как и из какой стали делают, оборудование для производства гаек
Гайка — то крепёжное изделие с резьбой внутри, обычно в форме шестигранника по ГОСТу для использования под гаечный ключ. Она соединяется при помощи болта, шпильки или винта.
Виды гаек
Существует много видов этого изделия:
- Корончатые — снабжены дополнительными выступами на одном конце.
- Кузовные — это квадратная гайка с ответной пластиной, которая используется в автомобильной отрасли.
- Барашковые — имеют как минимум две лопасти и предназначены для закручивания вручную.
- Шлицевые — используются для закручивания «заподлицо» при помощи вилковидной отвёртки.
- Нажимные — применяются в приборостроительной промышленности и закручиваются вручную. Колпачковая гайка
- Колпачковые — являются декоративными, так как наверху выполнены в форме колпачка.
- Квадратные — предназначены для вкручивания болтов. Такой вид неподвижно фиксируется в гнезде до начала монтажа.
- Торцевые — выполнены в виде буквы Т и применяются в станкостроительной отрасли.
- Фланцевые — имеют насечки с одной стороны, которые заменяют шайбу.
- Самоконтрящиеся — исключают самостоятельное раскручивание. Применяются при повышенных вибрационных нагрузках. Рым-гайка
- Рым-гайка — соединение в форме кольца, которая применяется для такелажных работ.
- Заклёпочные — на одном конце имеют резьбовое соединение, на другом — напоминают обычную заклёпку.
- Соединительные — это обычная гайка удлинённой формы. В неё можно вкрутить два болта.
- Приварные — дополнительно имеют по краям излишки металла для сварки.
- Глухие — закрыты с верхней стороны.
Помимо вышеперечисленных видов, существуют различные формы: низкие и высокие, широкие и узкие.
Из чего делают гайки?
Необходимо отметить, что состав гаек очень разнообразен и зависит от класса прочности и сферы применения. На сегодняшний день самый распространённый материал — сталь. Она подходит для холодной штамповки при помощи прессов. Используют и низкоуглеродистую сталь, но в процессе производства применяют закалку. дополнительно могут использоваться: бронза, титан и латунь. Не очень широкое применение получили дюралюмин и магниевый сплав.
Процесс производства
Как делают гайки в России можно узнать из патентов различных заводов. Есть хорошо зарекомендовавший себя метод по патенту РФ №2361695. В нём применяется метод холодного штампования.
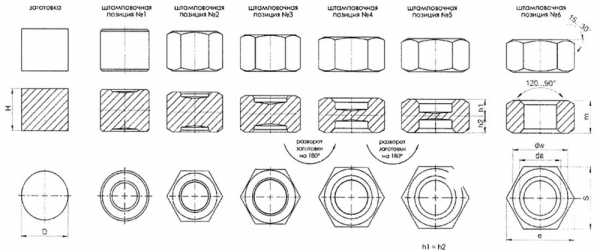 Процесс выштамповки по ГОСТу
Процесс выштамповки по ГОСТуПервым этапом получают заготовку, используя волочение или калибровку. Далее происходит процесс формирования изделия на прессах в пять этапов (способ похож на изготовление болтов):
- На первом-третьем выполняют осадку, формируют цилиндрм и намечают предварительное отверстие.
- На четвёртом образовывают перемычку под окончательное отверстие и придают практически законченный вид.
- Пятым — пробивают отверстие посередине.
После прохождения этапа штамповки, на гайке нарезают или накатывают резьбу. Изделие готово, осталось провести его испытания. Основным параметром является нагрузка, которую может выдержать изделие до срыва резьбы. Также проводят различные тесты на разрыв по горизонтали, искусственное старение и деформацию под различными нагрузками.
Очень распространён метод горячей ковки. Обрезанные заготовки нагревают до 1200 градусов. Далее гидравлический молот штампует шестиугольники с отверстиями внутри. Следующим этапом происходит охлаждение и нарезка резьбы с использованием масла. Иногда используется закалка. Для этого изделия помещают в печь при температуре 800 градусов, быстро охлаждают и погружают в масло на 5 минут. Второе нагревание производят на час, чтобы минимизировать хрупкость и сохранить прочность.
Подробный процесс производства показан на видео.
Оборудование для производства гаек
Основным оборудованием для производства являются станки для высадки и нанесения резьбы.
Большинство предприятий закупает оборудование на Тайване. Прессы должны обладать закрытой конструкцией для безопасной нарезки изделий. Формирующие матрицы желательно выбирать в круглой форме, так как она даёт отличные характеристики балансировки. Шатунный механизм должен быть из легированной стали. Важной особенностью является система фильтрования масла (как правило магнитная), которая позволяет снизить издержки.
Станок для высадки гаек из ТайваняДля нарезки резьбы рекомендуется использовать пневматические станки с несколькими шпинделями для высокой скорости работы. Такие шпиндели могут программироваться на разный вид работ, например, на длинную и короткую резьбу или на левую и правую. Также стоит позаботиться о предохранителях перегрузки и заклинивания.
kakdelayut.ru
Производство болтов и гаек — дешевое производство метиз
Технический прогресс изменяет окружающий мир, но крепежные изделия, не теряют своей актуальности. Мировое производство болтов и гаек ежегодно растет. Детали современного легкового автомобиля соединяет более 3000 крепежных метизов, в реактивном самолете их около 1,5 млн. Болтовые соединения отличаются от других способов крепежа несомненными преимуществами:
- От сварочных и заклепочных стыков они отличаются возможностью многократной разборки.
- Эксплуатационные характеристики резьбовых крепежей часто не уступают сварке надежностью и сроком использования.
- Они считаются не только эффективными, но и сравнительно дешевыми средствами соединения деталей.
- Большое разнообразие типоразмеров.

Современное производство болтов и гаек — залог низкой цены
В ООО «Зубикс» организовано современное, производство болтов гаек шайб по госту — технологическому стандарту качества. Стандарт определяет высоту, ширину, резьбовой шаг, длину резьбы, ее диаметр, высоту головки. На собственной базе предприятия работают импортные высокопроизводительные холодновысадочные станки-автоматы. Они обеспечивают высокое качество изготовления метизов. Благодаря высокой производительности станков, производство болтов и гаек становится менее затратным и как следствие — снижается цена реализации продукции. Современное оборудование позволяет компании изготавливать резьбовые метизы любых типоразмеров, применяемых в машиностроении, строительстве, других отраслях промышленности:
- латунные, нержавеющие, из легированной и углеродистой стали и др. материалов;
- по форме головки — шестигранные, башмачные, фланцевые, с мелкой резьбой;
- шестигранная головка и резьба допускается стандартного или мелкого размера;
- крепеж стандартного общемашиностроительного типа и специальные анкерные крепежи для фундаментов;
- высокопрочные метизы из легированных или конструкционных марок стали.
zub-x.ru
Производство гаек. Технология, последовательность операций
 В настоящее время для производства гаек применяются несколько технологий. Одни из них обеспечивают массовый выпуск крепежных изделий с минимальными потерями основного металла (до 5-7%), высокой производительностью и качеством, при практически полной автоматизации производственного процесса.
В настоящее время для производства гаек применяются несколько технологий. Одни из них обеспечивают массовый выпуск крепежных изделий с минимальными потерями основного металла (до 5-7%), высокой производительностью и качеством, при практически полной автоматизации производственного процесса.
Используемое при работе оборудования профессионально исполненное программное обеспечение способствуют быстрому выполнению поставленной задачи и получению продукции на окончательной стадии технологического процесса, полностью готовой к реализации потребителям.
Другие технологии производства гаек, с использованием последовательно исполняемых операций на токарных и фрезерных станках, имеют невысокую производительность, большую трудоемкость и расход металла, который в ряде случаев может достигать 40-60% от веса заготовки.
Учитывая большое количество действующего морально устаревающего оборудования, производство крепежа по такой технологии механической обработки еще не завершено. Оно в основном востребовано при заказе небольших по объему партий гаек, болтов и плоских шайб.
Метод холодной объемной штамповки с использованием холодновысадочных автоматических станков, как один из самых прогрессивных и высокопроизводительных, позволяет выпускать до 300-400 деталей в минуту. Исходным материалом для изготовления шестигранных гаек является уложенная в моток катанка (пруток) шестигранного сечения из стали определенной марки с требуемыми химическим составом и характеристиками механических свойств.
Технологический процесс производства гаек содержит следующие последовательно выполняемые операции:
-
Подготовка поверхности материала заготовки к последующей механической обработке. Сырье очищают от ржавчины и посторонних примесей, промывают и покрывают тонким слоем фосфата, поверх которого для улучшения скольжения наносят специальную смазку.
-
Укладка в узел разматывания, протяжка через роликовое устройство с выпрямлением заготовки и подача в узел резания. Длина отрезаемой для одной гайки заготовки ограничивается специальным упором и углом поворота роликов.
-
Резка заготовки. Обеспечивается с помощью подвижного ножа и неподвижной отрезной втулки, режущие кромки которых выполнены скругленными и достаточно острыми.
-
Подача отрезанной заготовки в штамповочный узел. Здесь деталь проходит несколько штамповочных позиций с окончанием формирования шестигранной формы, выполнением фасок и отверстия требуемого размера.
-
Нарезание внутренней резьбы в гайконарезном автомате с помощью гаечных метчиков, содержащих режущую и калибрующую части.
При производстве низких гаек применяют специально предназначенные для холодной объемной штамповки стали с химическим составом и механическими свойствами. Например, для деталей с классом прочности 04 используют стали марки 10кп и 15кп, для гаек с классом прочности 05 – сталь 20Г2Р.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered by
www.rusbolt.ru
Гайки ГОСТ, DIN — производство. Москва
Чтобы рассчитать стоимость гаек, отправьте заявку на общую почту [email protected].Для полноты заявки, обязательно укажите следующие параметры: ГОСТ либо другой стандарт(чертеж), количество необходимых изделий, материал, покрытие, другие технические требования (Шаг резьбы, класс прочности и тд.)
Основные материалы для продукции на изготовление:
Сталь 35, СТ20, 35Х, 40Х, 09Г2С, 30ХГСА, 45, 30ХМА, 30ХМА, 3, 38ХМА, 12Х18Н10Т, 20Х13, 14Х17Н2, 20ХН3А, 45Х14Н14В2М, 25Х1МФ, 20Х1МФ1ТР, 25Х2М1Ф, 25ХМ1Ф, 12Х18НТ, 10Х17Н13М2Т, 12Х18Н9.
Также изготавливаем гайки из Меди (м1, м2, м3) и Латуни (Л63, ЛС59-1)
Нанесем любое покрытие согласно Вашим требованиям.
 Гайка – одна из составляющих резьбового соединения, которая выполняется преимущественно в виде шестигранника с нарезанной внутренней резьбой. Изделие навинчивается на стержневые элементы крепежа (шпильку, болт), прочно фиксируя образованное соединение. В ряде случаев для увеличения площади соприкосновения соединяемых поверхностей дополнительно используются шайбы.
Гайка – одна из составляющих резьбового соединения, которая выполняется преимущественно в виде шестигранника с нарезанной внутренней резьбой. Изделие навинчивается на стержневые элементы крепежа (шпильку, болт), прочно фиксируя образованное соединение. В ряде случаев для увеличения площади соприкосновения соединяемых поверхностей дополнительно используются шайбы.Компания «Столичный Крепеж» изготовит и поставит любые объемы метизной продукции в кратчайшие сроки. При наличии на складе срок отгрузки — 3 рабочих дня, при заказе особо крупных партий или оформлении заявки на производство по индивидуальным чертежам — от 14 рабочих дней.
Производство осуществляется из легированных, углеродистых и нержавеющих сталей, сплавов цветных металлов соответственно действующим DIN, ISO, ГОСТ либо ТУ Заказчика.
Производство гаек
Основная сфера применения гаек – механосборочные производства различного направления: от изготовления детских игрушек до строительства высокотехнологичных машин, возведения мостов и прочих масштабных инженерных конструкций. В автомобилестроительной отрасли используются «секретики» — колесные гайки, предотвращающие несанкционированный демонтаж колес. 
Классификация гаек
Широкая сфера применение обусловила большое разнообразие гаек. Так, наряду с классическими «шестигранниками» существуют:- Гайки корончатые (с четным числом пазов на одном из торцов). Используются для предотвращения самопроизвольного раскручивания соединений в условиях постоянно действующей вибрации;

- Гайки сферические (в виде запаянного с наружной стороны колпачка). Изделия защищают резьбовое соединение от внешних факторов и обеспечивают декоративный эффект.
- Гайки «барашки» (с выступами в виде лопастей пропеллера). Преимущественно используются в мебельном производстве, легко раскручиваются вручную.
- Гайки квадратные. Такие метизы предназначены для создания неподвижных соединений, где вращается болт, а не гайка. Достигается это путем утопления крепежного элемента в квадратном пазу или его приваривания.
- Гайки шлицевые (со шлицами под вилочную отвертку на наружной поверхности). Также утапливаются в пазу, но сохраняют подвижность. Используются в машиностроительной и авиационной промышленности.
- Гайки с фланцем (гибрид гайки-шестигранника и шайбы). Необходимы там, где требуется снизить давление крепежа на поверхность.
Критерии качества гаек
Для метизов из легированных и углеродистых нелегированных сталей основополагающей характеристикой является класс прочности, указывающий на наибольший класс прочности болтов, с которыми может быть создано соединение. Так:- для гаек нормальной высоты приняты классы прочности 4; 5; 6; 8; 9; 10; 12;
- для гаек номинальной высоты 0,5d-0,8d – 05;
- для гаек высотой 0,8d и выше – 04.

Еще один критерий – класс точности. Всего принято 3 класса точности – А, В и С (изделия класса «А» наиболее точные).
Обратите внимание: изделия, выполненные согласно ГОСТ 5927-70, не могут иметь иного класса точности, кроме «А»
xn—-jtbaeggiethskfo2f3c.xn--p1ai
Гайки
Производство гаек
Гайка является составной частью крепежных элементов. При помощи резьбы, нарезанной внутри ее отверстия, гайка накручивается на винт или болт.
ООО «ЧЗМ» занимается производством гаек следующих видов: — нержавеющие, обладающие устойчивостью к коррозии и воздействию внешних агрессивных сред. Пригодны для сборки оборудования, эксплуатирующегося на открытом воздухе;
— жаропрочные: изготавливаются из легированных металлов, предназначены для крепежа деталей газовых турбин и котлов;
— высокопрочные, обладающие пластичностью и вязкостью. Применяются в условиях значительной механической нагрузки и вибрации.
Кроме того, бывают гайки черные (стальные) и гайки оцинкованные: материалы, из которых освоено производство гаек, обрабатываются специальным образом, благодаря чему гайки обладают необходимыми свойствами.
Подробнее о некоторых видах гаек
Гайки жаропрочные
Жаропрочные гайки имеют высокопрочную структуру. Благодаря высокому сопротивлению к разрушению и ползучести при воздействии высоких температур, пригодны для соединения деталей котлов, парогазовых турбин и двигателей внутреннего сгорания. Жаропрочные гайки изготавливаются в соответствии с ГОСТ 1759-70 из сталей марок 25Х,35Х,40Х, 09Г2С, 30ХМА, 12х18Н10Т и других. В этом стандарте также указаны требования к гайкам относительно их внешнего вида, типоразмеров, механических свойств и маркировки. Кроме того, изготавливаются жаропрочные гайки с дополнительными требованиями к стойкости воздействия температур по ГОСТ 9064-75 (для эксплуатации при температуре от 0 до 650°С для фланцевых соединений) и по ГОСТ 10495-80 (для эксплуатации в условиях высокого давления от 10 до 100 МПа).
Гайки высокопрочные
Гайки этого типа должны соответствовать требованиям ГОСТ Р 52645-2006. При производстве высокопрочных гаек применяются легирующие добавки, благодаря которым металл приобретает антикоррозионные свойства, становится упругим, стойким к кислотным средам, к механическим и температурным воздействиям. Такие физико-химические свойства материала позволяют использовать высокопрочные гайки для соединения деталей, используемых в химической промышленности, а также рассчитанных на продолжительный срок эксплуатации.
ГОСТы на гайки: 5915-70, 5916-70, 5929-70, 9064-75, 10605-94*
В производстве гаек применяется сталь: 3, 10, 20, 35, 45, 40Х, 20Х13, 09Г2С, 14Х17Н2, 12Х18Н10Т, 12Х15Г9НД
Гайки имеют класс прочности 4, 5, 6, 8, 10
Диаметры М10, М12, М16, М18, М20, М22, М24, М27, М30, М33, М36, М42, М48, М56, М64, М72, М110
Стоимость зависит от объема заказа
* — Производство гаек возможно по другим ГОСТам и Вашим чертежам
Всегда в наличии гайки высокопрочные, гайка 5915
www.chzm.ru
Производство гаек в Москве
 Производство гаек в Москве – одна из специальностей производственной компании «НГС». Она представляет обширный ассортимент сэндвич-панелей и комплектующих для строительства, в том числе — данного крепежа. Он поможет быстро зафиксировать отдельные составляющие здания, создав крепкое и надежное строение.
Производство гаек в Москве – одна из специальностей производственной компании «НГС». Она представляет обширный ассортимент сэндвич-панелей и комплектующих для строительства, в том числе — данного крепежа. Он поможет быстро зафиксировать отдельные составляющие здания, создав крепкое и надежное строение.
Сфера применения
Купить гайки рекомендуется для:
- строительства;
- производства механизмов и машин;
- монтажа различных конструкций.
Нет никаких ограничений по использованию в данных областях. Крепеж легко выдерживает воздействие влаги, агрессивных сред, высокой температуры. Поэтому можно использовать его наружно или в экстремальных условиях, например, на Крайнем Севере.
Данные детали подходят для скрепления различных конструкций, обеспечивает высокую прочность и надежность. При возведении зданий из металлоконструкций он применяется вместе с высокопрочными болтами. Возможен контроль силы натяжения: она является залогом надежности готового здания или механизма.
Профессиональное изготовление
Компания «НГС» занимается производством шайб, метизов, шестигранных гаек и прочего крепежа, достигнув огромных высот. Используются легированные и низкоуглеродистые стали, успешно выдерживающие механические и химические нагрузки. Готовые изделия прогреваются в электропечах, чтобы предупредить выгорание углерода и продлить тем самым срок службы.
Технологический процесс полностью автоматизирован, задействуются холодновысадочные и горячие автоматы, а также станки для создания резьбы. Товары создаются в строгом соответствии с ГОСТом. Компания предлагает обширный ассортимент деталей, возможна поставка любой партии на любое количество шт. Собственное производство высокопрочных гаек в области и городе гарантирует немедленную комплектацию заказа.
evraziya-group.ru
Болты и гайки технология массового производства
В этой статье будет рассказано про технологию изготовления болтов и гаек, углубляться в тему мы не будем и рассмотрим лишь основные моменты.
И так болты это жизненная сила любой металлоконструкции и они используются в машиностроении, приборостроении, мебельной промышленности, и еще много где. Болты и гайки изготавливаются из стальной
катанки, после того как катанка полежит тридцать часов в термо печке, там она размягчается и становится готова к обработке, затем помещается в серную кислоту, это делается для
того чтобы удалились все частицы ржавчины.
Изготовление болтов на заказ (по чертежам)
Изготовление гаек на заказ (по чертежам)
Следующий этап это промывка в воде и покрытие фосфатом (это специальное химическое вещество), таким образом у стали появляется защита от коррозии. Предварительная подготовка перед формовкой заключается в смазывании металла, это облегчает процесс штамповки. Формируются болты с помощью прессовки или холодной штамповки, катанку при комнатной температуре под сильным давлением прокатывают через различные прессовочные формы. Формовочная
машина не первом этапе растягивает катанку, после разрезает на заготовки которые получаются немного длиннее болта, лишняя часть будет головкой болта, после этого будущий болт проходит через штамп где он станет идеально круглым, затем через ряд форм которые придают форму головке болта. Оборудование штампует
до трехсот головок в минуту. Первая форма делает небольшой выступ как раз где будет начинаться головка, вторая форма пресует головку и получается приплюснутый круг и третья делает и круга шестигранник, так и получается головка.
После этого станок переходит к формированию второго конца болта, острильная машина предает форму конуса нижней части болта на которую насаживают гайку.
Для того чтобы наворачивать гайку болту надо накатать резьбу методом холодной штамповки, ролики сдавливают между собой заготовку наносят резьбу. В обще
скорость накатки на автоматизированном оборудовании доходит примерно до трехсот штук за минуту.
Когда партия готова берется некоторое количество образцов для проверки размеров, используются разные приборы для измерения, например микрометр , колумбус или штангенциркуль и самое главное проверяют резьбу кольцевым калибром. На нашем предприятии
так же проводится строгий контроль качества. Изготовление болтов на заказ http://pk-alef.ru/produkciya/izgotovlenie-boltov/ в нашей компании проходит на станках автоматах, это позволяет нам в отличии от технологии
холодной высадки изготавливать не стандартные и специальные болты, также в массовом количестве.
Гайки производят с помощью горячей ковки, материалом служат стальные прутки из них нарезаются заготовки и разогреваются до 1200 градусов по цельсию, чтобы они
стали ковкими, специальный молот работающий на гидравлике делает шестиугольники, затем пробивается отверстие под резьбу. Следующим этапом нарезается резьба, специальным
вращающимся стержнем типа метчика, он вкручивается в отверстие и формирует резьбу, в это время чтобы элементы не перегревались и не изнашивались
поступает масло.
После того как гайки готовы их помещают в печь нагретую до 870 градусов, таким способом они приобретут нужную прочность, после этого они подвергаются
быстрому охлаждению и погружаются в масло примерно на пять минут, это закаляет сталь, но она становится хрупкой. Затем гайки с болтами накаляют еще
час это устраняет хрупкость, сохраняя прочность.
На специальном стенде проверяют болты и гайки на прочность, смотрят какая сила нужна чтобы разорвать соединение. Когда минимальное требование к прочности
выполнено, значит что болт прошел контроль. Затем болты пакуют и отправляют заказчику. Вот в кратце и все, более подробную информацию вы можете
поискать в других источниках.
pk-alef.ru