Производство шлакоблока своими руками
Популярность шлакоблока обусловлена его практичностью, невысокой стоимостью и простотой кладки. Из данного материала можно самостоятельно построить дома, хозяйственные постройки, бани, гаражи и прочие сооружения. И вовсе не обязательно приобретать уже готовые блоки, ведь изготовление шлакоблоков своими руками в домашних условиях особой трудности не составляет. Достаточно изучить особенности стройматериала и последовательность действий в процессе проведения кладки. Из этой статьи вы узнаете, как сделать качественные шлакоблоки в домашних условиях, каких требований следует придерживаться, а каких ошибок нужно избегать.
Что представляет собой шлакоблок
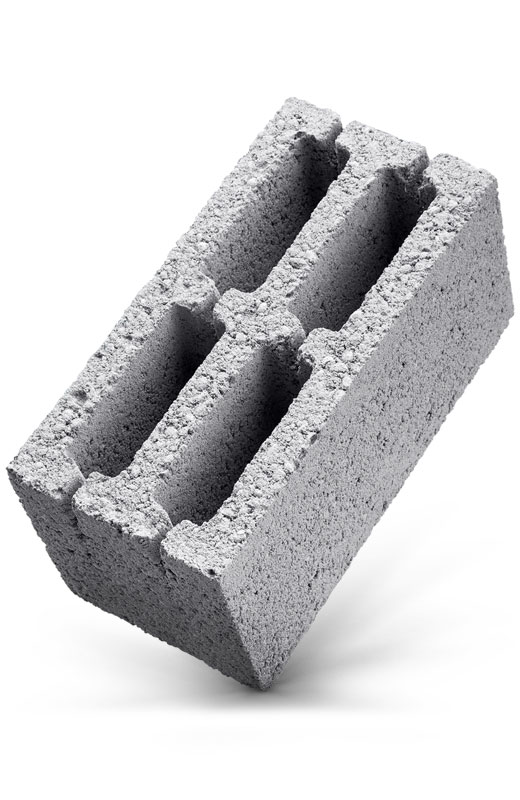
Рассмотрим, из чего состоит шлакоблок. Это правильный параллелепипед длиной 39 см, высотой 18,8 см и шириной 19 см. Чем правильнее будет его форма, тем легче будет проходить процесс кладки. Блоки могут быть полнотелыми или пустотелыми. Полнотелые изделия применяются для возведения несущих стен и межкомнатных перегородок.
Производство шлакоблока пустотелого предусматривает наличие нескольких отверстий. Количество отверстий может быть 2 или 3. Форма отверстий также может быть самой различной: круглой, прямоугольной или квадратной.
Изготавливаем
форму для шлакоблока своими рукамиПервым делом необходимо приобрести или изготовить самостоятельно формы для шлакоблоков. Именно в них будут изготавливаться шлакоблоки своими руками. Можно сделать одну форму, если предстоит небольшое строительство. Если имеется желание ускорить процесс изготовления шлакоблока в домашних условиях, то можно сделать заготовку, рассчитанную на одновременное изготовление 3–6 блоков. Предварительно составляются чертежи конструкции.
Рассмотрим, как сделать форму своими руками, размеры которой составляют 400х200х200 мм. Для этого понадобятся доски или листы металла толщиной не менее 3 мм. Сама конструкция состоит из дна, к которому крепятся стенки. Высота стенок соответствует предполагаемой высоте параллелепипеда.
Для формирования пустот берутся металлические трубы диаметром порядка 6–9 см. Их предварительно нужно обработать болгаркой так, чтобы получились конусы. Это необходимо для обеспечения легкости извлечения их из застывшего шлакобетона или снятия формы с еще не застывшего блока. Трубы соединяются металлической перемычкой и закрепляются на дне или на боковых стенках формы.
Технология производства шлакоблоков допускает использование деревянных заготовок в форме конусов. Если же идти по совсем простому пути, то для изготовления шлакоблоков применяются наполненные водой бутылки, которые утапливаются в растворе.
Форма может быть разъемной. Для этого стенки крепят так, чтобы их можно было легко снять. В этом случае обеспечивается легкое освобождение готового шлакоблока из формы. В длинных стенках формы прорезаются канавки, в которые вставляются короткие поперечные стенки.
В процессе изготовления формы потребуется крышка, которая обеспечит выравнивание поверхности раствора, а также будет являться своеобразным прессом. В крышке нужно проделать отверстия для конусных компонентов, если не предусмотрено их крепление к крышке. Если конусные выступы жестко закреплены на крышке, то крышка выполняет еще и роль пресса. Если читателей интересует, как сделать шлакоблоки полнотелыми, то для этого достаточно убрать из конструкции конусные цилиндры, а крышку сделать монолитной.
Изготовление вибростанка
Чтобы обеспечить наилучшее качество получаемой продукции, применяется специальное оборудование для производства шлакоблоков в домашних условиях. Это так называемый вибростанок. Он позволяет создавать вибрацию после заливки раствора в форму, которая способствует уплотнению раствора и повышению прочности изделия. Рассмотрим, как самому изготовить самодельный вибростанок. Его схема достаточно проста.
Это так называемый вибростанок. Он позволяет создавать вибрацию после заливки раствора в форму, которая способствует уплотнению раствора и повышению прочности изделия. Рассмотрим, как самому изготовить самодельный вибростанок. Его схема достаточно проста.
Вибростанок для производства одного блока
По своей конструкции вибростанок состоит из следующих элементов:
- Металлический короб (форма), рассчитанный на одновременное производство 1–3 шлакоблоков своими руками. Короб изготавливается из листов металла. Его размеры соответствуют габаритам будущих изделий.
- Цилиндры для формирования пустот. В этом качестве используются куски металлических труб, которые обрабатываются точильным кругом для формирования конусности. Цилиндры соединяются между собой металлической перемычкой по длинной стороне формы и крепятся к боковым стенкам. Расстояние от низа цилиндров до дна не должно быть менее 3 см.
- Крышка с прорезями, которая надевается поверх цилиндров.

- Ручки по бокам для снятия формы с блоков.
- Электромотор мощностью 0,5–0,8 кВт. Он крепится на болтах к одной из стенок формы.
С обратной стороны формы привариваются проушины, предназначенные для крепления цилиндров. Если необходимо изготовить полнотелые блоки, то цилиндры легко вынимаются из проушин. Готовое оборудование для изготовления шлакоблоков зачищается и покрывается краской.
При помощи такого станка шлакоблок в домашних условиях получается очень прочным, имеет правильную геометрию.
После изготовления шлакоблочных форм можно приступать к непосредственному процессу производства.
Пропорции раствора для изготовления шлакоблоков
Существует определенная рецептура для производства шлакоблока:
- Основной наполнитель — 7 частей. Обычно используется заполнение шлаком, но его можно заменить измельченным керамическим кирпичом, гипсом, опилками, гравием и другими подобными компонентами.
- Цемент — 1,5 части. Следует брать цемент марки не ниже М400.
- Песок просеянный — 2 части.
- Вода — до густоты. Чтобы определить оптимальную густоту раствора, нужно сжать раствор в руке, а затем бросить горсть на землю. При нормальной густоте раствор распадется, а при повторном сжатии вновь сформируется единая масса.

Технология производства шлакоблока предусматривает дополнительное введение в состав раствора пластификатора, предназначенного для бетона. Он способствует повышению у изделий прочности, водонепроницаемости и морозостойкости. Пластификатор берется в количестве 5 г в расчете на 1 блок.
Перед тем, как изготовить шлакоблоки, следует изучить рекомендации опытных мастеров, рассказывающих о наиболее популярных ошибках новичков.
Схема производства одного блока с ручной трамбовкой
Производство шлакоблоков в домашних условиях состоит из нескольких этапов:
1. Подготавливается бетонный раствор. Для этого лучше воспользоваться бетономешалкой.
Подготавливается бетонный раствор. Для этого лучше воспользоваться бетономешалкой.
2. В подготовленную форму заливается бетонная смесь. Она накладывается с горкой, которая в процессе трамбовки оседает. При изготовлении в обычной форме можно использовать правило, которым смесь разглаживается вровень со стенками.
3. Форма закрывается крышкой.
4. Если используется вибростанок, то он включается на несколько секунд, в течение которых смесь уплотняется. При использовании обычной формы можно постучать по ее стенкам молотком. Это необходимо для того, чтобы пузырьки воздуха вышли из бетона, а все пустоты уплотнились.
5. Уплотненная масса может сразу извлекаться из формы, но рекомендуется выдержать ее внутри формы в течение суток.
Многих интересует вопрос: сколько сохнет готовое изделие? Уже через сутки блоки можно переносить на место постоянного хранения. Если в процессе их изготовления использовался пластификатор, то застывание раствора происходит уже через 7–8 часов. В процессе хранения материала не допускается его нахождение на прямых солнечных лучах. Лучше всего хранить блоки на складе при постоянной температуре и высокой влажности. Через месяц из блоков можно строить любые сооружения.
В процессе хранения материала не допускается его нахождение на прямых солнечных лучах. Лучше всего хранить блоки на складе при постоянной температуре и высокой влажности. Через месяц из блоков можно строить любые сооружения.
Как видим, шлакоблок изготовить своими руками достаточно просто. А его себестоимость такова, что позволяет вдвое сэкономить на материалах.
Мы разобрали, как сделать шлакоблок своими руками. Если требуется возвести небольшую хозяйственную постройку на своем участке, то нет необходимости покупать готовый шлакоблок. Проще изготовить его самостоятельно, купив цемент и машину шлака. Тем более, что и оборудование для этого можно сделать своими руками.
Оборудование для шлакоблока. Производство шлакоблока на вибропрессах
На смену традиционным кирпичам сейчас приходят другие строительные материалы, и в первую очередь шлакоблок. Основной компонент этих блоков — бетон, а заполнители — шлак, зола, отсев щебня, песок, керамзит и прочие строительные отходы. Блоки изготавливаются методом вибропрессования, поэтому нужно специальное оборудование для шлакоблока с целью получения качественных изделий. Готовая продукция обладает высоким качеством, прочностью, устойчивостью к морозам и физическим воздействиям.
Основной компонент этих блоков — бетон, а заполнители — шлак, зола, отсев щебня, песок, керамзит и прочие строительные отходы. Блоки изготавливаются методом вибропрессования, поэтому нужно специальное оборудование для шлакоблока с целью получения качественных изделий. Готовая продукция обладает высоким качеством, прочностью, устойчивостью к морозам и физическим воздействиям.
Производство шлакоблока — мифы
- Это ненадежный материал, который быстро разрушится. Ведь в его состав входят различные отходы, и они не могут гарантировать качество и прочность изделий.
– Известно, что действующему гаражу в Эрмитаже уже сто лет (постройка 1911 года). Это одно из наиболее старых шлакоблочных (!) сооружений. - Изготовление шлакоблока и его последующая эксплуатация – небезопасный процесс, так как используется вредное сырье.
– В состав блоков входят хорошо известные безопасные материалы — бетон, отходы кирпича, бетона и гранита, отсев щебня, зола, керамзит и песок. - Дешевый строительный материал не может быть хорошим.
– Низкая цена на шлакоблок объясняется использование дешевых доступных материалов. При этом качество зависит от оборудования шлакоблока и соблюдения технологического процесса, но не от стоимости исходного сырья. - Оборудование для шлакоблока покупать не обязательно. Производство материала простое, зачем лишние траты?
– Многие умельцы сооружают доморощенные установки для собственных нужд. Варят металлические формы, пустоты в камнях получают вставлением в матрицу стеклянных бутылок, а сушку производят на кусках резины, смоченных кухонным моющим средством. Но именно благодаря такому «самопалу» и возникают мифы о недолговечности шлакоблока. Отсутствие вибропресса не дает смеси равномерно распределиться по форме. Смешение ингредиентов на глаз снижает морозостойкость и увеличивает теплопроводность. Дома, построенные из самодельных шлакоблоков, зимой сыреют, летом в них жарко. Кустарным шлакоблокам требуются минимальные три месяца для просушки, в отличие от четырехнедельного срока заводских изделий (даже если это мини-завод). - Дома из шлакоблоков холодные.
– Действительно, нельзя сказать, что это сильно теплоаккумулирующий стройматериал. Так, полнотелые камни вообще предназначены для фундаментов, цоколей и нежилых помещений. Однако пустотелые камни сохраняют тепло в помещении гораздо лучше, а использование опилок в качестве заполнителя значительно повышает теплоизоляционные свойства шлакоблоков. - Шлакоблок пригоден только в малоэтажном строительстве.
– В одно- и двухэтажных домах шлакоблок идеален в качестве стройматериала. В высотном строительстве его эффективно использовать в том случае, если основную нагрузку берет на себя железобетонный каркас.

 Но именно благодаря такому «самопалу» и возникают мифы о недолговечности шлакоблока. Отсутствие вибропресса не дает смеси равномерно распределиться по форме. Смешение ингредиентов на глаз снижает морозостойкость и увеличивает теплопроводность. Дома, построенные из самодельных шлакоблоков, зимой сыреют, летом в них жарко. Кустарным шлакоблокам требуются минимальные три месяца для просушки, в отличие от четырехнедельного срока заводских изделий (даже если это мини-завод).
Но именно благодаря такому «самопалу» и возникают мифы о недолговечности шлакоблока. Отсутствие вибропресса не дает смеси равномерно распределиться по форме. Смешение ингредиентов на глаз снижает морозостойкость и увеличивает теплопроводность. Дома, построенные из самодельных шлакоблоков, зимой сыреют, летом в них жарко. Кустарным шлакоблокам требуются минимальные три месяца для просушки, в отличие от четырехнедельного срока заводских изделий (даже если это мини-завод). В высотном строительстве его эффективно использовать в том случае, если основную нагрузку берет на себя железобетонный каркас.
В высотном строительстве его эффективно использовать в том случае, если основную нагрузку берет на себя железобетонный каркас.Основными достоинствами шлакоблока являются дешевизна производственного процесса и при этом высокое качество изделий. Вибропресс для производства блоков создает из бетона и вспомогательных материалов прочные, морозостойкие, тепло- и звукоизоляционные изделия. Большой размер блоков позволяет ускорить темпы строительства и в то же время облегчить процесс, так как вес камней гораздо меньше, чем, например, у тех же кирпичей. Еще один фактор в пользу шлакоблоков — их устойчивость к огню, высоким и низким температурам. Материал не трескается и не крошится ни в холода, ни в жару.
Избавиться от повышенной гигроскопичности поможет применение облицовочного кирпича. Большинство крупных компаний, занимающихся изготовлением оборудования шлакоблоков, выбрало оборудование «Рифей». Производители отмечают его высокую скорость работы, автоматизацию процесса и отличное качество готовых изделий. Вибропрессы линии «Рифей» позволяют организовать эффективное производство качественных и надежных строительных материалов.
Вибропрессы линии «Рифей» позволяют организовать эффективное производство качественных и надежных строительных материалов.
Производимый шлакоблок:
Камень стеновой пустотелый СКЦ-1 Оборудование для производства шлакоблока: Рифей-Буран М | | |
Делаем шлакоблок в домашних условиях своими руками
Все мы привыкли покупать строительные материалы в магазинах, а зачем же это делать, если можно сделать их своими руками. Мы не утверждаем, что можно сделать все, что вам пригодится во время строительства. Но такой строительный материал как шлакоблок можно с легкостью сделать у себя во дворе. Шлакоблок – это универсальный строительный материал, с которого можно построить абсолютно все, что пожелается вашей душе. Изготовление шлакоблока – довольно простой процесс, который не требует особых навыков и умений.
Изготовление шлакоблока – довольно простой процесс, который не требует особых навыков и умений.
Чтобы начать производство шлакоблока в домашних условиях, нужно тщательно подготовиться. Первым делом нужно запастись необходимыми материалами, и специальным оборудованием. Чтобы блоки получались идеальными по консистенции и по форме, нужно будет купить или, мы можем рассказать, как сделать станок для шлакоблоков своими руками. Это приспособление поможет вам с легкостью формировать блоки. Ваша задача – приготовить правильный раствор, и немного подождать, пока бетон в станке не застынет. Если вы хотите сделать такой станок самостоятельно, то у нас для вас есть специальная статья под названием «Станок для изготовления шлакоблоков своими руками».
Технология изготовления шлакоблока своими руками
Шлакоблок – современный строительный материал, который пользуется огромной популярностью при возведении различных конструкций. Он отличается своей прочностью, надежностью, способностью сохранять тепло. Эти все характеристики будут перенесены на здания и конструкции, которые вы собираетесь строить. Этот строительный материал отличается своей малой стоимостью, что делает его еще более популярным. Но, несмотря на это, его можно еще удешевить простым способом. Сегодня мы расскажем вам, как сделать шлакоблок в домашних условиях.
Эти все характеристики будут перенесены на здания и конструкции, которые вы собираетесь строить. Этот строительный материал отличается своей малой стоимостью, что делает его еще более популярным. Но, несмотря на это, его можно еще удешевить простым способом. Сегодня мы расскажем вам, как сделать шлакоблок в домашних условиях.
Состав шлакоблока уникален, и в то же время очень прост. Шлакоблок является очень доступным строительным материалом, который можно сделать своими руками, а потом взять, и построить стену из шлакоблока, тоже своими руками, даже без опыта в строительной сфере. По сравнению с кирпичом или другими строительными материалами, делать шлакоблок можно в домашних условиях, не имея никаких специальных приспособлений (кроме станка для шлакоблока) и умений. Сейчас мы расскажем и покажем вам как это сделать.
ШАГ 1: материалы. Чтобы начать производство этого строительного материала нам нужно определиться, какие материалы понадобятся нам для этого дела. Если вы хотите получить надежные блоки, то не стоит экономить на материалах, ведь это может сыграть с вами злую шутку в дальнейшем.
Если вы хотите получить надежные блоки, то не стоит экономить на материалах, ведь это может сыграть с вами злую шутку в дальнейшем.
- Песок. Чистый песок, без лишних включений. Крупная фракция.
- Шлак. Для изготовления шлакоблока обязательно нужно брать доменный шлак, ведь он обладает нужными характеристиками прочности, и не разрушается под воздействием влаги.
- Гравий. Также необходим для увеличения прочностных характеристик шлакоблока.
- Цемент. Основное внимание нужно уделить цементу. Ведь от него зависит дальнейшее формирование блока. Для формирования надежных блоков нужно использовать цемент марки 400. Из такого цемента делаются самые лучшие строительные материалы, которые способны выдерживать абсолютно любые погодные условия, нагрузки и прочее.
Выше мы представили перечень необходимых строительных материалов, которые будут необходимы вам при создании шлакоблока. Помимо всего этого нужна будет вода, станок для шлакоблока, бетономешалка. Без бетономешалки можно обойтись, а вот без станка будет тяжело. Если вы собираетесь делать шлакоблоки без станка, то они могут получиться у вас, только неправильные. Вибрационный станок способствует равномерному распределению раствора в форме. За счет этого увеличивается прочность блока.
Без бетономешалки можно обойтись, а вот без станка будет тяжело. Если вы собираетесь делать шлакоблоки без станка, то они могут получиться у вас, только неправильные. Вибрационный станок способствует равномерному распределению раствора в форме. За счет этого увеличивается прочность блока.
ШАГ 2: пропорции. Если вы не знаете, как правильно сделать шлакоблок, то это не беда. У каждого мастера существуют свои пропорции, но есть одна, стандартизированная инструкция, которая подойдет и вам.
И так, для приготовления правильного раствора нам понадобится:
- 7 частей шлака;
- 2 части песка;
- 2 части гравия;
- 1,5 части цемента;
- 1,5 – 3 части воды.
Это самый оптимальный вариант рецепта по изготовлению шлакоблока, который используется уже не один десяток лет. По нему мы и будет действовать.
ШАГ 3: готовим смесь. Далее все материалы нужно смешать в нужных пропорциях в бетономешалке. Можно делать это и вручную, но лучше в бетономешалке. Засыпаем все материалы строго по пропорции в бетономешалку, заливаем все водой, и запускаем двигатель. После того, как смесь будет однородной (это легко определить невооруженным взглядом) начинаем засыпать ее в формы, или в станок.
Засыпаем все материалы строго по пропорции в бетономешалку, заливаем все водой, и запускаем двигатель. После того, как смесь будет однородной (это легко определить невооруженным взглядом) начинаем засыпать ее в формы, или в станок.
В этой статье мы расскажем и покажем вам, как сделать шлакоблок своими руками в домашних условиях, не имея никакого опыта в строительстве. Мы предполагаем, что у вас есть в наличии вибрационный станок для, но если такого нет, то можно попробовать сделать специальную форму, в которой мы будет делать наши блоки. Этот метод не такой эффективный, как со станком, но тоже имеет право на жизнь.
Форма для изготовления шлакоблока
Если у вас нет вибростанка, и вы не хотите его покупать/делать, то есть более простой способ формирования блоков из шлака – опалубка (форма). Она представляет собой некую коробку, в которую будет засыпаться раствор. При помощи такой формы можно делать не только полнотелые шлакоблоки, но и пустотелые. Сейчас мы поговорим о том, как сделать форму для шлакоблока.
ШАГ 1: материалы. Для изготовления формы нам понадобится лист железа, толщиной не менее 3 мм, сварка, болгарка, рулетка, строительный уголок. Запасаемся всем этим, и переходим к следующему этапу изготовления.
ШАГ 2: форма. Форма делается по размерам шлакоблока. Стандартный размер 390 х 190 х 180 мм. Вырезаем необходимые куски железа, формируем с них коробку, и начинаем сваривание. Швы нужно делать сплошные. На данном этапе у нас получается некая коробка с дном, но без верха. Это нужно для того, чтобы блок получился равномерным со всех сторон.
ШАГ 3: дополнение к форме. Если вы не намерены делать полнотелые шлакоблоки, то нужно будет еще сделать внутреннюю вставку. Некоторые используют стеклянные бутылки, но это не наш метод. Нам нужно будет сделать внутреннюю форму для изготовления шлакоблока пустотелым. Делать мы ее будет тоже из железа. Для этого нам нужно будет сделать три или две одинаковых вставки форму. Их нужно сделать закрытыми, чтобы раствор не попадал внутрь этой самой вставки.
Ну вот, изготовление примитивной формы готово. Теперь можно приступать к главному торжеству сегодняшнего дня, а именно заливке раствора в форму, и формировании готовых блоков. Как это сделать мы сейчас расскажем.
Изготовление шлакоблока в домашних условиях
И так, форма готова, раствор готов – можно приступать к формированию блоков. Теперь нужно запастись свободным временем и терпением. Перед началом заливки раствора в формы необходимо смочить их отработанным машинным маслом для того, чтобы раствор не прилип к стенкам формы. Делать это нужно перед каждой новой засыпкой смеси. Ну что же, продолжим нашу пошаговую инструкцию, как сделать шлакоблок своими руками.
ШАГ 1: засыпаем смесь в формы. Как было сказано выше, перед засыпкой смеси нужно смазать форму. Для экономии масла можно использовать обычную щетку. Тщательно смазываем маслом все углы и стенки, и уже после этого можно засыпать смесь. Если вы делаете полнотелые шлакоблоки, то засыпать форму нужно до верха, а если пустотелые, то не нужно досыпать до верха, потому что потом нужно будет вставить специальную вставку, для образования пустот в будущем блоке. Если вы еще не догадались, как сделать шлакоблок с идеально ровной поверхностью, то нужно немного поработать мастерком.
ШАГ 2: время. Блоки должны выстояться и немного подсохнуть. Время, через которое можно доставать блоки с формы, составляет 40 минут. После 40 минут можно вытаскивать вставку, и переворачивать форму со шлакоблоком на ровную поверхность для полного высыхания.
ШАГ 3: заключительный этап. После того, как мы сделали нужное количество шлакоблоков, нужно подождать от 3 до 4 дней. Примерно такое время нужно для полного застывания раствора. Теперь можно начинать строительство из шлакоблока, сделанного своими руками.
Блоки, сделаны своими руками ни чуть не хуже заводских. Бывают случаи, когда на заводе по изготовлению блоков, экономят, и добавляют дешевый цемент, а продают по завышенной цене. В данном случае вы знаете состав блоков, потому что вы сами занимались их изготовлением. Вот и подошла к концу наша пошаговая инструкция, как сделать шлакоблок дома. Я надеюсь вы освоили урок, и с легкость сможете воссоздать увиденное самостоятельно. Благодарим за внимание, удачи в строительстве!
проведение работ и рецепты + вибростанок
Шлакоблок – это строительный материал, который производится путем вибропрессования из бетона. Строить из него легко, процесс идет быстро, а сама баня получается достаточно теплой. Отчего в частном строительстве шлакоблок давно завоевал свою популярность — а кто-то даже строит на нем свой собственный доходный бизнес. Нужно только знать рецептуру, технологию изготовления и уметь автоматизировать весь процесс домашнего производства шлакоблоков.
Общие требования при выполнении работ
Изготовить хорошие блоки можно и в гараже — главное, знать технологию и придерживаться рецептуры. Так, стандартный шлакоблок – 39х19х188 мм, с небольшими тремя отверстиями. А чтобы он получился качественным и прочным, важно, чтобы:
- Песок был крупным;
- Шлак – доменным;
- Цемент – качественным, не менее М400;
- Оборудование – с вибропрессованием.
Сам шлак получается при переработке угля, и, по сути, это – идеальный наполнитель для блоков. Однако в последнее время, благодаря активному проведению газа, шлак и зола от угля вырабатываться стали намного меньше. А потому шлак все чаще стали заменять на зитобетон, который, к сожалению, намного дороже.
Этот строительный материал стремительно набирает свою популярность в основном благодаря тому, что обходится он недорого, а тепло- и звукоизоляция у него отличная. Кроме того, произведем расчеты: на изготовление шлакоблоков в домашних условиях уходит 0,011 куб.метров раствора при пропорции 1:7 (это на одну штуку). А это значит, что из одного мешка цемента получится ровно 36 блоков – что вовсе не плохо!
Одно из самых важных требований к качеству шлакоблоков – это их геометрия. Ведь чем большими будут неровности и изъяны в блоках, тем серьезнее придется потратиться на возведение стен. А чтобы шлакоблок получился идеально ровным, важно, чтобы сама виброформа всегда была наполнена до краев – иначе блоки будут получаться кривыми. Причем не просто до краев – а с горкой, ведь вибрация потом слегка утрясет бетон.
Весь же процесс выглядит так: виброформа включается на один раз, через 5-15 секунд выключается, и уровень раствора в форме оценивается – если оказался ниже краев формы, нужно поставить прижим, снова включить вибрацию – и когда она упрется в ограничитель, выключить. Сделать это нужно одновременно: включить вибратор и вытянуть форму.
Чем лучше наполнить формы?
Если вы налаживаете производство шлакоблоков в домашних условиях, знайте – нет универсального состава, каждый мастер подбирает свою, уникальную рецептуру, которая больше подходит для конкретной бани и которая зависит от уже имеющегося шлака. Но стандартная рецептура шлакоблока такая: 7 частей шлака, 2 части песка и 2 части гравия, 1,5 части хорошего цемента (марка от М400) и от полутора до 3-х частей воды. Принятые размеры шлакоблока – 39х19х20 см, но используются в частном строительстве и габариты 40х20х20 см.
Кроме самого шлака наполнителем для таких блоков берут золу, другие отходы горения угля, гравий, обработанные опилки, перлит, отсев камня и гранита, гипс, кирпичный бой и им подобные. Для большей пластичности блоков еще добавляется пластификатор – это 5 грамм на один блок, при вибролитье. Для чего? Именно это вещество значительно повышает прочность блока, его морозостойкость и водонепроницаемость, избавляет от трещин.
Для большей пластичности блоков еще добавляется пластификатор – это 5 грамм на один блок, при вибролитье. Для чего? Именно это вещество значительно повышает прочность блока, его морозостойкость и водонепроницаемость, избавляет от трещин.
Особенно тщательно нужно отмерять количество воды: блоки не должны растекаться во время снятия. Можно провести такой тест: если при падении на землю раствор рассыпается, но в кулаке соединяется – это то, что надо. К слову, бетон для строительства небольшой бани приготовить можно и вручную, но для более серьезного строения лучше изначально обзавестись электрической бетономешалкой, рассчитанной на объем 0,2-0,5 кубических метров.
Весь процесс проведения работ за 4 шага
Производить шлакоблоки своими руками желательно не под открытым небом, как это делают мастера на видео расположенных выше, а лучше это делать в помещении с ровным полом и хорошей вентиляцией.
Вот как можно сделать в домашних условиях хороший, качественный шлакоблок:
- Шаг 1. В форму кладется с горкой раствор, на 3-5 секунд включается вибратор и раствор осаживается. Если его мало – нужно доложить, вставить прижим и снова включить вибратор. Как только прижим осядет на ограничители – формирование завершено.
- Шаг 2. Виброформа снова включается на 5-10 секунд, после чего форма снимается – не выключая машину.
- Шаг 3. От пяти до семи дней блоки нужно будет сушить. А их полное затвердевание происходит в течении месяца, при высокой влажности и в тепле.
- Шаг 4. Уже через день блоки можно аккуратно переносить – они не сломаются, однако класть вместе их нужно через неделю. А вот если в блоки добавлялся пластификатор, то через 6-8 часов их можно убирать с площадки и складировать.
 В форму кладется с горкой раствор, на 3-5 секунд включается вибратор и раствор осаживается. Если его мало – нужно доложить, вставить прижим и снова включить вибратор. Как только прижим осядет на ограничители – формирование завершено.
В форму кладется с горкой раствор, на 3-5 секунд включается вибратор и раствор осаживается. Если его мало – нужно доложить, вставить прижим и снова включить вибратор. Как только прижим осядет на ограничители – формирование завершено.Хранятся готовые шлакоблоки в так называемых пирамидальных штабелях, сразу по сотне и с небольшими промежутками между друг дружкой – чтобы хорошо просыхали бока. Пару месяцев просушки – и можно строить новую баню!
Как сделать домашний вибростанок?
Конечно, если построить нужно всего одно строение и небольшое, как баня, то изготовлять такие блоки проще всего в стандартных ящиках-переносках с бутылками. А вот для более объемной работы уже нужен станок – пусть даже самодельный и без виброплиты. Ведь кто знает, возможно, вам настолько понравится сама кладка шлакоблока своими руками и вы увидите большую выгоду в производстве такого строительного материала, что решите открыть собственный бизнес? А для этого уже нужна автоматизация. Да и почему бы после бани не построить из такого дешевого материала и гараж, и красивую беседку, и хороший сарай? А изготовленный собственными руками из подручных материалов вибростанок значительно сэкономит время работы.
А вот для более объемной работы уже нужен станок – пусть даже самодельный и без виброплиты. Ведь кто знает, возможно, вам настолько понравится сама кладка шлакоблока своими руками и вы увидите большую выгоду в производстве такого строительного материала, что решите открыть собственный бизнес? А для этого уже нужна автоматизация. Да и почему бы после бани не построить из такого дешевого материала и гараж, и красивую беседку, и хороший сарай? А изготовленный собственными руками из подручных материалов вибростанок значительно сэкономит время работы.
Изготовить хороший станок для шлакоблоков своими руками – не проблема. Для этого понадобится:
- Высокооборотный электродвигатель – обязательно с двумя валами, мощность – 0,5-0,7 кВт.
- Электросварка и болгарка.
- Листовое железо толщиной около 3 мм.
- Арматура диаметром около 12 мм.

Время вибрации будет составлять 5-15 секунд, после чего виброформу нужно вертикально снять и уже через сутки складировать между собой шлакоблоки. На обычном домашнем станке изготовление шлакоблоков своими руками позволяет штамповать их до 50 штук в час – а это достаточно быстро.
Некоторые видео-примеры с личным опытом
- Автор: Владимир
- Распечатать
Оцените статью:
(8 голосов, среднее: 4. 4 из 5)
4 из 5)
Поделитесь с друзьями!
Производство шлакоблоков в Украине. Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
Работает
Вибростанок для производства шлакоблоков на 2 блока универсальный с формой на 3 круглых пустоты.
Доставка по Украине
8 000 грн
Купить
ЖитомирТех
Работает
Вибростанок для производства шлакоблоков на 2 блока универсальный с формой на 2 прямоугольных пустоты.
Доставка по Украине
8 000 грн
Купить
ЖитомирТех
Работает
Вибростанок для производства шлакоблоков на 2 блока универсальный.
Доставка по Украине
8 000 грн
Купить
ЖитомирТех
Работает
Вибростанок для производства шлакоблоков на 2 блока универсальный с формой на 3 квадратных пустоты.
Доставка по Украине
8 000 грн
Купить
ЖитомирТех
Работает
Вибростанок для производства шлакоблоков на 2 блока универсальный с формой на сплошные блоки.
Доставка по Украине
8 000 грн
Купить
ЖитомирТех
Работает
Вибропресс Пульсар 35 (автомат) для производства тротуарной плитки, шлакоблока, бордюра
Доставка по Украине
1 609 018.40 грн
Купить
ЧП Бондарь
Работает
Вибропресс Пульсар 2 (автомат) для производства тротуарной плитки, шлакоблока
Под заказ
Доставка по Украине
1 206 763.80 грн
Купить
ЧП Бондарь
Работает
Вибропресс Пульсар 77 (автомат) для производства тротуарной плитки, шлакоблока, бордюра
Под заказ
Доставка по Украине
3 035 193.80 грн
Купить
ЧП Бондарь
Работает
Шлакоблок
Доставка из г. Днепр
30 грн
Купить
Фирма «Оскар»
Работает
Шлакоблок усиленный
Доставка из г. Днепр
15 грн
Купить
Фирма «Оскар»
Работает
Оборудование для производства стеновых блоков, шлакоблоков, брусчатки, керамзито-бетонных блоков
Под заказ
Доставка по Украине
Цену уточняйте
East Core, llc
Работает
Вибростанок для производства шлакоблоков на 2 блока универсальный с формой на 4 перегородочных блока.
Доставка по Украине
8 000 грн
Купить
ЖитомирТех
Работает
Линия для производства тротуарной плитки, блока, бордюра. Полуавтоматический Вибропресс.
Доставка по Украине
573 600 грн
Купить
СПЕЦМАШ
Работает
Линия для производства бордюра 1 м. поребрика, тротуарной плитки. Полуавтоматический Вибропресс.
Доставка по Украине
722 400 грн
Купить
СПЕЦМАШ
Работает
Вибропресс БП-120 для производства плитки, блоков, бордюров
Под заказ
Доставка по Украине
350 000 грн
Купить
тм БУМ вибропрессы
Смотрите также
Работает
Вибропресс БП-250 автомат для производства плитки, блоков, бордюров
Под заказ
Доставка по Украине
1 500 000 грн
Купить
тм БУМ вибропрессы
Работает
Вибропресс БП-350 автомат для производства плитки, блоков, бордюров
Под заказ
Доставка по Украине
1 900 000 грн
Купить
тм БУМ вибропрессы
Работает
Вибропресс БП-550 автомат для производства плитки, блоков, бордюров
Под заказ
Доставка по Украине
2 100 000 грн
Купить
тм БУМ вибропрессы
Работает
Вибропресс БП-160 автомат для производства плитки, блоков, бордюров
Под заказ
Доставка по Украине
1 300 000 грн
Купить
тм БУМ вибропрессы
Работает
Парапетная крышка на пролет забора из шлакоблока шириной 200 мм, из глянцевой стали крашенной толщиной 0. 45 мм
45 мм
Под заказ
Доставка по Украине
от 211 грн/пог.м
Купить
TINCRAFT — Интернет магазин изделий из стали
Работает
Парапет на ограждение из шлакоблока шириной 200 мм из матовой стали формы медуза
Под заказ
Доставка по Украине
от 253 грн/пог.м
Купить
TINCRAFT — Интернет магазин изделий из стали
Работает
Планка парапета металлическая простой формы для забора из шлакоблока на 200 мм, покрытие МАТ 0.45 мм
Под заказ
Доставка по Украине
от 129 грн/пог.м
Купить
TINCRAFT — Интернет магазин изделий из стали
Работает
Планка парапета из жести (из оцинковки толщиной 0.5 мм) для забора из шлакоблока 200 мм
Под заказ
Доставка по Украине
от 141 грн/пог.м
Купить
TINCRAFT — Интернет магазин изделий из стали
Работает
Козырек на колонну для забора из шлакоблока с посадкой 390 х 510 мм, из оцинкованной стали 0,5 мм — медуза
Доставка по Украине
от 399 грн
Купить
TINCRAFT — Интернет магазин изделий из стали
Работает
Вибростолы, вибросита, вибростанок, вибрационные сита, габариты 2100х800х900
Доставка по Украине
14 199 грн
Купить
«Room-shop»
Работает
Декоративний бетонний блок (односторонній) Узин, 390*190*90
Доставка из г. Киев
Киев
от 48 грн
Купить
ЧП «ЮТАЛ БУД»
Работает
Вибропресс БП-200 для производства плитки, блоков, бордюров
Под заказ
Доставка по Украине
600 000 грн
Купить
тм БУМ вибропрессы
Работает
Бетонний шлакоблок М-75 Узин, 390*190*120
Доставка из г. Киев
от 25 грн
Купить
ЧП «ЮТАЛ БУД»
Работает
Вибростанок, вибросита, вибростолы, усиленный, вибрационные сита, габариты 1500х750х750
Под заказ
Доставка по Украине
40 199 грн
Купить
«Room-shop»
Бизнес-план производства шлакоблоков: оборудование, технология
Автор статьи: Судаков А.П.
Рынок строительных материалов постоянно обновляется новой продукцией, которая может быть использована в передовых технологиях возведения объектов. Представ перед выбором, потребитель всегда отдает предпочтение продукции, доступной по применяемой ценовой политике и простой в использовании при реализации строительных работ. Таким материалом является шлакоблок. Особенности его производства обуславливают экономическую выгодность бизнеса. Выбрав такую нишу деятельности, предприниматель имеет возможность быстрого старта и продвижения проекта при сравнительно небольших вложениях в него.
Таким материалом является шлакоблок. Особенности его производства обуславливают экономическую выгодность бизнеса. Выбрав такую нишу деятельности, предприниматель имеет возможность быстрого старта и продвижения проекта при сравнительно небольших вложениях в него.
Производство шлакоблоков
Содержание
- Актуальность бизнеса
- С чего начать
- Технология производства шлакоблоков
- Продвижение
- Оборудование
- Персонал
- Итоги
Актуальность бизнеса
Производство шлакоблоков как бизнес является перспективным направлением предпринимательской деятельности. Ее актуальность обусловлена востребованностью результатов труда. Шлакоблоки являются одним из популярных строительных материалов, что объяснимо:
- сравнительно низкой стоимостью;
- небольшим весом;
- экологичностью;
- низкой теплопроводностью;
- шумоизоляционными качествами.
Шлакоблоки часто приобретают для возведения загородных домиков при ограниченном финансовом бюджете. Небольшой вес стройматериала позволит предпринимателю сэкономить на его доставке. Поскольку в его составе простые вещества в виде песка, извести и цемента, то готовое изделие не выделяет токсичностей.
Небольшой вес стройматериала позволит предпринимателю сэкономить на его доставке. Поскольку в его составе простые вещества в виде песка, извести и цемента, то готовое изделие не выделяет токсичностей.
Особая технология производства способствует формированию в структуре блока пузырьков воздуха. Они занимают до 80 процентов его состава и обеспечивают теплоизоляционные свойства изделия. Изготовление стройматериала является выгодной предпринимательской деятельностью, что обусловлено богатой сырьевой базой, большим выбором оборудования отечественного или зарубежного производства, а также простой технологией.
С чего начать
Любая предпринимательская деятельность начинается с ее планирования. Разработанный и оформленный бизнес-план изготовления шлакоблоков поможет быстро продвинуть проект ввиду его организованности, просчитанности и поэтапного планирования действий. Первым шагом стартапа является получение бизнес-статуса посредством регистрации предпринимательской деятельности.
При выборе правовой формы управления бизнесом, следует учитывать планируемые объемы производства, предполагаемый размер выручки и необходимое число наемных работников. Для небольшого производства достаточно будет открытия ИП. По мере продвижения проекта, можно будет зарегистрироваться юридическим лицом.
После получения регистрационных бумаг, представитель бизнеса должен открыть счет в банке, выбрать приемлемый режим налогообложения и зарегистрироваться в Налоговой службе как налогоплательщик.
Производство шлакоблока не относится к категории лицензионной деятельности. Однако, перед началом работ, руководителю бизнеса придется получить разрешительные бумаги о соответствии помещения и его оборудования нормативным требованиям, а также об организационной готовности приступить к производственной деятельности. Разрешения на начало работ необходимо оформлять в Роспотребнадзор и в пожарной инспекции.
Производственное оборудование с ручной загрузкой смеси
Пожарники выдадут документ только после того, как руководитель бизнеса закупит огнетушители в количестве, соответствующем площади помещения, оборудует пожарные гидранты и укомплектует пожарные стенды. Дополнительно может потребоваться оборудование здания системой пожарной сигнализации.
Дополнительно может потребоваться оборудование здания системой пожарной сигнализации.
Представители СЭС проверяют наличие документов на помещение, а также его планировку, в которой должны быть предусмотрены комнаты приема пищи, туалет и умывальники. Они также потребуют договора на вывоз мусора, а при необходимости, и на проведение дератизационных работ.
В процессе ведения деятельности Роспотребнадзор может затребовать сертификационные документы на сырьевые материалы. Стоит отметить, что готовая продукция не подлежит сертификации, однако все используемые в производственном процессе компоненты должны соответствовать актуальным стандартам.
Для привлечения клиентов и выделения на фоне конкурентов, отличным решением будет инициация проведения независимой экспертизы качества. Она проводится в лаборатории, специалисты которой проверяют параметры готовой продукции на соответствие требованиям нормативной документации.
Для получения заключения, руководителю субъекта предпринимательства необходимо предоставить на рассмотрение заявление с просьбой проведения операции, платежные документы, подтверждающие факт произведенной оплаты услуг, а также технические условия производства блоков. Для оформления заключения понадобятся сведения из регистрационной документации.
Для оформления заключения понадобятся сведения из регистрационной документации.
Технология производства шлакоблоков
Складирование готовой продукции
Технологический процесс производства реализуется в несколько этапов. На его подготовительной стадии необходимо смешать сырьевые материалы, в результате чего образуется полусухая бетонная смесь из цемента, отсева и воды. Операция проводится при помощи бетономешалки. Ее использование актуально при планировании больших производственных объемов. Процедура может быть реализована в ручном режиме при небольшой производительности. Стоит отметить, что ручное перемешивание требует приложения больших физических усилий, что повлечет необходимость увеличения оплаты труда рабочим.
Производственная технология позволяет сэкономить цемент, поскольку она не требует добавления воды в большом количестве.
Для улучшения качеств готового изделия, стоимость которого будет немного дороже стандартных блоков, в сырьевую смесь необходимо внести пластифицирующую добавку. Она придает блоку прочностные характеристики и улучшает его качество. Готовое изделие не разламывается при падении и сильных ударах. На нем отсутствуют трещины, формирующиеся под воздействием ударной силы или температурных перепадов. Пластификатор придает готовому изделию такие дополнительные качества, как морозостойкость и водонепроницаемость. Все эти факторы способствуют увеличению производственной мощности.
Она придает блоку прочностные характеристики и улучшает его качество. Готовое изделие не разламывается при падении и сильных ударах. На нем отсутствуют трещины, формирующиеся под воздействием ударной силы или температурных перепадов. Пластификатор придает готовому изделию такие дополнительные качества, как морозостойкость и водонепроницаемость. Все эти факторы способствуют увеличению производственной мощности.
После перемешивания сырьевых элементов полученную смесь необходимо разложить по формам вибропресса. В зависимости от желаемой формы и структуры готового изделия они могут быть цельными или с пустыми образованиями.
Под действием вибрации и прижима пуансоном смесь уплотняется. После поднятия матрицы на поддоне остается готовый блок. Вибропрессование смеси производится 10-90 секунд. Время процедуры определяется типом используемого станка, который может быть с обычным или усиленным прижимом.
Полученный блок не должен рассыпаться и разламываться. Готовое изделие должно держать форму и не трескаться. Его такие свойства обусловлены применяемой технологией замеса сырьевой смеси, которая не должна быть слишком жидкой или сухой.
Его такие свойства обусловлены применяемой технологией замеса сырьевой смеси, которая не должна быть слишком жидкой или сухой.
Не менее важным этапом технологического процесса является затвердевание готового изделия. Процедура длится 3-9 дней при естественной температуре. За это время и в таких условиях, блоки приобретают прочностные характеристики. Временной период сушки можно сократить за счет добавления специальных веществ в замес, которые обеспечат быстрое застывание готового изделия, а также придадут ему прочностные характеристики.
Увеличить прочность готового изделия, а также сократить время затвердевания, можно за счет его пропаривания после предварительного размещения на многоярусных стеллажах. Такое решение не только увеличит качество готовой продукции, но и сократит площадь, необходимую для ее хранения. Включив в технологию процесс пропаривания, придется дополнительно приобрести стеллажи и грузоподъемные механизмы.
Продвижение
Отличительной чертой шлакоблоков является их низкая себестоимость, обусловленная доступностью и дешевизной сырьевых материалов, а также простотой технологического процесса.

Стоимость шлакоблоков значительно ниже, чем на аналогичную продукцию, имеющей схожие характеристики и предназначение, к примеру такую, как кирпич и пеноблок. Несмотря на явную востребованность стройматериала, на начальном этапе деятельности созданной компании, руководителю придется предпринять ряд мер, ориентированных на придании продукции и бренду узнаваемости. Это можно достичь за счет придания цвета изделию, оригинальному оформлению логотипа, формирующего уникальный бренд.
Станок для изготовления шлакоблоков
Планируя большие производственные объемы продукции, следует позаботится о ее сбыте, чтобы не претерпевать дополнительные расходы на обеспечение хранения готовой продукции. Ее необходимо начинать рекламировать еще до начала деятельности компании, что сформировать интерес у потенциальных потребителей, готовых совершать оптовые и розничные покупки. Для этого следует постоянно заниматься расклейкой информационных объявлений в местах, где проводятся строительные работы, а также в районе построек частных секторов.
Увеличить охват целевой аудитории можно за счет публикации объявлений в средствах массовой информации и на специализированных площадках всемирной сети. Эффективна может оказаться реклама в виде впечатляющего и раскрывающего преимущественные позиции стройматериала видеоролика на телевидении.
Отличным маркетинговым решением будет создание сайта с описанием строительных материалов и предложениями для разных категорий покупателей. Увеличить их охват можно за счет продвижения в группах и сообществах социальных сетей.
Многие предприниматели обзванивают и лично посещают строительные магазины, расположенные в ближайшей окрестности. Увеличить продажи также можно за счет ведения переговоров с руководителями строительных бригад и компаний.
Планируя проведения рекламных кампаний, следует учитывать сезонность товара. Максимальные показатели продаж фиксируются в теплое время года, года, поэтому в этот период нужно активизировать рекламные действия, поскольку понесенные на них затраты быстро окупятся.
Оборудование
В бизнес-план производства шлакоблоков необходимо включить раздел о выборе, приобретении и эксплуатации оборудования в технологической линии. Для обеспечения производства понадобятся:
- бетономешалка;
- станок для производства шлакоблоков;
- тачка;
- лопата.
Выбирая станок, следует учитывать перспективные планы бизнеса. Если в них предусмотрена возможность расширения, то лучше приобрести многофункциональный станок, на котором кроме шлакоблоков можно организовать производство бордюров и тротуарной плитки. Такое решение позволит быстро переквалифицироваться на другое производство без дополнительных инвестиций. Если предприниматель не планирует разноплановую производственную деятельность, то дешевле будет купить передвижной вибростанок, предназначенный только для изготовления шлакоблоков.
Персонал
Шлакоблоки, изъятые из формы
Для обслуживания технологической линии достаточно трех работников. Один из них будет ответственен за процесс смешения, второй – за извлечение изделия из форм, а третий – за его перемещение в зону производственного помещения для высыхания. Планируя использовать грузоподъемное оборудование, следует включить в штат работников специалиста, владеющего навыками его управления и обслуживания. Контроль за технологией процесса на начальном этапе предприниматель может возложить на себя, а в будущем периоде может нанять для этих целей руководителя проекта. Для обеспечения сбыта продукции необходимо нанять торгового представителя, в обязанности которого будет проведение мероприятий, ориентированных на поиск клиентов и заключение с ними контрактов на поставку продукции.
Один из них будет ответственен за процесс смешения, второй – за извлечение изделия из форм, а третий – за его перемещение в зону производственного помещения для высыхания. Планируя использовать грузоподъемное оборудование, следует включить в штат работников специалиста, владеющего навыками его управления и обслуживания. Контроль за технологией процесса на начальном этапе предприниматель может возложить на себя, а в будущем периоде может нанять для этих целей руководителя проекта. Для обеспечения сбыта продукции необходимо нанять торгового представителя, в обязанности которого будет проведение мероприятий, ориентированных на поиск клиентов и заключение с ними контрактов на поставку продукции.
Итоги
Завод производства шлакоблоков является перспективным бизнесом, имеющим все шансы на успешность. Это объясняется востребованностью строительного материала и простотой технологии его изготовления. Поскольку себестоимость шлакоблока низкая, то организатор бизнеса имеет возможность неплохо заработать при минимальных вложениях в реализацию своей предпринимательской идеи.
Процесс производства бетонных блоков — BESS
Бетонный блок
Бетонный блок представляет собой блок из бетона. Для повышения качества блоков нужно применить вибрацию и усилие, чтобы раствор максимально сжался. Бетонный блок является общим названием и включает в себя различные типы блоков. Ниже вы можете увидеть несколько примеров бетонных блоков.
Пустотелые бетонные блоки различных форм и размеров.
Полнотелые бетонные блоки различных форм и размеров.
Тумбы разных форм и размеров.
Брусчатка разных форм, размеров и цветов.
Газобетонные блоки (также называемые газонными камнями).
Бетонные желоба, также известные как водосточные желоба.
Бетонные блоки Lego
Блоки из пенополистирола
Блоки пустотелых перекрытий

Во всех предметах вы можете увидеть бетон, но вы можете спросить, что такое бетон. Бетон формируется из заполнителей, воды и портландцемента, который обычно находится в виде порошка. Существуют разные стандарты соотношения смеси трех компонентов. Кроме того, 9Доступны добавки 0045 для придания бетону дополнительных свойств.
Обратите внимание, что существует разница между добавкой и примесью. Добавки добавляются в цемент во время производства, чтобы получить новые свойства цемента, а добавки добавляются в бетон во время смешивания, чтобы получить новые свойства.
В зависимости от вашей страны вы также можете использовать различные заполнители, наиболее распространенными заполнителями являются известняк, ракушки и мел или мергель в сочетании со сланцем, глиной, сланцем, доменным шлаком, кварцевым песком и железной рудой. Вы можете прочитать больше об этой теме в Concrete Network. Также подробнее о пустотелых бетонных блоках вы можете прочитать в нашей статье «что такое пустотелые бетонные блоки вообще и в деталях».
Вы можете прочитать больше об этой теме в Concrete Network. Также подробнее о пустотелых бетонных блоках вы можете прочитать в нашей статье «что такое пустотелые бетонные блоки вообще и в деталях».
Процесс производства бетонных блоков состоит из различных этапов в зависимости от системы, в которой вы их производите. Процесс производства бетонных блоков может быть ручным, полуавтоматическим, автоматическим и полностью автоматическим в зависимости от ваших потребностей, страны и бюджета. Ниже вы можете прочитать о них.
1. Ручной процесс изготовления бетонных блоков:
Ручной способ является самым простым и дешевым. Все, что вам нужно, это формочки. Бетон перемешивается вручную, а затем заливается в формы для бетонных блоков. Обычно при ручном способе нет вибрации и высокого давления, поэтому качество бетонных блоков низкое.
Так как раствор замешивается вручную, нельзя добиться определенного соотношения и каждый раз оно будет разным, что повлияет на качество конечного продукта. Ручной метод также слишком медленный, поскольку все операции выполняются вручную. Этот метод больше не предлагается, так как он не имеет никаких преимуществ и не является промышленным.
Ручной метод также слишком медленный, поскольку все операции выполняются вручную. Этот метод больше не предлагается, так как он не имеет никаких преимуществ и не является промышленным.
2. Полуавтоматический процесс производства бетонных блоков:
В полуавтоматическом процессе производства бетонных блоков вам нужна машина, которая производит блоки. Эта машина называется машиной для производства бетонных блоков, в ней установлены формы, и она производит бетонные блоки, используя давление и вибрацию в формах. Преимущества полуавтоматического процесса производства бетонных блоков заключаются в том, что качество конечного продукта выше, чем при ручном производстве, поскольку оно производится с использованием гидравлического давления и вибрации.
Недостатком этого метода является то, что процесс смешивания по-прежнему выполняется вручную, и соотношение бетона каждый раз будет разным. Кроме того, поддоны из машины доставляются ручными тележками, и для обработки производства требуется 3 рабочих, поэтому вам потребуется больше рабочих по сравнению с другими методами производства.
Если у вас ограниченный бюджет и вы живете в стране с низкой стоимостью рабочей силы и дешевыми землями, этот вариант — лучший вариант для вашего бизнеса.
3. Автоматический процесс производства бетонных блоков:
Автоматический метод производства бетонных блоков является наиболее популярным вариантом, основанным на нашем отделе продаж. Приготовление раствора в этом методе выполняется автоматически, поэтому качество вашего раствора будет одинаковым с течением времени, поскольку постоянно используется точное соотношение. Производственный процесс также осуществляется роботами, и вместо трех ручных тележек для обработки продукции используется один вилочный погрузчик. Цемент также хранится в цементном бункере и автоматически добавляется в смеситель. Таким образом, вы можете сократить количество рабочих на вашем заводе. Учтите, что в этом методе машиной управляет оператор.
4. Полностью автоматический процесс производства бетонных блоков:
Разница между автоматическим и полностью автоматическим методами заключается в том, что при автоматическом методе вам нужен оператор для управления машиной, а при полностью автоматическом производстве бетонных блоков , машина работает автоматически. Этот дизайн подходит для развитых стран, где стоимость рабочей силы высока, а земля также дорога.
Этот дизайн подходит для развитых стран, где стоимость рабочей силы высока, а земля также дорога.
Машина для производства бетонных блоков
Эти машины также называются блокирующими кирпичными машинами. На рынке доступны различные типы машин для производства бетонных блоков. Одни из них мобильные, другие стационарные. Существуют также различные уровни автоматизации для машин.
Эта статья посвящена процессу производства бетонных блоков, поэтому детали оборудования здесь не обсуждаются. Если вам интересно узнать больше о машинах для производства бетонных блоков, вы можете прочитать «Машина для производства бетонных блоков: описание и цена» или «Машина для производства кирпича».
Учтите, что выбирать правильную машину для вашего предприятия, выбирая самую дешевую машину, совсем неразумно. Чтобы выбрать лучшую машину, необходимо учитывать техническую информацию, такую как размер поддона, гидравлическое давление, потребляемая мощность и сила вибрации. Bess предлагает вам высококачественные машины для производства бетонных блоков различной производительности и уровня автоматизации. Ниже вы можете увидеть процесс производства бетонных блоков на нашем полуавтоматическом станке. Вы можете получить доступ к большему количеству видео через наши каналы YouTube VESS machine EN и BESS machine EN.
Bess предлагает вам высококачественные машины для производства бетонных блоков различной производительности и уровня автоматизации. Ниже вы можете увидеть процесс производства бетонных блоков на нашем полуавтоматическом станке. Вы можете получить доступ к большему количеству видео через наши каналы YouTube VESS machine EN и BESS machine EN.
Как производить бетонные блоки
Для производства бетонных блоков вам необходимо обеспечить завод сырьем, таким как заполнитель, вода и портландцемент. Затем вам нужно смешать их вместе, чтобы получилась однородная кремообразная смесь. Доступны различные соотношения смесей в зависимости от стандартов вашей страны и совокупной доступности. Также в зависимости от выбора машины это делается вручную или автоматически.
После того, как вы приготовите раствор, пора подавать его в машину. Обычно это делается конвейерными лентами. Потом машина позаботится обо всем остальном. раствор сначала заливается в бункер агрегата машины, затем он автоматически подает раствор в формы. Когда форма заполнена раствором, гидравлический пресс выполняет прессование. Вибрация также помогает гидравлической системе сжимать его наилучшим образом.
После того, как бетонные блоки сформированы на поверхности поддонов, машина ведет поддон к выходу машины. Теперь это зависит от вашей машины, если она полуавтоматическая, она доставляется в секцию полимеризации на ручных тележках.
Если ваша машина для производства бетонных блоков является автоматической машиной, то сначала 5 поддонов укладываются друг на друга, а затем они поднимаются вилочным погрузчиком и доставляются в секцию твердения.
Если покупка земли в вашем районе стоит слишком дорого, то лучше выбрать автоматическую систему, чтобы сэкономить землю для участка пролечки до 5 раз.
Производство бетонных блоков Суточная производительность
Каждый день состоит из трех смен, каждая смена длится восемь часов. Легче обсуждать мощность в каждую смену, чтобы не было путаницы.
В зависимости от производимого вами бетонного блока мощность вашего завода по производству бетонных блоков различается. Обычно мощность производства брусчатки указывается в квадратных метрах, а пустотелые блоки и полнотелые блоки описываются цифрами. Машины для производства бетонных блоков, предлагаемые Bess, могут производить 4000 штук стандартных блоков (ширина 20 см, длина 40 см, высота 20 см) или 300 квадратных метров брусчатки за восемь часов.
Заключение
Для производства бетонных блоков в соответствии с вашим рыночным спросом и местными возможностями вам необходимо выбрать правильную машину и подходящий бизнес-план производства бетонных блоков. Инженеры Bess могут помочь вам на каждом этапе этого бизнеса. Все, что вам нужно сделать, это связаться с нами.
Все, что вам нужно сделать, это связаться с нами.
CMU Производственный процесс | Nitterhouse Masonry
Процесс производства CMU | Каменная кладка НиттерхаусИзготовление бетонных блоков в Nitterhouse MasonryКомпания Nitterhouse Masonry Products гордится каждым произведенным блоком, брусчаткой и камнем. Мы всегда следим за тем, чтобы вся наша продукция производилась в соответствии с высочайшими стандартами и максимально возможного качества.
Процесс изготовления бетонных блоков (CMU) практически не изменился с момента его создания в начале 1900-х годов. Сырье смешивают с водой, формуют в форму и оставляют на некоторое время для отверждения. Основной процесс прост, но с прогрессом в отрасли за эти годы производство CMU стало наукой химического машиностроения и архитектурной целостности.
С момента своего основания в 1923 году как Nitterhouse Concrete Products до семьи компаний по производству бетона и камня, которая сегодня называется Nitterhouse, мы создали более совершенные системы для увеличения производства, контроля качества, мониторинга процессов и широкого спектра архитектурных бетонных изделий. В нашем процессе CMU используются лучшие технологии и оборудование, управляемые и контролируемые специальной командой, которая гордится каждым производимым блоком.
В нашем процессе CMU используются лучшие технологии и оборудование, управляемые и контролируемые специальной командой, которая гордится каждым производимым блоком.
Мы предлагаем широкий выбор визуальных эффектов и производим определенные конструкции, которые обеспечивают определенные структурные особенности для уникальных применений. Вы обнаружите, что эстетически приятная природная красота камня проявляется по-разному, в зависимости от типа блока. Кроме того, переработанный материал в нашем переработанном CMU может быть именно тем, что необходимо для вашей следующей экологически ориентированной сборки.
Несмотря на то, что у вас есть большой выбор внешнего вида архитектурного блока, основной процесс изготовления бетонного блока одинаков. Будут варьироваться тип и количество сырья, а также время отверждения, а окружающая среда будет регулироваться в зависимости от качеств, необходимых для готового продукта. Мы предоставляем наш процесс производства блоков CMU, чтобы помочь архитекторам реализовать наши производственные возможности, чтобы помочь инженерам выбрать блок, структурно стабильный для их проекта, и чтобы подрядчики по каменной кладке знали, что можно быстро изготовить, когда это необходимо.
Обычно для формирования бетонного блока требуется только два типа материалов: заполнители и цементы. Заполнители, такие как песок и щебень, образуют основную структуру блока. Цемент действует как связующее, которое удерживает заполнители вместе и затвердевает при смешивании с водой.
Песок, камень и цемент доставляются на наши заводы большегрузными самосвалами из местных карьеров. Агрегаты хранятся в открытых бункерах на нашем дворе. Так как цемент чувствителен к влаге, он задувается в наши цементные силосы. У нас есть различные типы и размеры заполнителей и цемента для производства нашей разнообразной линейки архитектурных бетонных блоков.
Каждая единица бетонных блоков будет содержать следующие материалы в различных количествах и вариациях в зависимости от того, какой тип архитектурного блока используется на производственной линии:
бетонных смесей, применяемых в общестроительных целях, смесь для бетонных блоков будет иметь более высокое соотношение песка к гравию и воде.
В результате получается сухая, жесткая смесь с высокой прочностью на сжатие, которая сохраняет свою форму при извлечении из блочной формы.Материалы, необходимые в течение дня, вывозятся во дворе фронтальным погрузчиком и сбрасываются в закрытые отсеки, связанные с производственной линией. Наш оператор станка выбирает количество сырья, необходимого для партии, производимой в нашей компьютеризированной системе, которая точно измеряет и выпускает материал для изготовления блока того типа, который мы используем.
Вот как происходит процесс:
Этап 1
Смешивание
После измерения необходимого количества материалов они выгружаются на конвейерную ленту. Конвейер перемещает материалы в наш смеситель объемом 1,75 кубических ярда, где вода добавляется по мере заливки заполнителей и бетона. Вода также точно контролируется нашей электронной измерительной системой, чтобы смесь не была слишком влажной или слишком сухой.
Затем добавляются любые дополнительные добавки, такие как гидрофобизаторы или пигменты, и смесь перемешивается в течение шести-восьми минут.
Этап 2
Формование
Когда смесь надлежащим образом перемешана, бетон перемещается на другую конвейерную ленту, которая поступает в нашу машину для изготовления блоков. Одна из наших различных форм будет настроена для конкретного типа CMU, который мы производим в партии. После того, как замес разлит в формы, блок-машина вибрацией уплотняет бетонную смесь. Мы делаем это, чтобы придать бетону прочность и уплотнить бетон в блок.
Формование бетона является наиболее важным этапом изготовления КМУ. Надлежащее сжатие имеет важное значение для получения качественного готового продукта. Материалы подаются в формы с измеренной скоростью потока, а время и сила вибрации точно контролируются, чтобы обеспечить соответствующую высоту и прочность блока.
Когда достигается надлежащее сжатие и консолидация, блок выталкивается из формы на стальной поддон, чтобы его можно было транспортировать в нашу печь для отверждения. На его этапе цемент называют «зеленым блоком», прежде чем он вылечит и затвердеет.
Этап 3
Отверждение
Затем поддоны перемещаются на тележки, которые перемещаются в нашу паровую печь низкого давления для нагрева. Как правило, стеллаж из бетонных блоков выдерживается в печи при нормальной влажности и температуре (от 70 до 100 градусов по Фаренгейту) на срок до трех часов. Затем в печь постепенно вводят пар и медленно повышают температуру до соответствующего уровня.
Когда достигается максимальная температура, подача пара и тепла отключается, и блоки сохнут еще от 12 до 18 часов в горячем влажном воздухе. Затем из печи выгоняют влажный воздух и повышают температуру до полного высыхания блока.
Блок обычно отверждается в течение 16-24 часов при высокой влажности и средней температуре около 100 градусов по Фаренгейту.
Этап 4
Кубирование и хранение
По завершении отверждения бетонный кладочный блок выкатывается из печи. Затем каждый блок распаковывается и помещается на наш конвейер. Они переходят к нашей системе кубирования, которая укладывает блоки на деревянный поддон. Каждый блок выровнен и сложен, чтобы сформировать куб, четыре блока в поперечнике, два блока в глубину и шесть блоков в высоту.
Наши блоки с разъемной поверхностью, например, отлиты из двух блоков, соединенных вместе. После затвердевания двойные блоки проходят через наш сплиттер. Разделитель ударяет по соединенным блокам, вызывая их разрушение и создавая шероховатую текстуру на одной стороне каждого куска. Затем их кубируют и складывают.
Мы заворачиваем куб в пластик для безопасности и защиты от непогоды, и его доставляют на вилочном погрузчике в соответствующую секцию нашего двора для этого конкретного типа блока или для определенного заказа. Отсюда будут подъезжать блок-фуры и загружать продукцию по мере необходимости.
Обеспечение качества при производстве CMU Различные участки нашего завода постоянно контролируются, чтобы подтвердить, что мы производим блоки с особыми характеристиками. Будь то прочность, устойчивость к атмосферным воздействиям и химическим веществам или технические характеристики, у нас есть электронный контроль, и операторы машин постоянно следят за тем, чтобы готовый блок работал в соответствии с требованиями. Мы гарантируем:
- Заполнители и цемент взвешиваются электронным способом, чтобы убедиться, что правильные части каждого материала, которые влияют на внешний вид, ощущение и долговечность блока, являются правильными.
- Содержание влаги в песке и гравии измеряется с помощью ультразвуковых датчиков, поэтому в смесь можно добавить точное количество воды для точного содержания воды, необходимого для партии.
- Размер и плотность каждого блока проверяются с помощью датчиков лазерного луча, когда каждый блок выходит из машины для изготовления блоков.
- Среда отверждения регулируется электронным способом для контроля времени цикла, температуры и давления. Вся информация записывается для каждой партии.
- Готовые блоки проверяются на различные качества, такие как звукопроницаемость, водопроницаемость, огнестойкость, прочность и усадка.
Бетонный блок должен выдерживать суровые погодные условия, пожар и другие виды серьезных повреждений. Нет ничего лучше, чем блок, если вам нужен прочный, огнестойкий, устойчивый к насекомым и вторжению строительный материал. Мы следим за тем, чтобы в каждом блоке, покидающем наш завод, сохранялась целостность.
Многоликость архитектурных бетонных блоковКомпания Nitterhouse Masonry Products гордится каждым произведенным блоком, брусчаткой и камнем. Мы всегда следим за тем, чтобы вся наша продукция производилась в соответствии с высочайшими стандартами и максимально возможного качества. Наша линейка архитектурных бетонных блоков включает в себя множество вариантов с текстурированным внешним видом или гладкой отделкой из шпона, а также различных цветов, форм и размеров, чтобы предоставить профессионалам в области дизайна широкий спектр вариантов строительства из бетонной кладки.
Нужен ли вам базовый бетонный блок для срочной работы, у вас есть архитектурная специальность для строительства или вам нужен особый вид сложного офисного здания, мы можем изготовить блок, который вам нужен. Ознакомьтесь с каждой единицей бетонного блока, чтобы узнать все, что доступно для вашего следующего строительного проекта:
- Отделка шлифованной поверхности. Наш шлифованный CMU отшлифован как минимум с одной стороны, что придает ему гладкую и насыщенную поверхность. Благодаря 20 стандартным цветам у вас будет множество вариантов комбинирования цветов, но мы также можем настроить пигмент в соответствии с вашими требованиями к дизайну.
- Раздельная лицевая поверхность. Этот текстурированный блок выпускается со стандартной отделкой Split Face, Split Wide Profile и Split Fluted, чтобы соответствовать широкому диапазону архитектурных образов. Глубина и размеры этой конструкции являются фаворитами для различных внутренних и внешних строительных проектов и, как и многие из наших CMU, могут использоваться на уровне земли или ниже.
- Античная отделка. Наш антикварный CMU обработан дробеструйной обработкой, которая красиво обнажает камень под ним. У нас есть несколько стандартных цветов, и если они вам не подходят, мы можем настроить цвет специально для вашего проекта. Этот блок обеспечивает прекрасный вид состаренного вида с деревенской текстурой, который используется как для внутреннего, так и для внешнего строительства.
- Монарх Традиционный. Вы получаете внешний вид глиняного кирпича с качеством блока в нашей традиционной линии Monarch. Эти CMU имеют длину и глубину обычного блока, но высоту стандартного кирпича. Вы можете использовать этот блок в классе и ниже. Мы разработали их в соответствии со стандартами ASTM-C90 для несущей бетонной кладки.
- Элитный КМУ. Нет необходимости укладывать блоки, а затем облицовывать их керамической плиткой для внутренних работ. Наш Elite CMU — выдающийся строительный материал как для внутреннего, так и для внешнего совершенства. Благодаря выбору цвета, например, лососевому или оружейному металлу, эти наполненные и полированные блоки идеально подходят для крупных коммерческих проектов, таких как школы или муниципальные здания, которым требуется оттенок цвета и стиля. Лица шлифуются, а затем заполняются наполнителем из акриловой смолы. После полировки они герметизируются нашим герметиком, совместимым с летучими органическими соединениями (ЛОС).
- Переработанный CMU. Наш «Эко-умный» переработанный CMU изготавливается с шлифованной и разделенной поверхностью. Минимум 30% переработанного материала — это популярный выбор для вашего проекта, ориентированного на защиту окружающей среды. Переработанный контент принесет вам баллы LEED (Лидерство в энергетическом и экологическом дизайне) за ваши экологические усилия.
- Камень наследия. Наш камень наследия — это блок архитектурного шпона, демонстрирующий совокупное содержание блока. Он изготовлен с прочностью 8500 фунтов на квадратный дюйм и абсорбцией менее 5%. В нашей линейке Legacy есть четыре разных отделки, которые часто смешиваются в одном проекте для визуальной привлекательности и структуры:
- Linear Collection – две отделки на одном блоке: шлифованная поверхность и дробеструйная обработка. Ширина каждой полосы настраивается в соответствии с уникальным дизайном, а между двумя разными отделками есть глубокие линии с насечками.
- Текстурированный – лицевая поверхность обработана дробеструйной обработкой, что придает текстуру и объем.
- Терраццо – шлифованная, гладкая и полированная поверхность определяет этот бетонный блок. Его часто используют для оклейки полос.
- Точеное лицо — обработанные таким образом, чтобы они напоминали ограненный известняк, эти камни часто используются для акцентных полос, чтобы разбить большие участки одного цвета и текстуры.
- Linear Collection – две отделки на одном блоке: шлифованная поверхность и дробеструйная обработка.
Выберите желаемый блок в различных специализированных формах для конкретных строительных приложений. Мы производим специальные формы из бетонных блоков для строительства соединительных балок, контрольных швов, закругленных углов и многих других архитектурных проектов.
Все архитектурные CMU Nitterhouse герметизированы герметиком на водной основе из акриловой смолы, совместимым с летучими органическими соединениями, и должны быть покрыты другим герметизирующим составом после завершения кладочных работ. Мы также добавляем водоотталкивающую добавку во все наши партии бетонных блоков, чтобы уменьшить абсорбцию и проницаемость. Мы предоставляем эту добавку для добавления в раствор при кладке стен.
Кирпичный блок для звукового строительства и креативного дизайна
Занимаясь бизнесом более 90 лет, мы расширяем линейку продуктов и производственные возможности по мере изменения технологий и передового опыта. От деловых амбиций каменщика Уильяма Л. Ниттерхауса, строящего свой собственный блок в своем гараже, до семейной линии в пятом поколении, которая сегодня занимается нашим производством камня, мы поставили перед собой задачу обеспечить лучшее качество, варианты и дизайн.
В будущем индустрия производства блоков продолжит предлагать новые формы, размеры и экономические преимущества для строительства зданий. Энергоэффективность и долговечные конструкции будут оставаться в авангарде новых разработок. Наши дизайнеры создали превосходные продукты, которые зарекомендовали себя как гармоничное сочетание эстетической привлекательности и структурной надежности для любого типа здания.
Независимо от того, хотите ли вы построить общественный центр или высотное здание, вы обнаружите, что мы можем предоставить именно то, что вам нужно, чтобы сделать ваш проект исключительным. Ознакомьтесь с нашей полной линейкой архитектурных бетонных блоков и откройте для себя разнообразие, которое даст вам гибкость при проектировании. Для получения дополнительной информации о нашем процессе производства блоков или о любом из наших продуктов для каменной кладки, пожалуйста, свяжитесь с нами сегодня.
Разница между цементом, шлакоблоками и бетонными блоками
Бетон и шлакоблоки имеют некоторые общие элементы, но главное отличие заключается в жизненно важном компоненте. Люди иногда используют термины взаимозаменяемо, но бетон и шлакоблоки очень разные.
Бетон Бетон – изделие, изготовленное из цемента и заполнителей. В тот момент, когда ингредиенты смешиваются, происходит химическая реакция, и конечным результатом является бетон.
Бетонные блоки
Бетонные блоки изготовлены из чистого бетона. То есть заполнители, которые используются, представляют собой мелкий щебень или песок.
Шлакоблоки
Теперь о так называемых «шлакоблоках»… Я говорю «так называемые», потому что «шлакоблоки» — это несколько устаревший и общий термин для типа структурных блоков, который легко разобрать. из множества разных вещей. Раньше, когда люди сжигали уголь для обогрева своих домов, а такие предприятия, как Bethlehem Steel, имели большие коксовые печи, работающие круглосуточно и без выходных, производилось много «золы» — общий термин для золы, которая остается после сжигания угля или подобного топлива. . Как и в случае с золой из дровяной печи сегодня, типичная зима оставила бы домовладельца с многочисленными мусорными баками золы; и угольные электростанции и сталелитейные заводы будут производить тонны этих отходов каждый день.
Таким образом, он использовался для изготовления «шлакоблоков. » Они были – и в некоторых случаях остаются – той же формы и размера, что и бетонные блоки, но с промышленными отходами в качестве «заполнителя» вместо песка или мелкого гравия, используемых для изготовления собственно бетон.
Как я уже указывал ранее, разница между бетоном и цементом заключается в том, что «бетон» — это термин, обозначающий конечный продукт, полученный, когда компонент наполнителя удерживается вместе с цементом. Таким образом, эти большие грузовики с постоянно вращающимися цилиндрами — это, по сути, бетоновозы, а не «цементовозы». или «шлакоблоки» гораздо чаще называют их шлакоблоками, а не бетонными блоками. Шлакоблоки также создаются из бетона, но в состав заполнителя входит либо угольная зола, либо зола. Следовательно, шлакоблоки намного легче по весу, чем бетонные блоки.
Шлакоблоки представляют собой полые конструкции прямоугольной формы, обычно изготавливаемые из бетона и угольного шлака, которые находят применение на строительных площадках. С другой стороны, бетонные блоки часто представляют собой плоские конструкции из стали, дерева или цемента. Существенные различия можно проиллюстрировать в виде таблицы, показывающей различия между шлакоблоками и бетонными блоками.
– Обычно изготавливается из бетона, а также из угольного пепла.
– Гораздо легче по сравнению с последним из-за пропорции компонентов заполнителя.
– Не очень сильный, поэтому в некоторых местах его часто избегают.
— они более склонны к изгибу, а деформация и ремонт обычно очень дороги, поэтому их избегают.
— почти устарел, поскольку не производился серийно уже около 50 лет.
– Не обладают значительной прочностью на растяжение.
Прочность
Бетон и шлакоблоки производятся с открытыми ячейками, которые могут принимать металлическую арматуру или дополнительный бетон для повышения прочности. Бетонные блоки намного прочнее шлакоблоков. Некоторые строительные нормы прямо запрещают использование шлакоблоков в строительных проектах.
– Состоит из стали, дерева или цемента.
— Обычно более громоздкий, чем шлакоблок.
— Может выдерживать гораздо большие нагрузки по сравнению с шлакоблоками, поэтому во многих местах использование шлакоблоков намеренно запрещено.
— более эффективен по сравнению с предыдущим, так как может выдерживать большое давление.
— широко используется из-за его неоспоримых преимуществ и преимуществ по сравнению с предыдущим.
– Используется одновременно в смеси с шлаком вертикально для образования прочной структуры по разумной цене из-за его значительной прочности на растяжение.
Вес и прочность.
Я говорил с несколькими людьми на эту сложную тему, и все согласились с тем, что настоящие шлакоблоки намного легче по весу, чем бетонные блоки, и что настоящий бетон намного тяжелее, прочнее и долговечнее.
Может показаться, что сегодняшним строителям нужен только бетонный блок, однако это не так. Если строительные нормы и формальные потребности работы позволяют это, многие строители выбирают «шлакоблок», потому что он легче по весу. Настоящие бетонные блоки очень тяжелые, и поднимать их быстро надоедает. Так что верьте или нет, современный шлакоблок, который изготавливается из вулканической пемзы, если поблизости нет угольной электростанции, на самом деле может стоить дороже.
Если блок новый и тяжелый, это бетон, созданный из песка или гравия; не пепел. Если он более старый и легкий, заполнитель, вероятно, представляет собой «золу» — отходы от сжигания угля. Если он новый и легкий, и вы покупаете его новым, продавец должен быть в состоянии сказать вам, что именно в нем — вулканическая пемза или старомодный пепел.
Хьюстон Людер Известняк | Даллас / Форт-Уэрт Людер Известняк | Сан-Антонио Людер Известняк | Остин/Центральный Техас Людер Известняк | Нью Браунфелс Людер Известняк | Известняк Бомонт | Киллин Известняк | Храмовый известняк
Хьюстонский каменный карьер | Каменоломня Даллас/Форт-Уэрт | Каменоломня Сан-Антонио | Каменный карьер Остин / Центральный Техас | Каменоломня Нью-Браунфелс | Каменный карьер Бомонт | Киллин Каменный карьер | Temple Stone Quarry
Процесс производства бетонных блоков.
Как делаются блоки? Бетонные блоки широко используются в строительстве. Как они производятся и каковы решающие факторы, определяющие процесс?
Содержание
- 1 Производственный процесс
- 2 Смесь Дизайн
- 2.1 Цемент, используемый в бетонных блоках
- 2.2. Бетонные блоки изготавливаются различных форм и размеров. Тем не менее, основной принцип их изготовления остается прежним: относительно сухая смесь цемента, заполнителя и воды уплотняется под давлением в блочном прессе, после чего ее оставляют для затвердевания и высыхания. После завершения этого процесса блок готов к использованию.
Различные факторы влияют на этот процесс в большей или меньшей степени и должны учитываться. К ним относятся состав смеси, работа блочного пресса и преобладающие погодные условия. На реакцию гидратации отрицательно влияет, если конструкция рыхлой смеси или сырые блоки слишком горячие или холодные или подвержены воздействию ветра. Полученный продукт может быть низкого качества.
Состав смеси
Состав смеси для бетонных блоков состоит из цемента, заполнителя (песок и камень), воды и химических добавок. Все это оказывает заметное влияние на результирующие блоки. Таким образом, мы рассмотрим каждый по очереди.
Главным принципом, которым руководствуется этот смешанный дизайн, является мобильность. Свежая бетонная смесь относительно сухая, так как она должна сохранять форму после прессования в блочном прессе. Если смесь слишком влажная, бетон осядет, разрушив блок. Если смесь слишком сухая, она не будет должным образом уплотняться и, следовательно, будет слишком пористой. Эта плохая консолидация значительно снижает прочность блока на сжатие, делая его бесполезным. Когда смесь содержит высококачественные материалы, смешанные в правильных пропорциях, она достаточно жидкая, чтобы хорошо затвердевать в блок-прессе, но достаточно сухая, чтобы сохранять свою форму после прессования.
Цемент, используемый в бетонных блоках
На рынке доступны различные виды цемента.
Обычно они классифицируются в зависимости от прочности на сжатие, достигаемой через 28 дней, на основе стандартизированных испытаний и используемых наполнителей, если таковые имеются.Обычный портландцемент (типичный цемент, который мы используем в строительстве) содержит только цемент, без наполнителей, и обычно классифицируется как 52,5N. Эта цементная паста достигает прочности на сжатие 52,5 МПа при смешивании и отверждении в стандартных условиях. N обозначает стандартное время схватывания, а R обозначает быстрое схватывание, что не относится к данной статье.
Некоторые виды цемента содержат наполнители, такие как летучая зола, шлак и микрокремнезем. Эти наполнители снижают стоимость цемента и замедляют время схватывания. Как правило, это влияет на стандартную прочность на сжатие, снижая ее до 32,5 МПа или 42,5 МПа.
Для изготовления блоков лучше всего использовать типы цемента с классом прочности 42,5 или 52,5, так как это обеспечивает достаточный прирост прочности.
Прирост прочности происходит во время реакции гидратации между цементом и водой.Заполнитель для бетонных блоков
Заполнители, используемые при производстве блоков, представляют собой песок и мелкие камни. Песок может быть природным речным или карьерным песком или дробильным песком, а камни могут быть галькой из речного русла или щебнем. Европейские страны используют больше заполнителей из рек, в то время как засушливые регионы используют больше дробленых заполнителей. Это предпочтение основано на местной доступности.
Речной песок и галька, как правило, гладкие и округлые, что обеспечивает большую подвижность смеси. Они действуют как шарики или шарикоподшипники в конструкции смеси, перекатываясь друг по другу в процессе уплотнения.
Измельченные заполнители имеют угловатую или чешуйчатую форму, что снижает подвижность состава смеси. Угловатые заполнители не катятся легко, как блок не катится так же легко, как мяч. В этом случае конструкция смеси потребует больше воды для облегчения подвижности, что влияет на ее способность сохранять жесткость после формования в блочном прессе.
Гранулометрический состав заполнителя также важен. Речные пески, как правило, имеют один размер, и все частицы попадают в узкий диапазон размеров. Напротив, распределение по размерам в измельченных заполнителях легко изменяется и относительно хорошо контролируется.
Заполнители одного размера не обеспечивают такой большой мобильности и возможности консолидации, как агрегаты с более равномерным распределением размеров. Когда в смеси присутствуют частицы разного размера, более мелкие частицы заполняют пустоты между более крупными частицами, перекатываясь друг над другом в процессе. Такое распределение обеспечивает большую консолидацию и уменьшает пустоты между частицами. Эти факторы способствуют большей прочности и стабильности размеров получаемого продукта.
Выбор между речным заполнителем или дробленым заполнителем часто зависит от финансов, поскольку состав смеси можно изменить и оптимизировать в соответствии с используемыми материалами.
Водородный коэффициент
Вода является неотъемлемой частью состава смеси.
Без него не будет реакции гидратации и, следовательно, не будет увеличения прочности и стабильности размеров. Питьевая вода обычно подходит для бетонных работ. Если вода, предназначенная для изготовления блоков, непригодна для питья, ее следует проверить на примеси. Присутствие некоторых примесей в небольших количествах не оказывает отрицательного влияния на процесс изготовления блоков. Другие вредят процессу, в основном, если он включает органические материалы, глину, соль, хлор, глюкозу или другие сахара.Органический материал, глина и глюкоза замедляют реакцию гидратации. Когда они присутствуют в достаточных концентрациях, они могут полностью свести на нет реакцию гидратации. Соль и хлор ускоряют реакцию гидратации и могут привести к мгновенному схватыванию или ложному схватыванию. И то, и другое отрицательно сказывается на качестве конечного продукта.
Важность добавок
Добавки являются важным элементом в современном производстве бетонных блоков. Обычно в состав смеси включают два типа добавок: водоредуцирующие или пластифицирующие и воздухововлекающие.
Пластификаторы
Пластифицирующие добавки повышают текучесть смеси без добавления воды. Пластификаторы старого поколения обладали ограниченной способностью уменьшать количество воды и замедляли время схватывания при использовании в высоких дозах. Это потому, что они обычно использовали глюкозу в качестве активного ингредиента.
Современные пластификаторы основаны на полимерах и обычно не влияют на время схватывания. Структура полимера для этих добавок выглядит как гребенка, состоящая из остова с торчащими маленькими «зубчиками». Когда они вступают в контакт с цементом, остов прилипает к частице цемента. «Зубы» будут направлены в сторону от частицы, упираясь в «зубья», направленные от других частиц цемента. Это удерживает зерна цемента друг от друга, увеличивая подвижность смеси.
По мере протекания реакции гидратации частицы цемента кристаллизуются и растут, эффективно поглощая прилипшие к ним молекулы примеси. При высоких дозах новые молекулы будут прилипать к частицам, немного увеличивая подвижность.
Как только молекулы полностью проглочены, кристаллы гидратированного цемента сцепляются, образуя жесткую сеть.Передозировка добавок на полимерной основе обычно не оказывает отрицательного влияния на время схватывания. Тем не менее, это увеличит подвижность смеси до точки разделения. В таком состоянии бетон нельзя помещать в блочный пресс. К счастью, эта ситуация временная. Если бетон постоянно перемешивается с низкой скоростью, молекулы полимера будут поглощаться гидратирующими частицами цемента, что снижает подвижность. Хотя это часто испытывает нервы операторов завода, вы можете подождать, пока мобильность не снизится до приемлемого уровня, и продолжить процесс изготовления блоков в обычном режиме.
Воздухововлекающие добавки
Воздухововлекающие добавки задерживают крошечные пузырьки воздуха в структуре смеси. Они микроскопические и недостаточно большие, чтобы образовать полости в конструкции смеси. Обычно они крупнее частиц цемента, но меньше мельчайших частиц заполнителя.
По сути, это добавляет еще один слой к распределению частиц по размерам в составе смеси, улучшая подвижность.Захваченные пузырьки воздуха круглые, как шарики в дизайне смеси. Это позволяет частицам более эффективно перекатывать друг друга, тем самым улучшая подвижность смеси и ее способность хорошо уплотняться в блок-прессе.
Передозировка воздухововлекающих устройств отрицательно влияет на прочность конструкции на сжатие. 6% вовлеченного воздуха могут снизить прочность на сжатие до 1%. По этой причине вы должны следовать рекомендациям производителя и инструкциям по дозировке.
Пресс для блоков – Машина для производства бетонных блоков
Пресс для блоков – это машина с гидравлическим приводом, которая используется для формования бетонных блоков. Доступны различные типы блочных прессов, различающихся по размеру и функциям. Используемый вами блочный пресс влияет на состав бетонной смеси и последующие процессы. Некоторым блочным прессам требуются более влажные смеси, в то время как другие лучше работают с чрезвычайно сухими смесями.
«Яйцескладочный пресс» — наиболее часто используемый кирпичный пресс для мелкосерийного производства. Этот тип блочного пресса имеет бункер, содержащий свежий бетон. Отсюда бетон подается в лоток опалубки для блоков, помещаемый прямо в землю. Оказавшись на месте, на блоки давит вес, объединяя их в зеленые бетонные блоки. Вся машина поднимается и катится вперед, чтобы уложить еще один набор блоков, когда вес поднимается.
Чтобы завершить бег, несушке требуется длинный участок чистой твердой земли, часто покрытый брезентом. Блоки остаются на месте до тех пор, пока они не будут достаточно отверждены, чтобы их можно было убрать на хранение. Поскольку эта операция обычно происходит снаружи, блоки должны быть покрыты пластиковыми листами, чтобы защитить их от непогоды.
Производительность яичной несушки зависит от размера лотка и скорости оператора. Однако это довольно медленно.
Крупногабаритное оборудование для изготовления блоков разнообразно и достаточно надежно.
Типичный промышленный пресс для блоков может производить до 283 000 блоков за 9-часовую смену. Эти машины устанавливаются в помещении на складе. Большой миксер, обычно тарельчатый, смешивал свежий бетон, помещая его в большой бункер. Он подается на блок-пресс с лотком блок-форм. Здесь блоки вибрируют с высокой частотой и утрамбовывают сверху для обеспечения оптимального уплотнения.После объединения зеленые блоки выпускаются на конвейерную ленту, которая перемещает их в установку для отверждения. Когда отверждение завершено, блоки упаковываются и отправляются в конечный пункт назначения.
Как правило, прессы для яичных блоков требуют более влажных бетонных смесей, поскольку прилагаемое усилие уплотнения не такое высокое, как в промышленных условиях. Поскольку промышленные блочные прессы включают в себя мощное оборудование, они лучше работают с сухими бетонными смесями.
Как делают бетонные блоки?
Бетонные блоки или цементные кирпичи — это строительный материал, используемый для возведения стен в здании.
Он также известен как блок бетонной кладки (CMU). Бетонные блоки являются одним из сборных железобетонных изделий, используемых в строительстве. Сборные блоки формируются и затвердевают до того, как они попадут на рабочую площадку. Существуют различные бетонные блоки, имеющие одну или несколько полых полостей, а сторона может быть отлита гладкой или с рисунком. Эти блоки укладываются на бетонный раствор, чтобы получилась стена.Бетонный раствор впервые использовали римляне в 200 г. до н.э. для крепления фасонного камня в здании. При римском императоре Калигуле в 37-41 гг. н.э. небольшие блоки бетона использовались в качестве строительного материала в современном Неаполе, Италия. Бетонная технология, разработанная римлянами, утрачена с падением Римской империи в пятом веке. Английский каменщик Джозеф Аспдин разработал портландцемент в 1824 году.
Первый пустотелый бетонный блок был спроектирован Хармоном С. Палмером в 1890 году в США, и после 10 лет исследований и экспериментов он запатентовал конструкцию в 1900.
Блок, разработанный Палмером, имел размеры 8 x 10 x 30 дюймов и был настолько тяжелым, что для его перемещения использовался кран.За это время один человек изготовил в среднем 10 блоков и отлил их вручную. С современными машинами и передовыми технологиями это составляет 2000 блоков в час.
Какое сырье используется?Для изготовления бетонных блоков или кирпичей используется сырье, такое как смесь порошкообразного портландцемента, воды, песка и гравия. Вместе эти сырьевые материалы образуют блок светло-серого цвета с мелкой текстурой поверхности и высокой прочностью на сжатие. Вес типичного бетонного блока составляет от 38 до 43 фунтов (от 17,2 до 19 фунтов).0,5 кг). Для блоков более высокий процент песка и более низкий процент гравия и воды. Получилась очень сухая, густая смесь, сохраняющая форму при извлечении из блочной формы.
Различные виды сырьяШлакоблок изготавливается из гранулированного угля или вулканического пепла.
Это темно-серый блок с текстурой поверхности от средней до грубой, обладающий хорошей прочностью и хорошими звукоизоляционными свойствами с более высокой теплоизоляцией, чем бетонный блок. Типичный шлакоблок весит около 26-33 фунтов (11,8-15,0 кг).При наличии гранулированного угля или вулканического пепла вместо песка и гравия с керамзитом, сланцем или шифером изготавливается легкобетонный блок. Керамзит, сланец и сланец изготавливают с дроблением сырья и нагревом до 2000 o (1093 o ) . Материал раздувается или вздувается из-за быстрого образования газов, вызванного сгоранием мелких частиц органического материала внутри. Блок из легкого бетона весит около 22-28 фунтов (от 10,0 до 12,7 кг) и используется для возведения ненесущей несущей стены и других перегородок. Кроме того, для облегченных блоков используются доменный шлак и природные вулканические материалы, такие как пемза и шлак.
Наряду с основными компонентами для изготовления блоков используется бетонная смесь, содержащая химическое вещество, называемое добавкой, для изменения времени отверждения и повышения прочности на сжатие или для улучшения обрабатываемости.
Проектирование бетонных блоков Пигменты добавляются в блоки для однородного цвета или делают поверхность блока однородной. Это также защищает поверхность блока от химических веществ. Глазурь на поверхности блока выполнена на термореактивной смолянистой связке, кварцевом песке и цветных пигментах.Существуют стандартные формы и размеры стандартных бетонных блоков для строительства зданий. Обычный размер блока 8 x 8 x 16, высота 8 дюймов, глубина 8 дюймов и ширина 16 дюймов. Это измерение включает в себя валик раствора и размер блока: 7,63 дюйма (19,4 см) в высоту, 7,63 дюйма (19,4 см) в глубину и 15,63 дюйма (38,8 см) в ширину.
Многие производители блоков предлагают варианты блоков, чтобы они выглядели лучше для конкретных применений. Например, есть один производитель бетонных кирпичей или блоков, который проектирует блоки специально для водонепроницаемости через наружные стены. Блок с раздвоенной поверхностью с шероховатой каменной текстурой на одной стороне блока, затем гладкая поверхность.
Процесс производства бетонных кирпичей или блоков Эти бетонные кирпичи придают красивый эстетический вид.Процесс производства бетонных кирпичей состоит из четырех этапов: смешивание, формование, отверждение и формирование кубов. Есть бетонные заводы, которые производят только бетонные блоки, в то время как другие производят различные сборные изделия, такие как блоки, плоская брусчатка, декоративные элементы, такие как окантовка газона, бетонные кирпичи и т. Д. С развитием технологий некоторые заводы по производству бетонных кирпичей могут производить 2000 блоков час.
1. СмешиваниеПесок и гравий хранятся в силосах снаружи, а затем при необходимости транспортируются по ленточному конвейеру, а цемент хранится в силосах для защиты от влаги. Когда смешивание началось, песок, гравий и цемент выходят из силосов через весовой дозатор, который взвешивает каждый материал. Сухие материалы поступают в смеситель, где они смешиваются в течение нескольких минут.
В основном есть два типа миксеров, в которых используется планетарный или тарельчатый миксер, также известный как неглубокий лоток с крышкой. Смесительные лопасти прикреплены к вертикальному вращающемуся валу с мешалкой. Другой тип — горизонтальный барабанный смеситель. Это кофе, перевернутый на бок, с лопастями для смешивания, прикрепленными к горизонтальному вращающемуся валу внутри миксера.После смешивания сухих материалов в смеситель добавляется небольшое количество воды. Теперь, если завод расположен в теплых местах, вода сначала проходит через нагреватель или чиллер для поддержания температуры. В это время добавляются смешивающие химикаты и цветные пигменты, и бетон перемешивается в течение шести-восьми минут.
2. ФормовкаПосле смешивания бетон сбрасывается на ковшовый конвейер и транспортируется в приподнятый бункер, а цикл смешивания начинается после следующей загрузки. После этого он транспортируется в другие бункеры на блок-машине с регулируемой скоростью.
Затем бетон снижают до расхода и заливают в формы. В формах есть внешняя коробка формы, в которой находятся другие вкладыши формы. Вкладыши имеют внешнюю форму блока и внутреннюю форму полостей блоков. В зависимости от мощности машины за один раз формуется от 5 до 15 блоков.После заполнения формы бетоном гидравлический пресс прессует бетон в форму. Сжатие осуществляется воздушным или гидравлическим давлением. Многие машины для производства бетонных кирпичей и бетонных блоков используют вибрацию для завершения процесса.
После этого блоки выталкиваются из формы на плоский стальной поддон. Поддон и блоки выталкиваются из машины на цепной конвейер. Некоторые из машин имеют функцию вращающейся щетки, которая удаляет рыхлый материал с верхней части блоков.
3. ОтверждениеТеперь поддоны блока транспортируются к автоматизированному укладчику или загрузчику, который размещает их на стеллаже для отверждения. На каждой стойке несколько сотен блоков.
После заполнения стеллажа его закатывают на рельсы, а затем перемещают в сушильную печь.Это помещение, в котором одновременно могут разместиться несколько стоек блоков. В основном используются два типа отверждения. Во-первых, это печь низкого давления, где блоки выдерживают от одного до трех часов при комнатной температуре для медленного затвердевания. Затем вводят пар с температурой 60°F (16°C в час) для повышения температуры закалки. Блоки стандартного веса отверждаются при 150-165° F (66-74° C), а легкие блоки отверждаются при 170-185° F (77-85° C). После достижения температуры пар отключают и блоки пропитывают горячим влажным воздухом в течение 12-18 часов. Процесс отверждения занимает около 24 часов.
Другой тип печи – паровая печь высокого давления, также известная как автоклав. Температура в этой печи составляет 300-375°F (149-191°C), а давление 80-185 фунтов на квадратный дюйм, примерно от 5,5 до 12,8 бар. Блоки выдерживают от 5 до 10 часов. Давление сбрасывается, и блоки выпускают влагу внутрь.
4. Кубирование Процесс отверждения в автоклаве потребляет больше энергии и является более дорогим, но он производит больше блоков за меньшее время.Затем стеллажи с отвержденными блоками выкатываются из печи, а поддоны блока раскладываются и размещаются на цепном конвейере. После этого блоки сталкиваются со стальных поддонов, а пустые поддоны возвращаются в блок-машину для получения новых блоков.
Если есть блок с разъемной поверхностью, он сначала отформован как два соединенных блока. После завершения отверждения двойных блоков он проходит через рассекатель, и тяжелое лезвие ударяет между двумя половинками.
Бетонные кирпичи и блоки проходят через кубер, который выравнивает каждый блок и укладывает их в куб три блока по шесть блоков в глубину и три или четыре блока в высоту. Затем кубики выносятся на улицу вилочным погрузчиком и складируются для отправки.
КачествоПроизводство бетонных блоков и кирпичей требует постоянного контроля за получением блоков требуемых свойств.
Перед подачей в смеситель сырье взвешивается электронным способом. Содержание воды в песке и гравии измеряется ультразвуковыми датчиками, а количество воды требуется для автоматического измерения. В холодных и теплых условиях вода перед использованием должна пройти через охладитель или нагреватель.После выхода из машины высота блока должна быть проверена с помощью датчиков лазерного луча, а в камере отверждения температура, давление и время цикла должны быть проверены должным образом и записаны автоматически, чтобы гарантировать, что блоки должны быть отверждены должным образом для достижения максимальной прочности. .
Бетонные блоки — Производство, классификация и использование -BuildersMART
10 сентября 2019 г. 16:48:00
В настоящее время бетонные блоки заменяют кирпичи в каменном строительстве, особенно во многих многоэтажных домах. Они доступны в трех типах, а именно сплошные, полые и ячеистые, широко используемые для строительства стен-наполнителей и граничных стен в железобетонном каркасе.
Бетонные блоки обычно изготавливают больших размеров, чтобы сделать кладку блоков быстрее и потреблять меньше цемента в швах, чем кирпичная кладка. Если процент пустот более 25%, то это пустотелые блоки, а блоки с пустотами менее 25% — только перфорированные блоки.
Блоки из ячеистого бетона обычно называют легкими ячеистыми блоками. Все эти блоки широко используются для составных стен и ненесущих стен.
Пустотелые блоки специально изготовлены для несущих стен, которые полезны для уменьшения статической нагрузки на кирпичную кладку в зданиях. Блоки также могут быть с цементом и песком, называемыми цементно-песчаными блоками, или с цементом и грунтом, называемыми грунтоцементными блоками, которые имеют низкую прочность и используются для недорогого строительства.
Производство бетонных блоков
BIS рекомендует модуль крупности комбинированного заполнителя от 3,6 до 4, а используемые крупные заполнители имеют размер от 6 до 12 мм.
Обычно используются обедненные смеси до 1:8. Бетонная смесь для бетонных блоков не должна быть богаче одной части цемента на шесть частей объема комбинированного заполнителя.Бетонные блоки могут изготавливаться вручную и машинным способом. Затем отлитый блок отверждают в резервуаре с водой или во дворе не менее 14 дней (воду необходимо менять не реже, чем каждые 4 дня).
После затвердевания блоки сушат в течение 4 недель, прежде чем использовать в каменной кладке. Их следует укладывать с пустотами в горизонтальном направлении, чтобы облегчить сушку, или их следует сушить паром.
Весь процесс позволяет произвести полную усадку блока при укладке на стену, что очень важно для прочных стен.
Классификация бетонных блоков
Пустотелые бетонные блоки
Плоские бетонные блоки с открытой и закрытой полостью подразделяются на три сорта:
- Марка А — Имеют минимальную плотность 1500 кг/м³ и используются для несущих стен.
- Марка Б — Имеют плотность ниже 1500 кг/м³ и используются для несущих стен.
- Марка С — Эти блоки используются для ненесущих стен и имеют плотность более 1000 кг/м³.
Все эти блоки доступны с декоративной облицовкой, такой как рифленая облицовка для создания художественных эффектов.
Полнотелые бетонные блоки
Должны быть изготовлены для удельной прочности бетона 4,0 и 5,0 Н/мм² за 28 дней. Эти блоки используются в качестве несущих стен и имеют плотность не менее 1800 кг/м³.
Блоки для брусчатки
Эти блоки представляют собой монолитные бетонные блоки различной формы, специально изготовленные для наружного мощения тротуаров, парковок, подъездных дорог, бензоколонок, промышленных полов и т. д.
Блоки AAC как автоклавные газобетонные блоки. Эти блоки также называют облегченными пустотелыми блоками.
Они изготавливаются в виде твердых блоков из цемента, воды и таких материалов, как молотый песок, пылевидная зола вместе с добавками для аэрации и стабилизации пузырьков воздуха.
Конечным результатом является смесь густой жидкости, которая затем выливается в стальные формы для формирования больших лепешек. Через некоторое время смесь схватывается, и ее можно разрезать на отдельные блоки необходимого размера с помощью натянутой стальной проволоки.
Очень легкие блоки для перегородок и блоки среднего веса для легких несущих стен можно получить из газобетонных блоков. Эти блоки не дают усадки при высыхании, так как материал получают автоклавированием.
Продукт автоклавного цемента является кристаллическим, что отличается от продукта, полученного при обычном мокром отверждении или обычном отверждении паром.
Размеры и допуски
Номинальные размеры бетонного блока согласно BIS:
- Длина — 600, 500, 450 или 400 мм
- Высота — 100 или 200 мм
- Ширина — 50, 75, 100, 150, 200, 250 или 300 мм
Фактические размеры должны быть менее 10 мм толщины раствора. Для бетонных и пустотелых блоков номинальной длиной 390 мм и высотой 190 мм.
Толщина несущих стен 190 мм, перегородок 140 мм и заполняющих стен 90 мм.Этих размеров легче достичь в блоках машинного производства, чем в блоках ручной работы. Ширина блоков, используемых для несущих стен, составляет 200 мм, а для парапетов или перегородок – 100 мм.
На заметку:
- Прочность раствора не должна превышать прочность блоков. При высокой прочности раствора трещины будут меньше и очень большие, а при низкой прочности раствора трещины будут мелкими и распределенными.
- Мы должны использовать только блоки, которые должным образом вылечены в течение не менее 14 дней и высушены в течение 4 недель, чтобы избежать усадки во время строительства.
- Мы не должны мочить блоки при укладке в каменную конструкцию.
- Ни в коем случае нельзя допускать к работе свежеизготовленные и незатвердевшие бетонные блоки.
- Блоки, особенно обычные цементно-песчаные блоки и блоки из цементно-песчаного грунта, не должны использоваться в качестве несущих стен для кровли из бетонных плит, которые склонны к расширению и сжатию в зависимости от температуры.
- Марка А — Имеют минимальную плотность 1500 кг/м³ и используются для несущих стен.