Проволока гвоздильная | Для гвоздей цена за тонну
 org/Product»>
org/Product»>Доставка продукции осуществляется в города РФ:Курск, Петропавловск-Камчатский, Рязань, Петрозаводск, Оренбург, Архангельск, Стерлитамак, Таганрог, Пенза, Дзержинск, Владикавказ, Новокузнецк, Северодвинск, Ставрополь, Смоленск, Белгород, Тверь, Махачкала, Тольятти, Новосибирск, Великий Новгород, Хабаровск, Армавир, Череповец, Нижний Новгород, Липецк, Прокопьевск, Киров, Старый Оскол, Королёв, Волжский, Балашиха, Омск, Вологда, Новороссийск, Йошкар-Ола, Томск, Братск, Мурманск, Пермь, Барнаул, Челябинск, Бийск, Чебоксары, Нижний Тагил, Благовещенск, Сыктывкар, Южно-Сахалинск, Казань, Кострома, Ижевск, Кемерово, Грозный, Нальчик, Самара, Красноярск, Комсомольск-на-Амуре, Волгоград, Владивосток, Ярославль, Астрахань, Шахты, Химки, Ульяновск, Тула, Магнитогорск, Якутск, Саратов, Курган, Уфа, Екатеринбург, Набережные Челны, Ангарск, Псков, Энгельс, Калининград, Рыбинск, Подольск, Нижнекамск, Санкт-Петербург, Брянск, Иваново, Владимир, Ростов-на-Дону, Орск, Балаково, Улан-Удэ, Воронеж, Нижневартовск, Иркутск, Саранск, Сургут, Орёл, Чита, Калуга, Тамбов, Москва, Тюмень, Сочи, Краснодар. Доставка до пункта выдачи терминала транспортной компании или до склада грузополучателя. Также возможна доставка до населенных пунктов РФ не указанных в данном списке.
Проволока для производства гвоздей, гвозди в Орле
Еще в античные времена греки и римляне начали применять гвозди при строительстве кораблей. Гвозди были кованные из медного сплава и большой длины. У них было четырехугольное сечение и коническая форма от шляпки. Прогресс не стоял на месте , шло освоение обработки железа. Гвозди начали производить из менее дорогого металла. Кузнецы продолжали ковать гвозди не только для строительства. В больших количествах требовались гвозди, что бы крепить подковы лошадям. Эти гвозди называли ухналями. Такие гвозди и в наши времена так и изготавливают способом горячей ковки. Они имеют сложную форму с высокой головкой.
Кузнецы продолжали ковать гвозди не только для строительства. В больших количествах требовались гвозди, что бы крепить подковы лошадям. Эти гвозди называли ухналями. Такие гвозди и в наши времена так и изготавливают способом горячей ковки. Они имеют сложную форму с высокой головкой.
Технология изготовления гвоздей способом ковки перестала пользоваться спросом с появлением металлической проволоки. Так как металлическая проволока была разных диаметров, то это позволило увеличить ассортимент гвоздей по применению, форме и размерам.
Давайте рассмотрим главные моменты производства гвоздей из проволоки.
Проволока для производства гвоздей подходит не вся. Чаще всего используется прволока по ГОСТ 3282-74. Эта проволока должна быть низкоуглеродистой общего назначения термически не обработанная. Для производства проволоки используются следующие марки : СТ1 КП, Ст 2 КП, Ст3 Кп, Ст3 ПС.
Проволка идет в бухтах или мотках разных размеров и разного веса. Размер бухты проволоки зависит от диаметра проволоки. Если диаметр проволоки 1,2 мм, то бухта весит примерно 500кг. При более большом диаметре проволоки, например 4,0 мм бухта будет весить от 800 кг.
Для того что бы на гвоздильном автомате не путалась проволока при сматывании ставят специальные приспособления. Эти приспособления очень разные по своей конструкции.
С бухты стальная проволока идет через выпрямляющее устройство. Затем она попадает в подающий механизм. Этот механизм влияет на длину гвоздя и переводит стальную проволоку в рабочую зону.
Подающий механизм состоит из зубильц. Зубильца фиксируют проволоку и переводят ее вперед. При возврате зубильц в исходное положение происходит их свободное скольжение по проволоке. Проволока в этот момент не двигается. Специальная втулка держит проволоку в нужном положении. Нужно следить, что бы изночально стальная проволока доставала до упора в ударное устройство. Тогда проволока зажимается специальным зажимным механизмом. После этого проволока перекусывается кусачками. Кусачки изготовлены так, что они позволяют помимо откусывания проволоки, еще формировать конец гвоздя. Гвоздь на конце должен быть острым. Имеет значение и длина проволоки, которая находится перед кусачками. Из этого кусочка проволоки формируется шляпка гвоздя. Для изготовления качественной шляпки его надо отлеживать и регулировать при помощи зазора. Далее кусачки отодвигаются и происходит удар по торцу проволоки. В этот момент формируется шляпка гвоздя. Зажим отпускает проволоку и все повторяется. Полученный из проволоки гвоздь падает в поддон.
Проволока в этот момент не двигается. Специальная втулка держит проволоку в нужном положении. Нужно следить, что бы изночально стальная проволока доставала до упора в ударное устройство. Тогда проволока зажимается специальным зажимным механизмом. После этого проволока перекусывается кусачками. Кусачки изготовлены так, что они позволяют помимо откусывания проволоки, еще формировать конец гвоздя. Гвоздь на конце должен быть острым. Имеет значение и длина проволоки, которая находится перед кусачками. Из этого кусочка проволоки формируется шляпка гвоздя. Для изготовления качественной шляпки его надо отлеживать и регулировать при помощи зазора. Далее кусачки отодвигаются и происходит удар по торцу проволоки. В этот момент формируется шляпка гвоздя. Зажим отпускает проволоку и все повторяется. Полученный из проволоки гвоздь падает в поддон.
Гвоздильные станки имеют небольшие отличия между собой по кинематике. Но главные технические элементы производства гвоздя все аналогичны.
Купить высококачественную проволоку для гвоздей в Орле можно в компании С-Метиз.
| Проволока торговая, гвоздильная | 0.18 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.18 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.2 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0. 2 2 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.3 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.3 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.32 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.32 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.36 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.36 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0. | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.37 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.4 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.4 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.45 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.45 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.5 | ГОСТ 3282-74, ТНС терма необработанная | ||||
| Проволока торговая, гвоздильная | 0. 5 5 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.55 | ГОСТ 3282-74, светлая | 18 500 | |||
| Проволока торговая, гвоздильная | 0.55 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Телефоны менеджеров: (343) 253-28-38. | ||||||
| Проволока торговая, гвоздильная | 0.56 | ГОСТ 3282-74, ТНС терма необработанная | 18 500 | |||
| Проволока торговая, гвоздильная | 0.56 | ГОСТ 3282-74, светлая | 18 500 | |||
Проволока для производства гвоздей. Проволока гост 3282 для гвоздей в Минске по низкой цене
Проволока для производства гвоздей ГОСТ 3282ООО «Оливер» — производитель проволоки для гвоздей (проволока ГОСТ 3282 или, как ее называют в обиходе, гвоздильная проволока). Ежемесячно мы производим около 300 тонн проволоки общего назначения. Проволока для производства гвоздей цена которой зависит от производимых объемов на ООО «Оливер» высокого качества. Такие большие объемы позволяют предложить проволоку гвоздильную по низким ценам.
Проволока для производства гвоздей цена которой зависит от производимых объемов на ООО «Оливер» высокого качества. Такие большие объемы позволяют предложить проволоку гвоздильную по низким ценам.
Проволока для производства гвоздей. Применение
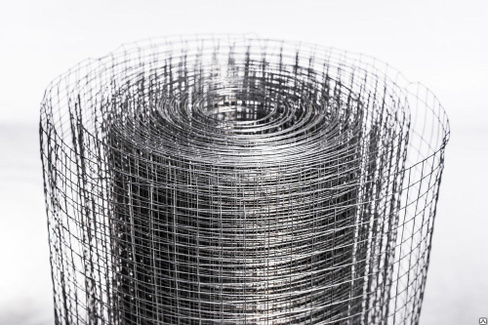
Гвоздильная проволока применяется для производства самих гвоздей, а также различных типов металлической сетки (сетка Рабица, тканая сетка, плетеная сетка), ограждений. Отличается данная проволока более повышенной жесткостью (выше степень удельного сопротивления на разрыв), чем в рядовой проволоке Ст1. (Повышенная жесткость достигается увеличением содержания углерода в проволоке).
Проволока ГОСТ 3282 используется и в качестве вязальной проволоки, и для армирования железобетонных конструкций, а также для других строительных целей, в этом случае проволоку отжигают и она становится мягкой.
Проволока для гвоздей. Производство
Проволока для гвоздей производится из катанки следующих марок сталей: Ст3 всех степеней раскисления. Проволока без покрытия изготавливается диаметрами от 0,8 до 6,0 мм. При покупке проволоки для производства гвоздей необходимо обратить внимание, чтобы на ней не было сколов и ржавчины. Чтобы купить качественное сырье для производства гвоздей, внимательно выбирайте поставщика. Проволока производства «Оливер» полностью соответствует требованиям стандарта.
Проволока ГОСТ 3282 вид упаковки и форма поставки
Проволока для производства гвоздей поставляется в мотках или бухтах. Размер мотков различается в зависимости от диаметра проволоки, из которой в дальнейшем будут изготавливаться гвозди:
|
Диаметр (проволока ГОСТ 3282) |
Упаковка |
|
от 0,8 до 1,6 мм |
в мотках от 5 до 50 кг |
|
от 2,0 до 4,0 мм |
в бухтах от 30 до 1000 кг |
|
от 5,0 до 6,0 мм |
в бухтах от 100 до 1000 кг |
Проволока для производства гвоздей цена
Купить проволоку Вы может оптом и в розницу. Позвоните нам, и наши специалисты проконсультируют вас, по какой цене и фасовке мы можем вам предложить проволоку ГОСТ 3282 под ваши потребности.
Позвоните нам, и наши специалисты проконсультируют вас, по какой цене и фасовке мы можем вам предложить проволоку ГОСТ 3282 под ваши потребности.
Производство гвоздей. Технология, последовательность операций
Гвоздь как крепежный элемент характеризуется простотой конструкции и применения. Этот тезис особенно актуален, когда речь заходит о тех видах данной продукции, которые получили наибольшее распространение. В их число входят, в частности гвозди строительные круглые, шиферные, толевые и т.д. Но существуют модели, для производства которых требуются прохождение более сложных технологических этапов на специальных агрегатах. Это, например, гвозди ершеные либо винтовые.
Сырье для производства гвоздейДля производства гвоздей применяется проволока. Как правило, с круглым сечением, и без защитного покрытия. Наиболее востребована стальная проволока с низким содержанием углерода, изготовленная по нормам ГОСТ 3282, принятого в 1974 году. Поэтому ее называют проволокой гвоздильной. Поставка обычно осуществляется:
Основные требования ГОСТа 3282-74 к данной продукции выглядят так:
- на поверхности проволоки не должны иметься закаты (диаметрально расположенные продольные складки), линейные нарушения сплошности (проще говоря, трещины), железные окалины;
- могут быть небольшие царапины либо выемки/углубления/вмятины. Но их размер не должен выходить за допустимые пределы;
- без нарушения целостности проволока должна выдерживать не меньше 4 перегибов.
Данная продукция металлургической отрасли, идущая на производство гвоздей строительных, не подвергается процедуре термической обработки. Технические характеристики гвоздильной проволоки представлены в таблице. Здесь и далее единица измерения – миллиметры.
Технические характеристики гвоздильной проволоки представлены в таблице. Здесь и далее единица измерения – миллиметры.
|
Диаметр номинальный |
Величина предельного отклонения по диаметру | |
|
Точность нормальная |
Точность повышенная | |
|
10,0; 9,0; 8,0: 7,0: 6,3 |
-0,2 |
-0,1 |
|
6,0: 5,6; 5,5; 5,0; 4,5; 4,0; 3,6; 3,5 |
-0,16 | |
|
3,2; 3,0; 2,8 |
-0,12 | |
|
2,5; 2,2 |
-0,06 | |
|
2,0; 1,8 |
-0,1 | |
|
1,6; 1,4; 1,3 |
-0,05 | |
|
1,2; 1,1 |
-0,06 | |
|
1,0; 0,95; 0,9; 0,85; 0,8; 0,7; 0,63 |
-0,05 |
-0,04 |
|
0,6; 0,56; 0,55; 0,5; 0,45 |
-0,04 |
-0,04 |
|
0,4; 0,37 |
-0,03 | |
|
0,36; 0,35; 0,32; 0,3; 0,28 |
-0,03 | |
|
0,25; 0,22; 0,20; 0,18: 0,16 |
-0,02 |
-0,02 |
Производство гвоздей основано на применении следующего оборудования:
- проволочно-гвоздильные станки-автоматы.
 Они могут отличаться как по мощности, так и по производительности. Чаще всего применяется такое оборудование со значением первого показателя, находящегося в пределах 3кВт…20кВт;
Они могут отличаться как по мощности, так и по производительности. Чаще всего применяется такое оборудование со значением первого показателя, находящегося в пределах 3кВт…20кВт; - галтовочные агрегаты. Предназначены для удаления обсечки и других разнообразных остатков, таких как продукты коррозии (ржавчина), налет грязи, пятна технологических масел. По принципу работы эти установки подразделяются на галтовочные:
- барабаны;
- устройства вибрационного типа. На сегодняшний день используются наиболее часто;
- роторные агрегаты. По эффективности являются конкурентами предыдущих приспособлений;
- шпиндельные установки. Повышенная сложность сужает круг потенциальных пользователей. Между тем, устройства данного типа обеспечивают наивысший уровень качества обработки;
- оборудование для нанесения антикоррозионного слоя гальваническим способом (если требуется по заключенному договору между заказчиком и производителем). В эту группу входят:
- гальванические ванны. Заполняются раствором электролита. В этих емкостях размещаются аноды и подлежащие обработке изделия;
- источник/батарея постоянного тока, оснащенная устройством, позволяющим осуществлять регулировку выходного напряжения;
- устройство, обеспечивающее нагрев электролитического раствора до рабочей температуры;
- станок, с помощью которого затачиваются ножи проволочно-гвоздильного станка-автомата. Как работать на этом устройстве, можно узнать, просмотрев видео. Чтобы запустить ролик, наведите курсор на картинку, которая размещена ниже, а потом действуйте в соответствии с высветившейся на мониторе ПК подсказкой.
 Они могут отличаться как по мощности, так и по производительности. Чаще всего применяется такое оборудование со значением первого показателя, находящегося в пределах 3кВт…20кВт;
Они могут отличаться как по мощности, так и по производительности. Чаще всего применяется такое оборудование со значением первого показателя, находящегося в пределах 3кВт…20кВт;Производство гвоздей разных видов во многом схоже. Для конкретики детально рассмотрим технологический процесс изготовления наиболее ходовых таких крепежных изделий – гвоздей строительных. В общем случае он включает ниже перечисленные этапы.
В общем случае он включает ниже перечисленные этапы.
Подача проволоки из бухтодержателя.
Удаление окалины при помощи специального приспособления под названием окалиноломатель.
Процедура волочения проволоки на специальных волочильных станах.
Этап, предусматривающий холодную высадку гвоздей на гвоздильных агрегатах.
Завершающий этап – сглаживание острых кромок, образовавшихся на гвоздях, и финишная полировка на галтовочном оборудовании.
Отходы при изготовлении гвоздейПроцесс производства данных крепежных деталей не исключает образование отходов сырья. На конце проволоки, которая была намотана на бобину либо свернута в бухту, клещами волочильного барабана при захвате формируются насечки. Когда проволока заправляется в гвоздильный автомат, ее поврежденный конец нужно обязательно обрубить. Иначе она просто не пройдет через зажимные технологические плашки, а также проводку. Масса отрубаемой части является величиной производной от типа гвоздильного агрегата, длины поврежденного отрезка и, конечно же, диаметра проволоки.
В ходе техпроцесса производства гвоздей от бухты остаются такие отрезки проволоки, дальнейшее использование которых в современном гвоздильном станке невозможно. Они тоже причисляются к отходам. Конечно, в процентном выражении их величина не очень большая – от 3% до 10%. Но в абсолютном исчислении с одной тонны получатся от 30кг до 100 кг отходов. А это не так уж и мало.
Кроме того, существует такое понятие, как наладочный отход. Он формируется в процессе настройки гвоздильного автомата. Официально утвержденный объем такого отхода составляет 12 шт. на одну процедуру наладки.
на одну процедуру наладки.
При полировке (по-научному – галтовке) от шляпок гвоздей обламываются заусенцы, а с острия – обсечка. Все это также идет в отходы. Ниже приведены цифры их суммарного объема в зависимости от типа и размеров данной крепежной детали.
- Гвозди строительные:
- диаметром 0,7 мм и длиной 7,0 мм (это минимальный типоразмер) – отходы на одну тонну весят 96,9 кг;
- с диаметром ножки 6,0 мм и общей длиной 200,0 мм (типоразмер максимальный) – вес отходов 31,2кг на одну тонну.
- Гвозди кровельные:
- типоразмера 3,5×45 – отходы на 1000 кг изготовленных изделий весят 77,47 кг;
- с диаметром стержня 4,0 мм и длиной 50,0 мм – вес отходов на 1 тонну готовой продукции составляет 70,04 кг.
- Гвозди толевые:
- минимального типоразмера 2,0×20,0 – в отходы уходит 101,56 кг металла на 1000 кг произведенных изделий;
- диаметром 2,5 и длиной 35,0 мм – вес отходов на 1 тонну равен 73,08 кг.
Современные гвоздильные автоматы характеризуются многофункциональностью. Они выполняют многие операции из вышеописанного техпроцесса, начиная с устранения изгибов на проволоке при помощи рихтовальных роликов и заканчивая высадкой пуансоном шляпки гвоздя. О том, как работают последние модели гвоздильных автоматов, можно получить представление, просмотрев видео. Для его воспроизведения наведите курсор на ниже размещенную картинку, а далее действуйте так же, как и в предыдущем случае.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered by
Проволока торговая, гвоздильная
Торговая, или гвоздильная проволока используется в первую очередь для производства гвоздей. Продукция небольшого диаметра может быть применена для плетения сетки рабицы. Также из подобного металлопроката выпускают метизы, которые впоследствии будут использоваться в малонагруженных узлах – заклепки, шпильки, болты, винты.
Продукция небольшого диаметра может быть применена для плетения сетки рабицы. Также из подобного металлопроката выпускают метизы, которые впоследствии будут использоваться в малонагруженных узлах – заклепки, шпильки, болты, винты.
Документ, регулирующий нормы производства этого типа изделий — ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия.
Для производства металлопроката используется сталь марок ст. 10пс, 08кп, 10, 10кп, 15, 15кп и некоторых других.
Методы производства проволоки торговой, гвоздильной
Этот проволочный прокат выпускается способом волочения, протяжкой сквозь волоки. Одновременно продукту придают требуемые диаметр и форму поперечного сечения, не только традиционную в виде круга, но и в форме овала, трапеции, круга, квадрата – такая гвоздильная продукция также весьма востребована на рынке. После волочения изделие подвергают дополнительной обработке, например, термоотжигу для повышения прочности или нанесению цинкового покрытия для придания повышенных прочностных свойств. На рынок его поставляют в катушках или мотках с длиной единого отрезка не менее 50 метров.
Классификация торговой, гвоздильной проволоки
Классифицируют прокат на группы по нескольким параметрам:
- По наличию обработки поверхности – с термообработкой и без, с цинковым покрытием и черные изделия;
- По марке исходного металлического сырья;
- По диаметру и форме поперечного сечения;
- По цвету – темная и светлая торговая проволока;
- По твердости – мягкая и твердая продукция;
- По толщине цинкового покрытия – двух классов;
- По точности изготовления – обычная точность или повышенная;
- По стойкости к разрыву – двух групп.
Основной параметр гвоздильной, торговой проволоки — диаметр в миллиметрах. Именно эта цифра лежит в основе маркировки ее. Иногда также в наименовании присутствует литера, обозначающая способ обработки поверхности продукции, цвет изделия, толщину цинкового покрытия при его наличии и марку исходного сырья.
Продажа торговой проволоки гвоздильной от компании ООО «Металл Групп»
У нас вы сможете купить торговую, гвоздильную проволоку по ГОСТ 3282-74 для любых целей по доступной цене высокого качества. Диаметр продукции — от 0.18 до 16 мм. Мы также продаем нержавеющий проволочный прокат и из цветного или черного металла.
Вы можете не только лишь купить металлопрокат в нашей компании, но и заказать его цинкование, изготовление металлических сеток любой сложности по вашему техническому заданию, правку, гибку, резку по нужным размерам.
Три способа изготовления гвоздей из латуни
Теги: корпус, фитинги
Дополнительный материал по теме: Изготовление миниатюрных гвоздей
Первый способ. Самый простой. Берём латунную проволоку нужного диаметра, острый скальпель или нож и начинаем отрезать кусок латунной проволоки, катая её на чем-то твёрдом. При отрезании таким способом образуется кольцевой буртик. Данный способ я использую для крепления очень мелких деталей, где надо сымитировать мелкие гвозди. Например, петли руля на шлюпке. В петле и в основе сверлится отверстие чётко по диметру проволоки, вставляется гвоздь, а буртик не даёт пролетать гвоздю через отверстие. Чтобы гвоздь не вылетал из основы, его надо немного изогнуть.
Второй способ. Гвозди со шляпками впотай. Для этого надо сделать небольшую приспособу. Надо взять пластину из металла толщиной 2-3 мм, просверлить в ней отверстие диаметром под проволоку, например 0,5 мм. Далее сверлом 1 мм делаем зенковку на глубину конической части сверла или немного глубже. Приспособа готова.
Рис. 1. Зенковка отверстия.
Дальше надо сделать заготовки гвоздей. Для этого понадобиться газовая горелка или бытовая газовая плита, а также сода пищевая в качестве флюса. С их помощью будем формировать на конце проволоки утолщения для шляпок. В небольшое количество соды добавляем несколько капель воды, чтобы получился раствор жидкой сметаны. Окунаем проволоку в раствор соды. Держа проволоку вертикально, подносим к пламени горелки, при этом латунь начинает плавиться, и сворачивается в некое подобие капли.
С их помощью будем формировать на конце проволоки утолщения для шляпок. В небольшое количество соды добавляем несколько капель воды, чтобы получился раствор жидкой сметаны. Окунаем проволоку в раствор соды. Держа проволоку вертикально, подносим к пламени горелки, при этом латунь начинает плавиться, и сворачивается в некое подобие капли.
Рис. 2. Формирование капельки на кончике латунной проволоки.
Рис. 3. Капля на конце латунной проволоки.
Отрезаем от проволоки с каплей нужную длину и повторяем эту операцию нужное количество раз. Далее вставляем заготовки в приспособу и молотком расплющиваем верхушку заготовки.
Рис. 4 и 5. Вставляем проволоку в приспособу.
Рис. 6. Расплющиваем.
Потом напильником удаляем лишний металл.
Рис. 7. Обработанная шляпка.
В итоге получается такой гвоздь.
Рис. 8. Гвоздь после обработки в приспособе.
После снятия облоя получаем готовый гвоздь.
Рис. 9. Гвоздь на этапе снятия облоя зажат в цанговый зажим
Рис. 10. Готовый результат
Совет. Перед тем, как формировать шарик на конце проволоки, её надо немного растянуть. Диаметр проволоки немного уменьшится и заготовки будет легко вставлять в приспособу.
Третий способ. Гвозди с полукруглыми шляпками. Здесь тоже надо будет сделать приспособу, достаточно сложную.
Гвозди с полукруглыми шляпками. Здесь тоже надо будет сделать приспособу, достаточно сложную.
Рис. 11. Приспособления для изготовления гвоздей с полукруглыми шляпками
Для начала надо сделать направляющую. Она делается из произвольного металла и произвольной длины. Одно условие, отверстие должно быть калибровано развёрткой. В данном примере диаметр 6 мм. Далее делаем наковальню. Она сделана из хвостовика сверла немного большего 6 мм. и проточена в размер отверстия направляющей. Наковальня должна входить в отверстие направляющей без люфтов, но не туго. Дальше надо сделать пуансоны. Они сделаны из хвостовиков надфилей. Так как диаметр хвостовиков надфилей меньше отверстия направляющей, пришлось сделать переходники, которые тоже должны входить в отверстие направляющей без люфтов. Всё это делается для того, чтобы шляпки были по центру гвоздя. На этом рисунке 12 шляпка гвоздя с полукруглой головкой смещена из-за износа приспособы.
Рис. 12. Слева — нормальный гвоздь, справа — дефектный.
Как сделать полукруг в пуансоне. Для этого понадобится шарик от подшипника, диаметр подбирается, направляющая и переходник пуансона. Отжигаем хвостовик надфиля, чтобы металл стал мягким. На токарном станке делаем не глубокую зенковочку по центру торца хвостовика, собираем пуансон и переходник и вставляем их в направляющую. Кладем шарик на мощное металлическое основание и вколачиваем шарик в пуансон. Шарик может лопнуть, поэтому их должно быть несколько. Далее на токарном станке у пуансона делаем режущую кромку, угол не меньше 120 градусов. При меньшем угле пуансон будет колоться.
Рис. 13 и 14. Пуансоны
Когда углубление и угол сделаны, рабочую сторону пуансона надо закалить. Твёрдость пуансона должна быть такой, чтобы при ударе о наковальню кромка пуансона не сминалась и не кололась. Разогреваем рабочую часть пуансона до вишнёвого цвета и держа вертикально, опускаем в воду. Калить надо только рабочую часть, остальное должно быть мягким. Если надо, то подкаливаем и наковальню. Сделать рабочий пуансон у меня получилось где-то с третьего раза. Первый закалил весь, при первом ударе он раскололся. У второго угол отруба сделал слишком острый, тоже раскололся. Получился только на третьем разе. На рис. 15 левый пуансон немного перекален, режущая кромка поколота, но ничего, работает.
Твёрдость пуансона должна быть такой, чтобы при ударе о наковальню кромка пуансона не сминалась и не кололась. Разогреваем рабочую часть пуансона до вишнёвого цвета и держа вертикально, опускаем в воду. Калить надо только рабочую часть, остальное должно быть мягким. Если надо, то подкаливаем и наковальню. Сделать рабочий пуансон у меня получилось где-то с третьего раза. Первый закалил весь, при первом ударе он раскололся. У второго угол отруба сделал слишком острый, тоже раскололся. Получился только на третьем разе. На рис. 15 левый пуансон немного перекален, режущая кромка поколота, но ничего, работает.
Рис. 15. Сравнение режущих кромок пуассонов.
Используя шарики разного диаметра, получаем шляпки разного размера. Заготовки для гвоздей и обработку делаем по технологии, описанной выше.
Рис. 16 и 17. Вставляем проволоку с шариком на конце в наковальню до упора.
Рис. 18. Наковальню с проволокой помещаем в направляющую.
Рис. 19. А с другого конца направляющей входит пуассон.
Рис. 20. Ударом молотка по пуассону формируется шляпка гвоздя.
Рис. 21. Сформированная шляпка.
Рис. 22 и 23. Готовый результат
c Андрей Нилов, 2004
c www.shipmodeling.ru
Проволока для изготовления обычных гвоздей
Что такое проволока для изготовления гвоздей?
Мы можем поставить вам проволоку для изготовления гвоздей из Китая. Проволока для изготовления гвоздей изготавливается из низкоуглеродистой катанки Q195 , которая очень популярна для производства гвоздей в промышленности . Также называется проволокой Ms, черной железной проволокой, холоднотянутой проволокой. вытягивается на волочильном станке .
Также называется проволокой Ms, черной железной проволокой, холоднотянутой проволокой. вытягивается на волочильном станке .
КАК ПОЛУЧИТЬ СЫРЬЕ:
- Обычно вы можете купить на местном рынке или в металлургической компании .
- Если они могут продать катанку из низкоуглеродистой стали Q195 , 6,5 мм / 5,5 мм. Вы можете купить и использовать волочильную машину , чтобы вытягивать нужную толщину.
- Если лучше, можно получить гвозди нужной толщины для изготовления проволоки .
- И если у местных нет катанки и гвоздей из проволоки , то лучше импортные из Китая для любого вида из них.
- Что следует импортировать, зависит от количества, которое вы хотите производить Ежедневный выпуск .
- Если количество невелико, можно просто импортировать гвозди для изготовления проволоки.
- Но если у вас огромное количество, лучше купите волочильный станок , чтобы рисовать самому.
- Затем вы можете запустить полностью автоматический гвоздильный станок для изготовления гвоздей.
- Тянутая проволока для изготовления гвоздей
- Проволока для изготовления гвоздей-Низкоуглеродистая проволока
МАШИНА ДЛЯ ВЫТЯЖКИ ПРОВОЛОКИ ДЛЯ ГВОЗДЕЙ
Кто может поставить проволоку для изготовления гвоздей?
Amigo machinery может предоставить вам проволоку для изготовления гвоздей различной толщины, от 1 до 1.От 6 мм до 6,5 мм, также разные упаковки, такие как 50 кг, 100 кг, 200 кг. Мы можем удовлетворить все ваши требования. Раньше мы производили для клиентов из Уганды / Танзании / Кении более 1000 тонн проволоки для изготовления гвоздей в 2017/2018/2019/2020 годах. Сертификат PVCO / COC также может предоставить.
Мы можем удовлетворить все ваши требования. Раньше мы производили для клиентов из Уганды / Танзании / Кении более 1000 тонн проволоки для изготовления гвоздей в 2017/2018/2019/2020 годах. Сертификат PVCO / COC также может предоставить.
Что мы можем сделать для вашего дальнейшего развития
Не волнуйтесь, у нас есть годы в производстве гвоздей, от сырья Q195 низкоуглеродистой катанки и проволоки для изготовления гвоздей до различных типов станков , машина для волочения проволоки , машина для полировки ногтей , машина для изготовления гвоздей .
Видео о проволоке и станке для изготовления гвоздей
Станок для изготовления гвоздей имеет плунжерную конструкцию, обеспечивающую высокую скорость работы, низкий уровень шума и низкие ударные характеристики. Он имеет широкое применение, простое управление и надежное рабочее состояние.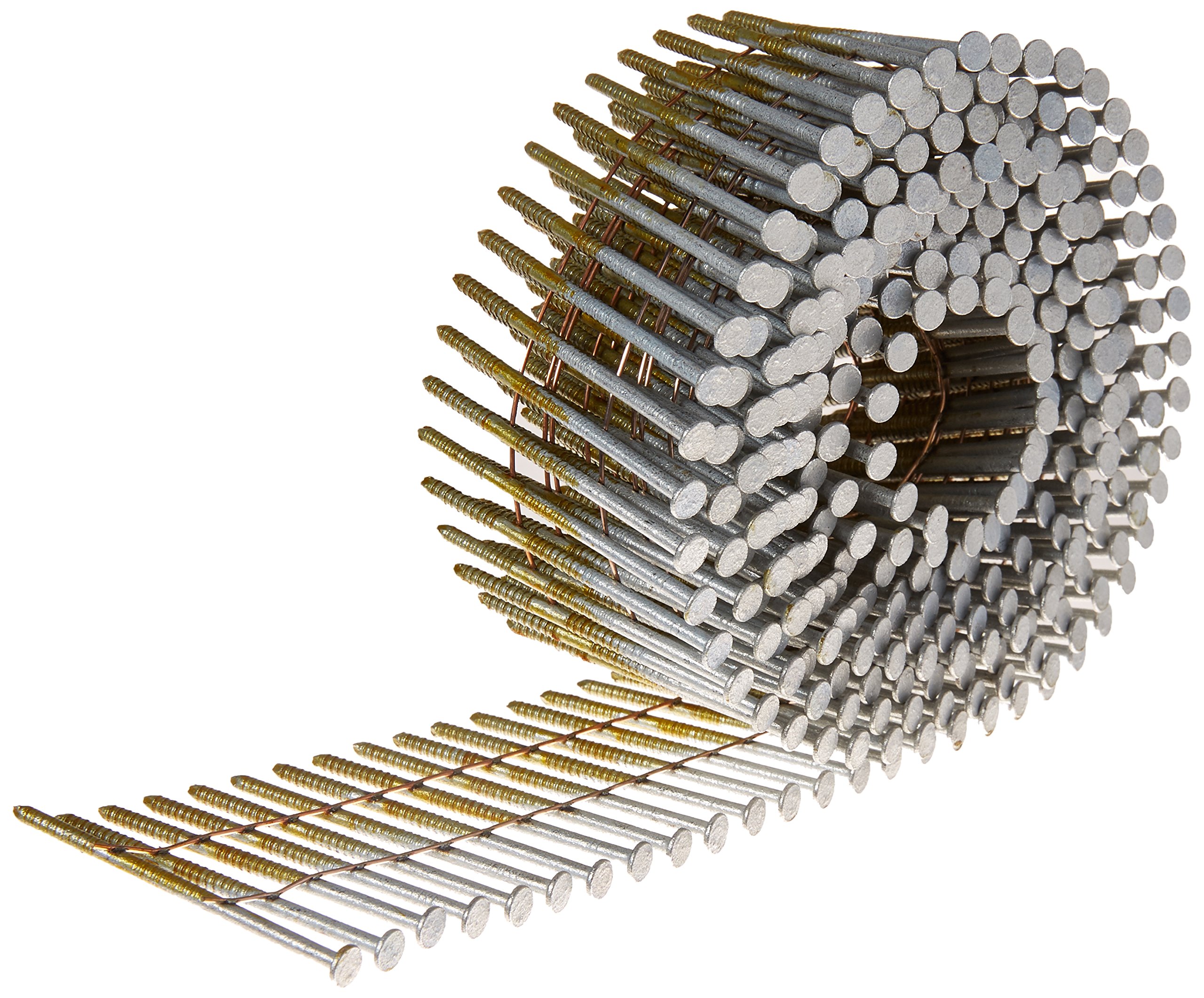 Сырьем (проволока для изготовления гвоздей) может быть лом или новая катанка. острие гвоздей и головка гвоздей могут быть сформированы одновременно с высокой эффективностью.
Сырьем (проволока для изготовления гвоздей) может быть лом или новая катанка. острие гвоздей и головка гвоздей могут быть сформированы одновременно с высокой эффективностью.
Обработка:
- Новая катанка → Машина для волочения проволоки → Изготовление гвоздей → Полировка ногтей → Готовые гвозди → Упаковка
Сопутствующая машина для изготовления ногтей
Машина для полировки ногтейдля полировки ногтей, удаления жирная грязь, металлический заусенец на поверхности ногтя
| Полировальная машина | L-1000 | M-600 | S-400 |
| мощность | 1000 кг / 2 часа | 600 кг / 2 часа | 400 кг / 2 часа |
| мощность | 7.5 мм | 4 кВт | 3 кВт |
| вес | 1100 кг | 800 кг | 650 шт / мин. |
| размер | 2,2 * 1,5 * 1,5 м | 2,1 * 1,05 * 1,2 м | 1,8 * 1,0 * 1,1 м |
Волочильная машина может протянуть проволоку диаметром 6,5 мм / 5,5 мм до диаметра проволоки меньшего размера, чтобы сделать гвозди по вашему желанию, например, 4.1 мм, 3,4 мм, 3,1 мм, 2,5 мм. Во время волочения проволоки, возможно, вам понадобится машина для нарезки проволоки и машина для стыковой сварки .
 amigomachinery.com,whatsapp:+86-159 3377 1897″ src=»https://www.youtube.com/embed/-XcVWOzoTAE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
amigomachinery.com,whatsapp:+86-159 3377 1897″ src=»https://www.youtube.com/embed/-XcVWOzoTAE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
- Модель: M-20
- вес: 200 кг
- размер: 1000 * 600 * 1200 мм
- использование : шлифовать гвоздодер
- (текстура резца: твердый сплав)
ЗАПЧАСТИ ДЛЯ МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ ГВОЗДЕЙ:
- Форма для ногтей / Зажимная матрица / Зажимные матрицы: Станки оснащены круглыми матрицами, имеющими 8 или 10 пазов для удерживания гвоздей, чтобы зажать проволоку для резки ножом для ногтей, чтобы сделать гвозди разного диаметра, необходимо заменить другую форму для ногтей.
- Нож для гвоздей / Нож для гвоздей: для обрезки стальной проволоки и нарезания острия гвоздя. Для нарезания гвоздей и изготовления острия после формирования головки и хвостовика Алмазные, долотные, круглые, длинные или тупые острия могут быть изготовлены путем соответствующей шлифовки инструментов
- Головка / пуансон / молоток: Используется для формирования головки гвоздя , Клетчатые или плоские головки могут быть сформированы с помощью этих штампов, чтобы сделать шляпку гвоздя. А также на головку гвоздя можно нанести простой логотип заказчика.
Если вас больше интересует изготовление гвоздей и проволока для изготовления гвоздей , пожалуйста, посетите наш веб-сайт для получения дополнительной информации. Мы можем предоставить вам комплексное решение для изготовления гвоздей .
Мы можем предоставить вам комплексное решение для изготовления гвоздей .
Китай Низкая цена, черная железная проволока, проволока для гвоздей, проволока HB для изготовления гвоздей (завод) ISO9001 на Global Sources, проволока HB, проволока для гвоздей, проволока из черного железа
Стальная проволока для изготовления гвоздейее также называют отожженной железной проволокой или бескислородной отожженной железной проволокой. Используется для изготовления проволочной сетки, строительства, украшения, ремесел, упаковки продуктов и связующих материалов
Материал: высококачественный низкоуглеродистый железная проволока
Характеристика: Сильная прочность на разрыв, мягкость, трудно ржаветь
обычная упаковка: 0.Тренировочная пленка 5-1000 кг / рулон внутри, затем обернутая белым или другим цветным тканевым мешком из ПВХ или гессианской тканью снаружи.
Рынок: Европа Америка Африка Средний Восток Азия
Образец: в соответствии с вашими требованиями
Инспекция: разрешена
Торговая марка: sanxing
Упаковка и доставка
Детали упаковки
Пластик внутри и снаружи или по вашему требованию
Срок поставки
Доставка через 10 дней после оплаты
| Калибр провода | SWG (мм) | BWG (мм) | в метрической системе мм | ||||
| 8 # | 4.06 | 4,19 | 4 | ||||
| 9 # | 3,66 | 3,76 | — | ||||
| 10 # | 3,25 | 3,4 | 3,5 | 2 | 3,5 | 2 | 3 |
| 12 # | 2,64 | 2,77 | 2,8 | ||||
| 13 # | 2,34 | 2,41 | 2,5 | ||||
| 14 # 903.11 | — | ||||||
| 15 # | 1,83 | 1,83 | 1,8 | ||||
| 16 # | 1,63 | 1,65 | 1,65 | ||||
| 901 1,4 | |||||||
| 18 # | 1. 22 22 | 1.25 | 1.2 | ||||
| 19 # | 1.02 | 1.07 | 1 | ||||
| 20 # | 0,91 | 890,9 | |||||
| 21 # | 0,81 | 0,813 | 0,8 | ||||
| 22 # | 0,71 | 0,711 | 0,7 |
Как начать завод по производству небольших железных гвоздей (Мисумари) Блог Kuza
В связи с быстрым ростом населения Африки спрос на жилье и другую инфраструктуру рос в геометрической прогрессии. В Кении строительный сектор обеспечивает 7 процентов ВВП страны.Как ни крути, спрос на строительные изделия растет, и поэтому мы говорим о производстве гвоздей как о бизнесе, которым вы можете заниматься.
Что, если бы вы могли открыть небольшой завод по производству гвоздей, чтобы снабжать эту растущую промышленность обычными гвоздями, кровельными гвоздями, U-образными гвоздями и стальными гвоздями? Что, если бы вы могли сотрудничать с производителями кровельных листов для изучения более широкого рынка? Действительно, возможности здесь безграничны; но сначала позвольте нам показать вам, как это собрать.
Начало работы
Шаг 1: Знайте, как делают ногти
Гвозди изготавливаются из проволоки на специальной машине, которая разрезает ее на нужные формы и размеры. Машина состоит из трех основных частей: катушки с проволокой (машина для волочения проволоки), машины для изготовления гвоздей и машины для мытья ногтей.
Таким образом, вы просто катите проволоку к катушке и затем подаете ее на гвоздильный станок. Готовые ногти вы соберете после того, как пропустите их через шайбу для ногтей.
Вы можете настроить гвоздодер таким образом, чтобы он создавал ногти желаемого размера, формы и диаметра.На самом деле весь процесс намного проще, чем кажется. Вы можете посмотреть несколько видеороликов на Youtube, чтобы понять это.
Шаг 2: Приобретите машину
К сожалению, аппарат недоступен на местном уровне, и здесь пригодится доступ к глобальному рынку. Вы можете делать покупки на таких платформах, как Alibaba и Ebay. В качестве альтернативы вы можете договориться о посещении ежегодной Кантонской ярмарки, чтобы сделать покупки (обычно это обойдется вам в 287 000 Ksh).
Вы можете делать покупки на таких платформах, как Alibaba и Ebay. В качестве альтернативы вы можете договориться о посещении ежегодной Кантонской ярмарки, чтобы сделать покупки (обычно это обойдется вам в 287 000 Ksh).
Обычный станок для изготовления гвоздей будет стоить 500 000 Ksh.В среднем машина производит 700 гвоздей в минуту.
Шаг 3. Получение провода
ПроволокаQ195 используется в качестве сырья для изготовления гвоздей.
Проволока — сырье для изготовления гвоздей. Обычно рекомендуется использовать низкоуглеродистую проволоку Q195. Это стоит около 40 000 Ksh за тонну.
Шаг 4. Настройка завода
Сдают землю в аренду, желательно недалеко от крупного города. Если вы в Найроби, вы можете думать о таких местах, как Китенгела, Млолонго, Руиру и река Ати, как о идеальных местах.Найваша — также хорошее место, учитывая его близость к Северному коридору и будущему внутреннему порту.
Рекомендуемый бюджет
Бюджет начинается от 500 000 до 2 000 000 Ksh. Это, конечно, зависит от того, насколько вы умны с точки зрения использования таких ресурсов, как цифровые медиа и личные сети.
Ожидаемая прибыль
Мешок с гвоздями весом 50 килограммов стоит 5200 Ksh. Таким образом, одна тонна необработанной проволоки вернет вам 84 000 Ksh. Таким образом, если вам удастся снабдить по крайней мере 50 хозяйственных магазинов в вашем районе (и продать им одну сумку по 50 кг в месяц), вы достигнете продаж не менее 310000 Ksh в месяц.Хорошо продаваемое предприятие по производству гвоздей может приносить доход от продаж до 5 000 000 куш в год.
Хорошо, что нет ограничений на количество клиентов. Просто используя пару хитроумных тактик продаж, вы легко сможете привлечь большое количество постоянных клиентов.
Заключительное слово
Это прекрасная возможность, потому что, во-первых, она помогает такой стране, как Кения, полностью реализовать свой производственный потенциал. Кроме того, это масштабируемая возможность, которой интересно воспользоваться.Но, как обычно, мы оставляем вам решать, браться за это или нет.
Кроме того, это масштабируемая возможность, которой интересно воспользоваться.Но, как обычно, мы оставляем вам решать, браться за это или нет.
Спрос на станки для изготовления проволочных гвоздей и прогноз к 2030 г.
Рынок машин для изготовления проволочных гвоздей: введение
- Станки для изготовления проволочных гвоздей используются для изготовления гвоздей из алюминиевой, латунной, медной и другой металлической проволоки. Машины для изготовления гвоздей обеспечивают эффективное и рентабельное производство гвоздей. Эти машины могут производить разнообразный ассортимент гвоздей, таких как гвозди с круглой головкой, гвозди с плоской головкой, гвозди с плоской головкой, гвозди с противоположной головкой и гвозди с утраченной головкой.Машины для изготовления гвоздей обычно поставляются со вспомогательными компонентами для обеспечения максимальной точности изготовления гвоздей.
Ключевые драйверы мирового рынка станков для изготовления проволочных гвоздей
- Ожидается, что высокий спрос на проволочные гвозди в строительной отрасли станет ключевым драйвером рынка станков для изготовления проволочных гвоздей. Рост урбанизации стимулирует строительную деятельность как в жилом, так и в коммерческом секторах. Кроме того, правительства развивающихся стран все больше инвестируют в развитие инфраструктуры.Например, правительство Индии предложило инвестировать 750 млрд долларов США в железнодорожную инфраструктуру в течение 2018-2030 годов.
- Ключевые производители станков для изготовления проволочных гвоздей вкладывают средства в развитие технологий и инновации продукции, чтобы удовлетворить растущие потребности столярной, металлообрабатывающей и строительной промышленности. Автоматизация машин позволяет производить большие объемы проволочных гвоздей с минимальным вмешательством человека или без него. Кроме того, автоматические машины оснащены прочной системой трансмиссии и автоматической системой смазки, что делает их более удобными и экономичными.
Возможности на мировом рынке станков для изготовления проволочных гвоздей
- Поскольку спрос на проволочные гвозди растет, многие производители вкладывают средства в расширение производственных мощностей. Профессиональные плотники считают проволочные гвозди эффективным инструментом для решения различных задач, таких как шлифование, резьба и формование. Кроме того, ожидается, что растущий спрос на строительные гвозди будет стимулировать инвестиции местных производителей в заводы по производству гвоздей.
Для правильной перспективы и конкурентного анализа на рынке станков для изготовления проволочных гвоздей, запрос образца
Воздействие пандемии COVID-19 на рынок станков для изготовления проволочных гвоздей
Пандемия COVID-19 вызвала сбой в цепочке поставок в машиностроении для изготовления проволочных гвоздей. Спад активности в отраслях конечного потребления снизил спрос на станки для изготовления проволочных гвоздей. Однако пандемия побудила отрасль разработать улучшенный подход к услугам цепочки поставок, электронной коммерции и производству.
Азиатско-Тихоокеанский рынок будет расти со значительным среднегодовым темпом роста в течение прогнозного периода
- По географическому признаку глобальный рынок станков для изготовления проволочных гвоздей можно разделить на Южную Америку (SA), Северную Америку (NA), Европу (ЕС), Ближний Восток и Африку (MEA) и Азиатско-Тихоокеанский регион (APAC).
- Раздвоение рынка Северной Америки на уровне страны включает прогноз и анализ для США, Канады и остальной части Северной Америки. Анализ и прогноз европейского рынка на уровне страны охватывают рынок станков для изготовления проволочных гвоздей в США.К., Германия, Франция и остальные страны Европы. Анализ и прогноз на уровне страны для рынка Азиатско-Тихоокеанского региона включают основные страны региона, такие как Индия, Китай, Япония и остальные страны Азиатско-Тихоокеанского региона. Анализ и прогноз рынка станков для изготовления проволочных гвоздей на Ближнем Востоке и Африке на уровне стран включают страны Персидского залива, Южную Африку, а также остальные страны Ближнего Востока и Африки. Рынок станков для изготовления проволочных гвоздей в Южной Америке подразделяется на Бразилию и остальную часть Южной Америки.
- Увеличение инвестиций в строительную отрасль и рост числа местных производителей в индустрии изготовления проволочных гвоздей признаны ключевыми движущими силами рынка станков для изготовления проволочных гвоздей в Азиатско-Тихоокеанском регионе.Более того, правительства региона все больше инвестируют в инфраструктурные проекты и коммерческое строительство.
 Анализ и прогноз рынка станков для изготовления проволочных гвоздей на Ближнем Востоке и Африке на уровне стран включают страны Персидского залива, Южную Африку, а также остальные страны Ближнего Востока и Африки. Рынок станков для изготовления проволочных гвоздей в Южной Америке подразделяется на Бразилию и остальную часть Южной Америки.
Анализ и прогноз рынка станков для изготовления проволочных гвоздей на Ближнем Востоке и Африке на уровне стран включают страны Персидского залива, Южную Африку, а также остальные страны Ближнего Востока и Африки. Рынок станков для изготовления проволочных гвоздей в Южной Америке подразделяется на Бразилию и остальную часть Южной Америки.Ключевые игроки на мировом рынке
Ведущие игроки на мировом рынке сосредотачиваются на исследованиях и разработках, чтобы предложить передовые решения. Использование современных производственных технологий, автоматизация машин и расширение производственных мощностей — ключевые направления деятельности производителей. Кроме того, компании вкладывают средства в стратегические партнерства и приобретения, чтобы расширить свой бизнес на международных рынках.
Некоторые из крупнейших компаний на мировом рынке станков для изготовления проволочных гвоздей:
- ENKOTEC A / S
- Устун Макине Санайи
- Gurukrupa Industries
- WAFIOS AG
- Станок для точного гвоздя
- Станки Zhengzhou Uniwin
- Машины Amigo
- Станки Saggu
- Проволочные изделия Гуджарата
- Xuchang Hongshuo Machinery Co., Ltd.
Вы только начинаете и хотите добиться успеха в бизнесе? Получите эксклюзивную брошюру в формате PDF с данным отчетом
Мировой рынок станков для изготовления проволочных гвоздей: объем исследования
Мировой рынок станков для изготовления проволочных гвоздей, по мощности
Мировой рынок станков для изготовления проволочных гвоздей, по режимам работы
Мировой рынок станков для изготовления проволочных гвоздей, по каналам продаж
Это исследование TMR представляет собой всеобъемлющую структуру динамики рынка. В основном он включает критическую оценку пути потребителей или клиентов, текущих и новых направлений деятельности, а также стратегическую основу, позволяющую руководителям по управлению бизнесом принимать эффективные решения.
В основном он включает критическую оценку пути потребителей или клиентов, текущих и новых направлений деятельности, а также стратегическую основу, позволяющую руководителям по управлению бизнесом принимать эффективные решения.
Нашей ключевой основой является 4-квадрантная структура EIRS, которая предлагает подробную визуализацию четырех элементов:
- Клиент E Карты опыта
- I Наблюдения и инструменты, основанные на исследованиях на основе данных
- Практичность R Результатов для удовлетворения всех бизнес-приоритетов
- S трагические рамки для ускорения пути роста
В исследовании делается попытка оценить текущие и будущие перспективы роста, неиспользованные возможности, факторы, определяющие их потенциал дохода, а также структуру спроса и потребления на мировом рынке, разбив его на региональную оценку.
Комплексно охвачены следующие региональные сегменты:
- Северная Америка
- Азиатско-Тихоокеанский регион
- Европа
- Латинская Америка
- Ближний Восток и Африка
Структура квадранта EIRS в отчете суммирует наш широкий спектр основанных на данных исследований и рекомендаций для CXO, чтобы помочь им принимать более обоснованные решения для своего бизнеса и оставаться лидерами.
Ниже приведен снимок этих квадрантов.
1. Карта впечатлений клиентов
Исследование предлагает всестороннюю оценку различных поездок клиентов, имеющих отношение к рынку и его сегментам. Он предлагает различные впечатления клиентов о продуктах и использовании услуг. Анализ позволяет более внимательно изучить их болевые точки и опасения в различных точках контакта с клиентами. Решения для консультаций и бизнес-аналитики помогут заинтересованным сторонам, включая CXO, составить карты клиентского опыта, соответствующие их потребностям.Это поможет им нацелиться на повышение взаимодействия клиентов с их брендами.
Он предлагает различные впечатления клиентов о продуктах и использовании услуг. Анализ позволяет более внимательно изучить их болевые точки и опасения в различных точках контакта с клиентами. Решения для консультаций и бизнес-аналитики помогут заинтересованным сторонам, включая CXO, составить карты клиентского опыта, соответствующие их потребностям.Это поможет им нацелиться на повышение взаимодействия клиентов с их брендами.
2. Анализ и инструменты
Различные идеи в исследовании основаны на тщательно продуманных циклах первичных и вторичных исследований, с которыми аналитики участвуют в ходе исследования. Аналитики и советники TMR применяют отраслевые инструменты количественного анализа клиентов и методологии прогнозирования рынка для получения результатов, что делает их надежными.В исследовании предлагаются не только оценки и прогнозы, но и лаконичная оценка этих цифр в динамике рынка. Эти идеи объединяют основанные на данных исследовательские рамки с качественными консультациями для владельцев бизнеса, CXO, политиков и инвесторов. Эти идеи также помогут их клиентам преодолеть свои страхи.
3. Практические результаты
Выводы, представленные в этом исследовании TMR, являются незаменимым руководством для выполнения всех бизнес-приоритетов, в том числе критически важных.Результаты при внедрении показали ощутимые преимущества для заинтересованных сторон и предприятий отрасли в повышении их производительности. Результаты адаптируются к индивидуальной стратегической структуре. Исследование также иллюстрирует некоторые из недавних тематических исследований по решению различных проблем компаниями, с которыми они столкнулись на пути к консолидации.
4. Стратегические рамки
Исследование дает предприятиям и всем, кто интересуется рынком, возможность сформировать широкие стратегические рамки. Это стало более важным, чем когда-либо, учитывая нынешнюю неопределенность из-за COVID-19. В исследовании обсуждаются консультации по преодолению различных подобных прошлых сбоев и предвидятся новые, чтобы повысить готовность. Эти рамки помогают предприятиям планировать свои стратегические согласования для восстановления после таких разрушительных тенденций. Кроме того, аналитики TMR помогут вам разобраться в сложном сценарии и обеспечить отказоустойчивость в неопределенные времена.
Это стало более важным, чем когда-либо, учитывая нынешнюю неопределенность из-за COVID-19. В исследовании обсуждаются консультации по преодолению различных подобных прошлых сбоев и предвидятся новые, чтобы повысить готовность. Эти рамки помогают предприятиям планировать свои стратегические согласования для восстановления после таких разрушительных тенденций. Кроме того, аналитики TMR помогут вам разобраться в сложном сценарии и обеспечить отказоустойчивость в неопределенные времена.
Отчет проливает свет на различные аспекты и дает ответы на актуальные вопросы рынка.Вот некоторые из наиболее важных:
1. Какие варианты инвестиций могут быть наилучшими при освоении новых продуктов и услуг?
2. К каким ценностным предложениям следует стремиться предприятиям, финансируя новые исследования и разработки?
3. Какие нормативные акты будут наиболее полезны для заинтересованных сторон в расширении их сети цепочки поставок?
4. В каких регионах в ближайшем будущем может наблюдаться рост спроса в определенных сегментах?
5.Каковы одни из лучших стратегий оптимизации затрат с поставщиками, с которыми некоторые хорошо зарекомендовавшие себя игроки добились успеха?
6. Какие ключевые перспективы использует топ-менеджер, чтобы вывести бизнес на новую траекторию роста?
7. Какие правительственные постановления могут поставить под сомнение статус ключевых региональных рынков?
8. Как новые политические и экономические сценарии повлияют на возможности в ключевых областях роста?
9.Каковы некоторые из возможностей получения прибыли в различных сегментах?
10. Что будет препятствием для входа на рынок новых игроков?
Примечание: Несмотря на то, что были приняты меры для поддержания наивысшего уровня точности отчетов TMR, недавним изменениям, связанным с рынком / поставщиком, может потребоваться время, чтобы отразить их в анализе.
Гвозди
Гвозди| Гвоздь ручной работы, примерно до 1800 г. | |
| Отрезанный гвоздь типа А, около 1790-1820-х годов | |
| Гвоздь, отрезанный тип B, примерно 1810-1900-е гг. | |
| Проволочный гвоздь, с 1890-х гг. По настоящее время |
Гвозди — одна из лучших подсказок, помогающих определить возраст исторических зданий, особенно построенных в девятнадцатом веке, когда технологии изготовления гвоздей быстро развивались.До последнего десятилетия 1700-х и начала 1800-х годов гвозди ручной работы обычно крепили обшивку и кровельные доски на каркасах зданий. Эти гвозди изготавливались один за другим кузнецом или гвоздем из квадратного железного прута. После нагревания стержня в кузнице гвоздь ударял по всем четырем сторонам размягченного конца, образуя острие. Заостренный стержень гвоздя был повторно нагрет и отрезан. Затем гвоздодел вставлял горячий гвоздь в отверстие в головке гвоздя или наковальне и формировал головку несколькими скользящими ударами молотка.Самой распространенной формой была розовая голова; однако также изготавливались широкие головки типа «бабочка» и узкие L-образные головки. Гвозди с L-образной головкой были популярны для отделки, отделки досок и полов.
Между 1790-ми и началом 1800-х годов в Соединенных Штатах были изобретены различные машины для изготовления гвоздей из железных прутков. Самые ранние машины срезали гвозди с железного прутка, как гильотина. Конусность хвостовика создавалась путем покачивания прутка из стороны в сторону при каждом движении.Они известны как гвозди, остриженные по типу А. Поначалу головки, как и раньше, обычно делали вручную, но вскоре были разработаны отдельные механические станки для забивки гвоздей, которые забивали головкой на конец каждого гвоздя. Этот тип гвоздей изготавливали до 1820-х годов.
К 1810-м годам, однако, была разработана более эффективная конструкция станка для изготовления гвоздей; он переворачивал железный пруток после каждого удара. Когда резак был установлен под углом, каждый гвоздь был срезан до конуса. Таким образом, все гвозди были ориентированы в одном направлении, и одна и та же машина могла автоматически захватывать каждый гвоздь и формировать головку в непрерывной механической операции.Гвозди, изготовленные этим методом, известны как гвозди типа B.
При обрезке гвоздей по краю остается небольшой заусенец при резке металла. Тщательно исследуя края на наличие заусенцев, можно отличить гвозди более раннего типа A от гвоздей более позднего типа B. Гвозди типа A имеют заусенцы на диагонально противоположных краях, в то время как гвозди типа B имеют заусенцы на одной стороне, потому что металл переворачивался при каждом ударе.
Этот вид свидетельств может быть использован для установления примерного периода строительства или перестройки здания.Гвозди типа B оставались наиболее распространенными на протяжении большей части девятнадцатого века.
Однако с быстрым развитием Бессемеровского процесса производства недорогой мягкой стали в течение 1880-х годов популярность использования железа для изготовления гвоздей быстро пошла на убыль. К 1886 году 10 процентов гвоздей, производимых в Соединенных Штатах, были сделаны из мягкой стальной проволоки. За шесть лет было произведено больше гвоздей из стальной проволоки, чем гвоздей из железной стали. К 1913 году 90 процентов составляли гвозди.Тем не менее, стриженные ногти по-прежнему изготавливаются методом типа B. Они обычно используются для крепления паркетных полов и для различных других специальных целей.
Авторские права на текст и изображения принадлежат Томасу Виссер. Адаптировано из A Field Guide to New England Barns and Farm Building Томаса Д. Виссера, опубликованного Университетским издательством Новой Англии. Для получения дополнительной информации обращайтесь:
tvisser@uvm. edu
edu
Этот маникюр с проволокой примерно такой же простой, как и дизайн ногтей
С тех пор, как пару лет назад искусство ногтей впервые появилось на рынке красоты, маникюр становился все более сложным.Сначала нейл-арт просто относился к приподнятому маникюру — акцентный гвоздь здесь, полоска там — с тех пор эта тенденция породила некоторые серьезные образы нового уровня (стеклянные гвозди, кто-нибудь?)
За это мы можем поблагодарить Ын Кён Пак, основательница (и королева нейл-арта) знаменитого салона Unistella в Сеуле, Южная Корея. За свою карьеру мастера маникюра — я имею в виду художника — Пак создала одни из самых потрясающих стилей в этом жанре, часто используя материалы, никогда ранее не встречавшиеся в мире нейл-арта (подумайте: помпоны, кристаллы и даже мини брелоки для ногтей).
Около двух недель назад Пак дебютировал в Instagram в новом образе. Совершенно отличаясь от супер-блестящего разноцветного маникюра, которым она стала известна, изобретательный новый маникюр Пак включает в себя нанесение ультратонких нитей золотой проволоки на ногти для создания уникальных трехмерных рисунков. Скульптурный маникюр из проволоки, получивший название «гвоздь из проволоки», — хотя и привлекает внимание и, безусловно, трудно воссоздать, — он удивительно тонкий, особенно в сочетании с голой или голой ногтевой базой. Кроме того, помимо нанесения, он относительно прост: гель-лак удерживает проволоку на месте, а прозрачная основа сохраняет внешний вид аккуратным и без сколов.Дамы, не требующие особого ухода, это для вас.
Парку пришла в голову идея поэкспериментировать с проводом от неоновых вывесок старой школы, вроде тех, которые часто вешают в окна бара. Она сказала Marie Claire : «Когда вы делаете неоновые вывески, вы должны сгибать провода, чтобы сделать определенные буквы. Это один длинный провод, который изгибается, чтобы образовать и соединить буквы. Я подумал, что это действительно круто, и, поскольку ногти — это аксессуар, я хотел, чтобы они использовались для выражения. Как кольца. Идея пришла Пак сама, но мы должны сказать, что она также напоминает нам красивые ногти, которые мы видели на показе Rodarte летом 2017 года, которые были оставлены чистыми, но окаймлены тонкими золотыми блестками, как крошечные цепочки ожерелий.
Как кольца. Идея пришла Пак сама, но мы должны сказать, что она также напоминает нам красивые ногти, которые мы видели на показе Rodarte летом 2017 года, которые были оставлены чистыми, но окаймлены тонкими золотыми блестками, как крошечные цепочки ожерелий.
Еще более интересный дизайн ногтей inspo:
- Самый крутой нейл-арт 2017 года, который вы даже не можете найти на Pinterest
- Лучший маникюр и нейл-арт на NYFW Spring 2017
После некоторых экспериментов Пак поняла, что этот образ лучше всего выглядит с помощью ультратонкой металлической проволоки: она использует золото, но и серебро тоже подойдет. С помощью пинцета можно придать проволоке любую форму и манипулировать ею буквально в любом стиле по вашему выбору, от минималистичного дизайна с негативным пространством до замысловатой художественной сцены.Единственный совет Парка? Убедитесь, что конец имеет «красивую отделку», чтобы он не зацепился за вашу одежду (или, э-э, ваше глазное яблоко). Все остальное зависит от вас.
Ознакомьтесь с некоторыми из рисунков Парка, созданными для маникюра, чтобы вдохновиться, и следите за мастерами маникюра в Instagram, чтобы найти более уникальные, нестандартные идеи для дизайна ногтей.
Теперь посмотрите, как создать галактические ногти с мастером по маникюру TraceyLee менее чем за 90 секунд:
Голосуйте за свой любимый макияж, средства для ухода за кожей, волосами и телом до 20 февраля 2017 г. и выиграйте один из четырех потрясающих призов красоты!
Отчет о проекте по кредиту банка Wire nails
ОТЧЕТ О ПРОЕКТЕПроволочные гвозди
АдресВведение
Отчет по проекту проволочных гвоздей выглядит следующим образом:
Проволочные гвозди — очень известный товар, так как это очень распространенный продукт, который обычно используется в повседневной жизни. Используется для крепления. Его использование настолько широко, что стало неотъемлемой частью жизни. Проволочные гвозди — это острые предметы в форме булавок из твердого металла или сплава, используемые в качестве крепежных элементов. Обычно они изготавливаются из стали, часто погруженной в окунание или с покрытием для предотвращения коррозии в суровых условиях или улучшения адгезии. Обычные гвозди для дерева обычно изготавливаются из мягкой, низкоуглеродистой или мягкой стали, а гвозди для бетона — более твердые. Гвозди используются в различных целях и отраслях, от строительства до столярных работ.Существует огромное разнообразие гвоздей, поскольку они используются для самых разных целей. Гвозди представляют собой острые предметы в форме штифта из твердого металла или сплава, используемые в качестве крепежных элементов. Обычно они изготавливаются из стали, часто с покрытием для предотвращения коррозии в суровых условиях. или улучшить адгезию. Обычные гвозди для дерева обычно изготавливаются из мягкой, низкоуглеродистой или малоуглеродистой стали, а для бетона — более твердые. Гвозди используются для различных целей и отраслей, от строительства и строительства до плотницких работ. Существует огромное разнообразие гвоздей, поскольку они используются для множества разных целей.В последние годы местная промышленность росла неустойчиво. Поскольку производство проволочных гвоздей можно было осуществлять в небольших или даже в домашних условиях, количество работающих гвоздей растет как грибы. будет напрямую зависеть от строительной активности в стране. Поскольку мы знаем, что в настоящее время страна сталкивается с острой жилищной проблемой, естественно, что спрос на проволочные гвозди высок.
Используется для крепления. Его использование настолько широко, что стало неотъемлемой частью жизни. Проволочные гвозди — это острые предметы в форме булавок из твердого металла или сплава, используемые в качестве крепежных элементов. Обычно они изготавливаются из стали, часто погруженной в окунание или с покрытием для предотвращения коррозии в суровых условиях или улучшения адгезии. Обычные гвозди для дерева обычно изготавливаются из мягкой, низкоуглеродистой или мягкой стали, а гвозди для бетона — более твердые. Гвозди используются в различных целях и отраслях, от строительства до столярных работ.Существует огромное разнообразие гвоздей, поскольку они используются для самых разных целей. Гвозди представляют собой острые предметы в форме штифта из твердого металла или сплава, используемые в качестве крепежных элементов. Обычно они изготавливаются из стали, часто с покрытием для предотвращения коррозии в суровых условиях. или улучшить адгезию. Обычные гвозди для дерева обычно изготавливаются из мягкой, низкоуглеродистой или малоуглеродистой стали, а для бетона — более твердые. Гвозди используются для различных целей и отраслей, от строительства и строительства до плотницких работ. Существует огромное разнообразие гвоздей, поскольку они используются для множества разных целей.В последние годы местная промышленность росла неустойчиво. Поскольку производство проволочных гвоздей можно было осуществлять в небольших или даже в домашних условиях, количество работающих гвоздей растет как грибы. будет напрямую зависеть от строительной активности в стране. Поскольку мы знаем, что в настоящее время страна сталкивается с острой жилищной проблемой, естественно, что спрос на проволочные гвозди высок.
Продукт / услуги и процесс
Большинство гвоздей делают из мотков металлической проволоки.Проволока подается в гвоздильный станок, который может производить до 700 гвоздей в минуту. Затем гвозди можно дополнительно скручивать или формировать, очищать, обрабатывать и упаковывать.
Завод и оборудование / оборудование
Станок для изготовления гвоздей (3 дюйма x4 мм, 2,5 дюйма x3 мм, 2 дюйма x2,5 мм) — 01 комплект
Станок для изготовления гвоздей (2,5 дюйма x3,2 мм, 2 дюйма x3,2 мм) — 01 набор
Станок для изготовления гвоздей (2 «x3,6 мм, 1,5» x2,6 мм) — 01 набор
Станок для изготовления гвоздей (1 «x2 мм, 1,5» x2 мм) — 01 набор
Полировальный станок — 01 набор
Настольный шлифовальный станок — 01 комплект
Сверлильный станок — 01 комплект
Рыночный потенциал и стратегия
В Индии наблюдается строительный бум, особенно в пригородных районах.Это значительно увеличило спрос на строительные материалы, в том числе на проволочные гвозди, которые, как ожидается, будут идти в ногу с восходящей траекторией в течение многих последующих десятилетий. По данным отрасли, только несколько процентов от общего спроса удовлетворяется за счет местного производства, а в остальном государство зависит от внешней продукции для удовлетворения неудовлетворенного спроса.
Краткий обзор проекта
Название и адрес подразделения
Гвоздь проволока
Адрес
Подробная информация о блоке
| Электронное письмо | : | [электронная почта защищена] | Телефон | : | 00000 |
| Конституция | : | Правосудие |
| Общая стоимость проекта | : | ******* |
| Фиксированный капитал | : | ******* |
| Рабочий капитал | : | ******* |
| Итого банковский кредит | : | ******* |
| Вклад промоутера (ов) | : | ******* |
| Срок кредита | : | ******* |
| Кредит оборотного капитала | : | ******* |
Имя и адрес организаторов
|
 Почта
ПочтаКоэффициент осуществимости проекта
| Коэффициент покрытия обслуживания долга (средний) | : 1.87 |
| Коэффициент текущей ликвидности (средний) | : 2,63 |
| Год 1 | Год 2 | Год 3 | Год 4 | Год 5 | |
|---|---|---|---|---|---|
| Коэффициент текущей ликвидности | 1,53 | 2,06 | 2,62 | 3,19 | 3,76 |
| Коэффициент быстрой | 1.13 | 1,56 | 2,10 | 2,64 | 3,18 |
| Коэффициент покрытия процентов | 3,87 | 5,55 | 7,00 | 9,48 | 14,71 |
| Коэффициент заемного капитала | 2,863 | 2.080 | 1,528 | 1,020 | 0,542 |
| TOL / TNW | 3,02 | 1,45 | 0,79 | 0,43 | 0,21 |
| DSCR | 1,65 | 1,86 | 1.90 | 1,94 | 1,97 |
| Валовая прибыль Доля продаж% | 29,23% | 28,54% | 28,18% | 27,86% | 27,50% |
| Чистая прибыль Доля продаж% | 10,84% | 10. 56% 56% | 11,10% | 11,57% | 11,90% |
| BEP в% от установленной мощности% | 49,90% | 27,12% | 27,12% | 27,12% | 27,12% |
| BEP при продаже | рупий2,620,800.00 | 1,840,695,65 | 1 972 173,91 | 2 103 652,17 | 2,235,130,43 |
| Рентабельность вложенного капитала | 0,26 | 0,34 | 0,34 | 0,33 | 0,33 |
График осуществимости проекта
| Выручка по сравнению с расходами | Разделение расходов | ||||
| |||||
| |||||
Стоимость проекта
Sl. нет нет | Товар | .Сумма | рупий
|---|---|---|
| 1 | Ручной инструмент | ******* |
| 2 | Весы на 300 кг | ******* |
| 3 | Матрица | ******* |
| 4 | Сверлильный станок | ******* |
| 5 | Станок шлифовальный | ******* |
| 6 | Полировальный станок | ******* |
| 7 | Гвоздильный станок 1’x2mm, 1.5 | ******* |
| 8 | Гвоздильный станок 2 | ******* |
| 9 | Гвоздильный станок 2,5 ‘x 3 мм 2’ x 3,2 мм | ******* |
| 10 | Гвоздильный станок 3х4мм, 2.5х3мм, 2х2.5мм | ******* |
| 11 | Стол и стулья | ******* |
| 12 | Компьютер и принтер | ******* |
| 13 | Электрификация | ******* |
| 14 | Inaguration | ******* |
| 15 | Отчет по проекту | ******* |
| 16 | Оборотный капитал | ******* |
| Всего | ******* |
Расчет оборотного капитала
| Sl.нет | Товар | .Сумма | рупий
|---|---|---|
| 1 | Расходные материалы / на складе | ******* |
| 2 | Незавершенное производство | ******* |
| 3 | Готовая продукция | ******* |
| 4 | Рабочий расход. | ******* |
| 5 | Дебиторская / мелкая дебиторская задолженность | ******* |
| 6 | Кредиторская задолженность | ******* |
| 7 | Итого оборотный капитал | ******* |
| 8 | Собственный вклад | ******* |
| 9 | Заем на оборотный капитал | ******* |
Годовой объем продаж / выручка
| Sl.нет | Товар | .Оценка | Кол-во | Блок | Итого | рупий|
|---|---|---|---|---|---|---|
| 1 | Продажи | ******* | Х | 318000 | Килограмм | ******* |
| Всего | ******* | |||||
Итого годовые расходы
| Sl.нет | Товар | .Сумма | рупий
|---|---|---|
| 1 | Аренда | ******* |
| 2 | Квалифицированный рабочий (1) | ******* |
| 3 | Полуквалифицированный рабочий (2) | ******* |
| 4 | Продавец (1) | ******* |
| 5 | Офисный персонал (1) | ******* |
| 6 | Расходы на техническое обслуживание | ******* |
| 7 | Плата за электричество | ******* |
| 8 | Расходы на бензин | ******* |
| 9 | Почтовая оплата и телефон | ******* |
| 10 | Стационарный | ******* |
| 11 | Деревянная пыль | ******* |
| 12 | Упаковочные материалы | ******* |
| 13 | Высокоскоростная проволока для гвоздя | ******* |
| Всего | ******* |
Заявление фонда
Sl. нет нет | Товар | Субсидия% | № | Оценить | Сумма | рупий
|---|---|---|---|---|---|
| 1 | Ручной инструмент | ******* | 1 | ******* | ******* |
| 2 | Весы на 300 кг | ******* | 1 | ******* | ******* |
| 3 | Матрица | ******* | 1 | ******* | ******* |
| 4 | Сверлильный станок | ******* | 1 | ******* | ******* |
| 5 | Станок шлифовальный | ******* | 1 | ******* | ******* |
| 6 | Полировальный станок | ******* | 1 | ******* | ******* |
| 7 | Гвоздильный станок 1’x2mm, 1.5 | ******* | 1 | ******* | ******* |
| 8 | Гвоздильный станок 2 | ******* | 1 | ******* | ******* |
| 9 | Гвоздильный станок 2,5 ‘x 3 мм 2’ x 3,2 мм | ******* | 1 | ******* | ******* |
| 10 | Гвоздильный станок 3х4мм, 2.5’x3 мм, 2’x2,5 мм | ******* | 1 | ******* | ******* |
| 11 | Стол и стулья | ******* | 1 | ******* | ******* |
| 12 | Компьютер и принтер | ******* | 1 | ******* | ******* |
| 13 | Электрификация | ******* | 1 | ******* | ******* |
| 14 | Inaguration | ******* | 1 | ******* | ******* |
| 15 | Отчет по проекту | ******* | 1 | ******* | ******* |
| Всего инвестиций | ******* | ||||
| Общая субсидия | ******* | ||||
| Чистые инвестиции | ******* | ||||
Средства финансирования
Sl. нет нет | Товар | Сумма |
|---|---|---|
| 1 | Срочная ссуда | ******* |
| 2 | Заем на оборотный капитал | ******* |
| 3 | Всего заем | ******* |
| 4 | Вклад в срочный кредит | ******* |
| 5 | Вклад в оборотный капитал | ******* |
| Год 1 (! *) | Год 2 | Год 3 | Год 4 | Год 5 | ||
|---|---|---|---|---|---|---|
| Выручка от операционной деятельности | ||||||
| Продажи | 15.93 | ***** | ***** | ***** | ***** | ***** |
| Добавить: | ||||||
| Закрытие | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Итого | ***** | ***** | ***** | ***** | ***** | |
| Меньше: | ||||||
| Открытие | 0. 00 00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Покупка акций | 7,20 | ***** | ***** | ***** | ***** | ***** |
| Заработная плата | 3,60 | ***** | ***** | ***** | ***** | ***** |
| Расходы на ремонт и техническое обслуживание | 0.24 | ***** | ***** | ***** | ***** | ***** |
| газ | 0,12 | ***** | ***** | ***** | ***** | ***** |
| Счет за ЭЛЕКТРОЭНЕРГИЮ | 0.12 | ***** | ***** | ***** | ***** | ***** |
| Итого | ***** | ***** | ***** | ***** | ***** | |
| Валовая прибыль | ***** | ***** | ***** | ***** | ***** | |
| Меньше: | ||||||
| Аренда | 0. 12 12 | ***** | ***** | ***** | ***** | ***** |
| Плата за телефон / почту и Интернет | 0,12 | ***** | ***** | ***** | ***** | ***** |
| Итого | ***** | 0 ***** | ***** | ***** | ***** | |
| Амортизация | ***** | ***** | ***** | ***** | ***** | |
| Проценты по TL | ***** | ***** | ***** | ***** | ***** | |
| Проценты по WC | ***** | ***** | ***** | ***** | ***** | |
| Всего | ***** | ***** | ***** | ***** | ***** | |
| Прибыль до налогообложения | ***** | ***** | ***** | ***** | ***** | |
| Налог на прибыль | ***** | ***** | ***** | ***** | ***** | |
| Прибыль после налогообложения | ***** | ***** | ***** | ***** | ***** |
Отчет о движении денежных средств
| Приток денежных средств | Дооперационный период | Год 1 | Год 2 | Год 3 | Год 4 | Год 5 |
|---|---|---|---|---|---|---|
| Капитал | 0. 63 63 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Субсидия | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Срок | ***** | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Прибыль до налогообложения с процентами | 0,00 | ***** | ***** | ***** | ***** | ***** |
| Увеличение кредита на WC | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Амортизация | 0,00 | ***** | ***** | ***** | ***** | ***** |
| Увеличение краткосрочного обязательства | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Общий приток денежных средств | ***** | ***** | ***** | ***** | ***** | ***** |
| Отток денежных средств | ||||||
| Основные средства | ***** | ***** | ***** | ***** | ***** | ***** |
| Увеличение оборотных активов | 0. 00 00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Проценты на TL | 0,00 | ***** | ***** | ***** | ***** | ***** |
| Проценты по WC | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Налог на прибыль | 0,00 | ***** | ***** | ***** | ***** | ***** |
| Уменьшение срока кредита | ***** | ***** | ***** | ***** | ***** | |
| Чертеж | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Общий отток денежных средств | ***** | ***** | ***** | ***** | ***** | ***** |
| Начальное сальдо | ***** | ***** | ***** | ***** | ***** | ***** |
| Чистый денежный поток | 0.00 | ***** | ***** | ***** | ***** | ***** |
| Конечное сальдо | 0,00 | ***** | ***** | ***** | ***** | ***** |
Бухгалтерский баланс
| Ответственность | Дооперационный период | Год 1 | Год 2 | Год 3 | Год 4 | Год 5 |
|---|---|---|---|---|---|---|
А. Фонды пайщиков Фонды пайщиков | ||||||
| Капитал | ***** | ***** | ***** | ***** | ***** | ***** |
| Резервы и излишки | 0.00 | ***** | ***** | ***** | ***** | ***** |
| Б. Долгосрочные обязательства | ||||||
| Срок | ***** | ***** | ***** | ***** | ***** | ***** |
| С.Краткосрочные обязательства | ||||||
| Кредит оборотного капитала | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 | 0.00 |
| Кредиторская задолженность | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Общая ответственность | ***** | ***** | ***** | ***** | ***** | ***** |
| Актив | ||||||
А. Внеоборотные активы Внеоборотные активы | ||||||
| Основные средства | ***** | ***** | ***** | ***** | ***** | ***** |
| Б.Оборотные активы | ||||||
| Опись | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Торговая дебиторская задолженность | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Денежные средства и их эквиваленты | ***** | ***** | ***** | ***** | ***** | ***** |
| Итого активы | ***** | ***** | ***** | ***** | ***** | ***** |
Погашение срочной ссуды
| Год | Рассрочка | Отлично в начале | Выплата основного долга | Проценты | Выплаченная сумма | Отлично на конец |
|---|---|---|---|---|---|---|
| 1 | 1 | ***** | ***** | ***** | ***** | ***** |
| 1 | 2 | ***** | ***** | ***** | ***** | ***** |
| 1 | 3 | ***** | ***** | ***** | ***** | ***** |
| 1 | 4 | ***** | ***** | ***** | ***** | ***** |
| 1 | 5 | ***** | ***** | ***** | ***** | ***** |
| | | | | | | | | | | | | | |
| | | | | | | | | | | | | | |
| 5 | 56 | ***** | ***** | ***** | ***** | ***** |
| 5 | 57 | ***** | ***** | ***** | ***** | ***** |
| 5 | 58 | ***** | ***** | ***** | ***** | ***** |
| 5 | 59 | ***** | ***** | ***** | ***** | ***** |
| 5 | 60 | ***** | ***** | ***** | ***** | ***** |
Коэффициент покрытия обслуживания долга
| Сведения | Год 1 | Год 2 | Год 3 | Год 4 | Год 5 |
|---|---|---|---|---|---|
| Поступления | |||||
а). Чистая прибыль Чистая прибыль | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| б) Амортизация | 0,00 | 0,00 | 0,00 | 0,00 | 0,30 |
| c) Проценты по срочному кредиту | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Итого | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Выплаты | |||||
| а).Основная сумма займа | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| б) проценты по срочному кредиту | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| Итого | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 |
| DSCR | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
Амортизация
| Сведения | Оценка | Год 1 | Год 2 | Год 3 | Год 4 | Год 5 |
|---|---|---|---|---|---|---|
| Дом | 0. 00 00 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| за вычетом амортизации | 0,00 | 0,00 | 0,00 | 0.00 | 0,00 | |
| Записанная стоимость | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Компьютеры / Принтеры / Копировальные аппараты / Электронные устройства | 00 | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 |
| за вычетом амортизации | 0,00 | 0,00 | 0,00 | 0,00 | 0.00 | |
| Записанная стоимость | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Мебель и оборудование | 00 | 0,00 | 0.00 | 0,00 | 0,00 | 0,00 |
| за вычетом амортизации | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Записанная стоимость | 0. 00 00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Стеллажи и хранение / Внутренние работы | 00 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| за вычетом амортизации | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Записанная стоимость | 0,00 | 0,00 | 0,00 | 0,00 | 0.00 | |
| новинка | 00 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| за вычетом амортизации | 0,00 | 0.00 | 0,00 | 0,00 | 0,00 | |
| Записанная стоимость | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| новый | 00 | 0. 00 00 | 0,00 | 0,00 | 0,00 | 0,00 |
| за вычетом амортизации | 0,00 | 0,00 | 0,00 | 0,00 | 0.00 | |
| Записанная стоимость | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Кондиционер | 00 | 0,00 | 0.00 | 0,00 | 0,00 | 0,00 |
| за вычетом амортизации | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Записанная стоимость | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Прочие инвестиции | 00 | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 |
| за вычетом амортизации | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Записанная стоимость | 0,00 | 0,00 | 0,00 | 0,00 | 0. 00 00 | |
| Итого за вычетом амортизации | 0,00 | 0,00 | 0,00 | 0,00 | 0,00 | |
| Итого списанная стоимость | 0.00 | 0,00 | 0,00 | 0,00 | 0,00 |
Заключение
Проект в целом описывает масштабы и жизнеспособность торговой отрасли и, в основном, ее финансовый, технический и рыночный потенциал. Проект гарантирует достаточный фонд для погашения кредита, а также дает хорошую отдачу от капитальных вложений.При анализе социально-экономического воздействия этот проект может обеспечить занятость от 5 человек и выше. Он удовлетворит спрос на торговлю и, таким образом, поможет другим хозяйствующим субъектам увеличить производство и услуги, которые предоставляют услуги и поддержку этой отрасли. Таким образом, более цикличная занятость и создание средств к существованию. Таким образом, можно сделать вывод, что проект технически и социально жизнеспособен, а также коммерчески оправдан.
.