёмкость погрузо-разгрузочных работ; значительная неравномерность распределения конечной влажности по толщине материала и, соответственно, большие внутренние напряжения, малая вместимость камер. В силу этих причин вакуумно-кондуктивные камеры не получили широкого применения в промышленности, но в последнее время становятся всё более популярными. Этот способ является наиболее перспективным среди способов, направленных на ускорение процесса сушки.
Чтобы избавится от вышеперечисленных недостатков, с 1975 г. используются вакуумные сушилки с нагревом горячим воздухом. Характеристикой этого агрегата является конвекционная нагревательная система с вентиляцией, перпендикулярной по отношению к штабелю: поток воздуха, нагретый на внутренней стенке, перемещается мобильным соплом; под воздействием вращения этого сопла древесина подвергается нагреву с периодической сменой вакуумных фаз. То есть материал сначала прогревают, а потом вакуумируют. В древесине, нагретой до температуры кипения воды, происходит выкипание свободной воды из полостей клеток. Образовавшийся пар удаляется из материала под действием избыточного давления. После прекращения парообразования, т.е. охлаждения древесины, её вновь нагревают, и цикл многократно повторяют до достижения требуемой конечной влажности. Продолжительность циклов и их параметры зависят от породы, толщины и влажности материала. Такой способ даёт сокращение продолжительности процесса в 4 — 5 раз по сравнению с классическим конвективным способом при высоком качестве сушки.
Промышленные сушилки этого типа нашли распространение в производстве, работающем на толстом и трудно сушимом пиломатериале (из твёрдолиственных пород). Простая полуавтоматическая система позволяла управлять процессом сушения. В дальнейшем объединение двух одинарных сушилок в единый «тандем» дало заметное сокращение энергозатрат. Самая последняя сушилка — «Голиаф» — наконец позволила достичь цели: размеры загрузки составили 2,5х2,5 (3) м, полезная длина 13, 6 м и даже более.
Новые дорогостоящие вакуумно-термические сушильные камеры выпускаются такими компаниями, как WDE (Италия), Brunner и Lauber (Германия), IWT (Германия-Канада), причём камеры последней — с возможностью получения цветовой гаммы просушенного пиломатериала.
А вот сушилки фирмы Lauber предлагаются в тех случаях, когда для сохранения окраски дерева процесс сушки должен проходить быстро: например, для строительных лесоматериалов или для лиственных пород древесины. Сушилки «Мальбок» (Lauber) работают по технологии горячего пара. Процесс протекает без воздуха, в камере находится только водяной пар. Так как точка кипения воды в вакууме значительно ниже, процесс намного ускоряется. Для реализации различных технологических вариантов (обычная сушка, сушка без потребления воды или сушка вымораживанием) сушилки изготавливаются по специальному заказу. Объём загрузки камер — 1—30, а для сушки воздухом — 60, 100 или даже 1000 м3 пиломатериалов.
При эксплуатации сушилок часто возникает проблема снижения высоких энергозатрат. Например, на 100 м3 елового материала с исходной влажностью 80% при традиционной сушке до конечной влажности 10% необходимо в среднем израсходовать 30000 кВт/ч за всё время процесса. Отработанный воздух обычно выходит через выходной клапан наружу. В сушилке типа «Тандем» происходит иначе: в ней есть приспособление, очищающее отработанный воздух от влаги, забранной у древесины. Тепловую энергию сухого отработанного воздуха можно использовать далее: для отопления помещения или, опять же, для сушилки.
Основой всех агрегатов является алюминиевая конструкция с толстыми внутренними стенками с изоляцией из минваты. Внешний кожух выполнен из алюминиевого гофрированного листа.
При вакуумно-диэлектрическом способе сушки нагрев материала до 45 — 50°С осуществляется за счёт энергии высокочастотного электромагнитного поля при постоянном вакууме. Древесина находится в среде почти чистого пара малого давления, благодаря чему процесс происходит при малом перепаде влажности по толщине сортиментов и незначительных внутренних напряжениях.
Продолжительность сушки в этом случае уменьшается в 10 — 12 раз. Однако стоимость при таком способе достаточно большая из-за дороговизны и сложности оборудования и больших энергозатрат. И из опыта эксплуатации вакуумно-диэлектрических камер следует, что пока не удалось достичь хорошего качества сушки: материал из-за неравномерности электромагнитного поля имел очень большой разброс конечной влажности.
Поскольку температура кипения воды в вакууме ниже, чем при атмосферном давлении, то, создавая вакуум глубиной 0,9 кг/см2, температуру сушильного агента снижают до 40— 45°С. Таким образом, можно вести интенсивный и, вместе с тем, низкотемпературный процесс сушки при полном сохранении природных свойств древесины. Если сушить при постоянном неглубоком вакууме (0,2 кг/ см2) и одновременном конвективном нагреве, то это даёт также хорошее качество. Продолжительность процесса при этом не уменьшается, а соответствует конвективной сушке. Себестоимость сушки в три раза меньше за счёт использования теплоты конденсации испаренной воды и применения низких температур сушильного агента.
В общем, основываясь на анализе вышеупомянутых результатов, можно утверждать: сушилка типа «Голиаф» — это агрегат большой производительности, удобный для обработки больших размеров; значительно сокращая время сушки, по сравнению с обычной сушилкой, «Голиаф» позволяет существенно сократить количество древесины на складе и быстро реагировать на запросы рынка; значительное снижение расходов понижает стоимость сушения; что касается периода амортизации, сушилка может работать гораздо более длительное время. Поскольку камера из нержавеющей стали очень долговечна, это может принести дополнительную прибыль до истечения срока амортизации и будет иметь высокую рыночную и остаточную стоимость после него.
Сушка в СВЧ
СВЧ-сушка аналогична диэлектрической сушке токами высокой частоты (ВЧ = 25 МГц). Проводится на более высоких частотах 460, 915— 2500 МГц. Поэтому энергия СВЧ-поля передаётся в древесину путём излучения свободных, не связанных линией передачи энергии (контуром) колебаний в пространство герметичной металлической камеры, где располагается штабель пиломатериалов. В этом случае взаимодействие электромагнитного поля с древесиной максимально и не зависит от характеристик древесины и нагрузочных способностей генераторов. Генераторы пространственно разнесены с высушиваемым материалом. Условия сушки близки к оптимальным.
Достоинства. Качество сушки близко к естественному, высокая скорость сушки, энергозатраты средние: 550 кВт/ч на 1 м3 сосны, 2000 кВт/ч на 1 м3 дуба. Не требует коммуникаций, мобильна, имеет малые размеры. Универсальна, способна высушивать любые диэлектрические материалы: лекарственные травы, ягоды, фрукты, овощи, керамику, удобрения и т.д.
Недостатки. Высокая стоимость магнетронных генераторов и малый ресурс их работы (около 600 ч). Большие энергетические затраты. Трудность контроля процесса (над температурой среды и древесины, в силу специфики микроволновой энергии). Частота случаев возгорания материала изнутри. Малый объём одновременно высушиваемых пиломатериалов: объём загрузки — до 7 м3 для хвойных пород и до 4,5 м3 для твёрдолиственных. Комбинированный СВЧ-способ ещё мало изучен, и режимы сушки не отработаны.
Характер процессов, происходящих при сушке пиломатериалов в СВЧ-печи (СВЧ электромагнитном поле) не отличается существенно от сушки другими методами. Отличие состоит лишь в способе нагрева пиломатериалов. Поэтому, как и при других способах, процесс подразделяется на четыре этапа.
Первый этап — разогрев с отпариванием. При СВЧ-сушке связан с нагревом заложенного объёма пиломатериалов и находящегося в них объёма воды до температуры 55— 60°С, при которой начинается сушка. Одновременно с этим при отключенной вентиляции вытяжки идёт увеличение влажности воздуха в сушильной камере до 100% и более. Это обеспечивает отпаривание древесины. Последнее необходимо для снятия имевшихся в древесине напряжений и улучшения влагопроводности поверхностных слоёв пиломатериалов. Для рекомендуемых объёмов закладки и располагаемой энергетики СВЧ-печи длительность первого этапа составляет 6— 8 ч. Характерными признаками конца первого этапа являются накопление в сушильной камере воды в виде капель на стенках и даже небольших луж.
Второй этап — собственно сушка с выпариванием основной влаги; является логическим продолжением первого этапа. Сущность этого этапа — удаление интенсивно выделяющейся влаги из пиломатериалов при их дальнейшем нагреве. Величина подъёма температуры при этом может составлять всего 5— 10°С, т. е. 60— 70°С в конечном итоге. Для удаления большого количества выделившейся влаги из камеры вентилятор работает в усиленном режиме. Далее, с выпариванием основного объёма влаги из слоистых структур древесины начинаются процессы выпаривания влаги из клеточных структур (обычно это наступает при влажности древесины 24— 30%). Интенсивность выхода влаги при этом существенно замедляется. Подаваемая к пиломатериалам энергия начинает всё больше тратиться на их нагрев, что приводит к возрастанию температуры до значения, заданного оператором. Усиленный режим работы вентилятора в этих условиях может привести к снижению влажности до низких уровней порядка 25— 30%, что затрудняет выход влаги с поверхности. Таким образом, нарастание температуры пиломатериалов до заданной величины может служить критерием для перехода к третьему этапу (для задания нового значения температуры и режима работы вентилятора вытяжки).
Третий этап — досушка пиломатериалов до нижнего (заданного) порога влажности. Он характеризуется сушкой в жёстких режимах, прежде всего температурных. Целью введения таких режимов является эффективное и быстрое удаление клеточной влаги. Для поддержания хорошей влагопроводности поверхностных слоёв древесины уровень влажности в сушильной камере должен быть вновь высокий, порядка 70%. С этой целью вентилятор вытяжки переводится в нормальный режим работы, а температура сушки поднимается на 5— 10°С.
Необходимо осознавать, что длительная сушка пиломатериалов в жёстких режимах, особенно трудносохнущих пород (дуб, ясень), может привести к потемнению древесины и к внутренним трещинам в ней. Критерием окончания третьего этапа является достижение требуемого уровня влажности.
Четвёртый этап — охлаждение пиломатериалов до температуры внешней среды. Это производится вне СВЧ-сушки, и тем самым повышается производительность:
до 210 м3/мес. — хвойные породы;
180 м3/мес. — берёза, лиственница;
до 100 м3/мес. — дуб, бук, ясень.
Общая средняя продолжительность нахождения пиломатериалов в СВЧ — 20— 24 ч при WM4 = 48-55%, WKOS = 6— 8%. Для твёрдолиственных пород — дуб, бук, ясень — показатели иные.
Охлаждение проводится естественным путем без выгрузки пиломатериалов из камеры. СВЧ-печь отключается, створки дверей приоткрываются, пиломатериалы остывают за счет конвекции. Разность температур пиломатериалов и внешней среды при выгрузке не должна быть более 20°С. Обычно длительность остывания пиломатериалов составляет 5— 6 ч.
Следует отметить, что выделение описанных выше этапов условно и их длительность и соотношение определяются многими факторами: видом и сортиментом древесины, начальной влажностью, начальной температурой пиломатериалов, объёмом закладки. Очевидно, что при начальной влажности этапа 30— 40% сушка по условиям второго этапа может и не проводиться, а длительность первого этапа будет меньше. Все эти особенности необходимо учитывать и сверять с реальными параметрами процесса сушки по указанным критериям.
Сушка сосновых пиломатериалов. Сосна в силу своего строения (слоистая структура с длинными продольными волокнами и капиллярами) и химического состава (наличие в древесине скипидара) имеет хорошую влаго- и газопроводность. По этим причинам сосна может выдерживать высокие температуры до 100-120°С без внешних и внутренних физических повреждений. Согласно экспериментальным данным, значение температуры сушки сосновых пиломатериалов всех сортиментов составляет 100°С. Из-за малой плотности древесины и большой её влагоотдачи, длительности первого и второго этапов в сушке увеличиваются. Длительность первого этапа составляет 7— 8 ч, второго — до 80% всего времени сушки. Переход от второго этапа к третьему (переключение режима вентиляции вытяжки) производится при достижении температуры пиломатериалов 90°С.
Сушка буковых материалов. Бук относится к трудносохнущим видам пород древесины. При естественной сушке на воздухе бук быстро, в течение 1—2 суток, портится (синеет, поражается грибком), а также приобретает сильные напряжения (пиломатериалы закручивает в разных направлениях, появляются многочисленные трещины, наибольшие — по сердцевинной трубке). Исходя из вышеизложенного, качество СВЧ-сушки буковых пиломатериалов в сильной степени зависит от их начального качества и состояния.
Для исключения указанных недостатков распиловку бука необходимо проводить непосредственно перед сушкой, а сам бук держать в водяных ваннах.
Несмотря на высокую плотность древесины по сравнению с другими породами, бук хорошо сохнет в СВЧ-печи из-за наличия длинных продольных волокон и капилляров. Буковые пиломатериалы при СВЧ-сушке сушатся в мягких режимах с температурой не более 90°С. Посиневшие участки древесины на начальном этапе заражения грибком при СВЧ-сушке восстанавливают свой первоначальный цвет. При этом грибковые колонии погибают, а древесина стерилизуется. Переход от второго этапа сушки к третьему производится при достижении пиломатериалами температуры 80°С.
Сушка ясеневых и дубовых пиломатериалов. Дуб, ясень в силу своего строения (наличия множественных коротких переплетённых волокон по типу войлока) являются наиболее трудносохнущими породами древесины и обладают низкой влаго- и газопроводностью. При СВЧ-сушке требуют применения мягких режимов: 70— 75°С при сушке пиломатериалов с влажностью 80— 30% и 80— 85°С при сушке пиломатериалов с влажностью 30% и менее. В силу малой влагоотдачи и высокой плотности древесины динамика нагрева данных пиломатериалов в СВЧ-печах быстрее, чем у других пород. Влажность воздуха в сушильной камере необходимо держать на уровне 60— 80%. На третьем этапе досушка пиломатериалов с 30 до 8— 6% конечной влажности, особенно для сортиментов 40— 60 мм, проходит очень медленно. Причиной этому является обсыхание поверхностного слоя пиломатериалов на глубину 10— 15 мм (длину волокон) и блокирование влаги внутри. Для ускорения сушки в этих случаях применяют принудительное отпаривание (влагообработку) и подъём температуры сушки до 85— 90°С при влажности от 16% и ниже. Принудительное отпаривание проводят путём увлажнения (орошения) поверхности разогретых пиломатериалов водой из разбрызгивателя из расчёта 7— 10 л воды на 1 м3 пиломатериалов и зачехлением штабеля полиэтиленовой пленкой; сушка в таком состоянии длится 30-40 мин. Затем полиэтиленовый чехол удаляется, и сушка продолжается в обычном порядке.
Сушка пиломатериалов из ольхи. По своему строению и физическим свойствам ольха близка к сосне. Технологии сушки данных пород подобны. Различие состоит в использовании более мягкого температурного режима: температура сушки составляет 90°С.
Особенности сушки материалов с сердцевиной. Высушивание таких пиломатериалов без трещин и напряжений по сердцевине на торцах практически невозможно. Для уменьшения торцевых трещин целесообразно покрывать последние защитным слоем, ухудшающим влагопроводность в продольном направлении. С этой целью могут использоваться меловые или известковые водные растворы.

Камерная сушка
Процесс сушки происходит в конвективных камерах. Эти камеры классифицируются по следующим признакам: принципу действия, устройству ограждения, виду теплоносителя, циркуляции агента сушки.
По принципу действия различают камеры периодического действия и непрерывного. Камеры периодического действия представляют собой помещения, в которые загружается определённый объём материала, высушивается, а затем выгружается. Режимы сушки здесь изменяются с течением времени в зависимости от влажности древесины. На период загрузки и выгрузки камеры процесс сушки прекращается. Камеры непрерывного действия представляют собой помещения, туннели, в которых постоянно находится древесина, перемещаемая на вагонетках. Материал высушивается по мере прохождения им туннеля, от сырого конца к сухому. Режимы сушки изменяются по мере продвижения материала по длине камер.
Камеры непрерывного действия применяются обычно на крупных предприятиях при массовой сушке товарных пиломатериалов до транспортной влажности, а также для сушки хвойных пиломатериалов, берёзы и осины, идущих на столярно-строительные изделия, тару, сельхоз- и вагоностроение.
По устройству ограждения камеры подразделяются на стационарные и сборные. Стационарные камеры строятся на месте их эксплуатации из строительных материалов, а сборные, как правило, металлические, изготавливаются заводским способом и собираются на месте их эксплуатации.
По теплоносителю камеры различаются на паровые, электрические, водяные, газовые. В первых трёх агентом служит влажный воздух или перегретый пар, а в последнем — смесь воздуха и топочных газов.
По циркуляции воздуха различают камеры с естественной и принудительной циркуляцией. Газовые и электрические бескалориферные камеры (аэродинамические) имеют только принудительную циркуляцию.
Естественная циркуляция создаётся за счёт разности плотности нагретого и охлаждённого воздуха: горячий, более лёгкий воздух стремится вверх, а охлаждённый, тяжёлый — вниз. Поскольку воздух в силу этого циркулирует вертикально по штабелю, пиломатериалы укладываются со шпациями. Камеры с естественной циркуляцией давно устарели, хотя продолжают эксплуатироваться на ряде предприятий. Продолжать эксплуатировать такие камеры нерационально, так как они малопроизводительны, качество сушки в них низкое из-за большой неравномерности распределения конечной влажности по штабелю.
Принудительная циркуляция воздуха или газа достигается при помощи вентиляторов. Побуждение циркуляции может быть прямое — когда перемещение воздуха осуществляется непосредственно вентилятором, или косвенное (эжекционное) — когда побудителем циркуляции служит энергия струй сушильного агента, вытекающих с большими скоростями из сопл эжекторов. Эжекционные камеры были распространены в 50— 60-х гг., теперь же эта конструкция устарела. Но несмотря на большие энергозатраты на циркуляцию, большую неравномерность сушки, эти камеры продолжают эксплуатироваться.
По кратности циркуляции сушильного агента камеры могут быть с однократной и многократной циркуляцией. При однократной циркуляции сушильный агент после прохождения через штабель полностью выбрасывается в атмосферу; при многократной — воздух постоянно циркулирует по штабелю в течение всего процесса сушки и только часть его выбрасывается. В современных лесосушильных камерах используется только многократная циркуляция воздуха.
Современные лесосушильные камеры имеют прямое побуждение воздуха, создаваемое осевыми или центробежными вентиляторами.
В зависимости от направления движения сушильного агента различают камеры с вертикальным или горизонтальным кольцом циркуляции. Вентиляторные установки в камерах с вертикальным кольцом циркуляции расположены в верхней части над штабелями, а с горизонтальным — за штабелем.
Конденсационный способ
По принципу действия конденсационный способ относится к замкнутому циклу, т.е. сушильный агент совершает циркуляцию по камере без выброса в атмосферу и, соответственно, без подпитки свежим воздухом. Воздух, насыщенный влагой, отобранной из древесины, омывает холодную поверхность и охлаждается до температуры ниже точки росы. Часть влаги, содержащейся в воздухе, конденсируется, а теплота, выделенная при этом, используется для подогрева сушильного агента. В качестве охладителя используется фреон.
Теоретически конденсационный сушильный цикл с холодильником, играющим роль теплового насоса, характеризуется нулевым расходом тепла на испарение влаги. Затраты электроэнергии здесь идут на прогрев материала и теплопотери, а также на привод компрессора и вентиляторов. Для компенсации теплопотерь агрегат снабжается дополнительным калорифером с внешним электропитанием.
По данным зарубежных компаний Hildebrand, Brunner, Vanicek, энергопотребление конденсационных сушилок составляет 0,25— 0,5 кВт/ч на 1 л испаренной воды в зависимости от влажности материала, увеличиваясь при её снижении. Это примерно в два раза меньше расхода энергии в обычных сборно-металлических камерах периодического действия.
Из-за свойств фреона, который используется в качестве хладагента, в конденсационных камерах применяются низкотемпературные режимы сушки с температурой не выше 45°С. При повышении температуры сушильного агента более 45°С КПД таких сушилок понижается. Поэтому производительность их малая, так как продолжительность процесса в 2— 3 раза больше, чем в камерных сушилках. Эти сушилки следует использовать в тех случаях, когда электроэнергия является наиболее дешёвой по сравнению со всеми другими теплоносителями.
Учитывая, что этот способ даёт сокращение энергозатрат, перспективной является разработка новых конденсационных сушильных камер с холодильными установками на хладагенте, позволяющем применять нормальные режимы сушки.
Отечественных конденсационных сушилок пока нет. Из импортных можно рекомендовать сушилки следующих компаний: Vanicek, Hildebrand-Brunner, Nardi.
Современный способ сушки древесины инфракрасной сушилкой видео
les.novosibdom.ru
Как распилить бревна на доски: способы раскроя древесины
Строительство редко обходится без дерева, одного из самых древних в мире материалов. Оно является универсальным, долговечным, относительно доступным по цене. Ствол дерева, очищенный от сучьев, называется бревном. Оно подлежит распиловке – необходимому условию получения досок. Как грамотно распиливать бревна своими силами, пойдет речь в статье.
Виды раскроя
Раскрой бревна выполняется радиальным и тангенциальным способами. Это основные методы распила, но существуют и дополнительные. Распиловка бывает полурадиальной, центральной, смешанной. Рассмотрим эти виды распила древесины в деталях.
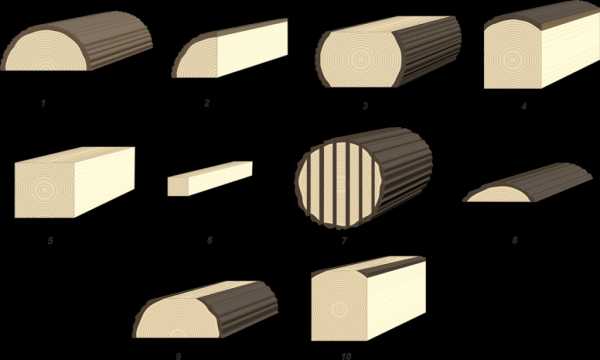
Радиальный
Разрез проходит сквозь сердцевину заготовки. В сечении формируется угол от 76 до 90 градусов. Готовые пиломатериалы характеризуются одинаковой текстурой. Даже после сушки они не деформируются, а при высокой влажности не набухают. А все потому, что дерево меняет свои габариты поперек волокон, то есть по линии колец. При радиальной обработке все годовые кольца идут параллельно друг другу, то есть по толщине. Деревянные заготовки обладают высочайшими эксплуатационными характеристиками.
Тангенциальный
Осуществляется по касательной линии колец. Готовые доски имеют волнообразный рисунок. Коэффициент усушки достаточно высокий, от влажности дерево может разбухать. Полученная в результате тангенциального раскроя древесина рекомендована для использования в условиях полного отсутствия влаги.
Полурадиальный, смешанный
Оба типа имеют признаки перечисленных выше видов распила. Характеризуются средними показателями разбухания, усушки. При полурадиальном типе линии прямые, угол равен 46 – 75 градусов. При смешанном они прямые по ширине и дугообразные ближе к середине заготовки.
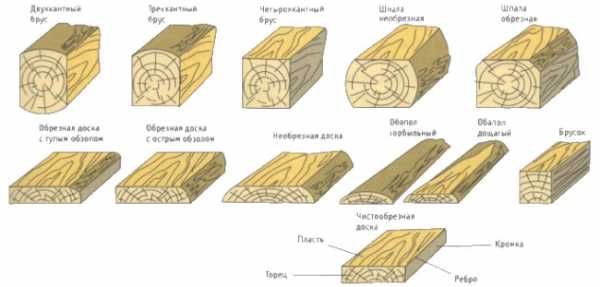
Центральный
Название говорит само за себя. Оптимизация раскроя бревна осуществляется прямо по центру. Поскольку полученные в результате центрального распила доски имеют неоднородную структуру, показатели прочности сердцевины одни из самых низких.
Распил в домашних условиях
Когда нужно заготовить относительно небольшой объем, нет смысла покупать лесопильный станок, везти заготовки на пилораму. Обладая минимальным багажом знаний, вы сможете выполнить распил бревна на доски подручными средствами. Процесс достаточно трудоемкий, но оправданный. Понадобится бензиновая либо электрическая цепная пила.
Большинство экспертов считают, что первый вариант предпочтительнее. Бензиновая пила мощнее, способна работать без перерыва часами. Она не зависит от источников электропитания, поэтому распиловка круглого леса возможна даже в лесополосе. Перед тем, как распилить бревно, желательно запастись приспособлениями, упрощающими работу. Это крепление, насадка, направляющая, по которой осуществляется разрез. Чтобы продольный распил бревна был идеально ровным, воспользуйтесь жесткой доской как направляющей. Впрочем, длинный железный профиль тоже подойдет. Кстати, распиловка бревна на доски почти всегда проводится цепью, имеющей другой угол заточки.

Порядок выполнения
Распиловка бревен начинается с того, что вы освобождаете бревнышки от коры, сучьев, которые могли остаться. Затем осматриваете пиломатериал на предмет различных дефектов, определяетесь с подходящей схемой раскроя. От этого будет зависеть возможное количество отходов.
Разумеется, пилить на ленточной пилораме гораздо проще, но и с бензиновой пилой все получится, если хорошо приноровиться. Когда выполняется радиальный распил древесины, стараются получить доски, имеющие одинаковую плотность по ширине. Распространенная схема распиловки бревна – с востока на запад. С северной стороны плотность больше. Допускается распил в обратном направлении.
Первая операция – снятие горбыля (верхней части), как на доски. Вы получите брус, распиливаемый на доски одинаковой толщины. В результате распиливаемых работ получится необрезная доска. В дальнейшем с нее снимают кромку.
Иногда распиловка круглого леса заканчивается тем, что в бревне обнаруживают ложное ядро, другие пороки. Проблема решается вращением заготовки на 90, 180 градусов, как при круговом распиле.

Зачем нужен окариватель?
Существует множество различных насадок, предназначенных для качественной обработки древесины. Одна из них – барабанный дебаркер. С помощью нехитрого инструмента, работающего на клиноременной передаче, легко снять верхний слой. Крепление осуществляется посредством шкивов. В зависимости от их размера, регулируется скорость вращения вала. Технология непростая и очень ответственная. Поэтому многие специалисты при обработке бревен посредством барабанного дебаркера выполняют работу вдвоем. И соблюдают повышенные меры безопасности.
Заключение
Бревно – обработанный ствол, который используется как стройматериал для возведения свай, столбов. Также из него получают доски различной длины. Распиловка осуществляется на пилораме, на деревообрабатывающем станке, вручную. Мы рассмотрели основные типы обработки дерева и выяснили, как можно получить готовые доски самостоятельно.
fdak.ru