Как настроить 3D-принтер
Всем привет! С вами Top 3D Shop и в очередном обзоре мы рассказываем о том, как настроить 3D-принтер.
Если вы стали обладателем 3D-принтера или вам потребовалось освоить аддитивные технологии для работы, читайте наши рекомендации по настройке принтера и успешной печати первых моделей.
Содержание
Подключение 3D-принтера
Источник: top3dshop.ru
Прежде, чем подключить собранный 3D-принтер к электросети, нужно проверить, сняты ли транспортные фиксаторы. Оставленные стяжки на ремне могут привести к поломке принтера.
В зависимости от модели, пользователям доступны различные способы печати: с SD-карты, с USB-флешки, со стационарного компьютера с проводным подключением, по Wi-Fi или через Ethernet, а в большинстве случаев — разные сочетания этих возможностей.
Сравним печать с SD-карты и со стационарного компьютера или ноутбука.
Оба способа имеют достоинства и недостатки. Печать с компьютера нагляднее, кроме того — можно вносить изменения непосредственно в процессе печати. При работе с SD-карты на печать не влияет загруженность компьютера и исключено случайное отключение USB-провода, соединяющего принтер с компьютером. Печать с SD-карт более надежная, но нередко приходится сталкиваться со сбоями при их чтении. При печати через Wi-Fi также возможны трудности, обычно связанные со стабильностью приема сигнала принтером. Подробнее, о печати на 3D-принтерах с разным типом передачи данных, возможных сложностях и их решении читайте в одной из ближайших статей.
Самый надежный вариант — предварительное копирование файла во внутреннюю память принтера, куда он может передаваться любым из названных способов (обычно — по проводному соединению или через Wi-Fi, но может и с носителя), как, например, в принтерах фирм Raise и Phrozen.
Источник: top3dshop.ru
При печати с ноутбука или стационарного компьютера принтер нужно подключить к ним с помощью USB-кабеля. Когда операционная система определит принтер как новое устройство, начнется автоматическая установка драйверов для вашего принтера. Если установка драйверов не происходит автоматически, драйвера нужно скачать из интернета под вашу операционную систему или установить с носителя, шедшего в комплекте с принтером.
Для печати с SD-карты — в соответствующий разъем принтера помещается карта с записанными на нее файлами 3D-объектов. Как правило, в комплекте с принтером поставляется SD-карта с несколькими файлами тестовых моделей.
Подробнее о печати с других носителей читайте в статье “Как печатать на 3D-принтере с компьютера, с SD-карты, по Wi-Fi, по локальной сети”, которая скоро выйдет. Следите за обновлениями!
Программное обеспечение для 3D-принтера
Источник: top3dshop. ru
ru
Используемое в 3D-печати программное обеспечение представлено на рынке достаточно широко. Существует масса платных и бесплатных программ для 3D-моделирования, редактирования моделей, слайсинга. Одни из них интуитивно понятны и подходят новичкам, в других могут разобраться только профессионалы.
Обзор самых популярных, зарекомендовавших себя с лучшей стороны программ для моделирования, обработки и печати объемных объектов читайте здесь.
3D-моделирование и форматы файлов
Источник: top3dshop.ruЛюбая печать начинается с поиска или создания 3D-модели. Создание модели может происходить с нуля, методом 3D-моделирования, или на основе 3D-скана. 3D-моделирование позволяет воплотить любую задумку в виде трехмерной модели. В блоге Top 3D Shop вы найдете обзор бесплатных программ для 3D-моделирования. Для их уверенного освоения потребуется не меньше месяца, поэтому вначале рекомендуем скачивать модели в интернете или обращаться к специалистам по 3D-моделированию. Самые популярные ресурсы для скачивания объектов: thingiverse.com и grabcad.com, а топ-50 самых интересных моделей 2020 года можно увидеть здесь.
Самые популярные ресурсы для скачивания объектов: thingiverse.com и grabcad.com, а топ-50 самых интересных моделей 2020 года можно увидеть здесь.
Источник: top3dshop.ru
Не все скачанные файлы бывают корректными, иногда модели требуют “лечения” — исправления ошибок. Макетная сетка должна быть герметичной, т.е. необходимо проверить наличие пространства там, где оно запланировано и отсутствие дыр там, где их быть не должно. Также должны отсутствовать самопересечения, “висящие” точки, микронные зазоры, должны быть правильно расположены нормали.
Источник: 3dtoday.ru
В Windows 10 есть предустановленное приложение для просмотра и простейшей обработки 3D-объектов: ранее это был 3D builder, в более поздних версиях — Paint 3D. Эта программа подойдет начинающим пользователям.
Опытные же пользователи могут воспользоваться программами Netfabb Studio Basic или Solid Inspector c бесплатным плагином Sketchup, с помощью которых можно найти ошибки и восстановить модели: отредактировать сетку, заполнить отверстия и удалить двойные поверхности, а также исправить полигоны и разделить модели по ортогональным плоскостям.
Несмотря на то, что “вылечить” модель можно во многих слайсерах, лучше пользоваться узкоспециализированным ПО.
Источник: top3dshop.ru
Два наиболее используемых формата файлов в 3D-печати — файлы с расширением .STL и .OBJ. Перед печатью они, с помощью программ-слайсеров, преобразуются в распознаваемый принтерами управляющий G-код.
Слайсеры — программы, которые разбивают 3D-модель на слои, состоящие из контура с заливкой или без нее. От процента заливки зависят прочность и вес модели. Пустотелая модель значительно быстрее печатается, требует меньше материала и меньше весит, но страдает максимально сниженной прочностью. Модель со стопроцентной заливкой, напротив, максимально прочна, но расходует намного больше материала и печатается несравнимо дольше — тут важно соблюсти равновесие, — оптимальное заполнение моделей разного размера и для разных целей будет очень разным.
Читайте наш обзор лучших слайсеров.
Источник: top3dshop.ru
Чаще всего новичками используется программное обеспечение, идущее в комплекте с принтером, либо универсальные программы для слайсинга: бесплатные Repetier Host и Ultimaker Cura, или платная — Simplify3D.
Если вам трудно определиться с выбором ПО, то читайте наш актуальный обзор здесь.
Калибровка 3D-принтера
Источник: top3dshop.ru
Прежде, чем начать печатать, принтер надо откалибровать. Как правило, в инструкции к принтеру написано как это сделать.
Расскажем подробнее о калибровке FDM-принтеров, так как именно их чаще всего выбирают для знакомства с 3D-печатью, в связи с доступностью и дешевизной самих принтеров и материалов для печати на них.
Калибровка стола
Источник: all3dp.com
Механическая калибровка принтера, работающего по технологии FDM, это выравнивание плоскости стола, то есть платформы печати.
Цель калибровки — такое расположение платформы, при котором плоскость движения экструдера по осям XY параллельна плоскости поверхности стола. Последовательность действий при калибровке отличается от модели к модели, для уточнения читайте инструкцию. Обычно калибровка сводится к подкручиванию четырех регулирующих винтов по краям платформы.
Источник: all3dp.com
В такой калибровке есть один минус — середина стола остается не откалиброванной. Данная проблема актуальна для недорогих принтеров, где встречается неровная поверхность платформы. Для проверки центра платформы можно отпечатать первый слой нескольких моделей, расположенных по краям и в центре стола.
При нагревании стол подвергается температурному расширению, что неизбежно приводит к деформации. Если первый слой пропечатывается и не отлипает, то проблемы с неровным столом решаются подбором параметров печати первого слоя: низкая скорость (15мм/с), температура чуть выше, подача пластика повышенная, если большой зазор, и пониженная, если зазор маленький.
Если стол настолько неровный, что по углам печатает нормально, а в центре — либо слишком высоко над столом, либо упирается в стол, то рекомендуется закрепить на столе стекло и печатать на нем.
Помимо калибровки, необходимо задать рабочий ноль — высоту сопла над столом, с которой будет начинаться печать (z=0). Эта высота примерно равна высоте слоя (толщине листа бумаги). Но зависит также от параметров пластика. Более текучие пластики (такие как ABS) требуют меньшей высоты, более вязкие (такие как Petg) — большей.
У некоторых моделей 3д принтеров задание рабочего нуля — это одна процедура с калибровкой, у других отдельная. В последнем случае действуйте по инструкции к конкретной модели.
Калибровку стола необходимо проводить не только перед первой печатью, но и после перемещения принтера с места на место, а также при возникновении проблем при печати, либо если при снятии принта пришлось применить силу и прижимные винты могли расшататься.
Автокалибровка стола
Источник: top3dshop.ru
Автокалибровка печатного стола проводится с помощью щупа, зонда или аналогичных приспособлений (иногда щупом служит само сопло печатающей головки, если конструкцией предусмотрен соответствующий датчик). Они соприкасаются с поверхностью стола в заданных в прошивке точках. Таким образом принтер выстраивает виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью стола, но рассчитанные допуски позволяют печатать модели с ровным основанием.
Настройка параметров
Источник: top3dshop.ru
Когда произведена механическая калибровка, необходимо подобрать оптимальные параметры для первоначальной печати. Их можно настраивать вручную, а можно воспользоваться популярной в сети утилитой калибровки 3D-принтеров.
Материалы
Источник: top3dshop.ru
В качестве материала печати на FDM-принтерах используется пруток — пластиковая проволока в катушке, также известная как филамент или нить. Самые популярные филаменты — ABS и PLA.
Модели из ABS более прочные, рассчитаны на использование в механизмах, могут подвергаться трению и воздействию окружающей среды. Для прототипирования, макетирования, дизайнерских объектов больше подойдёт пластик PLA.
Чтобы больше узнать о материалах для 3D-печати, читайте:
«Обзор актуальных материалов для 3D-печати»,
«Чем печатать: материалы для 3D-печати»,
«Подробный гид по выбору пластика»,
а также отдельные подробные статьи по разным материалам: PLA, ABS, HIPS, ULTEM, PETG, RUBBER, полиамид (нейлон), FLEX.
Первая печать
Источник: all3dp. com
com
После того, как принтер прогрет и настроен, можно начинать печать. В качестве первой модели пользователи часто выбирают одну из тестовых: кубик, кораблик 3D Benchy или температурную пирамиду.
Чтобы напечатанная модель держалась на печатном столе, не отлипала и не деформировалась во время печати, необходимо, чтобы первый слой модели хорошо прилип к столу. Процесс прилипания модели к столу называется адгезией, а отклеивание или расслоение — деламинацией.
Для достижения хорошей адгезии первый слой рекомендуется печатать с меньшей скоростью, чем последующие слои. Так пластик успевает лучше прилипнуть к поверхности стола. Кроме того, желательно делать его толще, чтобы компенсировать неровности стола или лежащей на нем подложки.
Для достижения хорошей адгезии пользователи собрали огромный список “народных методов”. Чтобы модель не отклеивалась, используют: малярный или синий скотч, термостойкую ленту kapton, клеевой карандаш или клей ПВА, лак для волос, пиво или колу, раствор ABS или PLA в ацетоне, адгезивные и самоклеющиеся пленки, стекло или зеркало.
Кроме того, есть еще несколько вспомогательных способов для хорошей адгезии: печать рафтов, кантов или полей и юбок. Raft (плот) — это специально напечатанная подложка, которая располагается под изделием. Однако рафт портит поверхность модели. Brim (поля или канты) печатаются по периметру объекта печати, не соприкасаясь с основанием. Их легче отсоединять от модели, чем рафты. Юбка, skirt — это brim, который не соприкасается с объектом и находится от него на расстоянии. Печать юбки служит, в первую очередь, для проверки работы принтера. Печать высокой юбки защищает модель от сквозняков и неравномерного остывания.
Печать с поддержками
Источник: top3dshop.ru
При сложной геометрии модели в программах-слайсерах генерируются специальные поддержки для нависающих элементов. Несмотря на то, что поддержки портят соприкасающиеся с ними поверхности (если печатаются из того же материала), надо понимать, что без поддержек нависающие элементы напечатать нельзя — они провиснут и модель потеряет форму. Печать без поддержек допустима для стенок с углом наклона не более 70 градусов.
Печать без поддержек допустима для стенок с углом наклона не более 70 градусов.
В принтерах с двумя и более экструдерами поддержки можно печатать из материала, растворитель которого не взаимодействует с материалом основной модели, например из PVA (растворяемого водой) или HIPS (растворяемого D-лимоненом). Это позволяет убрать поддержки максимально аккуратно, не оставляя следов на поверхности, без необходимости механического удаления и последующей зачистки.
Проблемы печати и их решение
Проблем, связанных с освоением 3D-печати, очень много: начиная со сборки принтера, и заканчивая некорректно напечатанными моделями. Обратим ваше внимание на несколько моментов.
-
При выборе модели необходимо соотносить дизайн с размерами принтера. Некоторые модели целесообразно напечатать частями и склеить.
-
При выборе модели нужно учитывать условия ее эксплуатации.
 Неразумно печатать формы для выпечки из материалов, температура плавления которых 105-150 ℃, когда температура духовки около 200 ℃, также нельзя печатать контактирующие с пищей изделия из токсичных пластиков.
Неразумно печатать формы для выпечки из материалов, температура плавления которых 105-150 ℃, когда температура духовки около 200 ℃, также нельзя печатать контактирующие с пищей изделия из токсичных пластиков. -
Не все нужно печатать. Некоторые вещи проще изготовить из подручных материалов, чем тратить время на моделирование, печать и постобработку.
-
Не всегда удается сразу подобрать правильную температуру печати, она может отличаться у материалов разных производителей, кроме того — терморезисторы в разных принтерах имеют разную чувствительность. Именно для подбора температуры печатают температурные пирамиды и их аналоги.
 Неразумно печатать формы для выпечки из материалов, температура плавления которых 105-150 ℃, когда температура духовки около 200 ℃, также нельзя печатать контактирующие с пищей изделия из токсичных пластиков.
Неразумно печатать формы для выпечки из материалов, температура плавления которых 105-150 ℃, когда температура духовки около 200 ℃, также нельзя печатать контактирующие с пищей изделия из токсичных пластиков.Также читайте в нашем блоге отдельную большую статью по решению возникающих при 3D-печати проблем: «Проблемы 3D-печати и их устранение», которая выйдет в ближайшее время.
Заключение
Как можно понять из статьи, для успешного освоения 3D-печати понадобится некоторое количество времени. Поначалу может показаться, что нюансов и тонкостей слишком много, но они легко запоминаются и, при некотором навыке и практике, не представляют особой сложности. Главное условие — желание и увлеченность.
Поначалу может показаться, что нюансов и тонкостей слишком много, но они легко запоминаются и, при некотором навыке и практике, не представляют особой сложности. Главное условие — желание и увлеченность.
Купите 3D-принтер в Top 3D Shop и присоединяйтесь к сообществу мейкеров-3D-печатников — людей, самостоятельно создающих полезные и интересные вещи.
Узнайте больше о возможностях усовершенствовать ваше производство интеграцией нового оборудования:
Как пользоваться 3D-принтером? Советы начинающим
Если несколько лет назад купить 3D принтер мог позволить себе далеко не каждый, то сегодня это устройство начинает прочно занимать свое место в повседневном быту человека. Аппараты используют для обучения детей, для нужд небольшого бизнеса, просто для развлечения и для других целей.
Один из первых вопросов, возникающих после покупки: как пользоваться 3D-принтером? Разумеется, инструкции по работе с печатающим устройством прилагаются к каждому изделию, но часто бывает так, что написаны они сложным техническим языком, который трудно понять простому обывателю либо вовсе без перевода.
У тех, кто уже имел опыт работы с подобной техникой, не должно возникнуть никаких проблем с тем, как пользоваться 3D-принтером – алгоритм работы аппаратов для трехмерной печати примерно одинаков. Ну а кто приобрел свое первое устройство, должны ознакомиться с правилами его освоения и принципами работы, чтобы избежать проблем при запуске принтера и его возможной поломки.
Как пользоваться 3D-принтером после его покупки?
Поэтапно процесс использования выглядит следующим образом. Мануал распространяется на профессиональные 3D принтеры и любые другие.
Этап 1. Установка принтера и подготовка его к работе.
После распаковки устройства и удаления всех ограничителей нужно поставить принтер на рабочее место и удостовериться с помощью обычного строительного уровня в том, что он стоит идеально ровно, без перекосов. Ошибки могут сказаться на качестве печати. Затем нужно подключить аппарат к компьютеру либо ноутбуку и установить драйвера. Как правило, установочный диск поставляется в комплекте с принтером.
Этап 2.Подготовка изделия к работе.
В первую очередь необходимо убедиться в том, что на рабочий стол аппарата нанесена подложка для печати. Поверхность стола нужно покрыть специальным покрытием, например Builid Tak или Fixpad, которое обеспечивает прилипание изготавливаемых объектов во избежание их смещения и ошибок при процессе печати. Часто пользователи применяют для этих целей обычный двусторонний малярный скотч или каптон – термостойкий скотч.
Этап 3. Проверка проходимости экструдера.
Нечасто, но встречается ситуация, когда после проверки принтера в сопле застывают остатки пластиковой нити, которые будут препятствовать полноценной печати. Поэтому перед началом работы лучше всего убедиться в том, что сопло экструдера чисто и при необходимости очистить его.
Этап 4. Заправка принтера расходными материалами.
В зависимости от того, чем именно производится печать на купленном устройстве – пластиковыми нитями, гипсом, фотополимерами, воском, металлическим порошком и т. д. этот процесс будет осуществляться по-разному. Для установки пластиковой нити аппарат нужно включить в режим преднагрева, чтобы облегчить заправку пластика в механизм.
д. этот процесс будет осуществляться по-разному. Для установки пластиковой нити аппарат нужно включить в режим преднагрева, чтобы облегчить заправку пластика в механизм.
Этап 5. Работа с моделями.
Создание или загрузка готовой 3D-модели в программу либо сканирование объекта для копирования. Проверка и редактирование нужных параметров.
Этап 6. Начало печати.
Запуск модели в печать. После этого останется только подождать пока макет не будет готов полностью. Скорость печати будет зависеть от модели 3Д-принтера.
Как избежать ошибок при 3D-печати?
После того, как изделие будет готово, не нужно сразу же вынимать его из аппарата. Большая часть устройств разогревают материал для печати, поэтому готовому макету необходимо остыть. При возникновении какой-либо ошибки в процессе, можно использовать перезапуск печати – обычно это помогает. Если это не помогло – потребуется ввести модель в программу заново или изменить настройки.
Зная основные правила того, как пользоваться 3D-принтером, его эксплуатация не составит труда даже для новичка.
Руководство по устранению распространенных проблем 3D-печати
Замечательно, что ваш 3D-принтер способен хорошо печатать. Но у всех нас были такие ужасные моменты, когда, казалось бы, простая модель просто отказывается печататься.У нас было довольно много проблем печати. Итак, непосредственно из нашего опыта устранения неполадок с 3D-принтерами мы собрали, как мы надеемся, наиболее полное руководство по диагностике и устранению распространенных проблем 3D-печати.
Проблемы, связанные с адгезией к рабочему столу, неисправными поддержками и т.п., не являются уникальными для FDM. 3D-печать SLA тоже подвержена подобным проблемам. Мы будем расширять это руководство, чтобы показать доступность настольной FDM печати, предлагая советы по устранению неполадок.
Содержание
- Закончился пластик
- Сопло слишком близко к столу принтера
- Забитое сопло
- Печатающая голова выходит за пределы рабочей области печати принтера
- Обрыв пластика
- Задир на пластике
- Прекратилась подача пластика в процессе печати
- Пластик не прилипает к рабочему столу
- Поддержка рухнула
- Плохой первый слой
- Слоновья нога
- Загиб краев модели
- Заполнение выглядит грязным и неполным
- Разрывы между заполнением и внешней стеной
- Заполнение просвечивается через стенки
- Трещины в высоких моделях
- Сдвиг слоев
- Пропуск слоев
- Наклоненные слои вместо вертикальных
- Дефекты на свесах
- Основание после поддержек выглядит плохо
- Модель выглядит неправильно
- Проблемы с печатью мелких деталей
- Рябь и эхо (звон) на стенках
- Диагональные швы на стенках
- Чрезмерная экструзия
- Недостаточная экструзия
- Модель выглядит оплавленной и деформированной
- Провалы и отверстия на верхнем слое
- Паутина между вертикальными стенами
- Размеры модели не соответствуют заявленным
- Смещение печати в некоторых местах
- Дефекты мостов
- Модель не снимается со стола
ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: ПРИНТЕР НЕ ПЕЧАТАЕТ
Как ни старайся, филамент не выдавливается из хотэнда. Возможные причины такого типа проблем 3D-печати многочисленны.
Возможные причины такого типа проблем 3D-печати многочисленны.1. Закончился пластик
В чем проблема?
Принтер не печатает модель была настроена в слайсере правильно, но при всех попытках печати выходит немного филамента из сопла и подача пластика прекращается. Возможно, печать начинается нормально, но в какой-то момент подача пластика прекращается, но принтер продолжает перемещать сопло.Что является причиной этой проблемы?
Это очевидная проблема, которую нельзя пропустить на многих принтерах, таких как PRUSA i3, где катушка филамента на виду. Но на других принтерах, таких как серии Bizon 2, Ultimaker итп проблема не всегда очевидна. А них катушка с филаментом находится внутри принтера или спрятана за ним.Данная проблема связана с отсутствием филамента.
Конечно, некоторые принтеры оснащены датчиками, которые передают данные в программное обеспечение и сигнализируют о проблемах подачи пластика. Однако нам всем нравится переделывать и использовать нашу собственную кастомную прошивку или стороннее программное обеспечение, и они не всегда обладают таким функционалом.
 Кроме того, существуют принтеры, которые просто не оснащены такими датчиками и не могут сообщить о проблеме.
Кроме того, существуют принтеры, которые просто не оснащены такими датчиками и не могут сообщить о проблеме.Во всех случаях, особенно с экструзионными системами в стиле Боудена, вам нужно будет извлечь немного оставшейся нити и затем подать новую.
Устранение неполадки
Посмотрите на катушку с пластиком и проверьте, не осталось ли еще филамента. Если нет, установите новую катушку. Это просто.Чек-лист решения этой проблемы
- Проверьте катушку с нитью
2. Сопло слишком близко к столу принтера
В чем проблема?
Это выглядит странно, но не смотря на наличие филамента и движение сопла, пластик на столе не остается. Что является причиной этой проблемы?
Проще говоря, ваше сопло находится слишком близко к рабочему столу принтера. Если Вы настроили слишком маленькое расстояние от сопла до стола, то стол препятствует выдавливанию нити. В лучшем случае, пластика не будет только на первом слое, но будет большая вероятность, что на последующем пластик не прилипнет. В худшем, нить скопится в хотэнде, перегреется и образует непроходимую пробку
В худшем, нить скопится в хотэнде, перегреется и образует непроходимую пробку
Устранение неполадки
Небольшое увеличение высоты сопла часто может помочь. Большинство 3D-принтеров в своих системных настройках позволят вам установить смещение по оси Z. Чтобы поднять сопло от печатной поверхности, вам нужно увеличить смещение до положительного значения. Это также работает и в обратном направлении, с отрицательным смещением, помогающим устранить проблему плохого прилипания пластика к поверхности.Но будьте осторожны, слишком большое смещение, и пластик не будет прилипать к столу.
В качестве альтернативы, если ваш принтер позволяет это сделать, вы можете добиться того же эффекта, опустив сам рабочий стол принтера. Однако это более проблематичное решение, поскольку оно требует повторной калибровки и выравнивания.
Чек-лист решения этой проблемы
- Настройка смещения оси Z
- Опускание стола
3. Забитое сопло
 Забитое сопло
Забитое соплоВ чем проблема?
Вы запускаете задание на печать, но как бы ни пытались, из сопла ничего не выходит. Извлечение нити и повторная установка не помогают.Что является причиной этой проблемы?
Небольшой кусок филамента остается в сопле после замены катушек. Когда новая нить заправлена, кусок старой нити, оставшийся в сопле, не позволяет проталкивать новую нить.Небольшое техническое обслуживание принтера может значительно снизить вероятность возникновения таких проблем. Фактически, вы можете обнаружить, что еще до того, как появляется засор, внутри вашего сопла находится обугленный кусочек старого филамента. Он может находиться там неделями или даже месяцами не давая о себе знать, но будут небольшие признаки в качестве вашей печати.
Эти признаки часто упускаются из виду; например, небольшие зазубрины на наружных стенах, небольшие темные пятна или небольшие изменения качества печати между моделями. Эти недостатки часто просто объясняются небольшими ожиданиями от качества 3D-принтеров, но на самом деле проблема может быть куда серьезнее.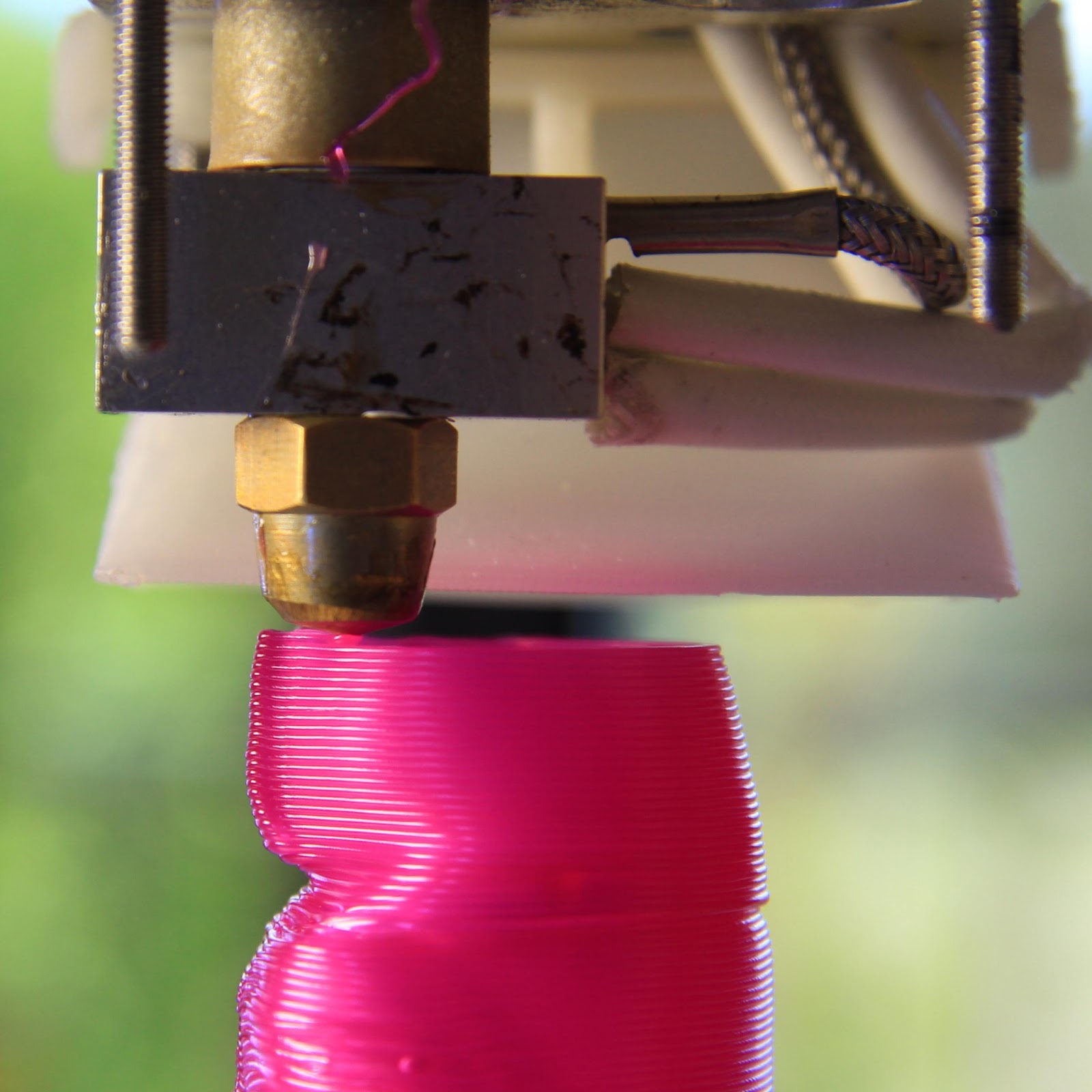 Метод очистки, известный как «Атомная вытяжка» или «Холодная вытяжка» (о котором мы подробно расскажем ниже), может помочь в этом.
Метод очистки, известный как «Атомная вытяжка» или «Холодная вытяжка» (о котором мы подробно расскажем ниже), может помочь в этом.
Эта проблема может появиться, например, если будете часто переходить с PLA на ABS. Небольшое количество PLA остается в сопле и нагревается выше своей нормальной температуры плавления. Это может означать, что PLA будет обугливаться и гореть.
Точно так же при переходе с ABS на Nylon, вы снова увидите что-то подобное.
Устранение неполадки
Очистка иглойЕсли вам повезет, очистка засора может быть быстрым и легким процессом. Начните с удаления нити. Затем с помощью панели управления вашего принтера (если она есть) выберите настройку «нагрев сопла» и увеличьте температуру плавления застрявшей нити. Либо подключите принтер к компьютеру, на котором имеется совместимое управляющее программное обеспечение (например, Lulzbot и их ответвление Cura) и нагрейте сопло. Например, для PLA установите температуру равной 220 C.
 Когда форсунка достигнет нужной температуры, используйте маленький штифт, специальное сверло, иглу или зубочистку, чтобы очистить отверстие (будьте осторожны, не обожгите пальцы). Если ваше сопло 0,4 мм, тогда вам нужен штифт меньшего размера; хорошо подойдет комплект для прочистки сопел аэрографа.
Когда форсунка достигнет нужной температуры, используйте маленький штифт, специальное сверло, иглу или зубочистку, чтобы очистить отверстие (будьте осторожны, не обожгите пальцы). Если ваше сопло 0,4 мм, тогда вам нужен штифт меньшего размера; хорошо подойдет комплект для прочистки сопел аэрографа.Проталкивание старой нити
Если вы обнаружите, что сопло заблокировано, вы можете протолкнуть нить с помощью еще другого куска нити. Начните с удаления филамента, как раньше, а затем снимите трубку подачи с печатающей головки. Нагрейте хотэнд до 220 ° С для PLA, а затем, с помощью другого куска нити, протолкните его сверху, чтобы попытаться вытолкнуть оставшийся в сопле пластик. Дополнительное давление, которое вы можете оказать вручную, может прочистить сопло.
Замените сопло
В крайних случаях, когда сопло остается заблокировано, вам нужно будет сделать небольшую операцию и демонтировать это сопло. Начните с удаления филамента из хотэнда, затем посмотрите инструкцию вашего принтера, чтобы точно узнать, как демонтировать сопло.
Чек-лист решения этой проблемы
- Нагреть насадку и почистить иглой
- Снять трубку подачи и попробовать протолкнуть пластик с помощью другого куска пластика
- Демонтируйте хотэнд и посмотрите, сможете ли вы устранить засор
- Попробуйте Атомную вытяжку (Холодную вытяжку)
Качественные и недорогие сопла для 3d-принтера можно купить в нашем магазине.
4. Печатающая голова выходит за пределы рабочей области печати принтера
В чем проблема?
Не заметить это сложно. Сильный шум обратит внимание на наличие проблемы.Когда печатающая головка не попадает в стол, а также достигает предела положения X или Y, когда головка пытается выйти за пределы своей крайней точки, шум будет создаваться через проскальзывающие ремни, шестерни или головку, пытающуюся разорвать боковую часть принтера и уехать за его пределы.
Маловероятно, что вашему принтеру удастся произвести печать в таком состоянии. И хотя это легко исправить, это не та проблема, которую можно пропустить или решить позже.
И хотя это легко исправить, это не та проблема, которую можно пропустить или решить позже.
Что является причиной этой проблемы?
Неправильная конфигурация, неправильный выбор принтера или сломанные концевики — все это общие проблемы.Если проблема проявляется у нового принтера, то, скорее всего, что-то не так с конфигурацией. Запустите процесс установки еще раз и убедитесь, что у вас установлена правильная версия прошивки для вашего принтера.
Случайный выбор неправильного принтера из выпадающего списка в вашем слайсере может быть частой причиной этой проблемы 3D-печати. Например, попытка печати на Ultimaker Go с использованием настроек для Ultimaker 2.
Когда настраиваете принтер, убедитесь, что вы указали правильный объем печати в прошивке принтера. Если принтер считает, что его поле печати больше, чем на самом деле, он попытается использовать его, даже если это не так.
Если с вашим принтером все в порядке и проблема возникает внезапно, начните с проверки настроек слайсера. Что-то может быть сброшено или изменено обновлением! Для слайсера обычно, либо вернуться к настройкам по умолчанию, либо автоматически выбрать последнюю версию принтера, даже если это не та версия, которую вы используете в настоящий момент.
Что-то может быть сброшено или изменено обновлением! Для слайсера обычно, либо вернуться к настройкам по умолчанию, либо автоматически выбрать последнюю версию принтера, даже если это не та версия, которую вы используете в настоящий момент.
И если все остальное выглядит правильным, возможно, один из ваших концевиков в принтере перестал работать.
Устранение неполадки
ПРОВЕРЬТЕ ПРАВИЛЬНОСТЬ ПРИНТЕРА В СЛАЙСЕРЕ.Прежде чем что-либо предпринять, убедитесь, что в вашем слайсере выбран правильный принтер. Все принтеры отличаются друг от друга, поэтому, даже если рабочий стол двух принтеров одинаков, маловероятно, что другие размеры и настройки будут точно совпадать.
ОБНОВЛЕНИЕ ПРОШИВКИ
Если вы только что приобрели принтер, и эта проблема возникает, убедитесь, что у вас установлена последняя версия прошивки. После обновления запустите процесс установки и проверьте правильность всех настроек, особенно в отношении размера области печати.
ПРОВЕРЬТЕ КОНЦЕВИКИ
Это займет немного больше усилий для диагностики. Смотрите движение печатающей головки. Если она пытается пройти за крайнюю точку одной из своих осей, убедитесь, что концевик не отсоединен. Если все выглядит нормально (и ни один из вышеперечисленных шагов не устранил проблему), то следующим шагом будет замена концевиков проблемной оси новыми.
Чек-лист решения этой проблемы
- Проверьте настройки принтера в слайсере
- Обновите прошивку принтера
- Проверьте концевики
5. Обрыв пластика
В чем проблема?
Катушка с пластиком выглядит полной и в трубке подачи пластик тоже имеется, но из сопла ничего не выходит. Это проблема больше относится к принтерам с Боуден-подачей, чем с директом, так как нить скрыта в трубке, что мешает сразу определить в чем дело.Что является причиной этой проблемы?
В основном, причиной обрыва филамента является старый или дешевый пластик.
 Хотя большинство пластиков, таких как PLA и ABS, служат долго. Но если они находятся в неправильных условиях, например под прямыми солнечными лучами, они могут стать хрупкими.
Хотя большинство пластиков, таких как PLA и ABS, служат долго. Но если они находятся в неправильных условиях, например под прямыми солнечными лучами, они могут стать хрупкими.Другой проблемой является диаметр нити, который может варьироваться в зависимости от производителя и партии. Иногда, если натяжитель экструдера слишком тугой, под давлением может случиться разрыв в тонком месте.
Устранение неполадки
УДАЛИТЕ ФИЛАМЕНТПервое, что нужно сделать, это удалить пластик из принтера обычным способом. В случае Ultimaker выберите «Обслуживание и замена материала». Поскольку нить, как правило, разрывается внутри трубки подачи, вам необходимо удалить трубку как из экструдера, так и из шланга хотэнда. Затем нагрейте сопло и вытяните оставшийся в хотэнде пластик.
ПОПРОБУЙТЕ ДРУГОЙ ПЛАСТИК
Если после повторной загрузки филамента проблема повторяется, используйте другой пластик (другой тип или другого производителя), чтобы проверить наличие проблемы в самой катушке.
ОСЛАБЬТЕ ПРИЖИМ ЭКСТРУДЕРА
Если новый филамент порвался, убедитесь, что прижимной ролика экструдера не слишком туг, ослабив его, вплоть до проскальзывания подающей шестерни.
ПРОВЕРЬТЕ СОПЛО
Убедитесь, что сопло не засорено, при необходимости, почистите.
ПРОВЕРЬТЕ ПОДАЧУ И ТЕМПЕРАТУРУ
Если проблема не устраняется, убедитесь, что хотэнд нагревается и достигает нужной температуры. Также убедитесь, что скорость потока нити на уровне 100% и не выше.
Чек-лист решения этой проблемы
- Убедитесь, что нить не застряла
- Проверьте диаметр нити
- Отрегулируйте прижим в экструдере
- Убедитесь, что хотэнд чист и достигает правильной температуры.
- Установите скорость потока до 100%
6. Задир на пластике
В чем проблема?
Задир или проскальзывание филамента может произойти в любой момент печати и с любым пластиком. В результате нить не выталкивается из хотэнда, что приводит к резкому завершению печати.
В результате нить не выталкивается из хотэнда, что приводит к резкому завершению печати.Что является причиной этой проблемы?
Засорение, ослабление прижима в экструдере, неправильная температура хотэнда — это лишь некоторые из распространенных причин, но обычно их легко исправить. Результатом проблемы является то, что подающая шестерня в экструдере не может тянуть или проталкивать нить через принтер. Двигатель вращает шестерню с маленькими зубьями, которые обычно захватывают и проталкивают нить через систему. Но вместо этого изнашивают ее, когда теряется сцепление и шестерня проскальзывает по филаменту.Устранение неполадки
ПРОТОЛКНИТЕ НИТЬ ВРУЧНУЮЕсли пластик только начал проскальзывать, вы можете определить это по звуку от экструдера и появлению пластиковой стружки. Слегка надавите на нить, чтобы она прошла через экструдер. Обычно это решает проблему.
ОТРЕГУЛИРУЙТЕ ПРИЖИМ В ЭКСТРУДЕРЕ
Начните с ослабления прижимного ролика, вставьте нить и затяните ролик, пока она не перестанет проскальзывать. Филаменты различаются по диаметру, прижим будет поглощать некоторую разницу в диаметре, но для некоторых пластиков потребуется точная регулировка.
Филаменты различаются по диаметру, прижим будет поглощать некоторую разницу в диаметре, но для некоторых пластиков потребуется точная регулировка.
ИЗВЛЕКИТЕ НИТЬ
В большинстве случаев вам нужно будет извлечь и заменить пластик, а затем подать его обратно через систему. Как только пластик будет извлечен, обрежьте его ниже области, которая проскальзывает и снова подайте его в систему. Если пластик сломался, попробуйте еще раз, и если он снова сломается, и вы обнаружите, что филамент кажется хрупким, выбросьте его и используйте другой.
ПРОВЕРЬТЕ ТЕМПЕРАТУРУ ХОТЭНДА
Если вы только что вставили новый филамент, но снова возникла проблема, проверьте правильность температуры сопла.
Чек-лист решения этой проблемы
- Протолкните пруток вручную
- Отрегулируйте прижим в экструдере
- Извлеките филамент
- Проверьте температуру сопла
Кстати, купить пластик для 3D-принтеров вы можете в нашем онлайн магазине.
 Есть весь ассортимент, начиная от PLA и заканчивая экзотикой, например WOOD.
Есть весь ассортимент, начиная от PLA и заканчивая экзотикой, например WOOD.ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: ПЕЧАТЬ НЕ УДАЛАСЬ
Все выглядело великолепно, но по какой-то необъяснимой причине печать не удалась. Филамент не прилипал к столу или просто перестал выдавливаться.7. Прекратилась подача пластика в процессе печати
В чем проблема?
Иногда, по любой из многих причин, из хотенда перестает подаваться пластик.
Что является причиной этой проблемы?
Как правило, эта проблема 3D-печати связана с двумя частями процесса печати: либо что-то не так с подачей пластика, либо проблема с самим хотендом/соплом. Это может быть такой простой случай, как закончившийся пластик. На некоторых принтерах катушка закрыта и сразу это не обнаружить. Или может быть слабый прижим подающей шестерни в экструдере, что привело к прекращению подачи пластика..
В качестве альтернативы, у вас может быть закупорка в вашем хотэнде, мешающая прохождению пластика.
Устранение неполадки
УБЕДИТЕСЬ, ЧТО ПЛАСТИК НЕ ЗАКОНЧИЛСЯ
Немного очевидно, но даже у лучших из нас есть кратковременные провалы в концентрации. Многие слайсеры теперь дают оценку материала для ваших моделей, и судя по весу вашей катушки с нитью и сколько на ней осталось пластика, вы можете предположить, достаточно ли нити для завершения печати.
ПРОВЕРЬТЕ, НЕТ ЛИ ЗАДИРА
Задир нити и проскальзывание шестерни может привести к остановке печати на полпути и может быть вызван множеством проблем. Ознакомьтесь с нашим советом по устранению неполадок, связанных с задиром нити.
ПРОВЕРЬТЕ, НЕ ЗАСОРИЛОСЬ ЛИ СОПЛО
Сопло, закупоренное старым обуглившимся филаментом, может вызвать несколько различных проблем с печатью, одна из которых заключается в прекращении подачи пластика. Ознакомьтесь с нашим советом по устранению засора сопла.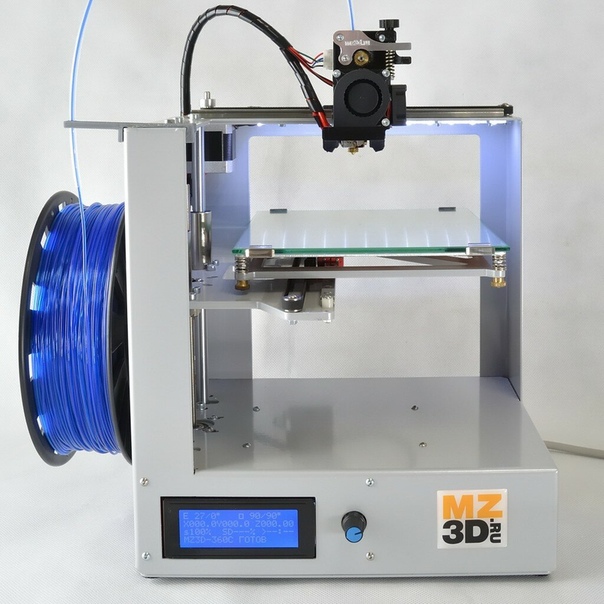
ПРОВЕРЬТЕ НАЛИЧИЕ РАЗРЫВА ФИЛАМЕНТА
Проблема, которая в основном затрагивает экструдер Боуден, приводит к разрыву нити между экструдером и хотэндом. К счастью, это легко диагностировать и исправить, но это может быть признаком того, что ваш пластик испорчен. Ознакомьтесь с нашим советом по устранению неполадок, связанных разрывом филамента.
Чек-лист решения этой проблемы
- Убедитесь, что у вас достаточно нити
- Проверьте филамент на задиры
- Проверьте сопло на предмет закупорки
- Убедитесь, что филамент не лопнул
8. Пластик не прилипает к рабочему столу
В чем проблема?
Отсутствие адгезии, является распространенной проблемой, которую обычно относительно легко решить.
К сожалению, пластик может оторваться от рабочего стола принтера практически в любое время, от первого слоя до последнего, что особенно бесит.
Конечно, это не всегда проблема самого принтера, и если вы пытались напечатать модель, которая имеет лишь небольшое количество контактов с платформой, то, несомненно, это будет проблемой. Представьте, что вы пытаетесь напечатать автомобиль, и единственный контакт модели с платформой печати — это колеса. Вряд ли это можно печатать без какого-либо усиления адгезии или дополнительной подложки.
Т.к. эта проблема очень распространена, есть много простых способов ее решить.
Что является причиной этой проблемы?
Наиболее распространенной причиной является то, что пластик просто не приклеивается к поверхности печатной платформы. Для прилипания нити требуется текстурированная основа, поэтому для решения этой проблемы вам потребуется создать более качественную рабочую поверхность.
Неровная платформа печати может быть еще одной серьезной проблемой. Если платформа неровная, то для некоторых частей модели сопло будет далеко от стола.
Сбитая калибровка также может быть серьезной проблемой, с течением времени расстояние между соплом и столом может увеличиваться до момента, в который начальный слой перестает прилипать.
Во всех случаях вы можете увидеть спагетти из пластика над вашей наполовину сформированной моделью, просто спагетти или части вашей модели, усеянные вокруг печатной платформы.
Устранение неполадки
ДОБАВЛЕНИЕ ТЕКСТУРЫ
Чтобы усилить прилипание пластика, вам нужно добавить еще один материал, чтобы дать текстуру печатному столу. Наиболее распространенным решением является нанесение тонкого слоя клея на платформу для печати, который затем можно легко смыть горячей водой. Другой альтернативой для PLA является добавление малярной ленты. Для пластиков, которым требуется нагретая платформа от 40º и выше, в настоящее время доступны различные специальные термостойкие клейкие ленты.
ВЫРОВНЯЙТЕ РАБОЧИЙ СТОЛ
Каждый принтер имеет свой процесс выравнивания рабочего стола, некоторые, например, последние Lulzbots используют чрезвычайно надежную систему автоматического выравнивания, другие, такие как Ultimaker, имеют удобный пошаговый способ, который проведет вас через процесс настройки. Посмотрите руководство по эксплуатации вашего принтера, чтобы узнать, как выровнять стол вашего принтера..
Посмотрите руководство по эксплуатации вашего принтера, чтобы узнать, как выровнять стол вашего принтера..
ОТРЕГУЛИРУЙТЕ ВЫСОТУ СОПЛА
Если сопло слишком высоко, нить не будет прилипать к столу, слишком низко, и сопло фактически начнет соскребать поверхность. Найдите параметр смещения по оси Z в настройках принтера и внесите небольшие изменения — в положительное положение, чтобы поднять сопло от стола, и в отрицательное, чтобы опустить его ближе.
ОЧИСТИТЕ СТОЛ
Если вы печатаете на таком материале, как стекло, то полезно чистить его, особенно если вы часто наносите клей. Отпечатки пальцев и чрезмерное накопление отложений клея — все это может привести к нелипкости печатной поверхности.
НАНЕСЕНИЕ АДГЕЗИИ НА СТОЛ
Некоторые модели будут печататься без полей, но мелкие предметы и те, которые имеют небольшую опорную поверхность в контакте с платформой, требуют определенного типа адгезии со столом. Их можно добавить в вашем слайсере — ищите «Брим» и «Плот».
Их можно добавить в вашем слайсере — ищите «Брим» и «Плот».
Brim добавит один слой с указанным количеством линий периметра, выходящих из того места, где ваша модель соприкасается с печатным столом; это наименее расточительный из двух, и, по нашему опыту, это лучший вариант, при условии, что вы готовы использовать нож, чтобы обрезать края.
Плот добавляет сплошную опорную основу к вашей печати. В зависимости от параметров, которые вы укажете, вы получите основу разного размера и толщины. Ваша модель затем поверх этого как обычно. Плоты имеют тенденцию создавать грубую, неприятную поверхность где они касаются вашей модели, и используют больше материала, чем Брим. Преимущество плота, однако, заключается в возможности просто отсоединить деталь.
ДОБАВЛЕНИЕ ПОДДЕРЖКИ
Помимо добавления адгезии на печатном столе, если ваша модель имеет сложные выступы или края, обязательно добавьте поддержки, чтобы удерживать нависающие части во время процесса печати.
Чек-лист решения этой проблемы
- Добавить текстуру
- Выровняйте стол
- Отрегулируйте высоту сопла
- Очистите рабочую поверхность
- Примените дополнительные настройки слайсера для адгезии
- Добавьте поддержки
9. Поддержка рухнула
В чем проблема?
Печать сложных моделей потребует использования поддержек, и хотя поддержки могут быть трудными для удаления, к сожалению, они являются важной частью моделирования.
Работа поддержки проста, она поддерживает нависающие части, но иногда она портится во время печати..
Мало того, что опоры выходят из строя, но дополнительная нить, не прилипшая к поддержке, разрушает вашу модель, а не обеспечивает правильную печать.
Что является причиной этой проблемы?
Структуры поддержки являются сложными вещами, и большинство программ слайсинга предоставляют вам несколько вариантов. Слишком легко придерживаться настроек по умолчанию, но это не гарантирует успешной печати. Важным фактором является тип поддержки, который будет поддерживать вашу модель на всем протяжении печати.
Слишком легко придерживаться настроек по умолчанию, но это не гарантирует успешной печати. Важным фактором является тип поддержки, который будет поддерживать вашу модель на всем протяжении печати.
Линии и зигзаги, как правило, легко удаляются после завершения печати, но обеспечивают меньшую жесткость в процессе. Треугольники и сетки предлагают больше поддержки, но могут быть более трудноудалимыми.
Возьмите простую мостовую конструкцию с тонкими стойками, а затем подумайте о поддержках. У них будет много работы, чтобы сохранить жесткость модели. Если вы выбрали линии или зигзаги, то, скорее всего, модель будет двигаться во время процесса печати, ломая при этом тонкие поддержки.
Жесткая структура, такая как сетка, была бы лучшим вариантом.
Некоторые слайсеры позволяют печатать поддержки без привязки к столу. Если применить их, то небольшая площадь поддержки будет сложнее прилипать непосредственно к рабочей поверхности. .
.
Часто в высоких моделях длина поддержек может быть чрезмерной, а тонкая конструкция просто выдвигается до предела. В этих случаях важно, чтобы вы учитывали создание физической поддержки, такой как блок. Под большими свесами они могут добавить надежную поддержку.
Поддержки могут создать реальные проблемы для удаления, поэтому существует тенденция снижать их плотность до минимума. Это, конечно, может вызвать проблемы, если поддержки несут значительную нагрузку. В таком случае, вам потребуется увеличить плотность поддержки.
Еще одной проблемой может быть старая или низкокачественная нить: вы можете обнаружить, что пластик может недостаточно связываться слой за слоем, или экструзия неопрятна и треснута, что приводит к поломке поддержек.
Наконец, следите за печатью вашего принтера. Если принтер движется или вибрирует сильнее, чем обычно, проверьте гайки и болты и просто убедитесь, что все плотно затянуто. После того, как вы пройдете все обычные проверки, обязательно запустите процесс калибровки.
Устранение неполадки
ВЫБОР ПРАВИЛЬНОГО ТИПА ПОДДЕРЖЕК
Посмотрите на тип модели, которую вы собираетесь напечатать — если есть большие выступы, которые соединяют участки модели, и они имеют хороший контакт с платформой, попробуйте использовать линии или зигзагообразные поддержки. Если модель имеет меньший контакт с поверхностью или нуждается в более прочных поддержках, используйте решетку или треугольник.
ДОБАВЛЕНИЕ АДГЕЗИИ К ПЛАТФОРМЕ
Убедитесь, что вы добавили средства дополнительной адгезии с платформой, например, брим, чтобы у поддержек было достаточно основания для крепления.
УВЕЛИЧЕНИЕ ПЛОТНОСТИ ПОДДЕРЖКИ
Попробуйте это в крайнем случае. Увеличение плотности поддержки даст более плотную структуру, и на нее будет меньше влиять любое движение модели, но ее будет намного сложнее удалить.
СОЗДАНИЕ ПОДДЕРЖЕК В САМОЙ МОДЕЛИ
Чрезмерно высокие поддержки могут быть подвержены слабости. Добавив высокий блок в качестве части вашей модели, который заканчивается чуть ниже того места, где требуются поддержки, вы можете дать поддержкам прочную основу без необходимости печатать высокую и слабую.
Добавив высокий блок в качестве части вашей модели, который заканчивается чуть ниже того места, где требуются поддержки, вы можете дать поддержкам прочную основу без необходимости печатать высокую и слабую.
ЗАМЕНА НИТИ НАКАЛА
Филамент может стать хрупким по мере того, как он достигает конца своего срока службы, и это обычно сказывается на качестве поддержек. Поменяйте пластик на свежий и посмотрите, решится ли проблема.
ПРОВЕРЬТЕ ЖЕСТКОСТЬ ПРИНТЕРА
Тряска и раскачивание принтера могут быть реальной проблемой. Убедитесь, что все плотно и откалибруйте стол при необходимости.
Чек-лист решения этой проблемы
- Используйте правильный тип поддержки
- Добавьте дополнительные средства адгезии
- Увеличьте плотность поддержек
- Добавьте поддержку в саму модель
- Используйте новый пластик
- Проверьте жесткость конструкции принтера
ПРОБЛЕМЫ 3D-ПЕЧАТИ FDM: МОЙ ОТПЕЧАТОК ВЫГЛЯДИТ ПЛОХО
Печать успешно закончена, но боги 3D-печати хмурились на вашу уродливую модель. Вот проблемы 3D-печати, которые могут быть причиной.
Вот проблемы 3D-печати, которые могут быть причиной.
10. Плохой первый слой
В чем проблема?
Первые слои модели часто могут оказаться проблематичными. Это может быть связано с тем, что пластик просто не прилипает (о чем мы говорили в другом разделе, посвященном устранению неполадок при 3D-печати), или вы обнаружите нежелательные линии, из-за которых нижняя оболочка выглядит некрасиво. Кроме того, любые мелкие детали в нижней части вашей модели могут перерасти в размытие с небольшим подобием изначального дизайна модели.
Что является причиной этой проблемы?
Эти проблемы 3D-печати являются типичными признаками того, что рабочий стол не был выровнен должным образом. Если сопло находится слишком далеко от стола, нижняя поверхность часто содержит нежелательные линии и / или первый слой не прилипает. Если сопло слишком близко, могут появиться наплывы.
Устранение неполадки
Каждый принтер имеет свой процесс выравнивания рабочего стола, некоторые, например, последние Lulzbots используют чрезвычайно надежную систему автоматического выравнивания, другие, такие как Ultimaker, имеют удобный пошаговый способ, который проведет вас через процесс настройки.
Чек-лист решения этой проблемы
11. «Слоновья нога»
В чем проблема?
Основа модели слегка выпуклая наружу, эффект, также известный как «нога слона»
Что является причиной этой проблемы?
Этот неуклюжий дефект печати может быть вызван тем, что вес остальной части модели давит на нижнюю часть, прежде чем она должным образом охладится до твердого состояния — это особенно актуально, если в вашем принтере есть подогрев стола.
Устранение неполадки
БАЛАНС ТЕМПЕРАТУРЫ СТОЛА И ОБДУВА МОДЕЛИ
Чтобы слоновья нога не появлялась на ваших 3D-принтах, базовые слои модели должны быть достаточно охлаждены, чтобы они могли выдержать вышеописанную структуру. Однако, применив слишком много охлаждения, вы рискуете деформировать базовые слои. Правильно подобрать баланс может быть непросто, начните с понижения температуры стола с интервалами в 5 градусов (в пределах +/- 20 градусов от рекомендуемой температуры). Если толщина основания модели установлена на 0,6 мм, тогда запустите вентилятор на немного меньшей высоте.
НАСТРОЙКА УРОВНЯ СТОЛА
Чаще всего большинство проблем с печатью связаны с настройкой уровня рабочего стола. У каждого принтера есть немного различная техника для выравнивания стола. Начните с калибровки в соответствии с рекомендацией производителя вашего принтера.
Попробуйте напечатать калибровочный куб и посмотрите, как принтер укладывает пластик на поверхность. Распечатав куб, вы легко сможете увидеть, находится ли ваш стол на одном уровне и насколько равномерно (или нет) слои модели укладываются на него.
Точно так же вы сможете увидеть, находится ли сопло слишком близко к столу или слишком высоко.
ПОДНИМИТЕ СОПЛО
Часто может помочь лишь небольшое увеличение высоты сопла, но будьте осторожны, слишком высоко, и пластик не прилипнет к платформе.
СНЯТИЕ ФАСКИ С ОСНОВАНИЯ
Другой вариант — снять фаску с основания вашей модели. Конечно, это возможно только в том случае, если вы разработали модель самостоятельно или имеете доступ к исходному файлу. Начните с фаски 5 мм и 45 °, но немного поэкспериментируйте, чтобы получить лучший результат.
Начните с фаски 5 мм и 45 °, но немного поэкспериментируйте, чтобы получить лучший результат.
Чек-лист решения этой проблемы
- Сбалансировать температуру стола и скорость вращения вентилятора модели
- Выровняйте стол
- Проверьте высоту сопла
- Сделайте на модели фаску
12. Загиб краев модели
В чем проблема?
У основания модели края загибаются вверх. Это также может привести к появлению горизонтальных трещин в верхних частях и к тому, что модель отклеится от стола.
Что является причиной этой проблемы?
Проблема распространена, поскольку она вызвана естественной характеристикой пластика. Когда нить ABS или PLA охлаждается, она начинает слегка сжиматься; проблема деформации возникает, если пластик охлаждается слишком быстро.
Устранение неполадки
ИСПОЛЬЗУЙТЕ ПЛАТФОРМУ С ПОДОГРЕВОМ
Самое простое решение — использовать подогрев стола для печати и установить температуру чуть ниже точки плавления пластика. Это называется «температурой стеклования». Если вы получите правильную температуру, тогда первый слой останется ровным. Температура стола часто устанавливается слайсером. Как правило, рекомендуемая температура для вашего пластика указана на боковой стороне упаковки или на катушке.
Это называется «температурой стеклования». Если вы получите правильную температуру, тогда первый слой останется ровным. Температура стола часто устанавливается слайсером. Как правило, рекомендуемая температура для вашего пластика указана на боковой стороне упаковки или на катушке.
НАНЕСИТЕ КЛЕЙ НА ПОВЕРХНОСТЬ СТОЛА
Если вы по-прежнему обнаруживаете, что модель приподнимается по краям, равномерно нанесите небольшое количество клея на стол, чтобы увеличить адгезию.
ПОПРОБУЙТЕ ДРУГОЙ ТИП ПОВЕРХНОСТИ
Замените свой стол на тот, который обеспечивает лучшую адгезию. Производители, такие как Lulzbot, используют печатную поверхность PEI (полиэфиримид), которая обеспечивает отличную адгезию без клея. XYZPrinting поставляет текстурированную ленту в коробке с некоторыми из своих принтеров. 3D-принтеры Zortrax имеют перфорированный стол для печати, модели привариваются к этой поверхности, полностью устраняя проблему.
ВЫРОВНЯЙТЕ СТОЛ
Калибровка стола может быть еще одной причиной. Пройдите процедуру калибровки, чтобы убедиться, что поверхность находится на одном уровне, а высота сопла правильная.
Пройдите процедуру калибровки, чтобы убедиться, что поверхность находится на одном уровне, а высота сопла правильная.
УВЕЛИЧЕНИЕ ПЯТНА КОНТАКТА
Увеличение пятна контакта между моделью и столом легко сделать, в большинстве слайсеров есть соответствующие настройки.
ОТРЕГУЛИРУЙТЕ ДОПОЛНИТЕЛЬНЫЕ ПАРАМЕТРЫ ТЕМПЕРАТУРЫ
Если ничего не помогает, вам нужно взглянуть на расширенные настройки печати как на принтере, так и в слайсере. Попробуйте увеличить температуру стола с шагом 5 градусов.
В слайсере обратите внимание на охлаждение модели, обычно оно устанавливается таким образом, чтобы охлаждающие вентиляторы переключались на полную мощность на высоте около 0,5 мм, попробуйте увеличить это значение до 0,75, чтобы дать базовым слоям немного больше времени для естественного охлаждения.
Даже если у вашего принтера есть подогрев стола для печати, всегда рекомендуется использовать клей и регулярно калибровать уровень.
Чек-лист решения этой проблемы
- Используйте подогрев стола
- Добавьте клей на стол
- Поменяйте стекло на специальную поверхность
- Откалибруйте стол
- Добавьте дополнительные элементы для адгезии
- Отрегулируйте заранее температуру и настройки вентилятора
13. Заполнение выглядит грязным и неполным
 Заполнение выглядит грязным и неполным
Заполнение выглядит грязным и неполнымВ чем проблема?
Внутренняя структура вашей модели отсутствует или повреждена.
Что является причиной этой проблемы?
Есть несколько причин для дефектов заполнения. Наиболее распространенными являются неправильные настройки слайсера, но это также может быть связано со слегка засоренным соплом.
Устранение неполадки
ПРОВЕРЬТЕ ПЛОТНОСТЬ ЗАПОЛНЕНИЯ
В вашем слайсере проверьте плотность заполнения. Значение около 20% является нормальным; меньше, и вы, вероятно, будете иметь проблемы. Для больших моделей вы можете увеличить это значение, чтобы модель имела достаточную поддержку изнутри.
УМЕНЬШИТЕ СКОРОСТЬ ЗАПОЛНЕНИЯСкорость, с которой печатается заполнение, может существенно повлиять на качество конструкции. Если заполнение выглядит тонким и имеет разрывы, уменьшите скорость печати заполнения.
ИЗМЕНЕНИЕ ШАБЛОНА ЗАПОЛНЕНИЯ
Большинство слайсеров позволяют вам изменять внутреннюю структуру. Вы можете использовать сетку или треугольник, соты и многое другое. Попробуйте выбрать другой вариант.
Вы можете использовать сетку или треугольник, соты и многое другое. Попробуйте выбрать другой вариант.
ПРОВЕРЬТЕ СОПЛО
Возможно, что в сопле есть небольшой засор. Хотя он может не влиять на печать более толстых наружных стен, но для внутренней структуры меньше поток.
Чек-лист решения этой проблемы
- Проверьте и отрегулируйте плотность заполнения
- Уменьшить скорость заполнения
- Попробуйте другой шаблон заполнения
- Проверьте свое сопло на наличие засоров
14. Разрывы между заполнением и внешней стеной
В чем проблема?
Когда вы смотрите сверху или снизу на модель, вы можете увидеть небольшой зазор между заполнением и стенами внешнего периметра.
Что является причиной этой проблемы?
Раньше пропуски между периметром и верхними слоями были распространенной проблемой, но, поскольку точность принтера повысилась, а поддержка различных материалов расширилась, теперь это не такая большая проблема, как раньше.
Однако новая волна передовых материалов более капризна, чем PLA и ABS, и мы начинаем видеть небольшое возрождение проблемы.
Зазоры вызваны линиями, используемыми для заполнения и наружных стен, которые не совсем сходятся и не склеиваются. Это одна из самых простых вещей в этом списке для исправления.
Наиболее очевидная причина проблемы заключается в том, что перекрытие заполнения не установлено или установлено на ноль. Это означает, что слайсер говорит принтеру не допускать соприкосновения двух частей модели.
Другой проблемой может быть порядок, в котором вы установили заполнение и внешние стены для печати. Если вы сначала распечатываете периметр, то, как правило, небольшое или полное перекрытие может позволить решить проблему.
Устранение неполадки
ПРОВЕРЬТЕ ПЕРЕКРЫТИЕ ЗАПОЛНЕНИЯ
Это, безусловно, самая распространенная проблема, и ее действительно легко решить. В вашем слайсере найдите параметр «Заполнение наложением» и увеличьте значение.
- В Cura по умолчанию это 15%. Поднимите до 30%.
- В Simplify3D вы найдете эту опцию в «Изменить параметры процесса> Заполнение> Наложение контура». Снова увеличьте значение. Этот параметр напрямую связан с шириной экструзии, поэтому значение в % будет составлять % от любой ширины экструзии. При настройке этого параметра всегда держите его ниже 50%, иначе появятся нежелательные эффекты перекрытия по внешнему периметру вашего отпечатка.
ПЕЧАТЬ ЗАПОЛНЕНИЯ РАНЬШЕ ПЕРИМЕТРА
Если вы печатаете с относительно тонкой внешней стенкой, структура заполнения может просвечивать. Если это произойдет, вы можете изменить порядок, в котором принтер устанавливает слои заполнения и периметра.
ПОВЫШЕНИЕ ТЕМПЕРАТУРЫ ХОТЭНДА
Некоторые из самых современных материалов, таких как XT-CF20, более чувствительны к температуре, когда речь идет о растекании, благодаря углеродным волокнам, которые составляют часть их структуры. При печати с использованием этих материалов вы можете обнаружить, что незначительное увеличение температуры хотэнда на 5-10º имеет значение.
При печати с использованием этих материалов вы можете обнаружить, что незначительное увеличение температуры хотэнда на 5-10º имеет значение.
УМЕНЬШЕНИЕ СКОРОСТИ ПЕЧАТИ
Вы можете поторопиться получить модель, но печать на более высоких скоростях может вызвать всевозможные проблемы, если принтер не откалиброван идеально. Если вам все же требуется быстрая печать, вы все равно можете избежать разрывов, уменьшив скорость печати верхнего слоя.
Чек-лист решения этой проблемы
- Проверьте перекрытие заполнения
- Печатайте заполнение раньше периметра
- Увеличьте температуру хотэнда
- Уменьшите скорость печати
15. Заполнение просвечивается через стенки
В чем проблема?
Результат печати выглядит хорошо, но структуру заполнения можно увидеть сквозь стену модели.
Что является причиной этой проблемы?
Проблема с просветом возникает из-за того, что заполнение накладывается на периметр. Этот эффект наиболее заметен, когда у вашей модели тонкие стенки. Проблема вызвана структурой заполнения, перекрывающейся с линией периметра. Хотя этот эффект является проблемой, на самом деле это важная часть процесса печати, поскольку он помогает эффективно связать внутреннюю структуру с внешними стенами. К счастью, это очень легко преодолеть.
Этот эффект наиболее заметен, когда у вашей модели тонкие стенки. Проблема вызвана структурой заполнения, перекрывающейся с линией периметра. Хотя этот эффект является проблемой, на самом деле это важная часть процесса печати, поскольку он помогает эффективно связать внутреннюю структуру с внешними стенами. К счастью, это очень легко преодолеть.
Другая причина появления этого деффекта может быть в том, что вы установили неправильную толщину стенки в зависимости от размера используемого сопла. В нормальных условиях печати толщина стенки должна быть напрямую связана с размером сопла, поэтому, если у вас сопло 0,4 мм, толщина стенки должна быть кратна этому: 0,4, 0,8, 1,2 и т. Д.
Устранение неполадки
ПРОВЕРЬТЕ ТОЛЩИНУ СТЕНОК
Убедитесь, что значение, выбранное для толщины стенок, кратно размеру сопла.
УВЕЛИЧЕНИЕ ТОЛЩИНЫ СТЕНОК
Самое простое решение — увеличить толщину стенок. Удвоенный размер должен скрывать любое перекрытие, вызванное заполнением.
ИСПОЛЬЗУЙТЕ ЗАПОЛНЕНИЕ ПОСЛЕ ПЕРИМЕТРА
Большинство слайсеров позволят вам активировать печать заполнения после периметра.
В Cura откройте «Настройки эксперта» и в разделе «Заполнение» поставьте галочку рядом с «Печать заполнения после периметра».
В Simply3D нажмите «Изменить параметры процесса», затем выберите «Слой» и в разделе «Настройки слоя» выберите «Снаружи» рядом с «Контурным направлением».
ПРОВЕРЬТЕ СТОЛ ПРИНТЕРА
Проверьте модель, и если вы видите, что эффект более заметен с одной стороны, чем с другой, проблема может быть связана с калибровкой. Если это так, выполните обычный процесс калибровки.
НАСТРОЙКА ПЕЧАТИ СТЕНОК
В зависимости от типа модели, которую вы печатаете, вы можете использовать внутренний и внешний порядок печати стенок. Если вам нужна высококачественная печать с хорошим качеством поверхности, где фактическая прочность модели не важна, выберите печать снаружи.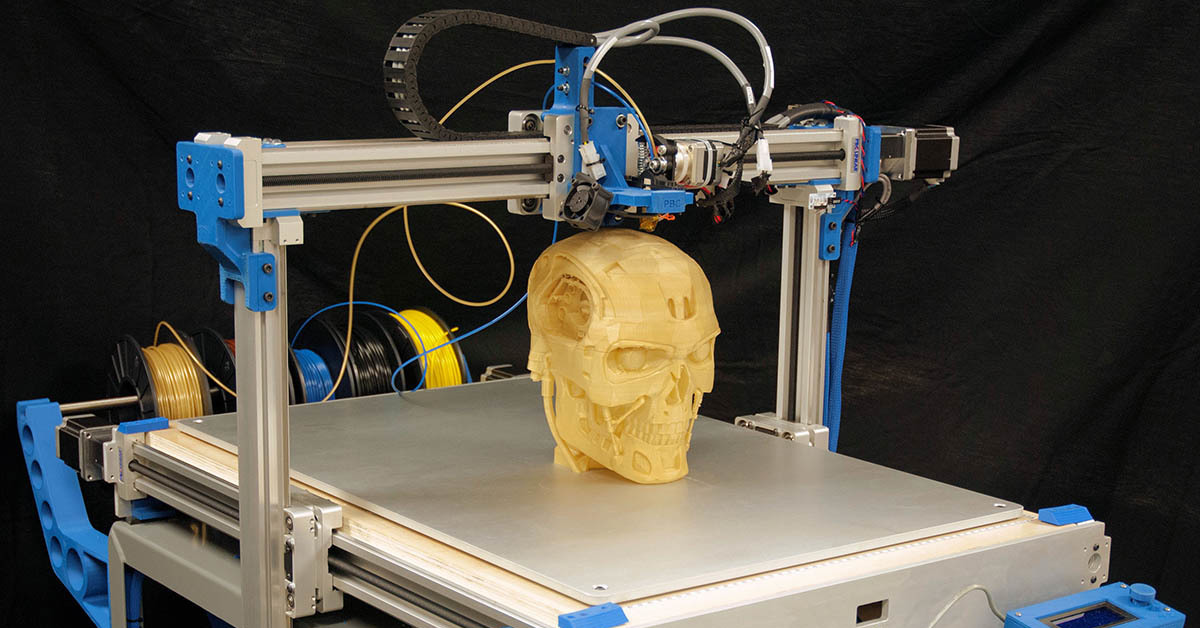 Однако если прочность печати имеет первостепенное значение, выберите «Печать изнутри наружу» и удвойте толщину стенки.
Однако если прочность печати имеет первостепенное значение, выберите «Печать изнутри наружу» и удвойте толщину стенки.
Причина разницы в силе заключается в том, что при печати из внешнего источника вы устраняете небольшое перекрытие, которое вызывает проблему ореолов, но это также означает, что фактическая структура не создаст такую же силу связи между внутренними и внешняя структура из-за отсутствия перекрытия.
Чек-лист решения этой проблемы
- Проверьте толщину стен
- Увеличьте толщину стен
- Печатайте заполнение после периметра
- Проверьте стол принтера и при необходимости откалибруйте
- Настройте печать стенок
16. Трещины в высоких моделях
В чем проблема?
По бокам есть трещины, особенно на более высоких моделях. Это может быть одной из самых удивительных проблем в 3D-печати, поскольку они проявляются в больших моделях, и обычно, вы не замечаете момента их появления.
Что является причиной этой проблемы?
В верхних слоях модели материал остывает быстрее. Тепло от подогрева стола не достигает такой высоты, и поэтому адгезия в верхних слоях ниже.
Тепло от подогрева стола не достигает такой высоты, и поэтому адгезия в верхних слоях ниже.
Устранение неполадки
ТЕМПЕРАТУРА ХОТЭНДА
Начните с увеличения температуры хотэнда; для начала ее можно поднять на 10ºC. На боковой стороне коробки с филаментом вы увидите рабочие температуры хотэнда, попробуйте сохранить регулировку температуры в пределах этих значений.
ОБДУВ МОДЕЛИ
Проверьте обдув модели, убедитесь, что он включен и нацелен на модель. Если он есть, попробуйте уменьшить поток воздуха.
Чек-лист решения этой проблемы
- Проверьте температуру хотэнда и поднимите ее с интервалами в 10 градусов
- Проверьте положение и скорость обдува модели
17. Сдвиг слоев
В чем проблема?
По мере формирования модели возникают некоторые проблемы с качеством. Посмотрите модель поближе, и вы увидите, что слои не выровнены так, как должны. Посмотрите на внутреннюю структуру поддержки, и снова какой-то сдвиг. Наружная стена, вместо того, чтобы быть гладкой, имеет небольшие выступы. Скорее всего проблема касается печати только в одном направлении; спереди назад или слева направо.
Наружная стена, вместо того, чтобы быть гладкой, имеет небольшие выступы. Скорее всего проблема касается печати только в одном направлении; спереди назад или слева направо.
Что является причиной этой проблемы?
Со временем детали вашего 3D-принтера, такие как гайки, болты и ремни, ослабнут и потребуют затяжки.
Устранение неполадки
ПРОВЕРКА РЕМНЕЙ, ЧАСТЬ I
Начните c проверки того, что каждый из ремней затянут, но не слишком сильно. Вы должны чувствовать небольшое сопротивление от двух ремней, когда вы сжимаете их вместе. Если вы обнаружите, что верхняя часть ремня плотнее, чем нижняя, то это верный признак того, что их нужно подправить и затянуть. Некоторые принтеры, такие как Original Prusa i3, оснащены встроенными натяжителями ремней. Другие могут быть модернизированы с помощью 3D-печати. Если ни один из этих вариантов не подходит, возможно, вам придется вручную натянуть ремень.
ПРОВЕРКА РЕМНЕЙ, ЧАСТЬ II
Ремни принтера обычно представляют собой одну непрерывную линию, зацепленную за два шкива. Общая проблема заключается в том, что со временем ремень может скользить на одном шкиве, это может привести к смещению слоев.
Общая проблема заключается в том, что со временем ремень может скользить на одном шкиве, это может привести к смещению слоев.
ПРОВЕРКА НАПРАВЛЯЮЩИХ ВАЛОВ
Со временем грязь может накапливаться на валах, создавая участки с более высоким трением, которые, в свою очередь, могут повлиять на скольжение подшипников и втулок и вызвать смещение слоя. Очистка и повторное смазывание валов обычно решает проблему.
ПРОВЕРКА НА НАЛИЧИЕ ИЗОГНУТЫХ ИЛИ СМЕЩЕННЫХ ВАЛОВ, ЧАСТЬ I
Если вы видите, что печатающая головка двигается прерывисто в определенных точках, возможно, один из валов слегка согнут. Обычно это можно узнать, выключив принтер, чтобы через шаговые двигателя не проходило питание, а затем передвиньте вручную оси X и Y. Если вы чувствуете сопротивление, значит, что-то не так. Начните с проверки. Снимите валы и прокатите по плоской поверхности. Если какой-то согнут, то это будет хорошо заметно.
ПРОВЕРКА НА НАЛИЧИЕ ИЗОГНУТЫХ ИЛИ СМЕЩЕННЫХ ВАЛОВ, ЧАСТЬ II
Многие принтеры используют резьбовые шпильки, а не ходовые винты, и хотя они выполняют свою работу, они имеют тенденцию к изгибу с течением времени. Не озадачивайтесь разборкой вашего принтера, чтобы убедиться, что они прямые, просто используйте управляющее программное обеспечение, например «Printrun», для перемещения оси вверх или вниз. Если одна из шпилек оси Z согнута, вы сразу это увидите. К сожалению, почти невозможно точно выпрямить резьбовую шпильку, но, с другой стороны, это хороший повод заменить старые резьбовые шпильки на ходовые винты.
Не озадачивайтесь разборкой вашего принтера, чтобы убедиться, что они прямые, просто используйте управляющее программное обеспечение, например «Printrun», для перемещения оси вверх или вниз. Если одна из шпилек оси Z согнута, вы сразу это увидите. К сожалению, почти невозможно точно выпрямить резьбовую шпильку, но, с другой стороны, это хороший повод заменить старые резьбовые шпильки на ходовые винты.
ПРОВЕРЬТЕ ШКИВЫ РЕМНЕЙ
Они обычно крепятся непосредственно к шаговому двигателю. Если вы повернете шкив, вы увидите небольшой прижимной винт. Потяните ремень, чтобы заставить шкив повернуться. Вы должны убедиться, что между шкивом и валом двигателя нет скольжения. Вал должен вращаться одновременно со шкивом. Если шкив люфтит, затяните прижимной винт и попробуйте снова.
Чек-лист решения этой проблемы
- Проверьте натяжение ремней
- Проверьте сцепление ремня со шкивом
- Проверьте, что валы чистые и достаточно смазаны
- Проверьте, что ходовые винты ровные
- Проверьте шкивы привода
18. Пропуск слоев
 Пропуск слоев
Пропуск слоевВ чем проблема?
В модели есть щели, потому что некоторые слои были пропущены (частично или полностью).
Что является причиной этой проблемы?
Принтер не смог выдать количество пластика, необходимое для печати пропущенных слоев. Для редких пропусков это можно назвать временной недостаточной экструзией. Возможно, возникла проблема с филаментом (например, изменение диаметра), шестерней подачи или забитым соплом.
Также возможно небольшое заклинивание оси Z. Причиной может быть то, что валы не идеально совмещены с линейными подшипниками.
Возможно еще существует проблема с одним из валов или подшипников оси Z. Вал может быть искажен, загрязнен или излишне смазан.
Устранение неполадки
ПРОВЕРКА МЕХАНИКИ
Хорошей практикой является уделение внимания принтеру время от времени, и появление пробелов в вашей печати всегда является хорошим признаком того, что сейчас самое время уделить вашему 3D-принтеру некоторую любовь и внимание. Начните с проверки валов и убедитесь, что все они установлены в подшипниках или зажимах и не выскочили, не сдвинулись и не сдвинулись даже слегка.
Начните с проверки валов и убедитесь, что все они установлены в подшипниках или зажимах и не выскочили, не сдвинулись и не сдвинулись даже слегка.
ПРОВЕРКА РОВНОСТИ ВАЛА
Убедитесь, что все валы находятся в идеальном положении и не смещены. Часто это можно проверить, отключив питание (или отключив шаговые двигатели), а затем осторожно перемещая печатающую головку по осям X и Y. Если есть какое-либо сопротивление движению, то что-то не так, и обычно довольно легко определить, происходит ли это из-за смещения, слегка согнутого вала или проблемы с одним из подшипников.
ИЗНОШЕННЫЙ ПОДШИПНИК
Когда подшипники выходят из строя, это становится заметно по звуку от их работы. Вы также можете заметить неравномерное движение печатающей головки. При печати кажется будто принтер слегка вибрирует. В этом случае отключите питание и вручную подвигайте оси X и Y, чтобы найти дефектный подшипник
ПРОВЕРЬТЕ СМАЗКУ
Про смазку легко забыть, но для обеспечения бесперебойной работы важно, чтобы все было хорошо смазано. Масло для швейных машин идеально подходит и может быть куплено практически из любой галантереи по сравнительно недорогой цене. Прежде чем приступить к тщательному нанесению, просто убедитесь, что валы чистые, на них нет грязи и остатков пластика. Когда все валы выглядят чистыми, просто слегка смажьте их, но не слишком сильно. Затем используйте программное обеспечение для управления принтером, например Printrun, для перемещения головки по осям X и Y, чтобы убедиться, что валы равномерно смазаны и плавно движутся. Если вы налили слишком много масла, не волнуйтесь, просто вытрите его безворсовой тканью.
Масло для швейных машин идеально подходит и может быть куплено практически из любой галантереи по сравнительно недорогой цене. Прежде чем приступить к тщательному нанесению, просто убедитесь, что валы чистые, на них нет грязи и остатков пластика. Когда все валы выглядят чистыми, просто слегка смажьте их, но не слишком сильно. Затем используйте программное обеспечение для управления принтером, например Printrun, для перемещения головки по осям X и Y, чтобы убедиться, что валы равномерно смазаны и плавно движутся. Если вы налили слишком много масла, не волнуйтесь, просто вытрите его безворсовой тканью.
НЕДОСТАТОЧНАЯ ЭКСТРУЗИЯ
Последний вариант может быть связан с недостаточной экструзией. Ознакомьтесь с нашим советом по устранению проблемы недостаточной экструзии.
Чек-лист решения этой проблемы
- Проверьте механику и убедитесь, что люфтов нет
- Проверьте ровность валов
- Проверьте подшипники
- Смажьте механику
19. Наклоненные слои вместо вертикальных
 Наклоненные слои вместо вертикальных
Наклоненные слои вместо вертикальныхВ чем проблема?
Вертикальные стенки начинают печататься под углом, и этот угол не сохраняется на всей высоте модели. Серьезность проблемы может увеличиваться и уменьшаться на разной высоте.
Что является причиной этой проблемы?
Причина проблемы, как правило, очень проста; один из шкивов, прикрепленных к шаговому двигателю, слегка ослаблен, или один из ремней натирает что-то и останавливает полный ход оси. Все, что вам нужно сделать, чтобы устранить проблему, это убедиться, что ни один из шкивов не проскальзывает на валу двигателя, а установочные винты, которые удерживают шкивы на месте, все затянуты.
Хотя это звучит просто, может быть одна проблема, с которой вы можете столкнуться при затягивании шкивов. Она заключается в том, что не всегда легко получить доступ к небольшим установочным винтам, которые затягиваются на валу двигателя..
Устранение неполадки
ПРОВЕРЬТЕ ОСИ X И Y
Если ваша модель наклонена влево или вправо, значит у вас проблема с осью X. Назад вперед — проблема с осью Y. После того, как вы поставили диагноз, вы можете проверить ремни и шкивы. Если у вас есть принтер, такой как PRUSA i3, то процесс довольно прост, поскольку шаговые двигатели напрямую соединены с главным приводным ремнем. Для Ultimaker и других принтеров этот процесс может быть немного сложнее.
Назад вперед — проблема с осью Y. После того, как вы поставили диагноз, вы можете проверить ремни и шкивы. Если у вас есть принтер, такой как PRUSA i3, то процесс довольно прост, поскольку шаговые двигатели напрямую соединены с главным приводным ремнем. Для Ultimaker и других принтеров этот процесс может быть немного сложнее.
ПРОВЕРЬТЕ, НЕ ТРУТ ЛИ РЕМНИ ПО ЧЕМУ-ЛИБО
Осмотрите каждый из ремней и убедитесь, что они не трутся о другие элементы принтера. Также убедитесь, что ремни расположены ровно, без перекосов.
ЗАТЯНИТЕ ФИКСИРУЮЩИЙ ВИНТ ШКИВА ШАГОВОГО ДВИГАТЕЛЯ
После того, как вы определите, какая ось вызывает проблему, используйте шестигранный ключ, чтобы затянуть фиксирующий винт соответствующего шкива, который крепится к шаговому двигателю.
ПРОВЕРЬТЕ ШКИВЫ ВАЛОВ
Более сложные принтеры, такие как Ultimaker 2, имеют множество ремней и шкивов. Основные X и Y валы в верхней части принтера имеют восемь шкивов. Осмотрите каждый из них на соответствующей оси и затяните фиксирующие винты для каждого. Маловероятно, что это приведет к проскальзыванию, но если шкив ослаблен, ремень может сместиться.
Осмотрите каждый из них на соответствующей оси и затяните фиксирующие винты для каждого. Маловероятно, что это приведет к проскальзыванию, но если шкив ослаблен, ремень может сместиться.
Чек-лист решения этой проблемы
- Проверьте оси X и Y
- Убедитесь, что ремни не трутся о другие детали
- Затяните фиксирующий винт шкива шагового двигателя
- Проверьте шкивы валов и затяните
20. Дефекты на свесах
В чем проблема?
Вы смотрите свою модель в слайсере, и все выглядит хорошо. Стоит начать печатать, и вы увидите, что некоторые части модели печатаются абсолютно нормально, в то время как на других частях появляются дефекты. Это может показаться очевидным, и проблема свесов часто рассматривается как ошибка новичка в 3D-печати. Но удивительно, как часто даже опытные пользователи 3D-принтеров сталкиваются с проблемой свесов.
Что является причиной этой проблемы?
Процесс FDM печати требует, чтобы каждый слой строился на другом. Следовательно, должно быть очевидно, что если в вашей модели есть участок в котором нет ничего ниже, то нить будет висеть в воздухе и просто превратится в беспорядочную свисающую нить, а не в элемент модели.
В действительности слайсер должен уведомить, что это произойдет. Но большинство просто позволяют печатать, не оповещая, что требуется поддержка..
Устранение неполадки
ДОБАВЛЕНИЕ ПОДДЕРЖКИ
Самое быстрое и простое решение — добавить поддержки. Большинство слайсеров позволят вам это сделать быстро и без проблем.
В Simplify3D щелкните «Изменить параметры печати»> «Поддержка»> «Создать материал поддержки»; Вы можете настроить плотность, шаблон и детали. В Cura просто выберите нужный тип поддержки из основных настроек.
СОЗДАНИЕ ПОДДЕРЖИВАЮЩИХ СТРУКТУР В МОДЕЛИ
Поддержка, создаваемая слайсером, может иногда быть неудобной и приводить к застреванию материала поддержки в невозможных для удаления местах. Создание собственной структуры поддержки в вашей модели — хорошая альтернатива. Это займет немного больше времени, но может дать лучший результат.
СОЗДАНИЕ ПЛАТФОРМЫ ДЛЯ ПОДДЕРЖКИ
При печати фигуры человека, руки и другие выдающиеся части являются наиболее проблемными местами. Использование поддержек от стола также может вызвать проблемы, поскольку они часто должны подниматься на довольно большую высоту. Это расстояние является основным местом для возникновения проблем.
Создание сплошного блока или стены под руками и т.д., а затем создание меньшей опоры между рукой и блоком может быть отличным решением.
НАКЛОН СТЕН
Если у вас нависание в форме полки, то простое решение — наклонить стену под углом 45º, чтобы стена фактически поддерживала себя и устраняла необходимость в любом другом типе поддержки.
РАЗБИТЬ МОДЕЛЬ НА ЧАСТИ
Другой способ решить проблему — разбить модель на отдельные части. В некоторых моделях это позволит вам отделить то, что должно было быть выступом, и вместо этого сделать его основанием. Единственная проблема заключается в том, что потом потребуется склеить элементы.
Чек-лист решения этой проблемы
- Добавить поддержки
- Создать поддержки в модели
- Создать основание для поддержек
- Наклонить стены
- Разделить модель на мелкие элементы
21. Основание после поддержек выглядит плохо
В чем проблема?
Вы напечатали сложную модель с поддержками, созданными с помощью слайсера. Но когда дело доходит до их удаления, небольшие кусочки материала остаются на поверхности. Когда вы пытаетесь отшлифовать или удалить оставшийся материал, это портит внешний вид модели.
Что является причиной этой проблемы?
Поддержка является неотъемлемой частью 3D-моделирования. Многие модели могут полностью обойтись без поддержек, путем подгона модели к угловым вертикалям или добавляя в модель интегральные опорные конструкции. Вы также можете удивиться возможностями вашего принтера, поскольку большинство из них способны перекрывать зазоры в 50 мм и углы печати 50º без какой-либо поддержки вообще.
Программные решения, такие как Cura и Simplify3D, способны создавать выдающиеся структуры поддержки, и по большей части эти автоматически созданные поддержки будут намного превосходить качество любого другого решения. Но, хотя автоматически сгенерированные поддержки выполняют свою работу, их может быть трудно удалить. Применение собственных структур поддержки — более точное решение, но вам нужно будет вникнуть в настройки вашего слайсера, чтобы адаптировать поддержки для ваших моделей.
В зависимости от слайсера, существует множество опций, которые позволяют вам точно настроить поддержки и минимизировать их влияние на поверхность ваших моделей. Однако, как бы вы ни были осторожны с настройками, сами поддержки будут прикасаться к вашей модели, поэтому всегда будут оставлять следы.
Проблема обработки поверхности при использовании поддержек является важной, и серьезность эффекта будет меняться в зависимости от используемых вами типов материалов. Более хрупкий пластик, такой как PLA, часто сложнее обрабатывать, чем, например, ABS.
Устранение неполадки
ДВОЙНОЙ ЭКСТРУДЕР И РАСТВОРИМЫЕ ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ
Дорогое решение, но если в большинстве ваших моделей используются сложные поддержки, то единственный способ — это использовать принтер для печати двумя видами пластика, такой как Ultimaker 3 или Cel RoboxDual. Водорастворимые материалы, такие как ПВА, стали достаточно распространенными и помогают печатать сложные модели без порчи поверхности.
Более того, вы можете добавить поддержки в места, откуда которые раньше было бы невозможно их удалить.
ПРОВЕРЬТЕ РАСПОЛОЖЕНИЕ ПОДДЕРЖЕК
Большинство слайсеров позволят вам выбрать, будет ли ваша поддержка начинаться от рабочего стола или сможет находиться везде. Для большинства моделей достаточно размещения поддержек только от стола. Выбор “Везде” приведет к поддержке … ну, везде. Это означает, что в контексте этого совета по устранению неполадок с 3D-печатью, шероховатая поверхность будет по всей модели.
ПРОВЕРЬТЕ ВОЗМОЖНОСТИ ПРИНТЕРА
Довольно часто люди используют поддержки, даже не осознавая, что их принтер может перекрывать зазоры и легко печатать относительно крутые углы. Большинство принтеров способны преодолевать зазоры 50 мм и углы печати 50 ° без поддержек. Создайте или загрузите тестовую модель, чтобы ознакомиться с реальными возможностями вашего принтера.
НАСТРОЙТЕ ШАБЛОН ПОДДЕРЖКИ
В зависимости от типа модели, изменение шаблона поддержки может быть тем, что требуется для улучшения поверхности модели; попробуйте переключиться с «сетки» на «зигзаг».
УМЕНЬШИТЕ ПЛОТНОСТЬ ПОДДЕРЖКИ
В слайсере переключите вид на «Слои» и просмотрите структуру поддержки. Слайсер по умолчанию обычно применяет плотную структуру поддержки. Если вы уменьшите эту плотность, поддержка станет слабее, но до тех пор, пока ваш принтер будет правильно настроен, это не создаст проблем. В Cura можно успешно использовать плотность поддержки 5%, что значительно снижает влияние структуры на поверхность модели.
СНИЖЕНИЕ ТЕМПЕРАТУРЫ ПЕЧАТИ
Проверьте диапазон температуры пластика и отрегулируйте температуру хотэнда до минимума для материала. Это может привести к более слабой связи между слоями, но позволит легче удалить поддержку.
Чек-лист решения этой проблемы
- Двухэкструдерная печать
- Проверьте размещение поддержки
- Проверьте возможности принтера
- Смените шаблон поддержки
- Уменьшить плотность поддержки
- Используйте нижний предел температуры филамента
22. Модель выглядит неправильно
В чем проблема?
Части вашей модели отсутствуют или окончательный отпечаток слабый и распадается, несмотря на то, что внешне выглядит качественно. Или в конечной модели есть ошибки геометрии, которые не имеют смысла.
Что является причиной этой проблемы?
Немногообразные края — частая причина деформированных или нечетных отпечатков. Немногообразные ребра — это ребра моделей, которые могут существовать только в трехмерном пространстве, а не в физическом мире.
Например, если у вас есть два куба в реальном мире и вы пытаетесь перекрыть их напрямую, это физически невозможно, так как сплошные внешние стены препятствуют пересечению двух объектов.
В трехмерном мире вы можете просто пересекать их, они все еще существуют как отдельные объекты, но используемое нами программное обеспечение различает их независимо от воспринимаемого единства.
Чтобы заставить эти два объекта печататься правильно, объекты должны быть объединены так, чтобы любые внутренние стены были удалены, и конечный объект был с неразделенной внутренней полостью.
Другая распространенная причина — если у вас есть объект, такой как куб, и вы удалите одну из поверхностей. По сути, у вас есть объект с отверстием, он может выглядеть как фигура с пятью сторонами, но он существует только в виртуальном трехмерном пространстве, это геометрия без физической формы.
Хотя вы можете видеть внешние стены в программном обеспечении, стены, которые соответствуют отверстию, имеют размеры только по двум осям. Третье измерение, которое мы видим как толщина стены, является только иллюстративным и не имеет реального физического измерения. Когда дело доходит до нарезки модели, программное обеспечение делает все возможное и во многих случаях исправит дыру. Однако в более сложных моделях эффекты могут быть интересны, если не сказать больше.
Устранение неполадки
ИСПОЛЬЗУЙТЕ ПОСЛЕДНЮЮ ВЕРСИЮ СЛАЙСЕРА
Большинство новейших движков слайсера поддерживают автоматическую фиксацию кромок, не являющихся отверстием, но все же рекомендуется проверять правильность формирования моделей и их готовность к печати.
ИСПРАВЛЕНИЕ В HORRIBLE В CURA
В Cura откройте «Расширенные настройки» и убедитесь, что в «Fix Horrible» вы отметили «Объединить все».
ИСПРАВЬТЕ «NON-MANIFOLD» В SIMPLIFY3D
В редактировании «Настройки печати» перейдите на вкладку «Дополнительно» и выберите «Лечение» рядом с «Сегментами без отверстий».
ИСПОЛЬЗОВАНИЕ РЕЖИМА ПРОСМОТРА СЛОЕВ
В слайсере используйте режим просмотра слоев, чтобы проверить модель и увидеть, где возникают проблемы. Быстрый просмотр по слоям часто выделяет проблему, которую легко исправить.
ИСПОЛЬЗУЙТЕ ПРОГРАММУ ДЛЯ МОДЕЛИРОВАНИЯ ДЛЯ УСТРАНЕНИЯ ПРОБЛЕМ
Один из самых простых способов исправить модели с немногообразными ребрами — использовать программное обеспечение. Такие программы, как Blender и Meshmixer, имеют встроенные функции, которые быстро позволят вам выделить проблемы с вашими моделями и исправить их перед нарезкой.
ОБЪЕДИНЕНИЕ ОБЪЕКТОВ
Лучше исправить ваши 3D-модели, прежде чем импортировать их в слайсер. Для этого убедитесь, что если у вас есть два объекта, которые пересекаются или перекрываются, вы выбираете соответствующую логическую функцию для пересечения, слияния или вычитания.
Чек-лист решения этой проблемы
- Используйте последнюю версию слайсера
- Исправление horrible (в Куре)
- Исправление non-manifold (в Simplify3D)
- Используйте просмотр слоев, чтобы найти ошибки
- Используйте программное обеспечение, такое как Blender или Meshmixer,
Как работает 3D-принтер? Просто о сложном
Наверх- Рейтинги
- Обзоры
- Смартфоны и планшеты
- Компьютеры и ноутбуки
- Комплектующие
- Периферия
- Фото и видео
- Аксессуары
- ТВ и аудио
- Техника для дома
- Программы и приложения
- Новости
- Советы
- Покупка
- Эксплуатация
- Ремонт
- Подборки
- Смартфоны и планше
Краткий обзор Принцип работы 3D принтера от компании 3DMALL
3Д-технологии открывают перед человечеством просто невероятные возможности. Об этом знают многие. Принцип работы 3Dпринтера, тем не менее, известен далеко не всем. И почти все уверены, что это что-то немыслимо сложное. Безусловно, технологии и возможности оборудования сильно отличаются. При этом спектр расходных материалов также велик. Но, есть нечто общее, определяющее единый принцип работы, не углубляясь в вопросы технологии. Но сначала нужно определиться, что такое 3Д-принтер.
Это устройство, которое позволяет из расходного материала создавать объёмные предметы разной степени сложности. Эти объекты должны быть смоделированы в специальной CAD-программе и переданы на печать в виде файла определённого формата.
Основный принцип работы
Если кратко, принтер для объёмной печати, независимо от типа используемого материала и применяемой технологии, работает по следующему принципу:
- на компьютере в специальной CAD-программе моделируется объект;
- готовый объект, сохраненный в специальном формате, нарезается программой — слайсером, которая идет в комплекте с устройством, причём толщина каждого слоя определяется возможностями 3д-принтера и выбранными настройками;
- каждый слой переводится в двоичный командный код, который получает устройство, и в соответствии с которым, согласно координатам, наносится слой материала;
- слой за слоем формируется объект.
Именно таким образом осуществляется 3D-печать и видео это иллюстрирует прекрасно. Детальный принцип работы оборудования будет определяться используемой технологией.
Технологии трёхмерной печати
Существует довольно большое число технологий, применяемых в 3D-печати. От технологии и технология зависят от используемого для печати материала. В настоящее время для этого можно использовать: пластиковые нити, фотополимерные смолы, металлические порошковые сплавы;
гипсовый композитный порошок, воск, а также разные строительные и кулинарные смеси.
Наиболее известны следующие технологии 3D-печати:
- FDM;
- SLS и SLM;
- ламинирование;
- фотополимерная печать;
- печать гипсом;
- строительная печать бетонной смесью и другие.
Каждая отдельно взятая технология имеет свои характерные особенности, сферу применения и сложности. На некоторых стоит остановиться более подробно.
Послойное наплавление
Наиболее простая и популярная технология печати – это FDM или технология послойного наплавления. Она подразумевает подачу пластиковой нити к специальному нагревательному элементу. Посредством экструдера расплавленный пластик наносится в заданной печатной области. Экструдер закреплён на печатной головке, которая перемещается по рабочей зоне печати в горизонтальной плоскости. Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.
Этот тип печати является наиболее доступным. И устройства, основанные на нём стоят дешевле всего. Именно поэтому такие 3D-принтеры являются самыми востребованными для домашне-бытовых целей, то есть персонального использования.
Фотополимерная печать
Фотополимерная печать осуществляется несколько иначе. Материал также наносится послойно, но он изначально находится в жидком состоянии в специальной ванне. Слой за слоем на материал воздействует лазерный или ультрафиолетовый луч, и платформа поднимается вверх. То есть объект как бы выращивается. Под действием излучения материал полимеризуется и твердеет.
Так как такая технология позволяет получать изделия с высочайшей точностью, в том числе и тонкостенные, то она является более перспективной и обладает более широкими возможностями. Именно она используется на сложных производствах и предприятиях.
Востребованы подобные устройства и в медицинской сфере, открывая широчайшие возможности изготовления высокоточных хирургических шаблонов и даже протезов.
Взгляд в будущее
Возможно, в будущем технологии существенно изменятся, и принцип работы трёхмерных принтеров тоже будет иным. Но пока что, независимо от технологии и материала, сферы применения и сложности оборудования основополагающий принцип остаётся неизменным. При работе с гипсом послойно наносится клеевой слой и порошок. А с кулинарными 3Д-принтерами дело обстоит аналогично строительным устройствам – слой за слоем формируется объект. При помощи экструдера, смесь послойно наносится, а застывание происходит естественным путем. И даже в медицине биосовместимые элементы и органы формируются послойно, согласно запрограммированной слайсером информации.
14 лучших программ для 3D-печати 2020 года
За последнее десятилетие технология 3D-печати значительно улучшилась. И сейчас она берет штурмом все больше и больше отраслей экономики. До сих пор она успешно использовалась в различных областях, начиная от медицины и производства и заканчивая социокультурными секторами.
Тем не менее 3D-моделирование не так легко освоить. Иногда становится неприятно работать с инструментами трехмерного моделирования, и если вы новичок, разработка и печать простой структуры может занять несколько дней или даже недель.
Ниже вы найдете простые в использовании инструменты 3D-печати, которые отличаются инновационным дизайном, необычайными возможностями и бесшовной интеграцией с компьютерным оборудованием. Мы предоставили всю информацию об уровне квалификации и о том, где их можно загрузить.
14. Sculptris
Цена: Бесплатно
Платформа: Windows / macOS
Sculptris — это виртуальный инструмент для лепки, который в основном сосредоточен на концепции лепки из глины. Это будет отличный выбор, если ваш проект вращается вокруг создания статуй или персонажей из комиксов и видеоигр.
Несмотря на то, что инструмент предназначен для новичков, он все еще содержит множество невероятных функций, которые делают 3D-скульптуру очень простой. Например, в режиме Sculpt вы можете редактировать геометрию сетки с помощью простых мазков кисти. В режиме рисования вы можете легко рисовать текстуры (с кистями), намотанные на поверхность сетки.
Sculptris регулярно анализирует поверхность модели, чтобы убедиться, что детали проецируются правильно, и при необходимости автоматически добавляет полигоны.
В целом, он обеспечивает впечатляющие ворота в мир 3D. Вы можете создавать базовые модели, а затем улучшать их в других сложных программах, таких как ZBrush. Фактически, Sculptris сделан совместимым с ZBrush, поэтому пользователи могут импортировать свои работы в передовые 3D-инструменты, когда они будут готовы вывести свои проекты на новый уровень.
13. Wings 3D
Цена: Бесплатно
Платформа: Windows / macOS / Linux
Wings 3D — это программа с открытым исходным кодом, которая использует внутреннюю структуру данных для хранения координат и данных о смежности. Существует четыре различных режима выбора для изменения геометрии модели: Edge, Vertex, Face и Body. У каждого есть свой набор инструментов для работы с сетками, которые предлагают как базовые, так и расширенные функции.
Стандартные инструменты (такие как перемещение, масштабирование, вращение, скос, мост, вырезание и сварка), виртуальное зеркало (для симметричного моделирования) и плавный предварительный просмотр упрощают создание 3D-модели.
Несмотря на то, что он не поддерживает анимацию, вы можете использовать его для создания моделей полигонов среднего диапазона и добавления текстур и материалов с использованием средств отображения AutoUV и рендеринга OpenGL. После этого вы можете экспортировать файл во внешние программы визуализации, такие как YafRay и POV-Ray.
12. Vectary
Цена: бесплатная / премиум версия начинается от $ 9 в месяц
Платформа: веб-браузер
Vectary предоставляет простой и интуитивно понятный способ начать с создания контента 3D и AR (дополненной реальности). Он поставляется с большой быстрорастущей библиотекой бесплатных сцен и моделей, так что вам не придется тратить много времени на ускорение работы в 3D.
Существует множество высококачественных сцен с предварительным отбором и освещением для снимков продукции, абстрактных графических фонов и широкого спектра полностью текстурированных материалов, начиная от дерева и ткани и заканчивая матовым стеклом и тротуаром.
Vectary также имеет навигацию видового экрана, моделирование подразделения, абстракции композиции, молнию и визуализацию. Все они настроены на оптимизацию вашего творческого самовыражения. Вы можете создать свой первый шорт простым перетаскиванием и получить реалистичный результат за считанные минуты.
11. Slic3R
Цена: БесплатноПлатформа: Windows / macOS / Linux
Slic3r — это 3D-движок с открытым исходным кодом, который генерирует G-код из файлов 3D CAD (OBJ, STL, AMF и 3MF). Он способен обрабатывать сложные модели, генерировать шаблоны заполнения и оценивать время печати G-кода.
Программное обеспечение оснащено множеством параметров конфигурации, которые позволяют пользователям настраивать и полностью контролировать свои проекты. Можно интегрировать Slic3r с серверными приложениями или использовать его из оболочки (через мощный интерфейс командной строки).
Пользователи могут выбрать печать более толстого заполнителя, чтобы извлечь выгоду из-за низкой высоты слоя по периметру, и при этом сохранить время печати в пределах необходимого количества. Slic3r будет контролировать скорость печати, чтобы каждый слой получал достаточно времени для охлаждения перед нанесением следующего слоя.
10. PrusaSlicer
Цена: бесплатно
Платформа: Windows | macOS | Linux
PrusaSlicer происходит от разветвленной версии Slic3r. В нем есть все, что нужно для создания 3D-объекта: интуитивно понятный интерфейс, удобные сочетания клавиш и различные элементы управления, которые упрощают масштабирование, вращение, резку и перемещение объектов.
При установке программного обеспечения вы найдете несколько режимов для настройки параметров в зависимости от вашего уровня квалификации. Благодаря встроенному Support Enforcer вы можете выборочно применять опоры к отдельным объектам. Вы даже можете выбрать высоту слоя для каждой части объекта в отдельности.
PrusaSlicer автоматически позаботится о сглаживании, поэтому выходные данные выглядят наилучшим образом, а время печати остается приемлемым. Он может быть использован для нарезки модели как для FDM (моделирование с наплавкой), так и для принтеров на основе смолы.
9. OnShape
Цена: от 1500 долларов в год на пользователя | Бесплатно для преподавателей и студентов
Платформа: Веб-браузер | iOS | Android
OnShape — это универсальная платформа для разработки продуктов, которая объединяет все ваши заинтересованные стороны в едином и безопасном облачном рабочем пространстве. Он широко использует облачные вычисления, при этом обработка и рендеринг с интенсивным использованием процессора выполняются на интернет-серверах.
Он специально разработан для пользователей профессионального уровня, которым нужен контроль версий и лучшие возможности для совместной работы. Члены команды могут управлять проектами без сохранения копий или треков разных версий файлов. Возможно, самая впечатляющая особенность этого инструмента — его способность помогать руководителям принимать лучшие бизнес-решения с помощью аналитики в реальном времени.
Этот инструмент доказал свою эффективность во многих отраслях, включая 3D-печать, механическое оборудование, детали машин, медицинские приборы, бытовую электронику, промышленное оборудование.
Хотя стандартная версия стоит 1500 долларов в год, она бесплатна для преподавателей и студентов. Если вы любитель, вы также можете использовать его бесплатно для некоммерческих проектов в общедоступной рабочей среде с открытым исходным кодом.
8. PTC Creo
Цена: 30-дневная пробная версия | $ 2,390 за лицензию на один год
Платформа: Windows
Creo — это набор приложений САПР, специально разработанный для решения проблем, с которыми сталкиваются организации при создании, анализе и обмене информацией с нижестоящими партнерами. Он разработан Parametric Technology Corporation, американской компанией по разработке программного обеспечения со штаб-квартирой в Бостоне, штат Массачусетс.
Creo представляет новое расширение Generative Topology Optimization, которое позволяет создавать высококачественные проекты, которые лучше работают в реальном мире. Он также содержит инструменты для прямого 3D-моделирования, 2D-орфографических изображений, технических иллюстраций, схематического проектирования, а также анализа и моделирования методом конечных элементов.
Премиум-версия включает в себя производственную обработку, опции Modeler, оптимизацию топологии, печать на металле, анализ допусков и многое другое. В общем, это отличный инструмент для опытных пользователей и малого бизнеса.
7. Rhinoceros 3D
Цена: бесплатная пробная версия на 90 дней / $995 одноразовый взнос
Платформа: Windows / macOS
Rhinoceros — это универсальный 3D-моделер, который использует NURB (математическую модель), чтобы позволить пользователям управлять точками, кривыми, поверхностями, сетками и твердыми телами так, как они хотят. Там буквально нет никаких ограничений по сложности, степени или размеру за пределами вашего оборудования.
Он имеет чрезвычайно подробный интерфейс, который может отображать бесчисленные видовые экраны, перспективные рабочие виды, плавающие виды, обрезающие плоскости, двухточечную перспективу и режимы 3D-стерео просмотра. Встроенные инструменты улучшения гарантируют, что 3D-модели, используемые на протяжении всего процесса, имеют максимально возможное качество.
Что касается черчения и рендеринга, программное обеспечение облегчает разработку 2D и 3D чертежей для каждой дисциплины в каждой системе обозначений и визуальном стиле. Вы сможете управлять рендерингом, менять тени и свет довольно быстро.
64-битная поддержка и расширенная поддержка графических сопроцессоров позволили Rhinoceros работать с большими облаками точек. Последняя версия совместима с сотнями различных продуктов САПР, рендеринга и анимации.
6. MeshLab
Цена: бесплатно
Платформа: Windows | macOS | Linux
MeshLab — это программа с открытым исходным кодом для редактирования и обработки трехмерных треугольных сеток. Он содержит множество функций для проверки, редактирования, текстурирования, рендеринга и преобразования сеток.
С помощью функции визуализации вы можете графически представить мельчайшие детали 3D-модели, управлять перспективой камеры и использовать встроенные канонические виды. Переместите различные сетки в общую систему отсчета, восстановите форму любого объекта и с легкостью управляйте его масштабом, положением и ориентацией.
Существует множество фильтров в стиле Photoshop для настройки цветов вершин и граней, таких как яркость, уровни контрастности, гамма, насыщенность, резкость и сглаживание. Также имеются дополнительные фильтры для расчета объемного затемнения и внешней окклюзии и сопоставления их с цветом вершин и граней.
Работу над MeshLab можно обменять с другими популярными сторонними инструментами, включая SketchFab, Autodesk и Blender. Это позволяет легко расширить ваш проект и работать с несколькими 3D-программами.
MeshLab использовался для быстрого прототипирования в ортопедической хирургии , производстве настольных систем, а также во многих академических и исследовательских контекстах, таких как реконструкция поверхности, культурное наследие и микробиология.
5. MatterControl
Цена: бесплатно
Платформа: Windows | macOS | Linux
MatterControl — это комплексный программный пакет, который позволяет проектировать, нарезать и управлять 3D-отпечатками. Вы можете просматривать существующие проекты (посещая Design Apps) или создавать объекты с нуля, используя Инструменты дизайна.
MatterControl обладает расширенными возможностями трехмерного проектирования, которые облегчают создание качественных моделей с более высокой сложностью, чем традиционные инструменты САПР. Например, он имеет модификацию Z-смещения в реальном времени и встроенные элементы управления для двойной экструзии с использованием мощной 64-битной обработки.
Если у вас есть 3D-принтер с двойной экструзией, программное обеспечение позволяет легко выбрать, какой экструдер будет печатать определенные детали. После того, как модель импортирована или создана, у вас есть возможность удалять или заменять детали, выравнивать их по месту происхождения и указывать принтеру, какой экструдер использовать для определенных областей конструкции.
4. SolidWorks
Цена: Доступно по запросу.
Платформа: Windows
SolidWorks — это программное обеспечение для автоматизированного проектирования (CAE) и автоматизированного проектирования (CAD) для Microsoft Windows. Он используется миллионами дизайнеров и инженеров в более чем 100 000 компаний.
Написанное на Parasolid-ядре, программное обеспечение использует параметрический функциональный метод для разработки моделей и сборок. Он довольно легко знакомится и поставляется с большим количеством функциональных возможностей.
Хотя 3D-эскизы доступны для профессиональных пользователей, большинство людей начинают с 2D-эскиза. Эскиз содержит геометрию в виде точек, дуг, линий, коник и сплайнов. Вы можете добавить размеры (чтобы определить расположение и размер геометрии) и связи (чтобы определить такие атрибуты, как перпендикулярность, параллельность, касательность и концентричность).
Программное обеспечение автоматически генерирует виды из твердотельной модели. Вы можете легко добавить примечания, размеры и допуски к чертежу в любое время. Ваша работа сохраняется в формате файла Microsoft Structured Storage, так что вы можете открыть и изменить его на других платформах от других поставщиков.
3. Fusion 360
Цена: 30-дневная бесплатная пробная версия | $495 в год
Платформа: Windows / macOS
Fusion 360 — это облачное программное обеспечение 3D CAD, разработанное Autodesk. Он обрабатывает весь процесс проектирования, тестирования и выполнения 3D-структуры.
Программное обеспечение предлагает полный контроль над дизайном формы и предоставляет надежные функции для создания чистых и высокодетализированных режимов. Это позволяет создавать прототипы и проверять проекты перед их быстрым производством.
Вы можете даже смоделировать свои продукты в цифровом виде, чтобы гарантировать, что они выдержат реальные условия. Параметры «Оптимизация статического напряжения и формы» позволяют определять напряжения, вызванные статическими нагрузками на детали, и идентифицировать ненужные области в проекте для облегчения взвешивания. Это может значительно снизить стоимость прототипирования.
В целом, полный набор инструментов моделирования Fusion делает его одним из предпочтительных продуктов для дизайнеров, инженеров-механиков и машинистов.
2. CATIA
Цена: доступно по запросу
Платформа: Windows / Unix
CATIA, вероятно, лучшее программное обеспечение для 3D-печати для профессиональных пользователей. Это означает автоматизированное трехмерное интерактивное приложение.
Разработанная в 1977 году французской компанией Dassault Systemes, CATIA предоставляет уникальную возможность для моделирования сложных продуктов. За прошедшие годы он превратился в нечто большее, чем пакет программного обеспечения САПР: теперь это программный пакет, который включает в себя возможности средств автоматизированного проектирования и производства.
Программное обеспечение имеет полностью загруженную библиотеку со всеми материалами, необходимыми для разработки проектов в разных масштабах. В отличие от других инструментов 3D-моделирования в своем роде, которые требуют мощного ПК, CATIA может работать на недорогих настольных компьютерах и ноутбуках.
Оно применяется во многих отраслях промышленности, в том числе в автомобильной, аэрокосмической, оборонной, естественных науках, потребительских товарах и промышленном оборудовании.
1. Cura
Цена: бесплатно
Платформа: Windows | macOS | Linux
Cura — это приложение с открытым исходным кодом для нарезки 3D-принтеров. Он доступен под лицензией LGPLv3, поэтому вы можете интегрировать его со сторонними приложениями САПР.
Как и другое программное обеспечение для 3D-печати, он разбивает файл модели на несколько слоев и генерирует специфический для принтера g-код. Его супер чистый интерфейс и минималистский макет позволяют вам добавлять любые дополнительные функции или параметры, которые вам могут понадобиться. После этого вы можете отправить этот G-код на принтер для печати физического объекта.
Cura совместим практически со всеми настольными 3D-принтерами и поддерживает распространенные 3D-форматы, включая OBJ, STL, 3MF, X3D. Он также работает с форматами файлов изображений, такими как PNG, JPG, GIF и BMP.
30 полезных идей и проектов 3D-печати для вашего дома
В ближайшем будущем 3D-принтеры будут так же необходимы в доме, как смартфон или беспроводной Интернет. Вы спросите, что можно сделать с помощью 3D-принтера дома? Для начала попробуйте эти 30 интересных и полезных идей.
Что можно сделать с помощью 3D-принтера, что полезно?
Спектр приложений 3D-принтера выходит за рамки простых технологий.Помимо помощи со своими гаджетами, вы можете создавать нецифровые объекты и инструменты с помощью 3D-принтеров дома. Независимо от того, используете ли вы 3D-принтер на основе смолы или филамента, эти бесплатные 3D-творения легко создать.
Эта коллекция проектов 3D-печати включает в себя ряд полезных сценариев.Вы получите некоторые обычные предметы домашнего обихода и аксессуары для гаджетов, а также несколько необычных и творческих инструментов, о которых вы даже не подозревали. И, конечно же, есть несколько инструментов для борьбы с COVID-19.
Эта простая подставка подходит для множества размеров смартфонов и планшетов.Его протестировали несколько опытных пользователей, и Thingiverse (публичный репозиторий 3D-проектов) подтвердил это. Неудивительно, что он был разработан героем 3D-печати Соней Верду.
Вы можете использовать его как подставку, подключать к зарядному устройству на подставке и даже повесить подставку на стену.Учитывая количество видеозвонков, которые вам нужно сделать в наши дни, это одна из самых полезных вещей, которые вы можете сделать с помощью 3D-принтера дома, дома или на работе.
2.Телефонный усилитель или громкоговоритель для увеличения громкости
Динамики Bluetooth не нужны, вы можете увеличить громкость своего телефона с помощью усилителя DIY.Если вы часто жалуетесь, что громкость динамика вашего телефона недостаточно велика, чтобы заполнить всю комнату, этот проект для вас.
Это одновременно подставка для смартфона, а также громкоговоритель или усилитель.Кроме того, поскольку ему не нужен Bluetooth, вы экономите время автономной работы.
Хотели бы вы превратить свой Raspberry Pi за 35 долларов в портативный мини-ноутбук? Все, что вам нужно, это Pi и экранный модуль PiTFT, чтобы сделать крошечный ноутбук.Распечатайте футляр, поместите все, как показано в этом видео, и готово.
Хотя оригинал был сделан с Pi2, он работает и с новым Pi4.Это один из самых крутых проектов Raspberry Pi для 3D-печати дома.
Если вам больше по вкусу компактное устройство Raspberry Pi с сенсорным экраном, чем ноутбук выше, Touch Pi — это то, что вам нужно.Возьмите Pi, 7-дюймовый сенсорный экран element14, Adafruit Powerboost 1000c и литий-полимерный аккумулятор емкостью 6000 мАч.
Поместите все это в этот двухсекционный корпус, и у вас будет портативный компьютер Linux с сенсорным экраном!
Самая распространенная проблема с зарядными устройствами для iPhone и другими USB-кабелями — это их износ.Это очень неприятно, а новые кабели дороги. Вместо этого распечатайте эти кабельные спасатели дома на 3D-принтере, чтобы защитить оба конца.
Это один из лучших способов предотвратить износ кабелей iPhone.
Как и в случае с USB-кабелями Lightning, кабели наушников запутываются и ломаются.Все сводится к хорошей организации кабелей. Этот держатель для наушников на катушке позволит избежать путаницы в наушниках-вкладышах, сохранит их в хорошей форме и сохранит компактность.
У большинства из нас на столе или в доме валяется куча USB-кабелей.Вместо этого вставьте их в этот простой держатель USB-кабеля, который можно прикрепить к стене, чтобы убрать беспорядок на столе, или оставьте на столе, чтобы оставаться организованным.
Эти простые утилиты делают 3D-принтеры такими замечательными.
Установите эту отличную утилиту сбоку от стола, чтобы управлять всеми подключенными к ней кабелями.Когда вы отключите USB или зарядный кабель, он больше не упадет на пол.
Слот достаточно узкий, чтобы в него помещались все типы обычных кабелей и даже 3 стандартных.Разъем для наушников 5 мм. Это отличный инструмент для 3D-печати дома.
Намотка проводов — одна из основных составляющих правильной организации кабелей.Это также изящный способ, чтобы длина провода была короче, чем полная, но при необходимости удлиняйте его. Сделайте себе несколько простых катушек с кабелем и посмотрите, как исчезнет беспорядок из проводов.
О да, вы можете масштабировать его по мере необходимости, поэтому он будет работать с чем угодно, от простого USB-кабеля до большого устройства.
Как и USB-кабели, адаптеры переменного тока также создают большой беспорядок, особенно для устройств, которые вы нечасто используете.И эти большие заглушки тоже занимают больше места, чем должны.
Органайзер для адаптера переменного тока — это разумный способ собрать их все в одном месте и избежать путаницы из перепутанных проводов в ящике.
Для большинства вещей в доме вам понадобятся простые батарейки AA или AAA.Где это, когда оно вам нужно? Распечатайте диспенсеры для батареек размера AA или AAA и повесьте их в удобном месте.
Просто держите дозатор заполненным, и вы никогда не закончите его, когда он вам больше всего понадобится.
Некоторой электронике все еще нужны эти большие толстые батарейки C, но у вас их, вероятно, нет дома.Не волнуйтесь, вам просто нужна простая батарейка AA и этот преобразователь. Правильно, единственная разница между ними — это размер, который исправляет этот конвертер.
Это один из тех оригинальных способов использования 3D-принтера дома для решения простых задач.
BladeKey — это ключевой органайзер, который вы всегда хотели, но не знали, где его найти.Как найти органайзер для ключей, который идеально подходит для ваших ключей? Сделай сам!
BladeKey настраивается по длине, ширине и ширине, поэтому все ваши клавиши идеально помещаются в этом компактном корпусе.Выдвигайте их по одному. Больше никаких звяканья, никакой грязной кучи металла в кармане.
Хотя вы можете загрузить исходные файлы STL на Thingiverse, просмотрите все видео на странице проекта, чтобы узнать, как люди в дальнейшем настраивали это.Это облегчит вашу работу.
Даже если у вас уже есть классный брелок, он может стать изящным подарком на праздники.На самом деле, взгляните на некоторые из этих других рождественских идей, которые вы можете распечатать на 3D-принтере дома.
Карабины — один из самых полезных инструментов в доме.Они могут организовать тысячи вещей в любой комнате, от гаража до вашей ванной комнаты. Когда он вам понадобится, просто напечатайте на 3D-принтере прочный карабин с гибкой дверью, сила которого, как было измерено, составляет 236 Ньютонов.
Скажите мне, ребята, у вас никогда не может быть слишком много зажимов для сумок.Если ваш принтер работает тихо и вам интересно, что с ним можно сделать, просто настройте его на печать большего количества этих зажимов для сумок. Он печатается из четырех частей, но его легко собрать. Также доступны более длинные 85 мм и 125 мм для разных типов сумок.
Если вы никогда не могли оправдать для себя стоимость соковыжималки для цитрусовых, побалуйте себя ею, распечатав ее дома на 3D-принтере.Это один из тех маленьких кухонных принадлежностей, которые облегчают жизнь.
После печати обязательно вымойте ее и протрите спиртом на всякий случай.Это простой проект для начинающих, чтобы начать работу с 3D-печатью.
Следующий уровень соковыжималок для цитрусовых — это соковыжималка с 3D-печатью.Прикрутите его к верхней части стандартной ПЭТ-бутылки (горловина стандартного размера проверена во многих странах).
Затем с помощью соковыжималки вкрутите апельсин или любой цитрусовый прямо в бутылку.Очень круто!
Универсальная открывалка для бутылок — одно из лучших решений, которые вы можете сделать с 3D-принтером дома.Он отвинчивает или открывает все виды бутылок с минимальными усилиями и особенно полезен, когда завинчивающаяся крышка для бутылок слишком плотная.
С его помощью можно даже открывать банки.
Вы не хотите тратить те несколько кусочков зубной пасты, которые остались в тюбике, но, блин, эти последние капли сложно выдавить.Вместо этого распечатайте эту соковыжималку для тюбиков, чтобы она сделала всю работу за вас.
Он подходит для большинства тюбиков с зубной пастой и даже имеет фиксатор, чтобы тюбик не раскручивался.
Мыльница пригодится.Мыльница, которая крепится к стене без сверления, просто необходима. В этой мыльнице, напечатанной на 3D-принтере, используются две присоски среднего размера, которые прикрепляются к стене ванной комнаты.
Абсолютно великолепно, и вы можете просто распечатать другой в любое время.
Ожидая компании, лучше всего запереть важные ключи и USB-накопители.Этот простой пятизначный комбинированный сейф — самый простой способ выполнить свою работу. Теперь вам не нужно беспокоиться о том, что племянник положит вашу рабочую флешку в карман в качестве «шалости».
Обязательно посетите страницу производителя, чтобы узнать о связанных проектах, таких как мини-комбинированный сейф, сейф для слабовидящих и двойной комбинированный сейф.
Покупка подставок для лохов.Напечатанные на 3D-принтере подставки бывают самых разных форм и размеров, поэтому выберите то, что вам нравится, например подставки для видеоигр, ссылки на которые приведены выше. Кроме того, это хорошая отправная точка для тех, кто хочет возиться со своими чертежами САПР.
Если вы предпочитаете круглые подстаканники квадратным, обратите внимание на этот другой проект игровых подстаканников.
Это невероятно неприятно, когда вы теряете один предмет из своего набора мерных стаканов.В то время как кусочки по 1/2 и 1 столовой ложки легко найти в магазинах по отдельности, остальные — нет. Вместо этого просто распечатайте свой собственный, и ваш набор снова будет готов.
Самый красивый диспенсер для ленты, который у вас когда-либо был, нельзя купить в магазине.Этот красивый диспенсер для ленты с щупальцами — одна из самых крутых вещей, которые вы можете напечатать на 3D-принтере дома.
Разве это не круто? Вы можете распечатать его как зубчатую версию или версию, в которой вы поместите свое собственное лезвие.
О боже, это величайшее изобретение со времен нарезанного хлеба.Пластиковые пакеты после покупок разрезают каждый дюйм вашей руки, когда вы их несете. Избавьтесь от боли с этими изящными эргономичными ручками для пластиковых пакетов.
Они подходят по форме для ваших пальцев, чтобы равномерно распределять вес и чувствовать себя комфортно даже в тяжелых сумках.Забыли или потеряли его? Не беспокойтесь, просто напечатайте 3D дома еще один.
Что можно сделать с помощью 3D-принтера?
Когда доходит до 3D-печати, вы думаете в первую очередь о прототипах или безделушках и игрушках? Тогда пора подумать еще раз.Сегодня 3D-печать используется удивительным количеством инновационных способов, чтобы помочь сделать наш мир лучше — на суше, в море и даже на Марсе. Вот несколько примеров.
Дом, напечатанный на 3D-принтере
Источник: BANDD Designs / ICON / New StoryNew Story, жилищная некоммерческая компания в Сан-Франциско, в партнерстве со строительной технологической компанией Icon, использовала 3D-печать для изготовления дома площадью 350 квадратных метров. — обойти крошечный дом за 48 часов за 10 000 долларов. Прогнозы для домов площадью от 600 до 800 квадратных футов, основанные на этом прототипе, будут стоить менее 4000 долларов, а время постройки составит всего 24 часа.Эти быстрые и доступные дома предназначены для использования в самых разных местах — от экономичного жилья в Техасе до суровых климатических условий и местности в Сальвадоре.
Взгляните за пределы планеты Земля, и мы увидим 3D-печать Habitat Challenge. Эта инициатива, запущенная НАСА, стимулирует инновации в технологиях, необходимых для автономной 3D-печати среды обитания с использованием местных ресурсов и перерабатываемых материалов на Луне, Марсе и других планетах.
Коралловый риф, напечатанный на 3D-принтере
Источник: Алекс Гоуд, Reef Design LabХрупкие экосистемы, поддерживающие коралловые рифы по всему миру, уже становятся жертвами повышения температуры воды в океане.Инженеры и ученые изучают возможность использования 3D-печати для создания «новых» коралловых рифов, чтобы обеспечить временное, но достаточно гибкое решение для воссоздания сложных форм кораллов таким образом, чтобы это способствовало возвращению морской жизни.
Ознакомьтесь с нашим Руководством для покупателя 3D-принтеров
Биопечать 3D
Источник: UoT В области медицины исследователи разрабатывают системы 3D-печати, которые позволяют печатать живые ткани на глубоких ранах и серьезных ожогах.Например, ученые из Университета Торонто и Исследовательского института Саннибрук создали портативный 3D-биопринтер, который печатает клетки кожи для лечения пострадавших от ожогов. Команда из Медицинской школы Уэйк Форест разработала 3D-принтер, который использует клетки кожи вместо чернил, накладывая новую здоровую кожу на поврежденную.
мотор и лезвие.Подразделение Gas & Power владеет компрессорами, генераторами и турбинами по всему миру. Часто корпуса газовых турбин нуждаются в обслуживании, поэтому инженерам необходимо использовать дисковую пилу для их ремонта. Стандартные режущие пилы не имеют контурной формы, что означает, что команда обычно отправляла все компоненты за границу, ждала, пока будет изготовлена специальная пластина, а затем собирала инструмент, когда они получали детали обратно. Используя компоненты, напечатанные на 3D-принтере, команда сэкономила примерно 8000 долларов на каждый инструмент (которых много) и сократила время выполнения заказа на 35 дней.Теперь их инженеры могут эффективно ремонтировать турбины в полевых условиях, не дожидаясь помощи третьих лиц.
Инновации в 3D-печати не знают границ
В списке приложений для 3D-печати гораздо больше, и все это происходит сейчас в бесчисленных отраслях, использующих различные инновационные технологии и материалы. Подумайте о стоматологии, очках, протезировании, дизайне мебели, археологии, палеонтологии и судебной медицине, и это лишь некоторые из них. И вы можете быть уверены, что творческое и разнообразное использование 3D-печати будет продолжать расти — и улучшать наш образ жизни и работу.
Что такое 3D-принтер? Введение в 3D-принтеры
3D-печать — это революционная технология, которая в последнее время вызвала ажиотаж из-за их гениальной концепции, использованной в их изобретении, и огромного потенциала для влияния на текущий производственный процесс. Несравненное устройство, которое используется для создания трехмерного объекта из цифрового файла; 3D-принтеры создали чудеса в цифровом мире принтеров. Практика создания трехмерного объекта использует химический подход и аддитивные процессы, при которых объект изготавливается путем организации ряда его покрытий друг над другом до тех пор, пока неповрежденный объект не будет сформирован.Каждое из этих покрытий представляет собой очень мелко нарезанный горизонтальный кусок готового объекта, который должен быть изготовлен принтером.
Что такое 3D-принтер?
3D-принтерыиспользуются для создания трехмерных объектов и объектов путем печати. Этот процесс также называется аддитивным производством. В этих принтерах последовательные пленки и слои определенного материала укладываются под управлением компьютера. Объекты, которые создаются в этих принтерах, могут иметь любую форму, размер и геометрию.Принтеры последовательно размещают материал на порошковой подушке, к которой прикреплены головки струйных принтеров. Хотя их обычно называют 3D-принтерами или 3D-печатными машинами, в технических стандартах эти устройства называются процессом аддитивного производства .
Как работают 3D-принтеры?
Эти принтеры в первую очередь формулируют фундаментальный дизайн объекта, который вы хотите создать. Этот план создается с помощью файла САПР, который применяет программу трехмерного моделирования, которая используется для создания нового проекта, или он также может использовать трехмерный сканер, который дублирует точную модель объекта, а также создает трехмерный цифровой файл объекта.Эти сканеры объединяют в себе различные методы создания 3D-моделей. Для создания цифрового файла для печати программное обеспечение, используемое в 3D-моделировании, разбивает окончательную модель на миллионы слоев. Когда эти фрагменты загружаются в принтер, конечный объект может быть создан путем наложения слоев друг на друга. 3D-принтер изучает каждый 2D-фрагмент изображения и создает окончательный объект, создавая трехмерную модель изображения. Is
Это видео объясняет весь процесс 3D-печати.
Технология, используемая в 3D-принтерах
В различных типах 3D-принтеров используются разные технологии. Существует множество способов печати, которые отличаются только способом построения слоев для завершения абсолютного объекта. В то время как некоторые технологии используют процесс плавления для создания слоев, для которых они используют процесс либо селективного наслаивания, либо наплавленного осаждения.Одна из наиболее широко используемых технологий — Стереолитография . В нем также используются другие технологии, такие как фотополимеризация в ванне , струйная обработка материала , ламинирование , расплавление порошкового слоя и многие другие.
3D моделирование
Печатным 3D-моделям можно придать форму с помощью пакета САПР или 3D-сканера, который использует обычную цифровую камеру и фотограмметрическое программное обеспечение. Процедура 3D-сканирования оценивает и сохраняет цифровые данные и заставляет их материализоваться как форму реального объекта.На основе этой техники можно изготавливать трехмерные модели. Независимо от используемого программного обеспечения для 3D-моделирования, эта 3D-модель преобразуется в формат .STL или .OBJ, что позволяет программе, печатающей объект, сделать его читаемым.
Перед печатью 3D-модели из файла STL необходимо проверить файл на наличие множественных ошибок. Этот шаг называется исправлением. В файлах STL может быть много ошибок, которые возникают в процессе 3D-сканирования, и эти ошибки необходимо сначала исправить, прежде чем нарезать слои файла.После этого файл .STL должен быть разработан программным обеспечением, которое преобразует модель в несколько тонких слоев и преобразует в файл с указанием конкретных инструкций. 3D-принтер отслеживает этот файл и направления, прикрепленные к нему, и накладывает несколько слоев жидкости, порошка или бумажного материала для создания модели из серии поперечных сечений. Есть несколько материалов, которые можно наносить через сопло для печати, например пластик, песок, металл, а иногда даже шоколад. Эти слои, которые соответствуют различным поперечным сечениям модели САПР, затем автоматически соединяются или объединяются для придания им окончательной формы.
Приложения 3D-принтеров
3D-печать находит множество применений в различных секторах промышленности: от автомобильной до аэрокосмической и авиационной, до биопечати и медицинских инструментов. 3D-печать также может быть очень полезной при создании предметов повседневного использования и личных проектов.
Самым ярким преимуществом этих принтеров является то, что они могут создавать практически любую форму и геометрию любого объекта. Что ж, время, необходимое для печати 3D-модели любого объекта, во многом зависит только от размера и структуры объекта, который нужно напечатать.Печать любого объекта может занять от нескольких часов до нескольких дней. Это также зависит от метода, использованного принтером, и от сложности модели. Технология аддитивной системы позволяет сэкономить ваше время и помочь напечатать объект за несколько часов.
Услуги 3D-печати
3D-принтерыдороги, и не каждый может позволить себе их для своих индивидуальных целей, поэтому есть различные компании и фирмы, которые предлагают услуги 3D-печати.Существуют также онлайн-услуги 3D-печати, которые предоставляют услуги 3D-печати по экономичному диапазону цен и могут распечатать и доставить любой объект из цифрового файла, который вы загружаете на их веб-сайт.
Что такое 3D-печать — 3D-принтеры — Как работает 3D-печать
Множество устройств аддитивного производства в Массачусетском технологическом институте. США надеются, что такие технологии могут дать толчок их производственному сектору. (Изображение предоставлено: 2010 г., любезно предоставлено Нилом Гершенфельдом, Центр битов и атомов, Массачусетский технологический институт)3D-принтер не может создавать какие-либо объекты по запросу, как репликаторы из научной фантастики из «Звездного пути».Но растущее количество машин для 3D-печати уже начало революцию в производстве вещей в реальном мире.
3D-принтеры работают, следуя цифровым инструкциям компьютера, чтобы «напечатать» объект с использованием таких материалов, как пластик, керамика и металл. Процесс печати включает в себя создание объекта по одному слою за раз до его завершения. Например, некоторые 3D-принтеры выбрасывают поток нагретого полужидкого пластика, который затвердевает, когда головка принтера перемещается, создавая контур каждого слоя внутри объекта.
Один из 3-D принтеров, работающих в группе Mediated Matter в MIT Media Lab. (Изображение предоставлено MIT Melanie Gonick)Инструкции, используемые 3D-принтерами, часто принимают форму файлов автоматизированного проектирования (CAD) — цифровых чертежей для создания различных объектов. Это означает, что человек может спроектировать объект на своем компьютере с помощью программного обеспечения для 3D-моделирования, подключить компьютер к 3D-принтеру и наблюдать, как 3D-принтер создает объект прямо на его или ее глазах.
История 3D-печати
В течение последних 20 лет производители незаметно использовали технологию 3D-печати, также известную как аддитивное производство, для создания моделей и прототипов продуктов.Чарльз Халл изобрел первый коммерческий 3D-принтер и предложил его для продажи через свою компанию 3D Systems в 1986 году. В аппарате Халла использовалась стереолитография, метод, основанный на использовании лазера для отверждения чувствительного к ультрафиолету полимерного материала везде, где его касается ультрафиолетовый лазер.
Эта технология оставалась относительно неизвестной широкой публике до второго десятилетия 21 века. Сочетание государственного финансирования США и коммерческих стартапов с того времени вызвало новую волну беспрецедентной популярности идеи 3D-печати.
Во-первых, администрация президента Барака Обамы выделила 30 миллионов долларов на создание Национального института инноваций в области аддитивного производства (NAMII) в 2012 году, чтобы помочь оживить производство в США. NAMII действует как зонтичная организация для сети университетов и компаний, которая стремится усовершенствовать технологию 3D-печати для быстрого развертывания в производственном секторе.
Во-вторых, новая волна стартапов сделала идею 3D-печати популярной в рамках так называемого движения «Maker», которое делает упор на проекты «сделай сам».Многие из этих компаний предлагают услуги 3D-печати или продают относительно дешевые 3D-принтеры, которые могут стоить всего сотни, а не тысячи долларов.
Будущее 3D-печати
3D-печать, вероятно, не заменит многие из обычных методов сборки стандартных продуктов на конвейере. Вместо этого технология предлагает преимущество изготовления индивидуальных, специально адаптированных деталей по запросу — что-то более подходящее для создания специализированных деталей для военных самолетов США, а не для изготовления тысяч мусорных баков для продажи в Wal-Mart.Компания Boeing уже использовала 3D-печать для изготовления более 22 000 деталей, используемых сегодня в гражданских и военных самолетах.
Инженер-механик Ларри Бонассар держит искусственное ухо, напечатанное на 3D-принтере, в своей лаборатории в Weill Hall Корнельского университета. (Изображение предоставлено Линдси Франс / Фотография Корнельского университета)Медицинская промышленность также воспользовалась способностью 3D-печати создавать уникальные объекты, которые в противном случае было бы сложно построить с использованием традиционных методов. U.Хирурги S. имплантировали напечатанный на 3D-принтере кусок черепа, чтобы заменить 75 процентов черепа пациента во время операции в марте 2013 года. Исследователи также создали напечатанный на 3D-принтере слепок уха, который служил основой для биоинженерного уха с живыми клетками.
Распространение технологии 3D-печати по всему миру может также сократить географические расстояния как для домовладельцев, так и для предприятий. Интернет-магазины уже позволяют людям загружать дизайны объектов для 3D-печати и продавать их в любой точке мира.Вместо того, чтобы платить огромные пошлины за доставку и налоги на импорт, продавцы могут просто организовать печать проданного продукта на любом предприятии 3D-печати, которое находится ближе всего к покупателю.
В ближайшем будущем такие услуги 3D-печати могут не ограничиваться специализированными магазинами или компаниями. Магазины Staples планируют предлагать услуги 3D-печати в Нидерландах и Бельгии, начиная с 2013 года.
Компании не будут единственными, кто получит выгоду от возможности 3D-печати «печать по запросу в любом месте». Американские военные развернули лаборатории 3D-печати в Афганистане, чтобы ускорить темпы инноваций на поле боя и быстро построить все, что может понадобиться солдатам на месте.НАСА изучило возможность 3D-печати для изготовления запасных частей на борту Международной космической станции и создания космических кораблей на орбите.
Большинство 3D-принтеров не выходят за рамки размеров бытовой техники, например холодильников, но 3D-печать может даже увеличиваться в размерах, чтобы создавать объекты размером с дом. Отдельный проект НАСА исследовал возможность строительства лунных баз для будущих астронавтов с использованием лунной «грязи», известной как реголит.
Ограничения 3D-печати
Но у 3D-печати все еще есть свои ограничения.Большинство 3D-принтеров могут печатать объекты только с использованием определенного типа материала — серьезное ограничение, которое не позволяет 3D-принтерам создавать сложные объекты, такие как Apple iPhone. Тем не менее, исследователи и коммерческие компании начали разрабатывать обходные пути. Компания Optomec, базирующаяся в Альбукерке, штат Нью-Мексико, уже создала 3D-принтер, способный печатать электронные схемы на объектах.