Из какой проволоки делают гвозди
- Самоделки для домашнего мастера
- Спутник мастера — ящик для инструментов
- Делаем и починяем ведра, тазы, самоварные трубы
- Режущие металл
- Самодельный кернер
- Направляющие втулки для нарезки трубной резьбы
- Плашка без плашкодержателя
- Трехгранное сверло
- Трубы и трубная резьба
- Омоложение напильников
- Идеальный станок для изготовления сетки «Рабица»
- Приспособление для навивки цилиндрических пружин
- Электродуговая пайка
- Термитный карандаш с затравкой
- Как сваривать чугун
- Удаление ржавчины
- Золочение металлических предметов
- О золочении, серебрении, оксидировании
- Монетный двор — гальваническая ванна
- Как правильно паять
- Сага о гвоздях
- Немного истории
- Когда гвозди не от той стенки
- Учитесь правильно забивать гвозди
- Учитесь правильно вытаскивать гвозди
- Полезные советы
- Резцы для дерева
- Заточка инструмента
- Как правильно наточить и развести пилу
- Ручной фрезерный станок
- Электромеханический лобзик
- Рубанок-зензубель
- Сверло для мебельных петель
- Советы по столярному делу
- Самодельные ватерпасы и нивелиры
- Удобные гвоздезабивалки
- Крашение дерева
- Пилить как по маслу
- О фанеровании
- Разнообразие абразивов
- Работа с гипсом
- Покраска самодельных гипсовых изделий
- Обработка стекла
- Лабораторное стекло
- Использование органического стекла
- Узоры на стекле
- Усовершенствуем ёлку со световодами
Учитесь правильно вытаскивать гвозди
Гвозди из материала извлекают клещами, гвоздодером, плоскогубцами и т.п.
При этом «добывание» гвоздей из досок, обуви и т.д. требует не меньше смекалки и навыка, чем их забивание. Но во всех случаях, чтобы воспользоваться клещами или другими перечисленными инструментами, приходится приподнять (обнажить) шляпку гвоздя.
Когда конец гвоздя загнут, его выпрямляют и пытаются выбить гвоздь с тыла.
А чтобы гвоздь легче выходил из материала при ударах по его острию, выступающую часть смазывают жиром, мылом, водой. Смазка особенно необходима, когда «хвост» гвоздя сильно проржавел. Заметим, что при выпрямлении «хвост» нередко обламывается. Тогда носком молотка или другим гвоздем приходится воздействовать на торец находящегося в материале «обломка», чтобы поднять шляпку последнего. (Зубила, добойники, металлические стержни подходящего размера также пригодны для этой цели.)
Но если до острия гвоздя не добраться, так как оно находится в толще детали, приподнять гвоздь можно только за шляпку. Делают это с помощью зубила или отвертки с проходящим через всю рукоятку стержнем (такая не сломается!), а также молотка.
Специальный минигвоздодер из отвертки с раздвоенной лопаткой, которую несколько отгибают по отношению к стержню, значительно облегчит извлечение самых мелких гвоздиков.
Бывают случаи, когда подцепить шляпку ни отверткой, ни зубилом не удается. Тогда придется прибегнуть к помощи стамески и сделать вокруг головки углубление, которое поможет плотно захватить шляпку губками клещей. Если же и этот вариант по каким-то причинам не проходит, срубите неподступную шляпку зубилом, а подходящим гвоздем (или оправкой) выбейте старый гвоздь с противоположной стороны детали.
Итак, мы узнали, как добраться до шляпки забитого гвоздя и подготовить (приподнять) ее для захвата гвоздя уже специализированным гвоздодерным инструментом. Наиболее удобны для удаления забитых гвоздей малой и средней величины клещи. чем «размашистей» губки клещей (размер «К» на рисунке) и чем длиннее их ручки, тем меньше будет усилие, необходимое для «подъема» стержня из древесины. Однако искусственное удлинение рукояток с помощью металлических трубок недопустимо с точки зрения техники безопасности, так как обычный результат такой рационализации — травмы.
«Тащить» гвоздь клещами сподручнее всего вначале, когда губки подхватывают головку. Но вот стержень выступил из древесины на 5-10 мм и дальше вытягивать гвоздь, не меняя захвата, становится невозможным. Поэтому теперь следует губками захватить стержень гвоздя уже пониже головки. Но стержень — гладкий, скользкий. И чтобы кромками губок надежно зацепить стержень, необходимо значительное усилие. Хорошо бы, продолжая выдергивать гвоздь, вновь использовать головку. Это возможно, если опорную поверхность для наружных округлостей губок повысить, подложив под клещи дощечки, пластинки и т.п. Кстати, аналогичный прием используют и на последующих стадиях вытягивания гвоздя, в том числе и с помощью инструментов иной конструкции (гвоздодеров, кусачек).
Вот еще одна уловка, знание которой поможет при вытягивании гвоздей. Когда гвоздь ступенчато (в несколько захватов) извлекают из древесины, наклоняя клещи в одну и ту же сторону, то форма вынутого гвоздя будет напоминать дугу, и без рихтовки такой гвоздь в доску снова не заколотишь. Однако работы по выпрямлению гвоздя сведутся к минимуму, если клещами действовать в одной плоскости, но наклонять их, вынимая гвоздь, в разные стороны. Кстати, деревянные или пластмассовые дополнительные опоры, подкладываемые под наружные округлости губок клещей, отлично предохранят поверхность самой детали от повреждений.
Столярный молоток с раздвоенным носиком также удобен для извлечения гвоздей. И здесь способ ступенчатого вытаскивания гвоздей, изложенный выше, вполне приемлем. Правда, деревянная рукоятка молотка не долго способна терпеть такие нагрузки и обычно скоро ломается вблизи головки. Если такое случилось, а забитых гвоздей осталось еще много, приварите к молотку металлическую трубу подходящего диаметра.
Производство гвоздей
Теперь ручка у гвоздодерного молотка не сломается.
Но все же клещами действовать сподручнее, чем молотком.
Последний из-за своих «застывших» размеров часто оказывается либо слишком громоздким, либо слишком миниатюрным для захвата нужного гвоздя. А при отсутствии головки у гвоздя такой молоток способен лишь скользить по стержню.
Кусачками вытаскивают гвозди только в том случае, когда нет других инструментов. Учтите, что кусачки в основном служат для зачистки проводов от изоляции и перекусывания проволоки из цветных металлов. Поэтому режущие кромки кусачек непременно затупятся, а то и выщербятся, если ими зажимать стальные гвозди. Причем, удерживая гвоздь диаметром 1-1,5 мм, нельзя сильно сжимать рукоятки кусачек, чтобы не перекусить гвоздь.
При вытаскивании гвоздей боек молотка иной раз оказывается нужнее клещей, например, когда из доски торчит гвоздь почти во всю свою длину. Здесь придется сначала гвоздь вбить «обратно». Стержни крупных гвоздей при этом лучше предварительно смазать маслом, особенно, если они заржавели. А чтобы не очень затуплять острие стержня, на него кладут латунную или алюминиевую пластину.
Итак, острие загнали в древесину. Теперь окончательное извлечение гвоздя за клещами.
Вот вы решили использовать для каких-либо целей подходящую по размерам старую доску с ранее забитыми в нее гвоздями. Однако это не всегда осуществимо. В подобных случаях, если декоративный вид доски или изделия в целом не имеет значения, то торчащую часть стержня лучше либо загнуть, либо отрезать ножовкой. Подчас ее несложно и отломить. Выступающую же головку гвоздя можно просто загнать в древесину одним ударом молотка.
Если доски уже пришли в негодность, а вот торчащие в них гвозди еще ничего, не выбрасывайте их с досками — пригодятся.
Не забывайте о дедовском способе извлечения металлических деталей из дерева: гвозди проще всего добыть с помощью огня. Отбракованные жерди, брусья сжигают в печи или на костре и выбирают из золы, естественно, не сгоревшие гвозди.
Крупные гвозди выпрямляют, сбивая окалину, мелкие обычно уже никуда не годятся. Гвоздь, подвергнутый огневой обработке, даже со снятой окалиной имеет неровную поверхность, поэтому перед тем как забить такой гвоздь, его смазывают опять же маслом.
Как известно, прошедшие огонь гвозди менее подвержены ржавлению. Некоторые мастера и новые гвозди специально обжигают, нагревают докрасна и сразу после этого бросают в холодное жидкое масло. В результате гвозди приобретают закалку и способность не ржаветь длительное время в условиях влажной среды.
Массивные деревянные конструкции, соединенные гвоздями, разбивают поначалу молотком или кувалдой.
Цель — образование между деталями щелей, в которые потом вставят лезвие топора, лома или гвоздодера.
чем тоньше заточка инструмента, тем легче лезвие проникает в щель и тем быстрее идет процесс «реструктуризации» — разделения конструкции на отдельные элементы.
Источники: http://umelyeruki.ru/?Saga_o_gvozdyah/Uchitesj_praviljno_vytaskivatj_gvozdi
+-Читать еще ≫Click to collapse
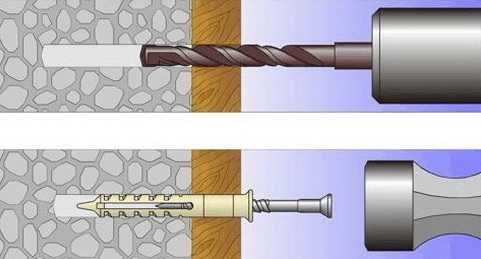
Как вытащить, как забить гвоздь или дюбель-гвоздь
Быстрый монтаж и гвозди — самые простые и распространенные варианты крепежей у домашнего мастера. Но обращаться с ними нужно правильно. В процессе ремонта или выполнения строительных работ часто возникает необходимость забить обыкновенный гвоздь в бетонную стену, вытащить его из доски, когда обломана шляпка.
В этой статье Вы получите ответы на такие вопросы:

Вариантов масса, и все они кажутся обыденными, пока дело не доходит до самого процесса. Та же ситуацию возникает и с крепежом дюбель-гвоздь. Простое с виду действие превращается в сложнейший процесс, следствием которого становятся разбитые пальцы, осыпавшаяся штукатурка, и даже порча материалов. Но существуют проверенные способы, позволяющие быстро решить проблемную задачу.
Забиваем гвоздь в бетонную стену
Перед тем, как забить гвоздь в бетонную стену, необходимо перфоратором сделать в ней отверстие.
Затем в него плотно забивается молотком обыкновенный деревянный стержень, выстроганный по размеру. Он должен войти в отверстие до упора, а выступающий излишек обрезается обыкновенным ножом. Только после этого уже в дерево по центру забывается гвоздь не менее чем на 2/3 своей длины. Способ старый, но проверенный.
Вытаскиваем гвоздь из стены
Плотно забитый в кирпичную стену гвоздь вытащить не так то и просто. Но существует метод, который намного облегчит задачу. В качестве инструмента надежнее использовать гвоздодер. Чуть менее эффективны клещи. Дабы не повредить поверхность стены, под место, где инструмент в нее упирается, подкладывается плотная широкая доска.
За счет нее давление на стену снизится, и штукатурка, как и обои, останутся целыми. Перед тем, как вытащить гвоздь из стены, по нему нужно ударить молотком, дабы «сорвать» с места.
Вытаскиваем гвоздь из доски
Острый конец гвоздя пробитой насквозь доски выравнивается клещами, а затем максимально выбивается молотком в обратную сторону. Все, что остается сделать — захватить шляпку инструментом. Как вытащить гвоздь из доски окончательно? Лучше всего гвоздодером, так как у него большой рычаг. Но клещи тоже подойдут.
Вытаскиваем гвоздь без шляпки
Часто при извлечении гвоздя из дерева обламывается его шляпка. Вытащить его можно несколькими способами, что зависит от конкретной ситуации:
1. гвоздь вбит не полностью. Здесь все просто – обыкновенные клещи, желательно поострее, да стальная хватка рук, и гвоздь пойдет.
2. гвоздь вбит полностью. В этом случае помогут бокорезы. До того, как вытаскивать гвоздь без шляпки, под инструмент (в месте контакта его с поверхностью) подкладывается кусочек жестянки. Доска прижимается носиками бокорезов, пока гвоздь не будет захвачен. Затем, прижимая к поверхности ручки, потихоньку его вытащить. Далее следовать первому пункту.

В поверхности нужно просверлить соответствующее диаметру дюбеля отверстие на глубину, превышающую его длину на 2 мм. Для этого используется либо перфоратор, либо же обыкновенная дрель (в зависимости от материала). Перед тем, как забить дюбель-гвоздь, отверстие важно очистить от пыли. Дюбель забивается молотком, после чего в него вкручивается или забывается соответствующий гвоздь.
Дюбель-гвоздь нужно забивать или закручивать?
Специалисты говорят, что разницы абсолютно нет. Да и на практике крепеж будет надежен в обоих случаях. Все зависит от имеющегося инструмента. Скажем, при наличии только отвертки или шуруповерта, можно гвоздь закрутить, а если кроме молотка ничего нет – забить. Кроме того, существуют специальные монтажные пистолеты, забивающие дюбель-гвоздь с высокой скоростью.
Перед тем, как вытащить дюбель-гвоздь из стены, либо же другой поверхности, важно обратить внимание, что проблемы возникают именно с дюбелем. Гвоздь немного выкручивается отверткой, затем расшатывается, и резким движением выдергивается вместе с дюбелем. В случае, когда гвоздь извлекается, а пластмассовый дюбель остается в отверстии, его нагревают паяльников, и выковыривают. Можно, кстати, воспользоваться обыкновенным штопором без предварительного разогрева.
Строительные тендеры:
Новое на сайте:
Популярное в этом месяце:
- Какой электрокультиватор купить?
- Как отреставрировать старые деревянные окна
- Борьба с плесенью народными средствами
- Дизайн в японском стиле
- Стяжка пола своими руками. Пошаговое руководство
- Как правильно установить унитаз
- Межкомнатные двери
- Что выбрать? Душевую кабинку или обычную ванну
- Газобетон и пенобетон – сравнительная характеристика
- Почему дом лучше всего строить из пенобетона
- Утепление окон
- Раздвижные межкомнатные двери
- Глянцевые натяжные потолки
- Беседки
Статьи по интересам:
Перепечатка материалов в любом виде, без размещения ссылки на источник, запрещена.
Источники: http://rmnt.net/kak-vytashhit-kak-zabit-gvozd-ili-dyubel-gvozd/27290
stroyvolga.ru
Три способа изготовления гвоздей из латуни
Теги: корпус, фитинги
Дополнительный материал по теме: Изготовление миниатюрных гвоздей
Первый способ. Самый простой. Берём латунную проволоку нужного диаметра, острый скальпель или нож и начинаем отрезать кусок латунной проволоки, катая её на чем-то твёрдом. При отрезании таким способом образуется кольцевой буртик. Данный способ я использую для крепления очень мелких деталей, где надо сымитировать мелкие гвозди. Например, петли руля на шлюпке. В петле и в основе сверлится отверстие чётко по диметру проволоки, вставляется гвоздь, а буртик не даёт пролетать гвоздю через отверстие. Чтобы гвоздь не вылетал из основы, его надо немного изогнуть.
Второй способ. Гвозди со шляпками впотай. Для этого надо сделать небольшую приспособу. Надо взять пластину из металла толщиной 2-3 мм, просверлить в ней отверстие диаметром под проволоку, например 0,5 мм. Далее сверлом 1 мм делаем зенковку на глубину конической части сверла или немного глубже. Приспособа готова.
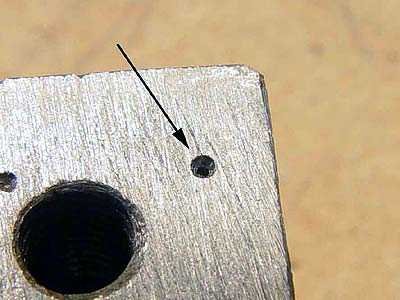
Рис. 1. Зенковка отверстия.
Дальше надо сделать заготовки гвоздей. Для этого понадобиться газовая горелка или бытовая газовая плита, а также сода пищевая в качестве флюса. С их помощью будем формировать на конце проволоки утолщения для шляпок. В небольшое количество соды добавляем несколько капель воды, чтобы получился раствор жидкой сметаны. Окунаем проволоку в раствор соды. Держа проволоку вертикально, подносим к пламени горелки, при этом латунь начинает плавиться, и сворачивается в некое подобие капли.

Рис. 2. Формирование капельки на кончике латунной проволоки.

Рис. 3. Капля на конце латунной проволоки.
Отрезаем от проволоки с каплей нужную длину и повторяем эту операцию нужное количество раз. Далее вставляем заготовки в приспособу и молотком расплющиваем верхушку заготовки.
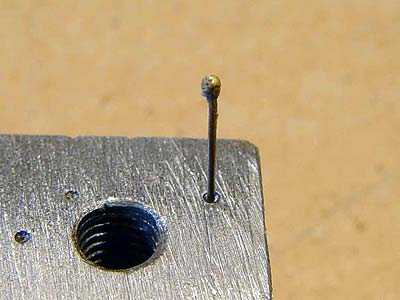
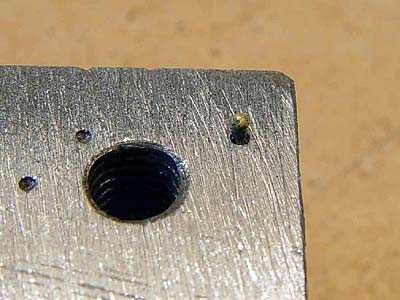
Рис. 4 и 5. Вставляем проволоку в приспособу.
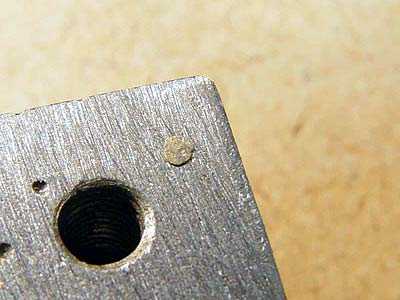
Рис. 6. Расплющиваем.
Потом напильником удаляем лишний металл.

Рис. 7. Обработанная шляпка.
В итоге получается такой гвоздь.

Рис. 8. Гвоздь после обработки в приспособе.
После снятия облоя получаем готовый гвоздь.

Рис. 9. Гвоздь на этапе снятия облоя зажат в цанговый зажим

Рис. 10. Готовый результат
Совет. Перед тем, как формировать шарик на конце проволоки, её надо немного растянуть. Диаметр проволоки немного уменьшится и заготовки будет легко вставлять в приспособу.
Третий способ. Гвозди с полукруглыми шляпками. Здесь тоже надо будет сделать приспособу, достаточно сложную.

Рис. 11. Приспособления для изготовления гвоздей с полукруглыми шляпками
Для начала надо сделать направляющую. Она делается из произвольного металла и произвольной длины. Одно условие, отверстие должно быть калибровано развёрткой. В данном примере диаметр 6 мм. Далее делаем наковальню. Она сделана из хвостовика сверла немного большего 6 мм. и проточена в размер отверстия направляющей. Наковальня должна входить в отверстие направляющей без люфтов, но не туго. Дальше надо сделать пуансоны. Они сделаны из хвостовиков надфилей. Так как диаметр хвостовиков надфилей меньше отверстия направляющей, пришлось сделать переходники, которые тоже должны входить в отверстие направляющей без люфтов. Всё это делается для того, чтобы шляпки были по центру гвоздя. На этом рисунке 12 шляпка гвоздя с полукруглой головкой смещена из-за износа приспособы.
Рис. 12. Слева — нормальный гвоздь, справа — дефектный.
Как сделать полукруг в пуансоне. Для этого понадобится шарик от подшипника, диаметр подбирается, направляющая и переходник пуансона. Отжигаем хвостовик надфиля, чтобы металл стал мягким. На токарном станке делаем не глубокую зенковочку по центру торца хвостовика, собираем пуансон и переходник и вставляем их в направляющую. Кладем шарик на мощное металлическое основание и вколачиваем шарик в пуансон. Шарик может лопнуть, поэтому их должно быть несколько. Далее на токарном станке у пуансона делаем режущую кромку, угол не меньше 120 градусов. При меньшем угле пуансон будет колоться.

Рис. 13 и 14. Пуансоны
Когда углубление и угол сделаны, рабочую сторону пуансона надо закалить. Твёрдость пуансона должна быть такой, чтобы при ударе о наковальню кромка пуансона не сминалась и не кололась. Разогреваем рабочую часть пуансона до вишнёвого цвета и держа вертикально, опускаем в воду. Калить надо только рабочую часть, остальное должно быть мягким. Если надо, то подкаливаем и наковальню. Сделать рабочий пуансон у меня получилось где-то с третьего раза. Первый закалил весь, при первом ударе он раскололся. У второго угол отруба сделал слишком острый, тоже раскололся. Получился только на третьем разе. На рис. 15 левый пуансон немного перекален, режущая кромка поколота, но ничего, работает.

Рис. 15. Сравнение режущих кромок пуассонов.
Используя шарики разного диаметра, получаем шляпки разного размера. Заготовки для гвоздей и обработку делаем по технологии, описанной выше.


Рис. 16 и 17. Вставляем проволоку с шариком на конце в наковальню до упора.

Рис. 18. Наковальню с проволокой помещаем в направляющую.

Рис. 19. А с другого конца направляющей входит пуассон.

Рис. 20. Ударом молотка по пуассону формируется шляпка гвоздя.

Рис. 21. Сформированная шляпка.

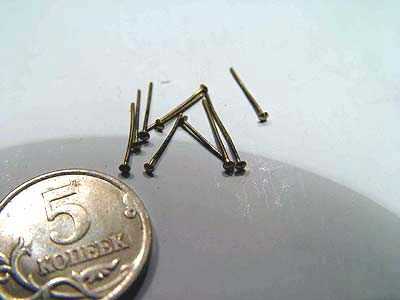
Рис. 22 и 23. Готовый результат
c Андрей Нилов, 2004
c www.shipmodeling.ru
www.shipmodeling.ru
Технология производства гвоздей — OriginalBusiness.ru
Первые гвозди были кованными. Известно, что в античные времена греки и римляне для строительства кораблей применяли довольно длинные, выкованные из медного сплава, гвозди. Эти гвозди имели четырехгранную форму в сечении и коническую от шляпки к острому концу.
С освоением обработки железа, гвозди методом горячей ковки, естественно начали изготавливать из менее дорогого по сравнению с медью, железа. Кузнецы ковали их как для строительства, так и для крепления подков к копытам лошадей.
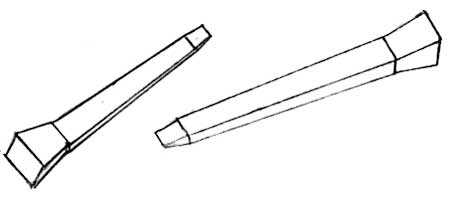
Гвозди для крепления подков называются ухналями. Их до настоящего времени в основном так и изготавливают методом горячей ковки, так как они имеют довольно сложную форму. В сечении они прямоугольные с довольно высокой головкой (5-8 мм). Головка также имеет прямоугольную в сечении форму (рис.1)
Рисунок 1
Ухнали (Гвозди для крепления подков к копытам лошадей)
Малопроизводительная технология производства гвоздей методом ковки потихоньку сошла на нет с появлением металлических проволок.
Металлическая проволока различных диаметров быстро позволила расширить ассортимент гвоздей по размерам, форме, назначению.
Появление проволоки так же явилось основным аргументом для создания станков гвоздильных автоматов, которые в корне изменили технологию производства гвоздей, увеличив производительность и характер труда работников. В гвоздильных автоматах гвоздь формируется методом холодной ковки.
Рассмотрим основные моменты технологии производства гвоздей из проволоки с помощью гвоздильных автоматов .
Проволока для изготовления гвоздей годится не любая. Обычно используется низкоуглеродистая стальная проволока общего назначения ГОСТ 3282-74 не обработанная термически. Марки стали, используемые для изготовления проволоки: Ст 1 КП, Ст 2 КП, Ст 3 КП, Ст3 ПС.
Поставляется проволока в бухтах различных размеров и весов. Так, например, бухта проволоки для изготовления гвоздей диаметром 5 мм весит от 800 до 1200 кг.
Для того, что бы гвоздильный автомат мог легко сматывать проволоку с бухты, необходимы специальные приспособления. Такие приспособления различны по конструкции (некоторые из них схематично изображены на рис.2)
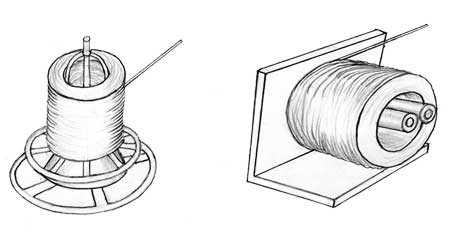
Рисунок 2
Устройство для размотки бухт проволоки
Основные технические устройства и узлы для формирования гвоздя представлены на рис.3
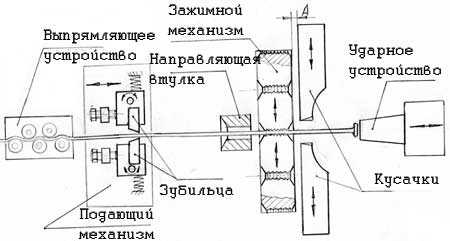
Рисунок 3
Основные технические элементы формирования гвоздя
С бухты проволоку направляют в выпрямляющее устройство. Далее проволока поступает в подающий механизм, с помощью которого регулируют длину гвоздя и подают проволоку в рабочую зону.
Подающий механизм представляет собой пару зубильц, которые при движении в сторону рабочей зоны захватывает проволоку и продвигают ее вперед. Захват проволоки происходит благодаря тому, что поворачиваются вокруг своей оси оправки, в которых закреплены зубильца.
При обратном движении зубильца освобождают проволоку и скользят вдоль нее, при этом проволока не движется и удерживается в нужном положении специальной удерживающей втулкой. Важно, что бы первоначально проволока продвинулась до упора в ударное устройство, которое находится в крайнем правом положении. В этом положении проволока зажимается зажимным механизмом.
Затем, проволока откусывается кусачками. После откусывания кусачки расходятся в стороны с тем, что бы ударное устройство могло своим ударом по торцу проволоки сформировать шляпку гвоздя. После формирования шляпки гвоздя ударное устройство возвращается в исходное положение. Зажимное устройство отпускает проволоку и процесс повторяется.
Необходимо заметить, что зажимное устройство — оно же устройство формирования шляпки гвоздя, состоит из двух дисков. На цилиндрической образующей этих дисков выфрезерованны полукруглые канавки, параллельные оси дисков и углубления под формовку шляпки гвоздя. В канавках делаются насечки, которые удерживают проволоку, когда зажимной механизм зажат. Полукруглые канавки в зажимном устройстве выставляются напротив друг друга. Таким образом они образуют отверстие, в которое и проходит проволока.
На готовом гвозде у его шляпки видны насечки, которые образуются благодаря насечкам в полукруглых канавках.
Кусачки выполнены таким образом, что они не только откусывают проволоку, но и формируют острый конец гвоздя. Угол конусности острого конца гвоздя должен быть не более 40 градусов (условия ГОСТ)
Важно так же и то, какой длины кусочек проволоки выступает перед кусачками. Этот кусочек проволоки идет на формирование шляпки гвоздя и его необходимо регулировать для получения качественной шляпки, устанавливая определенный зазор (А).
Сформированный гвоздь подается под своим весом в поддон.
Реально в гвоздильных автоматах кинематика привода основных технических приспособлений может отличаться друг от друга, но основные технические элементы формирования гвоздя остаются аналогичными, рассмотренным выше.
Остается остановиться на материалах из которых выполнены элементы формирования гвоздя..
Рамки выпрямляющего устройства, направляющая втулка, диски зажимного механизма, кусачки и ударное устройство изготавливаются из инструментальной стали У-8, У-10 или ХВГ. После изготовления все эти части калят до твердости 55-60 R.
Зубильца — это твердосплавные пластины из материала ВК-8.
Автор: Ткачев Л. А.
Post Views: 0
originalbusiness.ru
Проволока для производства гвоздей, гвозди в Орле
Еще в античные времена греки и римляне начали применять гвозди при строительстве кораблей. Гвозди были кованные из медного сплава и большой длины. У них было четырехугольное сечение и коническая форма от шляпки. Прогресс не стоял на месте , шло освоение обработки железа. Гвозди начали производить из менее дорогого металла. Кузнецы продолжали ковать гвозди не только для строительства. В больших количествах требовались гвозди, что бы крепить подковы лошадям. Эти гвозди называли ухналями. Такие гвозди и в наши времена так и изготавливают способом горячей ковки. Они имеют сложную форму с высокой головкой.
Технология изготовления гвоздей способом ковки перестала пользоваться спросом с появлением металлической проволоки. Так как металлическая проволока была разных диаметров, то это позволило увеличить ассортимент гвоздей по применению, форме и размерам.
Появление проволоки спровоцировало появление гвоздильных станков, которые в последствии изменили технологию производства гвоздей. Сразу последовало увеличение производительности труда. В гвоздильных станках гвоздь формируется способом холодной ковки.
Давайте рассмотрим главные моменты производства гвоздей из проволоки.
Проволока для производства гвоздей подходит не вся. Чаще всего используется прволока по ГОСТ 3282-74. Эта проволока должна быть низкоуглеродистой общего назначения термически не обработанная. Для производства проволоки используются следующие марки : СТ1 КП, Ст 2 КП, Ст3 Кп, Ст3 ПС.
Проволка идет в бухтах или мотках разных размеров и разного веса. Размер бухты проволоки зависит от диаметра проволоки. Если диаметр проволоки 1,2 мм, то бухта весит примерно 500кг. При более большом диаметре проволоки, например 4,0 мм бухта будет весить от 800 кг.
Для того что бы на гвоздильном автомате не путалась проволока при сматывании ставят специальные приспособления. Эти приспособления очень разные по своей конструкции.
С бухты стальная проволока идет через выпрямляющее устройство. Затем она попадает в подающий механизм. Этот механизм влияет на длину гвоздя и переводит стальную проволоку в рабочую зону.
Подающий механизм состоит из зубильц. Зубильца фиксируют проволоку и переводят ее вперед. При возврате зубильц в исходное положение происходит их свободное скольжение по проволоке. Проволока в этот момент не двигается. Специальная втулка держит проволоку в нужном положении. Нужно следить, что бы изночально стальная проволока доставала до упора в ударное устройство. Тогда проволока зажимается специальным зажимным механизмом. После этого проволока перекусывается кусачками. Кусачки изготовлены так, что они позволяют помимо откусывания проволоки, еще формировать конец гвоздя. Гвоздь на конце должен быть острым. Имеет значение и длина проволоки, которая находится перед кусачками. Из этого кусочка проволоки формируется шляпка гвоздя. Для изготовления качественной шляпки его надо отлеживать и регулировать при помощи зазора. Далее кусачки отодвигаются и происходит удар по торцу проволоки. В этот момент формируется шляпка гвоздя. Зажим отпускает проволоку и все повторяется. Полученный из проволоки гвоздь падает в поддон.
Гвоздильные станки имеют небольшие отличия между собой по кинематике. Но главные технические элементы производства гвоздя все аналогичны.
Купить высококачественную проволоку для гвоздей в Орле можно в компании С-Метиз.
provoloka-setka.ru
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,18 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,18 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,2 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,2 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,3 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,3 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,32 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,32 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,36 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,36 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,37 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,37 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,4 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,4 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,45 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,45 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,5 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,5 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,55 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,55 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,56 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,56 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,6 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,6 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,7 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,7 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,8 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,8 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,85 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,85 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 0,9 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 0,9 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 1 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 1 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 1,1 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 1,1 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 1,2 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 1,2 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 1,3 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 1,3 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 1,4 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 1,4 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 1,5 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 1,5 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 1,55 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 1,55 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 1,6 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 1,6 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | ТНС ТЕРМА НЕОБРАБОТАННАЯ | 1,7 | 18482 |
| Проволока торговая, гвоздильная ГОСТ 3282-74 | СВЕТЛАЯ | 1,7 | 18482 |
mirsplava.ru
Проволока для производства гвоздей. Проволока гост 3282 для гвоздей в Минске по низкой цене

Проволока для производства гвоздей ГОСТ 3282
ООО «Оливер» — производитель проволоки для гвоздей (проволока ГОСТ 3282 или, как ее называют в обиходе, гвоздильная проволока). Ежемесячно мы производим около 300 тонн проволоки общего назначения. Проволока для производства гвоздей цена которой зависит от производимых объемов на ООО «Оливер» высокого качества. Такие большие объемы позволяют предложить проволоку гвоздильную по низким ценам.
Проволока для производства гвоздей. Применение
Гвоздильная проволока применяется для производства самих гвоздей, а также различных типов металлической сетки (сетка Рабица, тканая сетка, плетеная сетка), ограждений. Отличается данная проволока более повышенной жесткостью (выше степень удельного сопротивления на разрыв), чем в рядовой проволоке Ст1. (Повышенная жесткость достигается увеличением содержания углерода в проволоке).
Проволока ГОСТ 3282 используется и в качестве вязальной проволоки, и для армирования железобетонных конструкций, а также для других строительных целей, в этом случае проволоку отжигают и она становится мягкой.
Проволока для гвоздей. Производство
Проволока для гвоздей производится из катанки следующих марок сталей: Ст3 всех степеней раскисления. Проволока без покрытия изготавливается диаметрами от 0,8 до 6,0 мм. При покупке проволоки для производства гвоздей необходимо обратить внимание, чтобы на ней не было сколов и ржавчины. Чтобы купить качественное сырье для производства гвоздей, внимательно выбирайте поставщика. Проволока производства «Оливер» полностью соответствует требованиям стандарта.
Проволока ГОСТ 3282 вид упаковки и форма поставки
Проволока для производства гвоздей поставляется в мотках или бухтах. Размер мотков различается в зависимости от диаметра проволоки, из которой в дальнейшем будут изготавливаться гвозди:
|
Диаметр (проволока ГОСТ 3282) |
Упаковка |
|
от 0,8 до 1,6 мм |
в мотках от 5 до 50 кг |
|
от 2,0 до 4,0 мм |
в бухтах от 30 до 1000 кг |
|
от 5,0 до 6,0 мм |
в бухтах от 100 до 1000 кг |
Проволока для производства гвоздей цена
Купить проволоку Вы может оптом и в розницу. Позвоните нам, и наши специалисты проконсультируют вас, по какой цене и фасовке мы можем вам предложить проволоку ГОСТ 3282 под ваши потребности.
вернуться к полному списку »oliver.by
Оборудование для производства гвоздей холодным способом
ПРОЕКТ ПОД КЛЮЧ: Автоматическое оборудование для высадки гвоздей, нарезки резьбы и связки гвоздей стальной проволокой в барабанную обойму для пневмопистолетов.
Применение гвоздей в ленте
Гвозди барабанные для пневмопистолета используются в промышленной цеховой работе при сборке различной деревянной тары. Кровельные гвозди используются при строительных работах для крепления кровельных покрытий зданий. Так же, бывают и специальные толевые гвозди, которые отличаются другим диаметром шляпки и самого стального стержня. Гвозди реечные с круглой шляпкой сваренные на пластиковой ленте с углом наклона 21 градус DIN EN10230 PE-Strips. Область применения — различные деревянные каркасы, заборы, ограждения, кабельные барабаны, поддоны, деревянное домостроение. Гвозди реечные с D-образной шляпкой склеенные на бумажной ленте с углом склейки 34 градуса. Основное применение — работа гвоздезабивными инструментами при производстве каркасных конструкций и деревянном домостроении.
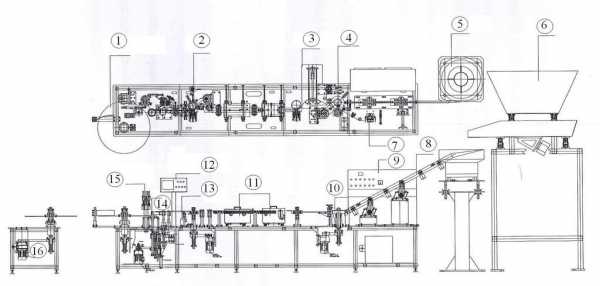
Тайвань Метиз Альянс предлагает комплексную линию для холодной высадки гвоздей, нарезки резьбы и упаковки гвоздей, сборки в ленту для пневмопистолетов. Линия состоит из 3х основных компонентов (узлов), это оборудование для холодной высадки гвоздей, резьбонакатное оборудование для формирования резьбы (например, производства винтовых гвоздей или гвоздей с кольцевой резьбой), оборудование для увязки гвоздей стальной проволокой в моток:

Состав линии для производства гвоздей в ленте под ключ
- Компонент 1. Оборудование для холодной высадки гвоздей
- Компонент 2. Резьбонакатное оборудование для гвоздей
- Компонент 3. Оборудование для связки гвоздей стальной проволокой в барабанную обойму
Особенности оборудования
- Оборудование может поставляться отдельно по частям (компонентам) или под ключ (3 в 1).
- Важной особенностью оборудования является его высокая производительность до 2500 шт/мин
- Срок изготовления линии оборудования под ключ составляет 3-4 месяца.
Компонент 1. Оборудование автоматическое RG810 для холодной высадки гвоздей высокоскоростное

| Производительность | 800 шт/мин |
|---|---|
| Диаметр гвоздя | 2.50 мм — 4.10 мм |
| Длина гвоздя | 50 — 100 мм |
| Габариты оборудования, ДхШхВ | 1800 х 2900 х 1250 мм |
| Вес оборудования, кг | 3,100 |
| Мощность | 10 кВт |
| Напряжение сети | 3 фазы/ переменный ток 380В / 50~60 Гц |
Внешний вид оборудования автоматического RG810 для холодной высадки гвоздей высокоскоростного до 800 шт/мин




Эскиз оборудования RG810
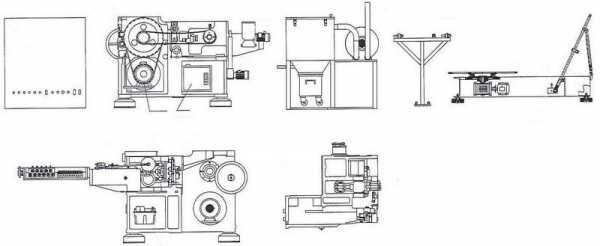
Детальная спецификация оборудования RG810

- Оборудование для холодной высадки гвоздей
- Размотчик проволоки
- Направляющий механизм проволоки
- Тара для сбора отходов кончиков гвоздей
- Электрическая панель управления
- Запасные части: отрезная матрица х 3 пары, отрезной нож х 2 пары, высадочная матрица х 2 шт., устройство подачи проволоки х 2 шт., направляющий механизм проволоки х 3 шт., ремень синхронизатор (AT5-2365 ) х 1 пара.
Модель RG807

| Производительность | 700 шт/мин |
|---|---|
| Диаметр гвоздя | 1.60 мм — 2.30 мм |
| Длина гвоздя | 25 — 64 мм |
| Габариты оборудования, ДхШхВ | 1000х3000х800 мм |
Компонент 2. Автоматическое резьбонакатное оборудование RG20 для гвоздей высокоскоростное до 2000 шт/мин
Технические характеристики
| Производительность | 2000 шт/мин |
|---|---|
| Диаметр гвоздя | 2.10 мм — 4.50 мм |
| Длина гвоздя | 30 — 100 мм |
| Длина резьбы | макс. 80 мм |
| Размер оснастки инструмента | 198-170 мм х 90 мм |
| Материал резьбонакатной матрицы | карбид вольфрама |
| Срок службы резьбонакатной матрицы | 2 года |
| Габариты оборудования, ДхШхВ | 1250х1820х1750 мм |
| Тип резьбы | винтовая резьба, с кольцевой накаткой |
Эскиз оборудования RG20
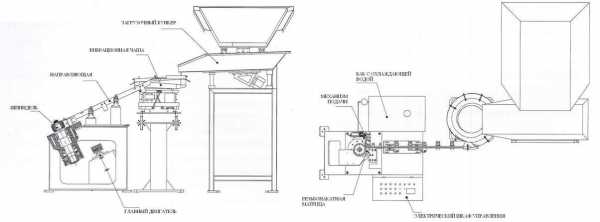
Компонент 3. Оборудование автоматическое для связки гвоздей стальной проволокой в барабанную обойму для пневмопистолетов производительностью 2500 шт/мин


Эскиз оборудования RG25
Модель RG25

- приемный механизм
- механизм переключения
- пластина накопления
- механизм прессования
- вибрационная чаша
- загрузочный бункер
- колесо подачи проволоки
- направляющая
- электрический шкаф управления
- колесо накопления
- шкаф для нанесения покрытий
- шкаф управления
- механизм резания
- механизм скручивания в катушку
- диск скручивания
- двигатель
Технические характеристики RG25

- Производительность: 2500 шт/мин
- Диаметр: 2.10 ~ 3.70 мм
- Длина: 25 ~ 100 мм
- Угол наклона в ленте: 0 и 16 градусов
- Напряжение в сети: 30КВА, 3 фазы/220В/50 ~ 60Гц
- Габариты оборудования (Ш×Д×В): 1500 × 5000 × 1800 мм
- Кол-во гвоздей в обвязке: 200 ~ 400 шт.
Готовая продукция. Винтовые гвозди. Гвозди с кольцевой резьбой. Гвозди для пневмопистолета от производителя.
Гвозди для пневмопистолета, нейлера представляют собой набор по несколько десятков металлических гвоздей, соединенных в специальные бобины или кассеты для укладки в магазин пистолета. Служат для крепления деталей или материалов к основанию. Обеспечивают прочное соединение элементов. Применяются различные связки гвоздей в кассете. Связка проволокой, например, распространена при соединении гладких, винтовых и кольцевых гвоздей в барабанную обойму. А реечные гвозди связывают лентой из пластика или бумаги. Для паллет (они же деревянные поддоны) применяются барабанные гвозди до 400 штук в одной бобине. Для более прочного крепления применяют гвозди с кольцевой накаткой, а гвозди с винтовой накаткой гораздо легче входят в мерзлую древесину. Для работ с металлом или бетоном используют дюбель-гвозди в обойме из пластика. А для тех деталей, у которых место крепления, впоследствии, обрабатывается фрезой на станке, применяют гвозди из алюминия.



Пневмопистолет для гвоздей
Пневмопистолет для гвоздей (пневматический нейлер) используется на всех этапах строительства и работ по дереву и бетону: например, от установки силовых конструкций и обрешетки, до монтажа кровли и крепления наличников. Инструмент также применяется при ремонте квартир, установке дверей и подоконников, сборке мебели, изготовлении поддонов, ящиков и других изделий.

www.metiz.com.tw