Делаем пластик в домашних условиях

Пластик в наши дни является одним из самых часто используемых средств не только в промышленности, но и в быту. Пластик можно изготовить при помощи трехмерного принтера, можно приобрести в магазине. Но политика нашего сайта просто требует найти какой-то способ создания пластика в домашних условиях, что мы и сделаем прямо сейчас.
В ролике про пластик более подробно:
Для создания пластика нам понадобится ацетон, который используется в качестве растворителя для лаков и красок, стеклянный или металлический контейнер, тара (можно использовать банку из-под бабушкиного варенья или форму для печки кексов), полистирольный пенопласт, который наверняка можно найти в чулане или подвале, где спрятаны коробки от домашней бытовой техники.
С материалами разобрались, а это значит, что пришло время приступать к работе.
Берем контейнер или формочку для кекса, как в нашем случае, и заливаем в него немного ацетона. Количество ацетона прямо пропорционально размеру пластикового изделия. Если нужно немного пластика, то достаточно залить примерно один сантиметр от дна. Если в ходе процесса выясниться, что ацетона мало, то можно добавить его позднее.

Следующим делом нам необходимо заняться пенопластом, а именно поломать его на небольшие кусочки, которые смогут без особых проблем поместиться в выбранном нами контейнере.

Куски пенопласта следует по отдельности опускать в емкость с ацетоном. Пенопласт сразу же начнет плавиться под действием ацетона, который вызовет химическую реакцию. Добавляя постепенно ацетон, вы достигнете момента, когда он перестанет плавиться. Это значит, что нужно добавить ацетона или попросту снять лишний кусок пенопласта.


Далее следует подождать 5-10 минут, чтобы часть ацетона растворилась. После этого можно взять жидкий пластик в руки и придавать ему желаемую форму. Окончательно пластик засохнет в течение 20-30 часов.


Внимание!!! В ходе процесса необходимо позаботиться о защите глаз, поскольку ацетон в процессе растворения может нанести серьезный вред зрительным органам. Ни в коем случае не вдыхайте пары ацетона. Также в целях безопасности проект нужно делать вдали от любых источников огня и в хорошо проветриваемых помещениях. После прикосновения с незатвердевшим пластиком обязательно вымойте руки мылом. В конце не выливайте ацетон в канализацию, поскольку он сделает с канализационными трубами то же, что с пенопластом.
 Доставка новых самоделок на почту
Доставка новых самоделок на почтуПолучайте на почту подборку новых самоделок. Никакого спама, только полезные идеи!
*Заполняя форму вы соглашаетесь на обработку персональных данных
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.usamodelkina.ru
Как сделать пластик для самоделок
Любители изготавливать своими руками различные поделки из мягких материалов часто не имеют возможности покупать в специализированных магазинах сырье. Есть способ изготовить самодельный пластик самостоятельно, для сравнения рассмотрим три варианта составляющих.Что понадобится

Надо подготовить для основного наполнителя картофельный крахмал, в качестве связующих обыкновенный клей ПВА, столярный клей ПВА и клей «Титан». Для замешивания массы необходимо иметь небольшую пластиковую емкость, можно стаканчик. Опыты выполняются при помощи пассатижей, надфиля и сверлильного станка.
Порядок работы
В интернете есть много различных рецептов приготовления пластика (холодного фарфора), понять какой из них лучше трудно. Сравнивать лучше на практике, именно поэтому приготовим три самых распространенных состава.
Для удобства высыпьте крахмал из пачки в емкость соответствующего объема.
В небольшой пластиковый стаканчик отсыпьте 2–3 чайных ложки крахмала для приготовления первого замеса, добавьте в него немого простого клея ПВА.
Сразу много лить не надо, лучше по мере необходимости добавлять.

Чайной ложечкой начинайте перемешивать, состав должен быть однородным. Клей или крахмал добавляется по потребности. По мере загустевания ложечкой работать становиться все труднее, достаньте массу из емкости и продолжайте размешивать пальцами.

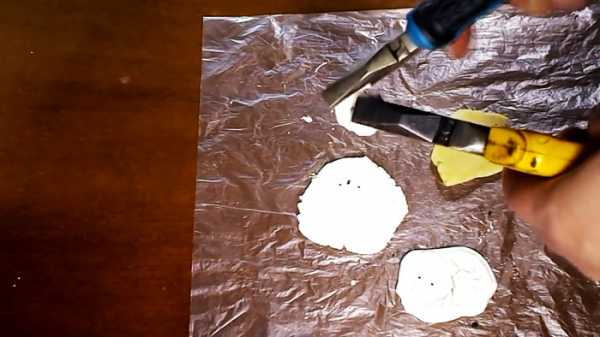
Масса должна быть такой же, как и тесто для пельменей. Раскатайте из нее оладушку толщиной примерно 5 мм и оставьте на столе. После каждого замеса не забывайте мыть руки, водоэмульсионные клеи делаются на воде и легко удаляются.

Такую же смесь следует приготовить с использованием столярного клея ПВА. Уже появятся отличия – масса более жесткая, раскатать ее тонким слоем немного труднее.


Теперь размешайте крахмал с водонерастворимым «Титаном». Процесс ничем не отличается от вышеописанного.


Все образцы должны быть густыми, слишком мягкие по мере высыхания трескаются из-за усадки. В нашем примере такой недостаток был только у пластика с обыкновенным клеем ПВА, остальные высохли без трещин.

Из оставшегося крахмала сделайте еще одну лепешку, но теперь доливайте в нее воду. Она также понадобится для опыта. Через 4 часа оладушки еще не высоли, оставьте их на три дня.
Испытания
Вначале следует проверить материалы на твердость, для этого следует немного попилить их надфилем.

Твердость у пластика с ПВА нормальная, лепешка пилится отлично и не крошится. Крахмал на воде не выдержал, сразу начал крошиться.
Вариант со столярным клеем также имеет отличную твердость, обрабатывается без проблем.

Вариант с клеем «Титан» обработке поддается, почти ничем не отличается от двух с клеями ПВА.
Сверление отверстий – проверка на пластичность
Образец на воде сверлится без всяких усилий, стружки нет, только пыль.

Все остальные пластичны, появляется закрученная стружка. Самая высокая твердость и пластичность у образца со столярным клеем, стружка наматывается на сверло.

Теперь следует проверить образцы на сопротивление на изгиб
Работайте плоскогубцами, по очереди изгибайте все лепешки. Образец на воде ломается очень легко, как и следовало ожидать.
Чуть больше усилия надо прилагать при ломании образца с ПВА, но параметры недостаточные. Причина – значительное количество микротрещин по всему объему.

Образец с Титаном ломается с усилием, на изломе структура напоминает натуральный фарфор. Пластик легкий и прочный, вполне подходит для использования.
Труднее всего разломать лепешку из столярного клея.

Как показали исследования, лучше всех себя зарекомендовал образец со столярным клеем, на втором месте с Титановым наполнителем. Но надо меть в виду, что для полного застывания столярного клея надо больше времени. Готовить пластик для поделок из обыкновенного клея ПВА не рекомендуется.

Заключение
По всем физическим параметрам первое место уверенно занимает состав со столярным клеем ПВА, но материал имеет желтоватый оттенок, что не всегда удобно. Если надо иметь прочный белый, то рекомендуется в качестве связующего применять клей ПВА с пластификатором. Крахмал необязательно должен быть картофельным, можно пользоваться и кукурузным. Несмотря на то что это элементарные испытания, результат можно принимать во внимание.
Смотрите видео
sdelaysam-svoimirukami.ru
Пластиковые заготовки для моделизма
Главная Материалы для моделизмаАртикул: EVG9002
Ассортимент из обрезков профилей и листового белого пластика…
Показать полностью
Ассортимент из обрезков профилей и листового белого пластика.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Длина | 350 мм |
730 Р
Комендантский 11Артикул: EVG9008
Три листа 15 х 30 см из белого пластика. Толщина 0.25…
Показать полностью
Три листа 15х30 см из белого пластика.
Толщина 0.25; 0.50 и 1 мм (по одному листу каждого).
Хорошо обрабатывается и клеится полистирольным клеем.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Цвет | Белый |
360 Р
Комендантский 11Артикул: EVG9009
Лист 15 х 30 см из белого пластика, толщина 0.13 мм. Х…
Показать полностью
Лист 15х30 см из белого пластика, толщина 0.13 мм.
Хорошо обрабатывается и клеится полистирольным клеем.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Цвет | Белый |
360 Р
Комендантский 11Артикул: EVG9010
Лист 15 х 30 см из белого пластика, толщина 0.25 мм Х…
Показать полностью
Лист 15х30 см из белого пластика, толщина 0.25 мм
Хорошо обрабатывается и клеится полистирольным клеем.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Цвет | Белый |
360 Р
Комендантский 11Артикул: EVG9015
Лист 15 х 30 см из белого пластика, толщина 0.38 мм …
Показать полностью
Лист 15х30 см из белого пластика, толщина 0.38 мм
Хорошо обрабатывается и клеится полистирольным клеем.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Цвет | Белый |
360 Р
Комендантский 11Артикул: EVG9020
Лист 15х30 см из белого пластика. Хорошо обрабатывается и кл…
Показать полностью
Лист 15х30 см из белого пластика. Хорошо обрабатывается и клеится полистирольным клеем. Производитель Evergreen, США. Толщина 0,5 мм. Количество 3 штуки.Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Цвет | Белый |
360 Р
Комендантский 11Артикул: EVG9030
Лист 15 х 30 см из белого пластика, толщина 0.75 мм Х…
Показать полностью
Лист 15х30 см из белого пластика, толщина 0.75 мм
Хорошо обрабатывается и клеится полистирольным клеем.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Цвет | Белый |
360 Р
Комендантский 11Артикул: EVG9060
Лист 15 х 30 см из белого пластика, толщина 1.5 мм Хо…
Показать полностью
Лист 15х30 см из белого пластика, толщина 1.5 мм
Хорошо обрабатывается и клеится полистирольным клеем.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Цвет | Белый |
360 Р
Комендантский 11Артикул: EVG271
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 1.5х1.2 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Цвет | Белый |
| Форма: | Двутавр |
310 Р
Комендантский 11Артикул: EVG281
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 1.5х1.5 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Форма: | Двутавр |
310 Р
Комендантский 11Артикул: EVG273
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 2.5х1.5 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Форма: | Двутавр |
260 Р
Комендантский 11Артикул: EVG283
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 2.5х2.4 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Форма: | Двутавр |
310 Р
Комендантский 11Артикул: EVG272
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 2.0х1.3 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Форма: | Двутавр |
260 Р
Комендантский 11Артикул: EVG282
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 2х1.8 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Форма: | Двутавр |
310 Р
Комендантский 11Артикул: EVG274
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 3.2х1.7 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Форма: | Двутавр |
310 Р
Комендантский 11Артикул: EVG284
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 3.2х2.9 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Форма: | Двутавр |
310 Р
Комендантский 11Артикул: EVG276
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 4.8х1.6 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Форма: | Двутавр |
310 Р
Комендантский 11Артикул: EVG286
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 4.8х4.4 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Форма: | Двутавр |
310 Р
Комендантский 11Артикул: EVG275
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 4х2 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Форма: | Двутавр |
310 Р
Комендантский 11Артикул: EVG285
Двутавр длиной 35 см из белого пластика. Хорошо обрабаты…
Показать полностью
Двутавр длиной 35 см из белого пластика.
Хорошо обрабатывается и клеится полистирольным клеем.
Диаметр круга, откуда вырезан сектор — 4х3.7 мм.
Скрыть
| Бренд | EVERGREEN |
| Тип изделия | Материалы |
| Материал | Пластик |
| Форма: | Двутавр |
310 Р
Комендантский 11Раздел представлен широким ассортиментом пластиковых заготовок, предназначенных для использования в модельном деле. Они подойдут для всех его отраслей, от создания корабельных макетов до архитектурных композиций и диорам. Пластик представлен элементами, которые имеют все необходимые формы. Здесь вниманию авторов предлагается листовой вариант, прутки, обрезки, трубки, уголки, швеллеры, полоски и многое другое. Огромное количество пластиковых элементов представлено в виде сайдинга. Он выполняет множество функций и в числе прочего позволяет имитировать нужную поверхность. Здесь же моделисты найдут материалы для создания кровли, чье использование позволит в кратчайшие сроки выполнить один из сложнейших этапов создания архитектурной композиции. Толщина и размеры сайдинга, листов и кровельных материалов варьируются в широких пределах, позволяя авторам подобрать необходимый вариант. При этом все без исключения элементы отличает высокая надежность, прочность и яркий визуальный эффект, ставший следствием использования новейшего оборудования и качественных компонентов. Дополнительным преимуществом выступает низкая цена.
modelsworld.ru
Литье пластмасс в силикон — доступное мелкосерийное производство в домашних условиях
Многие из тех, кто печатает на 3D-принтере сталкиваются или с необходимостью получить партию моделей в короткие сроки, или скопировать удачно получившуюся деталь, или получить изделия с прочностными характеристиками, превосходящими таковые у пластиков для домашней 3d-печати.3D-принтер далеко не всегда способен выполнить такие задачи, но отлично подойдет для создания единственного образца, или мастер-модели. А дальше на помощь нам приходят материалы производства компании Smooth-On, наверное, самого популярного производителя материалов холодного отверждения.

В этом обзоре мы сравним самые основные и популярные силиконы, полиуретаны и добавки к ним, кратко посмотрим на основные способы создания форм и изделий, подумаем, где это может найти применение и, наконец, создадим свою силиконовую форму и модель.
Перед написанием этого поста мы прошли трехдневный тренинг у официального дилера Smooth-On в России, чтобы разобраться во всех тонкостях литья в силикон.
Обзор процесса
Процесс создания изделий методом литья практически всегда одинаков: создаем модель, с её помощью создаем силиконовую форму, заливаем в нее материал, получаем изделие. Но в зависимости от модели, необходимых свойств, количества отливок, каждый этап может кардинально меняться. Существует несколько способов как создания формы, так и готового изделия.
Пару слов о подготовке моделей, напечатанных на 3D-принтере. Компания Smooth-On обратила своё внимание на эту технологию и выпустила специальный лак под названием XTC-3D. Он прекрасно сглаживает характерные для напечатанных моделей огрехи, видимые слои, которые обязательно перейдут на силиконовую форму, и придает поверхности гладкость и глянцевый вид.
Подробный обзор XTC 3D Вы можете прочитать здесь.
Методы создания форм
• Сплошная заливка
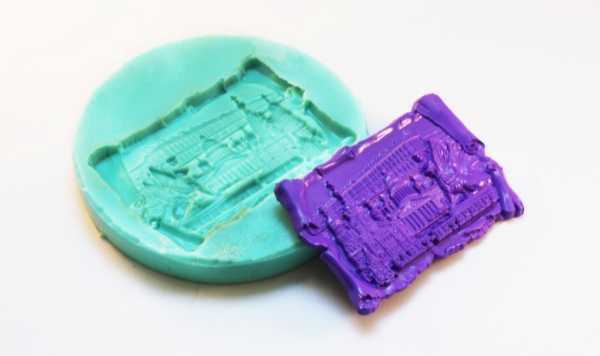
Самый простой способ: модель помещается в опалубку (специальную герметичную емкость из обычного оргстекла, пластика или другого материала), фиксируется в ней и заливается силиконом. Хорошо подходит для простых двухмерных моделей, рельефов, сувенирной и брендинговой продукции.
• Разрезная форма

Аналогичен предыдущему, только модель размещается с учетом того, что форма будет разрезаться полностью или частично для облегчения съема. Модель может быть подвешена с помощью проволоки или размещена на тонкой опоре. Способ предназначен для более сложной геометрии, технических изделий, сложных фигур.
• Двухсоставная форма

Это один из самых сложных способов. Заключается в помещении модели на глиняную или пластилиновую основу, которая делит силиконовую форму пополам.
На основе размещаются специальные замки, которые будут обеспечивать точное совмещение двух форм и отсутствие смещений. Вокруг основы собирается опалубка, герметизируется горячим клеем или пластилином, и в неё заливается первая половина формы. Затем, после отверждения силикона, форма переворачивается, глина или пластилин счищаются, силикон покрывается разделительным составом, и заливается вторая половина формы.
• Метод «в намазку»

Этим методом создаются так называемые «чулочные» формы, когда силикон точно повторяет форму объекта и имеет толщину от 3 мм до нескольких сантиметров. Для создания формы «в намазку» необходим достаточно вязкий силикон, который бы не стекал с модели.
Можно использовать как специально предназначенные для этого силиконы, называемые тиксотропными, так и обычные, но модифицированные с помощью загустителей.
Силикон наносится кисточкой или шпателем в несколько слоёв, в которых чередуется вязкость и скорость отвердевания, чтобы форма была максимально детализированной и прочной. После того, как все слои готовы, с помощью специального состава создается жесткая внешняя оболочка, которая будет держать форму.
Методы заливки пластиков

Самый простой метод заключается в обычной заливке пластика в форму, он подходит для домашнего использования и позволяет достичь приемлемого качества. Но, по необходимости, для более качественного результата возможно использование установок высокого давления, что позволит практически полностью убрать пузырьки воздуха.
Для этого форма вместе с залитым пластиком помещается в камеру, в которой создается повышенное до 4 атмосфер давление. Форма должна оставаться в камере все время отвердевания полиуретана. При таком давлении пузыри уменьшаются до почти невидимых глазу размеров, что значительно повышает качество изделия.
Еще один метод, так называемая заливка «в обкатку», используется для создания полых изделий. В форму заливается небольшое количество пластика, около 10% от общего объема, отверстие для заливки закрывается, и начинается вращение формы по всех плоскостях, вручную или на специальной ротационной машине. При этом пластик отвердевает на стенках формы, создавая полую модель, что позволяет существенно снизить вес изделия и экономить материал.
Обзор силиконов

• Серия Mold Star 15, 16, 30
Силиконы для создания форм на основе платины. Застывают при комнатной температуре, образуют прочную, гибкую и очень детализированную форму. Предназначены для литья силикона, полиуретана, смол, полиэстера, воска и других материалов. Химически чувствительны и не способны работать с латексом, серой и некоторыми другими соединениями.
Самые базовые и основные силиконы, способные решать большинство задач. Цифра в названии отражает твердость по шкале Шор А. Обладает низкой вязкостью, что позволяет в большинстве случаев работать без оборудования для дегазации. Материал двухкомпонентный, части смешиваются в удобном соотношении 1:1 по объему. В основном предназначены для создания форм методом сплошной заливки.
• Серия Rebound 25, 40
Серия силиконов для создания форм методом «в намазку», который состоит в том, чтобы наносить силикон кистью или шпателем на поверхность модели. Обладает высокой вязкостью, возможностью модификации свойств с помощью загустителей и ускорителей для создания качественной многослойной формы. Двухкомпонентный, смешивается в соотношении 1:1 по объему.
• Серия Equinox 35, 38, 40
Силиконовые пасты с временем жизни 1, 4 и 30 минут. Предназначены для ручного смешивания, по консистенции напоминают густое тесто. Цифры соответствуют твердости по Шору А. Обладает крайне высокой прочностью на разрыв и долговечностью. В отвержденном состоянии является безопасным для заливки шоколада, карамели и других ингридиентов.
• Серия SortaClear 18, 37, 40
Серия полупрозрачных силиконов. Такая особенность, как оптическая прозрачность, используется для создания сложных разрезных форм — изделие прекрасно просматривается, что позволяет сделать точный разрез. Как и серия Equinox, является безопасным при контакте с пищевыми продуктами.
Также к силиконам существует большое количество добавок, обладающих самыми разными эффектами. Accel-T и Plat-Cat являются ускорителями отверждения, Slo-jo — увеличивает время жизни силикона, Thi-Vex увеличивает вязкость силикона и позволяет намазывать его кистью или шпателем на модель, Silc-Pig — это концентрированные пигменты для окрашивания.
Обзор полиуретанов
• Серия Smooth-Cast
Самая основная и популярная серия полиуретанов для создания конечных изделий. Линейка включает в себя более 10 наименований различных пластиков с самыми разными свойствами, позволяющими подобрать материал именно для Вашего проекта. Например, Smooth-Cast 300 обладает коротким временем жизни в 3 минуты и временем отверждения в 10 минут, что позволяет быстро воспроизводить большие партии деталей. Smooth-Cast 305 аналогичен предыдущему, но «живет» уже 7 минут, что позволяет провести дегазацию смешанных компонентов и получить еще более качественное изделие. ONYX обладает глубоким черным цветом, которого не достичь с помощью красителей, 65D ROTO предназначен для создания полых моделей с помощью метода «в обкатку», 325 незаменим для точного воспроизведения цвета, 385 отверждается практически без усадки и максимально точно копирует изделие.
• Серия TASK
Серия полиуретанов специального назначения. Разработана для промышленного применения и обладает специфическими свойствами для конкретных задач.
Для Вашего удобства мы сформировали специальные фильтры по сферам применения:
• Пищевые:
Smooth-Sil 940, серия Sorta Clear, серия Equinox, TASK 11.
• Архитектурные, заливка бетона и других абразивных материалов:
Серия VytaFlex, серия Brush-On, серия Ez-Spray, серия PMC.
• Медицинские: симуляция тканей и органов
Серия Dragon Skin, добавки Slacker, Ecoflex 0030, Ecoflex Gel, Body Double.
• Прототипирование:
Практически любые полиуретаны и силиконы, в зависимости от задач и требований. Серии Mold Max, Mold Star, Smooth-Cast, TASK.
• Спецэффекты и грим:
Skin Tite, Body Double, Dragon Skin, Alja-Safe, Ecoflex, Soma Foama, Rubber Glass, Encapso K.
Стоит отметить, что это деление все же условное, и дано, чтобы примерно представить возможности широкого ассортимента компании Smooth-On.
Обзор процесса
Мы будем использовать только те материалы и оборудование, которые можно применить в домашних условиях. Мы попробуем создать самую сложную в изготовлении двухсоставную форму.
Нам понадобятся:
• Платиновый силикон Mold Star 30
• Заливочный полиуретан Smooth-Cast 300
• Лак для 3D-моделей XTC-3D
• Упаковка виниловых перчаток
• Несколько одноразовых пластиковых стаканчиков
• Емкости для смешивания
• Термоклеевой пистолет
• Материал для опалубки (пластиковые панели)
• Скульптурная глина
• Несколько малярных кистей
В роли мастер-модели выступит модель довольно популярного среди печатников тестового болта. Мы распечатали его черным PLA пластиком на Picaso 3D Designer с толщиной слоя 100 микрон. Сделали мы это специально для того, чтобы продемонстрировать эффект XTC 3D, поскольку далеко не каждый 3D принтер может печатать с качеством 50 микрон.

Далее — обработка, чтобы отлитая модель не переняла слоистость напечатанного объекта. Обрабатываем болт лаком XTC-3D (подробнее об этом процесс можно прочитать тут), а затем шкурим, чтобы получить гладкую матовую поверхность.

Теперь модель готова к заливке силиконом. Помещаем её на глиняную основу, с помощью которой мы создадим силиконовую форму из двух частей.

Модель должна быть погружена в глину ровно наполовину, так что начинаем процесс выравнивания глины. Края должны быть максимально ровными и полностью прилегать к модели, от этого зависит качество разделения силиконовых половинок. Убираем лишнюю глину и заключаем модель в пластиковую опалубку.

Все стыки пластика обрабатываем термоклеевым пистолетом и закрываем опалубку, окончательно обрабатываем глиняную основу, делаем в ней выемки для замков.

Все готово к заливке силикона. Поскольку двухкомпонентные силиконы и полиуретаны склонны к разделению на фракции, перед каждым использованием их необходимо тщательно перемешивать в емкости.
После перемешивания отмеряем равное количество двух компонентов по объему и приступаем к смешиванию.




Для данной марки силикона дегазация в вакуумной камере необязательна, что очень удобно: исключены появления пузырьков, которые могут испортить нашу форму. Медленно заливаем силикон в опалубку, в самую нижнюю её точку.

И оставляем застывать. Время застывания для этой марки силикона составляет 6 часов. По истечении этого времени освобождаем модель от опалубки.

Затем убираем глину, тщательно очищаем модель от её остатков, смазываем силикон разделительным составом. В случае его отсутствия, можно использовать и обычный вазелин, но качество будет немного хуже.
И дальше полностью повторяем процесс, заливая вторую половину силиконовой формы.

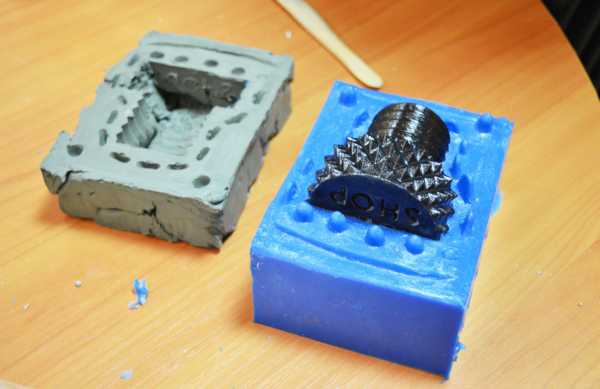
Спустя еще 6 часов силиконовая форма готова. С помощью лезвия аккуратно разъединяем половинки, вынимаем деталь и оцениваем, что у нас получилось.
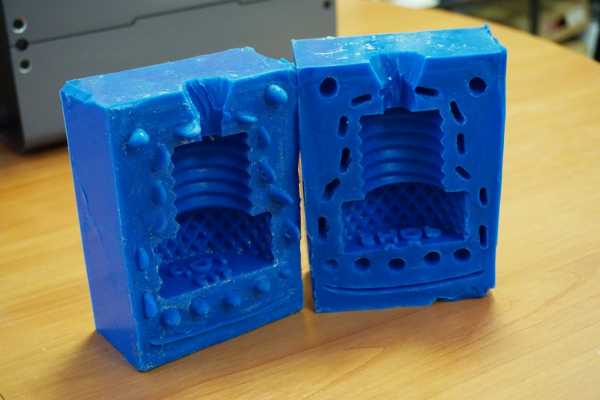
Хорошо видны замки, закладывавшиеся в глиняной основе, хорошая детализация, несмотря на то, что разделительная линия проходила по довольно сложным местам, вроде вдавленных букв.
На самом деле, для данной модели это не самый оптимальный способ создания формы. Но нам было интересно протестировать именно этот метод, несмотря на сложности.
Итак, все готово к заливке полиуретана. Соединяем две половинки формы, используя элементы опалубки для жесткости, скрепляем с помощью резинок, скотча или другим способом, и приступаем к подготовке полиуретана.
Хорошо перемешиваем оба компонента, встряхивая их в течение 5-10 минут. После этого даем немного отстояться, чтобы вышли образовавшиеся пузыри. Все остальное точно так же, как и с силиконом: отмеряем равное количество по объему и смешиваем их. А дальше действовать нужно быстро: время жизни этого полиуретана составляет всего 3 минуты, а время начинает идти сразу, как вы смешали два компонента вместе. Так что мешаем быстро, но аккуратно, чтобы не создавать лишних пузырьков, и сразу заливаем в форму.
Примерно через 3 минуты, в зависимости от объема материала, произойдет быстрое схватывание пластика, а через 10 минут деталь готова к извлечению.
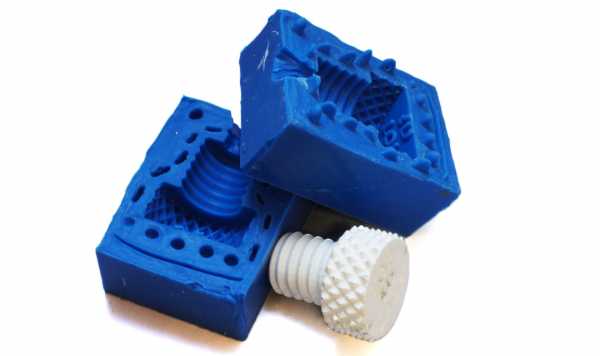
Модель готова. Переданы абсолютно все детали оригинала.
Заключение
Хочется отметить, что поистине огромные возможности использование материалов Smooth-On открывает в совокупности с 3D-печатью.
Теперь Вы можете получать изделия из огромного количества материалов с самыми различными свойствами, а не ограничиваться лишь классическими PLA и ABS. К тому же, доступным станет мелкосерийное производство: распечатав всего один экземпляр и должным образом его обработав, Вы сможете в довольно короткие сроки создать необходимое Вам количество копий в домашних условиях. Для достижения приемлемого результата вовсе не обязательно использование дорогостоящего оборудования.
В случае если Вам необходимы услуги мелкосерийного производства Top 3D Shop к вашим услугам.

habr.com
Как сделать пластик своими руками
Перевёл alexlevchenko для mozgochiny.ru
Эта статья – результат нескольких экспериментов по изготовлению своего собственного пластика. Надеюсь изложенный ниже материал будет полезен в научно-прикладном творчестве.

Для эксперимента нам потребуется следующие:
- Клей ПВА;
- Тальк;
- Ёмкость для смешивания;
- Пластиковая зубочистка;
- Гравёр;
- Палитра.

Установил пластиковую зубочистку (в качестве венчика) в патрон гравёра или мини-дрели.

Налил в чашку для замеса 50 г клея и добавил 50 г талька. Мешал смесь приблизительно 3 минуты.
Допускаю, что несмотря на мои старания (закрывал чашку), скорее всего потерял пару грамм талька во время перемешивания. Рекомендую сначала насыпать тальк, а после добавить клей.

Сделал второй замес, изменив пропорции 30 г клея на 70 г талька.

Изготовил палитру из картонной коробки, предварительно натёр поверхность картона парафином, чтобы образцы не прилипали к ней.
Разложил «подопытных». Постарался добиться того, чтобы образцы были приблизительно одной толщины (как по всей площади, так и по отношению друг к друга). Оставил сушиться на ночь.
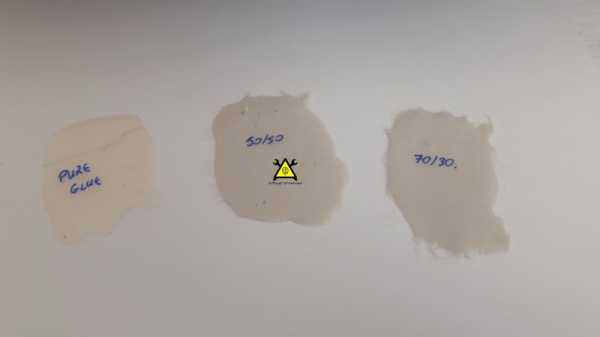
После того, как образцы высохли, осторожно удалил их из палитры.
Образец из чистого ПВА остался светлым. Два других — стали белыми от талька.
Пришло время провести несколько тестов.
Тактильный тест:
- Контрольный образец был мягким, как кусок латекса.
- Образец 50/50 (клей/тальк) был упругий, сильно гнулся, но тянулся гораздо хуже.
- Образец 70/30 был очень крепким, но всё еще гнулся. Не смог его растянуть.
Все образцы прорезались канцелярским ножом. Ожидал, что образец с большим количеством талька, будет прорезаться сложнее.

Теперь проведём тест на то, как полученный пластик поддаётся обработке.
Используя гравёр (мини-дрель) и небольшой шлифовальный барабан, попытался сформировать прямой угол на каждом образце.
Контрольный образец был настолько мягким, что сразу прогнулся, как только барабан коснулся его.
Образец 50/50. Получился хороший чистый угол, однако клей оплавился от трения. В результате чего образовался «кантик», что значительно усложнил дальнейшую обработку (появилось сильное биение).
Образец 70/30. Чистый угол. «Кантика» нет — минимальное биение.

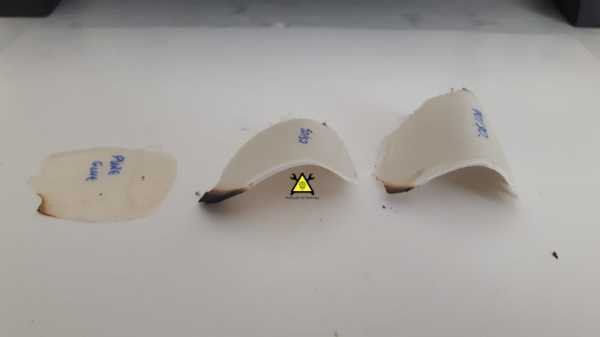
Вносим образцы непосредственно в пламя.
Контрольный образец вспыхнул незамедлительно. Пламя от горения было большим. В процессе горения выделилось значительное количество дыма.
Образец 50/50. Продержался около 60 секунд, прежде чем им завладело пламя. Пламя было маленьким и распространялось медленно. Прогоревшие участки рассыпались в пыль.
Образец 70/30. Сопротивлялся более чем 3 минуты, прежде чем он воспламенился. Пламя было очень маленьким и затухло через 3-4 секунд после того, как распространилось на 2 мм от края.
Этот тест был наиболее интересным.
Если изготовить большой лист такого пластика, возможно ли будет нагревом сформировать из него заготовку?
Применил непрямой нагрев образцов и согнул их под углом в 90 градусов об край верстака. После чего оставил их охлаждаться. В результате имеем следующее:
Контрольный образец во время нагрева согнулся под собственным весом. После того, как он остыл, положил его на плоскую поверхность, и он снова стал плоским.
Образец 50/50. Согнулся довольно неплохо при относительно небольшой величине прогрева. Как только он остыл, положил его на плоскую поверхность и увидел следующее: образец немного потерял форму, угол изменился где-то на 20 градусов.
Образец 70/30. Пришлось значительно прогреть его перед тем, как согнуть. Образец остыл, я положил его на ровную поверхность и угол не потерял не одного градуса. У него сохранилась гибкость, но он всегда пытается вернуть угол в 90 градусов.
Пластик, что получен в результате смешивания ПВА с тальком в пропорциях 70/30:
- держит форму;
- поддаётся механической обработке;
- Не горюч.
Спасибо за внимание. Искренне надеюсь, что изложенный материал пригодится при изготовлении различных самоделок.
(A-z Source)
ПОДЕЛИТЕСЬ С ДРУЗЬЯМИ!
About alexlevchenko
Ценю в людях честность и открытость. Люблю мастерить разные самоделки. Нравится переводить статьи, ведь кроме того, что узнаешь что-то новое — ещё и даришь другим возможность окунуться в мир самоделок.mozgochiny.ru
как сделать в домашних условиях
Пластмассовые изделия обладают прочностью, не требуют особых условий содержания. Для их изготовления используется жидкий пластик для заливки, который приобретается в магазине или изготавливается самостоятельно в домашних условиях. Перед началом работы необходимо ознакомиться с технологией приготовления и соблюдать меры предосторожности.

Как сделать жидкий пластик своими руками
Сделать жидкий пластик в домашних условиях можно несколькими способами. Для каждого способа понадобятся свои материалы.
Читайте также: Основные характеристики жидкого стекла.
Следует не забывать о мерах предосторожностях:
- При использовании ацетона, следует ознакомиться с инструкцией к применению, которая имеется на упаковке.
- При работе надеть средства ИЗ: очки для защиты глаз, специальные перчатки, другие для защиты органов дыхания и кожных покровов.
- Помещение должно быть хорошо проветриваемым.
- Не работать вблизи открытого огня. Не курить в процессе.
- Вымыть руки после работы.
Необходимые материалы
Для первого способа приготовления жидкого пластика своими руками понадобятся такие материалы:

- Ёмкость стеклянная или металлическая.
- Ацетон.
- Полистирольный пенопласт.
Для второго способа:
- Металлический шприц.
- Пресс-форма.
- Полипропилен.
Читайте также: Что можно сделать из оргстекла своими руками.
Технология изготовления
Первый способ базируется на растопке пенопласта в ацетоне. Для этого:
- В ёмкость наливается ацетон до уровня 1–1,5 см.
- Пенопласт дробится на маленькие кусочки.
- По одному кусочку опускается материал в жидкость, выжидается его полное растворение.
- Повторять пока используемый материал перестанет растворяться. Выждать полного выветривания оставшегося ацетона.
- Использовать по назначению.

vseprokley.ru
Как сделать жидкий пластик своими руками? Технология изготовления и область применения средства
Пластик является универсальным материалом Он нашел широкое применение в изготовлении разнообразных узлов и деталей как в промышленной, так и в бытовой технике. Изделия из него используют в оформлении интерьеров жилых помещений и офисов.
Разновидность материала, называемая жидким пластиком, позволяет создавать самые разнообразные по форме и размерам поделки. Это дает возможность воплощать в жизнь оригинальные дизайнерские решения. Как сделать жидкий пластик в домашних условиях?

Материалы для изготовления
Чтобы сделать жидкий пластик своими руками, необходимо подготовить следующее:
- контейнер из стекла или металла;
- ацетон;
- пенопласт.
При этом количество используемого ацетона зависит от желаемого объема готового средства.
Если вы хотите сделать жидкий пластик своими руками, рецепт его приготовления будет основан на растворении пенопласта в ацетоне. Для этого используют полистирольный пенопласт. Он является упаковочной тарой для различной бытовой и электронной техники.

Как сделать жидкий пластик своими руками
Пошаговый рецепт приготовления названного материала выглядит так:
- Открыть емкость с ацетоном и налить жидкость в стеклянный контейнер так, чтобы ее уровень от дна был равен приблизительно 1 см.
- Полистирольный пенопласт необходимо поломать на множество мелких кусочков, каждый из которых будет легко размещаться под толщей растворителя.
- Жидкий пластик своими руками можно сделать, опуская каждый кусок в контейнер и дожидаясь его полного растворения.
- Пенопласт следует добавлять в емкость до той поры, пока он перестанет плавиться. Затем нужно подождать 5-10 минут, чтобы неиспользованный ацетон испарился.
- После этого на дне контейнера образуется вязкая масса, которую можно использовать для производства разнообразных изделий.
Зная, как сделать жидкий пластик, помните, что полное затвердение массы продолжается 20-30 часов. Следовательно, изготавливаемую деталь нельзя извлекать из формы в течение данного промежутка времени.

Следует наносить вещество резиновым шпателем небольшого размера. Движения при этом должны быть плавными. Жидкий пластик необходимо растянуть на обрабатываемой поверхности. Если с его помощью заполняют щели, лучше использовать в работах кисти с жестким ворсом. Ими необходимо «проталкивать» смесь в зазоры. После застывания пластика рекомендуется нанести еще один слой вещества.
Описываемое средство давно продается в готовом виде. Его необходимо только разогреть на водяной бане или в специальном оборудовании. Также для этого часто используют строительный фен.
Как правило, жидкий пластик выпускают в плотных упаковках. Его сроки и условия хранения строгие. Температура в помещении, где он находится, не должна опускаться ниже 15 градусов. Иначе средство потеряет эксплуатационные характеристики:
- вязкость;
- эластичность;
- твердость после застывания;
- практичность;
- долговечность.
Стоимость жидкого пластика довольно высока. Именно поэтому лучше сделать его самостоятельно.
Меры предосторожности
Ацетон является весьма опасной жидкостью, которая крайне негативно воздействует на организм человека. Поэтому жидкий пластик своими руками разрешается изготавливать только при строгом соблюдении следующих мер предосторожности:
- Перед работой с ацетоном необходимо тщательно изучить инструкцию по его применению. Она указана на этикетке емкости.
- Следует использовать специальные герметичные защитные очки. Они уберегут глаза в случае попадания капель и испарений жидкости. Работа без них может привести к серьезным травмам глаз.
- Ацетон токсичен, поэтому пользоваться ним следует только в пределах хорошо проветриваемого помещения. При этом необходимо использовать средства защиты органов дыхания.
- Это легко воспламеняющееся средство. Поэтому жидкий пластик своими руками делают вдали от источников открытого огня. А при выполнении работ категорически запрещается курение.
- Остатки ацетона запрещается сливать в систему канализации.
- По окончании процесса, а также после заливки готового пластика в формы, необходимо тщательно вымыть руки.
Применения жидкого пластика в отделке
Для отделки средство используют давно. После его нанесения, на обрабатываемой поверхности возникает эластичная пленка. Она обладает высокой водонепроницаемостью и устойчивостью к ультрафиолетовому воздействию. Защищенный подобной пленкой материал не боится воздействия агрессивных моющих средств. Ровная поверхность обладает приятным блеском и сохраняет свои характеристики на протяжении многих лет.

Жидкий пластик в оконных работах
Большинство вновь установленных пластиковых окон в зоне соединений имеют зазоры. Чтобы исключить подобное явление все детали оконной конструкции, которые соединены между собой, обрабатывают описываемым веществом. Оно после высыхания создает на поверхности эластичную герметичную пленку. Нанесение жидкого пластика на окна своими руками возможно после изготовления материала по указанной выше методике.
Средство в антикоррозийной обработке
Жидкий пластик характеризуется и высокой степенью адгезии с обрабатываемой металлической поверхностью. Это свойство вещества стали использовать в антикоррозийной обработке стали. Жидкий пластик наносят на поверхность без предварительного грунтования. Он высыхает через несколько часов. После этого на поверхности образуется пленка, которая защитит материал от появления ржавчины.
fb.ru