плюсы и минусы, суть метода, особенности
Популярность порошковой покраски обусловлена наличием у неё множества преимуществ перед привычной жидкой технологией нанесения лакокрасочного материала. Но чтобы воспользоваться этим методом, необходимо не только подготовить специальное оборудование, но и обладать определенными навыками.
Проще всего поручить проведение подобных работ специалисту, который качественно и быстро справится с этой задачей. Но стоят такие услуги довольно дорого. Поэтому многие домашние мастера предпочитают выполнять окрашивание подобным методом своими руками. А для того чтобы избежать сложностей во время проведения работ, полезно вначале изучить азы такой технологии.
Достоинства и недостатки
 Неслучайно метод окрашивания объектов с использованием порошковой краски пользуется большой популярностью не только у строителей, но и у многих домашних мастеров. Ведь он обладает такими важными достоинствами,
Неслучайно метод окрашивания объектов с использованием порошковой краски пользуется большой популярностью не только у строителей, но и у многих домашних мастеров. Ведь он обладает такими важными достоинствами,
Плюсы материала
Основными достоинствами порошковой краски можно назвать следующие:
 Отсутствие неприятного запаха, которым обладает его жидкий аналог.
Отсутствие неприятного запаха, которым обладает его жидкий аналог.- Сухие краски не склонны к самовозгоранию.
- Процедура окрашивания требует минимум времени.
- В случае получения не совсем удачного результата изделие легко перекрасить.
- Окрашивание проводится в один этап.
- Прекрасно ложится даже на не очень ровное покрытие.
- Лакокрасочное покрытие получается очень равномерным.
- Перед окрашиванием не приходится наносить грунтовочный слой.
- Сухие краски не подвержены коррозионным процессам и температурным перепадам.
 Отсутствие неприятного запаха, которым обладает его жидкий аналог.
Отсутствие неприятного запаха, которым обладает его жидкий аналог.Минусы окрасочного состава
В то же время эта технология имеет и ряд существенных недостатков:
- Невозможность использования для деревянных и пластмассовых конструкций.
- Для окрашивания крупных объектов необходимо большая печь для полимеризации.
- Трудности с получением тонкого слоя окрасочного материала.
- Высокая цена.
Критерии выбора
Один из ключевых вопросов, который должен решить мастер — выбор конкретной порошковой краски для обработки объекта. Это очень важно, так как от материала напрямую зависит качество покрытия изделия. В магазинах предлагается большое количество различных видов сухих красок, обладающих разными характеристиками.
Хорошая краска должна удовлетворять определенным функциональным требованиям. Основными среди них являются:
- Механическая стойкость. Материал должен быть устойчивым к износу, прочным, невосприимчивым к царапинам, ударам и истиранию.
- Температурная стойкость. От краски требуется, чтобы она была устойчива к воздействию высоких температур, а также нагревам как периодическим, так и постоянным.
- Электроизоляционные свойства. В большинстве своем полимерные покрытия являются диэлектриками, а это дает возможность использовать их для изоляции готовых изделий от электричества.
- Химическая стойкость. Выбираемый материал должен хорошо переносить взаимодействие с маслами, жирами, моющими средствами, бензином и другими веществами, с которыми будет контактировать покрытие в процессе эксплуатации.
- Стойкость к ржавчине. При выборе краски важно, чтобы она была устойчивой к воздействию химикатов и влаги — главных причин развития коррозии.
 Механическая стойкость. Материал должен быть устойчивым к износу, прочным, невосприимчивым к царапинам, ударам и истиранию.
Механическая стойкость. Материал должен быть устойчивым к износу, прочным, невосприимчивым к царапинам, ударам и истиранию.Дополнительно краска может отличаться между собой декоративными свойствами:
- Гладкие покрытия. Представлены в различных цветовых вариантах.
- Текстурные. Могут предусматривать определенные спецэффекты, например, апельсиновая корка, морщинистость и пр.
- Прозрачные. Используют для защиты металлических, сантехнических и других изделий.
- Тонированные. Позволяют высветить металл или подложку под различные виды материалов — металл, бронзу и пр.
- Степень блеска. В зависимости от этого различают полуглянцевые и глянцевые, а также покрытия с разной степенью блеска — от тусклого до сильного.
Суть технологии
Главное отличие этого метода заключается в том, что на обрабатываемый объект краску наносят в сухом виде. Чтобы было понятнее, рассмотрим более подробно этот процесс, который можно представить в виде двух этапов:
- нанесение порошка;
- закрепление краски.
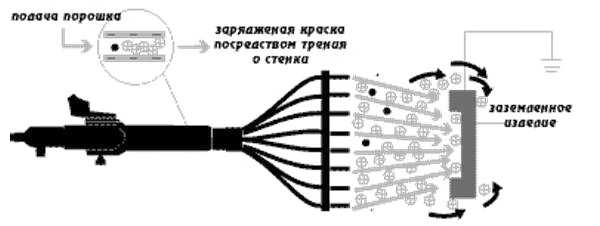
 В тот момент, когда материал распыляют на поверхность, его мельчайшие частички получают заряд, противоположный заряду объекта, в отношении которого проводится окрашивание. В результате они притягиваются друг к другу из-за противоположных знаков заряда. Это приводит к оседанию частичек порошка на поверхности, которую окрашивает мастер.
В тот момент, когда материал распыляют на поверхность, его мельчайшие частички получают заряд, противоположный заряду объекта, в отношении которого проводится окрашивание. В результате они притягиваются друг к другу из-за противоположных знаков заряда. Это приводит к оседанию частичек порошка на поверхности, которую окрашивает мастер.
Но в таком виде поверхность не годится для эксплуатации. Чтобы созданное покрытие сохранило свой цвет и структуру, его необходимо закрепить. Для фиксации порошка на поверхности прибегают к методу запекания. Он предполагает нагревание объекта в специальной камере. Под воздействием высокой температуры сухой порошок плавится, превращаясь в очень прочную пленку. Подобная технология окрашивания нередко применяется для обработки металлических конструкций.
Оборудование для порошковой покраски
Чтобы воспользоваться этим методом окрашивания, вам потребуется определенное оборудование. Среди необходимых для работы приспособлений вам понадобится:
- распылитель;
- камера для запекания краски.
При помощи распылителя будет распыляться непосредственно сам лакокрасочный материал. Этот инструмент бывает двух видов — ручной и автоматический. Камера запекания необходима для осуществления процесса полимеризации. Именно благодаря ему порошок приобретет необходимые свойства, превратившись в надежную плёнку.
Если у вас нет намерения впоследствии регулярно пользоваться технологией порошкового окрашивания, то можно не тратиться на приобретение специальной печи. Ее отлично сможет заменить обычная духовка.
Чтобы процесс покраски проходил по всем правилам, вы должны обеспечить соблюдение определенных условий:
- хорошее освещение;
- достаточная вентиляция.
 Особое внимание необходимо уделить последнему пункту: не позаботившись о создании хорошей вентиляции в помещении, вы рискуете нанести серьезный вред своему здоровью. Даже если у вас нет специального помещения для проведения подобных работ, вы можете этим заниматься и в обычном гараже.
Особое внимание необходимо уделить последнему пункту: не позаботившись о создании хорошей вентиляции в помещении, вы рискуете нанести серьезный вред своему здоровью. Даже если у вас нет специального помещения для проведения подобных работ, вы можете этим заниматься и в обычном гараже.
Что же касается выполнения второго условия, то обеспечить достаточное освещение для качественного проведения покраски можно при помощи обычных ламп дневного света. Если вы решите пренебречь этим требованием и станете проводить порошковую покраску без использования этих источников освещения, то краска при распылении будет оседать на горячие лампы.
Когда вы закончите работу по окрашиванию, вам придется подумать о том, как собрать остатки краски. Лучше всего с этой задачей справится пылесос циклонного типа. Ни в коем случае не используйте обычный агрегат, так как он очень быстро засорится.
Подготовка поверхности к окрашиванию
Советуем запастись терпением, когда вы начнете подготавливать металлическую поверхность к окрасочным работам. Это потребует от вас значительных временных и трудовых затрат. Но помните, что от того, как вы проведете этот важный этап, будет зависеть и конечный результат. Поэтому уделите этому особое внимание.
Во время подготовки металла к покраске вам придётся выполнить ряд этапов:
- очистить металлическую поверхность от загрязнений;
- удалить следы жира;
- обработать материал антикоррозионным составом;
- нанести фосфатирующие средства для улучшения сцепления краски.
 Обработку поверхности металла можно выполнять вручную или с использованием химических средств. В первом случае вам понадобятся металлические щётки или шлифовальный диск. Дополнительно необходимо протереть металл чистой тканью, предварительно смоченной в растворителе. Второй способ предполагает использование специальных составов — кислот, щелочей и растворителей. При выборе наиболее подходящего состава исходите из типа материала, с которым вам предстоит работать и масштаба и сложности загрязнений.
Обработку поверхности металла можно выполнять вручную или с использованием химических средств. В первом случае вам понадобятся металлические щётки или шлифовальный диск. Дополнительно необходимо протереть металл чистой тканью, предварительно смоченной в растворителе. Второй способ предполагает использование специальных составов — кислот, щелочей и растворителей. При выборе наиболее подходящего состава исходите из типа материала, с которым вам предстоит работать и масштаба и сложности загрязнений.
Во время обработки металла не помешает нанести на него конверсионный подслой. Он защитит краску от проникновения влаги и грязи, что исключит ее отслаивание, а это позволит сохранить результат вашей работы в первозданном виде надолго. Непосредственно на конверсионный подслой можно наносить фосфатирующие средства.
В рамках подготовки поверхности к покраске необходимо не забыть выполнить такую важную процедуру, как пассивирование. Смысл ее заключается в нанесении на поверхность нитратов хрома и натрия. Благодаря этой процедуре вы защитите металл от коррозионных процессов после окрашивания.
Закончив подготовку поверхности и обработав ее необходимыми веществами, обязательно сполосните металл и высушите. После этого можно начинать саму процедуру окрашивания.
Распыление порошка
Возьмите распылитель и начинайте равномерно наносить сухую краску на подготовленную поверхность. Рекомендуется предварительно защитить рабочую зону специальной ширмой, иначе во время окрашивания краска будет разлетаться по всему помещению.
Процесс полимеризации
 Закончив работу по нанесению порошковой краски, можно переходить к следующему этапу — закреплению с помощью горячей печи. Учтите, что у сухого порошка температура плавления составляет 150—220 градусов Цельсия. Для качественного проведения процедуры запекания вам потребуется примерно 20—30 минут. Но в каждом случае температура и время процедуры нагревания будет различаться. Это во многом зависит не только от объекта, с которым вы работаете, но и от краски и печи.
Закончив работу по нанесению порошковой краски, можно переходить к следующему этапу — закреплению с помощью горячей печи. Учтите, что у сухого порошка температура плавления составляет 150—220 градусов Цельсия. Для качественного проведения процедуры запекания вам потребуется примерно 20—30 минут. Но в каждом случае температура и время процедуры нагревания будет различаться. Это во многом зависит не только от объекта, с которым вы работаете, но и от краски и печи.
Во время этой процедуры следите за тем, чтобы температура печи была постоянной. Только при соблюдении этого условия вы сможете обеспечить равномерное плавление краски, и покрытие получится аккуратным и ровным.
По окончании процедуры запекания изделие вытаскивают из печи и дают ему остыть на свежем воздухе. После охлаждения процедуру окрашивания порошковой краской можно считать завершенной.
Традиционный метод окрашивания с использованием жидкой краски имеет ряд существенных недостатков. Поэтому всё чаще в строительстве, а также в быту используют более производительный метод — порошковое окрашивание. И хотя он является более производительным, для него требуется определенное оборудование и наличие специальных навыков.
 Об этом должен позаботиться каждый домашний мастер, который решил воспользоваться этим высокотехнологичным методом. Но в любом случае все эти затраты окупятся, поскольку при значительной экономии времени и меньших физических усилиях технология порошкового окрашивания позволяет получить более качественное лакокрасочное покрытие.
Об этом должен позаботиться каждый домашний мастер, который решил воспользоваться этим высокотехнологичным методом. Но в любом случае все эти затраты окупятся, поскольку при значительной экономии времени и меньших физических усилиях технология порошкового окрашивания позволяет получить более качественное лакокрасочное покрытие.
Если инструмент для нанесения сухой краски, в качестве которого используют распылитель, невозможно заменить, то вместо печи для осуществления полимеризации можно использовать обычную духовку. Таким образом, можно еще больше сэкономить на приобретении оборудования для порошковой покраски.
Следует понимать, что этот метод не является универсальным и обладает определенными ограничениями. Так, его можно использовать не для всех типов поверхности. Поэтому прежде чем воспользоваться подобной технологией, мастер должен разобраться, сможет ли она принести ему ощутимую выгоду при окрашивании выбранного объекта.
tokar.guru
порошковая окраска. Оборудование для порошковой окраски и технология покраски :: BusinessMan.ru
 Все большей популярностью на сегодняшний день пользуется порошковая окраска. Что же это такое? Это современная технология, предназначенная для получения декоративных и защитных покрытий высокого качества. В работе используют полимерные порошки (отсюда и название – «порошковая»). В покрытие же они превращаются благодаря воздействию высоких температур. Из-за такой особенности процедуры наиболее распространена порошковая окраска металла и стекла.
Все большей популярностью на сегодняшний день пользуется порошковая окраска. Что же это такое? Это современная технология, предназначенная для получения декоративных и защитных покрытий высокого качества. В работе используют полимерные порошки (отсюда и название – «порошковая»). В покрытие же они превращаются благодаря воздействию высоких температур. Из-за такой особенности процедуры наиболее распространена порошковая окраска металла и стекла.
Преимущества
Данный процесс обладает рядом положительных сторон. К ним можно отнести:
— Экономичность. Дело в том, что такая краска может использоваться повторно, если она не оседает при распылении  на обрабатываемой поверхности. Таким образом, потери материала составляют не более 5 %. К слову, этот показатель для обычных красок будет в 8 раз выше – около 40 %. Также в данном случае нет необходимости в растворителях.
на обрабатываемой поверхности. Таким образом, потери материала составляют не более 5 %. К слову, этот показатель для обычных красок будет в 8 раз выше – около 40 %. Также в данном случае нет необходимости в растворителях.
— Простота применения. Материалы для данного вида работ выпускаются полностью готовыми. Это гарантирует стабильно высокое качество покрытий. К тому же, чистить оборудование после работы очень просто, ведь порошок легко убирается с деталей.
— Скорость. Порошковая окраска не требует просушки изделий перед их помещением в печь. Если поверхности, покрытые обычной краской, необходимо сушить довольно долго, то в данном случае процесс сокращается в разы.
— Долговечность. Технология данных работ предполагает полимеризацию слоя эластичной пластмассы, обладающей довольно высокой адгезией, непосредственно на той поверхности, которая окрашивается. В результате получается прочное покрытие, которое может похвастаться отличными электроизоляционными и антикоррозийными свойствами, а также стойкостью к воздействию различных веществ.
— Экологичность. Как уже упоминалось, растворители в данном случае не используются, что благоприятно сказывается на экологии. Также играет роль безотходность производства.
— Декоративность. Порошковые краски дают возможность получить поверхность любого оттенка. Палитра представленных материалов на сегодняшний день насчитывает больше 5 тысяч цветов и оттенков с различными фактурами. При желании можно получить глянцевую или матовую поверхность, а также под гранит, муар и т. д.
Порошковая покраска как идея для бизнеса
Если учесть все преимущества данного вида работ, то становится очевидным, что такой бизнес будет довольно выгодным. Если у вас нет возможности сразу вложить большую сумму в свое дело, желательно хотя бы просто узнать, как выполняется порошковая окраска своими руками.
Но стоит учесть, что потратиться все равно придется. В первую очередь нужно будет позаботиться о наличии специального оборудования и отдельного помещения. В качестве последнего вполне подойдет простой гараж, но при условии, что в нем достаточно много места для размещения всех инструментов и непосредственного проведения работ. А какое необходимо оборудование для порошковой окраски?
Камера
Проведение работ будет невозможным без специальной камеры. Именно в ней выполняется большая часть всего процесса. Камера порошковой окраски нужна для очистки воздуха (процесс рекуперации), кроме того, именно за счет неё остается возможность использовать материал повторно. Здесь краска, не попавшая на обрабатываемую поверхность, отправляется в фильтры, а затем сбрасывается.
Такое оборудование может иметь различные размеры. Какое именно выбрать – решать нужно в каждом случае индивидуально, предварительно определив, с какими изделиями вы планируете работать.
Печь и пистолет
 Также вам будет необходима печь оплавления. Это сборная конструкция, состоящая из панелей (их толщина – 100 мм). Теплоизоляционный материал – базальтовое волокно. Если вы пока только пробуете себя в данном виде работ, необязательно сразу же покупать специальную печь. С этой целью вполне можно использовать обычную духовку. Однако для построения бизнеса все-таки рекомендуется приобрести профессиональное оборудование.
Также вам будет необходима печь оплавления. Это сборная конструкция, состоящая из панелей (их толщина – 100 мм). Теплоизоляционный материал – базальтовое волокно. Если вы пока только пробуете себя в данном виде работ, необязательно сразу же покупать специальную печь. С этой целью вполне можно использовать обычную духовку. Однако для построения бизнеса все-таки рекомендуется приобрести профессиональное оборудование.
Технология порошковой окраски также требует наличия пистолета-пульверизатора, который позволяет использовать сжатый воздух. В качестве него можно воспользоваться и компрессором. Если вы сделали выбор в пользу последнего, то обратите внимание, что на нем обязательно должен быть установлен фильтр для высокого давления.
Рекуператор и транспортная система
Остатки порошковой краски собирают с помощью рекуператора. Вместо него на первых порах можно использовать циклонного типа пылесос. В данном случае нужно предварительно проверить мощность электросети в помещении и проследить за тем, чтобы присутствовало заземление.
Если вы планируете работать с крупногабаритными изделиями, то стоит также подумать о приобретении транспортной системы. В ней обрабатываемые детали передвигаются на специальных тележках, которые двигаются по рельсам. Таким образом выстраивается линия порошковой окраски. Такое оборудование улучшает производительность процесса, обеспечивая его непрерывность.
Технология порошковой окраски
Сам процесс выполнения работы разделяется, как уже можно было понять, на несколько этапов:
- Расскажем о каждом этапе отдельно.Подготовка изделия, а точнее его поверхности, к обработке.
- Нанесение краски в виде порошка.
- Полимеризация, т. е. нагрев изделия в печи.
Подготовительный этап: очистка, обезжиривание
Можно сказать, что этот этап является самым трудоемким. И именно от него зависит, насколько качественным и стойким получится покрытие. В процессе подготовки поверхности необходимо удалить с нее все загрязнения, обезжирить ее.
Очистка производится посредством механического либо химического способа. Первый вариант предполагает использование стальных щеток или шлифовального диска. Можно также выполнить притирку чистой материей, предварительно смочив ее в растворителе.
Второй вариант очистки подразумевает применение щелочного, нейтрального или кислотного состава, а также растворителей. Их выбор зависит от того, насколько поверхность загрязнена, из какого материала выполнено изделие, какого оно типа и какие имеет размеры.
Фосфатирование и хроматирование
Далее на изделие может быть нанесен конверсионный подслой, который предотвратит попадание влаги и грязи под покрытие. Процедуры фосфатирования и хроматирования обеспечивают лучшую адгезию и защищают поверхность от ржавчины. С этой целью чаще всего используют фосфат железа (для стали), цинка (при работе с гальваническими элементами), хрома (для алюминия) или марганца и хромовый ангидрид.
Затем нужно будет удалить окислы, что осуществляется с помощью абразивной и химической чистки. Первая производится посредством абразивных частиц (дробь, песок), скорлупы ореха. Эти вещества подаются сжатым воздухом с довольно высокой скоростью. В результате, частицы «врезаются» в поверхность изделия и отскакивают от нее вместе с загрязнениями.
Травление (хим. очистка) – это удаление различных загрязнений с помощью специальных травильных растворов, основными компонентами которых являются серная, соляная, азотная, фосфорная кислота или едкий натр. Этот способ считается более производительным, однако после такой обработки изделие необходимо промыть от растворов.
Пассивирование
Это заключительный шаг на этапе подготовки поверхности. Нужно обработать деталь соединениями натрия и нитрата хрома. Это выполняется для того, чтобы предотвратить вторичное появление коррозии.
После того как будут произведены все подготовительные работы, изделие ополаскивают и сушат в печи. Вот теперь может выполняться непосредственно порошковая окраска поверхности.
Нанесение краски
 Что представляет собой сама технология порошковой окраски? Подготовленное изделие необходимо поместить в камеру. Здесь на него будет наноситься порошок (краска). Если у вас тупиковый бокс, то в нем можно будет покрасить только небольшие детали. Большие изделия можно обработать только в длинномерных камерах.
Что представляет собой сама технология порошковой окраски? Подготовленное изделие необходимо поместить в камеру. Здесь на него будет наноситься порошок (краска). Если у вас тупиковый бокс, то в нем можно будет покрасить только небольшие детали. Большие изделия можно обработать только в длинномерных камерах.
Чаще всего для нанесения краски используют метод электростатического напыления. В данном случае применяют пистолеты для порошковой окраски. Такие инструменты также называют пульверизаторами или аппликаторами. Это устройство представляет собой пневматический распылитель, с помощью которого электростатически заряженное вещество наносится на деталь, предварительно заземленную.
Формирование покрытия
Переходим к следующему этапу работу. Краска нанесена, теперь нужно сформировать покрытие. В первую очередь изделие отправляют в печь для полимеризации. Такие камеры могут быть различными: вертикальными, горизонтальными, опять же, тупиковыми или проходными, одно- и многоходовыми.

Упомянутое оборудование для порошковой окраски обеспечивает нагрев поверхности до определенной температуры – 150-220 оС. Обработка длится около получаса, в результате чего образуется пленка. На данном этапе важно, чтобы деталь прогревалась равномерно, что возможно только при стабильности температуры в камере.
Какой выбрать режим для обработки конкретной детали, зависит от нее самой, от вида краски и оборудования. После того как полимеризация будет выполнена, изделие нужно охладить на воздухе. Все, работа выполнена.
Сферы применения
 Как видите, порошковая окраска – это довольно трудоемкая работа, требующая определенных вложений. Какие изделия ей подвергаются? Рассматриваемый способ покраски идеально подходит для обработки алюминиевых или кованых изделий, а также оцинкованных поверхностей.
Как видите, порошковая окраска – это довольно трудоемкая работа, требующая определенных вложений. Какие изделия ей подвергаются? Рассматриваемый способ покраски идеально подходит для обработки алюминиевых или кованых изделий, а также оцинкованных поверхностей.
Порошковые краски в наше время находят все больше «поклонников». Сейчас их применяют и в приборостроении, и в строительстве, и в автомобилестроении, а также в других сферах. С их помощью окрашивают медицинскую технику, кровельные материалы, бытовую технику, предметы из керамики, гипса и стекла, мебель. Среди автолюбителей все большую популярность обретает порошковая окраска дисков.
Организация бизнеса
Данные работы в специализированных центрах сегодня стоят довольно дорого. Если вы хотите попробовать себя в этом деле, то при наличии финансовых средств вполне можете приступать. Конечно, линия порошковой окраски (автоматизированная система) по карману далеко не всем, но благодаря нашим рекомендациям вы сможете некоторые элементы в первое время заменить другими инструментами.
Начните с небольших изделий. Это могут быть гипсовые статуэтки, керамическая посуда и много другое. Попробуйте для начала покрасить что-то в своем доме (начните с того, что не жалко испортить). Постепенно у вас появятся необходимые навыки и сноровка, тогда вы сможете принимать заказы у знакомых. Однако большого дохода ожидать не стоит, если перебиваться только разовыми заказами от физических лиц.
Наилучший вариант развития событий предполагает наличие большого стартового капитала. В этом случае можно сразу закупить необходимое оборудование и нанять работников. Клиентов же следует искать среди предприятий, занимающихся производством изделий из металла. Только наличие таких заказчиков позволит вашему бизнесу существовать и развиваться.
businessman.ru
Оборудование для покраски дисков порошковой краской. Типы узлов и их структура.
Покраска автомобильных дисков порошковой краской – это услуга, которая стабильно закрепилась на рынке, и пользуется огромным спросом. Связано это с тем, что качество получаемого покрытия после термической обработки физически стойких полимеров получается намного выше, чем при нанесении жидких составов в виде обычной эмали. Такое ЛКП получается значительно выносливее к механическим и химическим воздействиям, что особенно актуально при эксплуатации машинных дисков. Но есть и один нюанс, у вас не выйдет провести работы по обработке этих элементов авто в гараже, поскольку для данной технологии нужен целый комплекс узлов, каждый из которых отвечает за определенный этап обработки. В этой статье мы рассмотрим, какое оборудование для покраски дисков вам потребуется, и на какие этапы разделяется сама технология.
Как выглядит производственный процесс?
Содержание статьи
В большинстве автомобильных мастерских под линию по покраске дисков выделяют отдельное помещение, где устанавливают целый комплекс оборудования. Стоимость такого оборудования высокая, но при правильном построении бизнес процессов, можно быстро отбить вложенные средства.

Сама технологическая линия оборудования для порошковой покраски дисков разделяется на три сегмента:
- подготовительная зона.
- участок нанесения порошковых материалов на диски.
- печь для полимеризации нанесенных составов.
Между всеми тремя ветками, обычно сооружают транспортировочную систему, которая исключает контакт работника с поверхностью деталей и таким образом обеспечивает не только повышенные меры безопасности, но и уберегают от повторного загрязнения дисков, путем тактильного контакта или же попадания пыли. На самой транспортировочной линии есть целый набор крепежных элементов, с помощью которого можно фиксировать практически любую деталь.
Подготовительная зона
Качество предварительной подготовки поверхности, во многом влияет на финишный результат работы. В подготовку включают следующее этапы: зачистка поверхности с помощью абразивных элементов, обезжиривание дисков и удаление всех масляных пятен, и итоговая сушка.
Исходя из этих требований, минимальный набор оборудования на этом шаге состоит из следующих позиций:
- пескоструйная установка, для зачистки дисков от старой краски и ржавчины.
- промывочные ванны с обезжиривающим средством.
- сушильная камера.
Не стоит пренебрегать этапом обезжиривания деталей, ведь при попадании масляных составов на обрабатываемом участке, скорее всего, возникнут дефекты, и всю работу нужно будет переделывать повторно. Часто мастера осуществляют, погружают очищенные диски по 2 – 3 раза в ванны с раствором в котором используется профессиональные составы для удаления жировых и масляных наплывов. Далее колесные автомобильные диски под воздействием теплого сжатого воздуха обрабатывают в специальной сушильной камере.
Участок нанесение порошковой краски на диски
Нанесение порошковых материалов на диски осуществляют на стенде, который оборудуется системой фильтрации, сбора остаточного материала и мощной вентиляцией. Все эти меры позволяют не только безопасно работать мастеру, но и влияют на экономичность и скорость работы с покрасочным стендом.

Из всего оборудования для покраски дисков порошковой краской стенд играет важную роль. Он представляет собой камеру тупикового или сквозного типа, которая ограничивает зону разлета частиц воздушно пылевой смеси краски. Входящие в состав компрессоры подают воздушный поток под давлением в краскопульты для порошковой краски. Тут важно следить за фильтрацией воздуха, так как при попадании пыли или же влаги на материал, получить качественное покрытие в результате у вас не получится.
Распылители краски используют двух видов: электростатические и трибостатические. Большей популярностью пользуются именно электростатические варианты краскопультов, так как ускоряют процесс покраски. Трибостатические распылители в основном используют при работе с деталями сложной геометрии, и сама процедура занимает больше времени.
Электростатические распылители используют в своей основе для заряда воздушно-пылевой смеси краски принудительный коронный разряд. В тех же трибостатических устройствах используется статический заряд, который образуется за счет трения частиц краски друг о друга.
Абсолютно все оборудование, подключенное к покрасочному стенду, требует заземления, ведь вы будете работать с высоким напряжением.
Важной цепочкой стенда является система фильтрации и сбора лишнего порошка, который не оседает на поверхности дисков. Такой материал попадает в специальные камеры, и в будущем его либо повторно используют, либо продают как вторичное сырье для других предприятий. Это существенно экономит деньги для владельца СТО, поскольку цена на порошковую краску не маленькая.
Печь для полимеризации
В таких камерах происходит термическая обработка нанесенного порошкового состава, который расплавляется и образует равномерную пленку по всей поверхности дисков. По своей конструкции печь для полимеризации материала представляет собой камеру, в стенках которой установлены ТЭНы. Мощность и уровень температуры во многом зависит от размеров камеры и количества изделий, загружаемых в нее для обработки.

В случае с порошковой покраской дисков, размеры камеры выбирают компактного типа, например, 2,2м – 1,4м – 1,7м. Такие габариты позволяют при минимальных затратах ресурсов быстро прогревать камеру и одновременно обрабатывать 4 – 20 дисков. Далее после термической обработки, диски снова обрабатывают теплым сжатым воздухом для удаления остаточной пыли и обеспечения процесса равномерного остывания детали.
А какое дополнительное оборудование для нанесения порошковой краски на диски используете вы?
krasimauto.com
оборудование, технология, пистолет, камера, печь
В последнее время была разработана технология окрашивания металлических изделий полимерным порошком, что быстро начало применяться в промышленности. Этот метод хорош высокой прочностью покрывающего слоя, его эстетическим внешним видом и высокими защитными качествами.
Способы получения

Новейшие технологии порошковой покраски металла позволяют благодаря своим инновационным методикам использовать несколько способов нанесения полимерных порошковых составов на поверхность металлических изделий:
- электростатическое напыление порошковой краски на металлоконструкции и на различные отдельные изделия из металла;
- напыление краски направленным потоком воздуха;
- комбинированный способ напыления, сочетающий электростатический приём и направленный поток воздуха;
- напыление с помощью открытого пламеня.
Электрическое напыление
При этом способе полимерно-порошковая покраска получается с отличным качеством, а сами окрашенные изделия пользуются высоким спросом. При электростатическом напылении используется специальный распылитель, электростатический пистолет, который заряжает частицы полимера положительно. Сначала тщательно обезжиренные изделия помещается в покрасочную камеру, затем порошок полимера с помощью пневматического пульверизатора наносят на их поверхность. Температура в камере порошковой покраски, где выполняется покрытие, достигает 200 градусов. Надёжное прилипание частиц краски к поверхности металла происходит за счёт электростатического взаимодействия. Та часть порошка, которая не попала на горячий металл изделия, оседает на стенках камеры, осыпается вниз. Она затем периодически собирается специальным приёмником, расположенным под днищем камеры. Собранный порошок снова используется в покраске.
Нанесение направленным потоком воздуха
Сначала металлоконструкция в печи для порошковой покраски подвергается нагреву до требуемой температуры, затем потоком воздуха из пистолета для порошковой покраски происходит нанесение на неё полимерного состава. Частицы порошка, попадая на разогретый металл, плавятся и надёжно прилипают к нему. При этом образуется очень тонкая, но прочная защитная плёнка. Для того, чтобы прочность покрытия была максимальна, необходимо точно подобрать рабочую температуру металлических изделий. Влияет на процесс и площадь поверхности деталей, и сила электрического взаимодействия данного металла с частицами полимера. В заключении окрашенному изделию требуется дополнительная термическая обработка, которая надёжно закрепляет слой полимера на поверхности деталей.
Электростатическое напыление воздушным потоком
Этот способ покраски порошковой краской представляет собой симбиоз предыдущих способов нанесения покрытия. Частицы красящего полимера равномерно покрывают поверхность металлического изделия, так как сначала они получают электрических заряд в пистолете, а затем увлекаются направленным потоком воздуха к стенкам конструкции. Прокрываемые поверхности изделий электрически нейтральны за счёт прикреплённого заземления. Так обычно покрывают небольшие изделия с несложной поверхностной конфигурацией.
Пламенный способ окрашивания
Для этого способа изготавливают специальный полимерный порошок, который высоко термопластичен. В покрасочный аппарат вмонтирована газовая горелка, благодаря чему частицы полимера направляются к окрашиваемой поверхности уже не просто в потоке воздуха, а в раскалённых продуктах сгорания пропана.
При достижении поверхности металлических изделий эти частицы уже находятся в полу расплавленном состоянии, за счёт чего и образуется прочное покрытие. При этом методе исключается нагрев самой детали, что существенно экономит трудозатраты и расход электроэнергии. Этим методом выполняется напыление на массивные или уже установленные на место конструкционные элементы.
Во всех перечисленных случаях получения покрытий требуется точное соблюдение технологии порошковой покраски, так как при нарушении её основных требований можно получить легко отслаиваемые покрытия, недолговечные и неравномерные по толщине.
Достоинства порошковой покраски
Благодаря современным технологиям процесса порошковой покраски удаётся получать уникальные покрытия на совершенно разных по форме и размерам конструкциях из металла. Это очень популярный метод, обладающий большим количеством достоинств:
- полимерное покрытие отлично защищает поверхность металла от появления коррозии;
- покрашенные изделия имеют эстетический, изысканный внешний вид;
- по требованию заказчика можно получать самые различные цвета покрытий и их оттенки;
- порошковое покрытие очень устойчиво к механическим воздействиям, к излучению ультрафиолетового спектра и резким температурным колебаниям;
- полимерный состав красителя не боится повышенной влажности и агрессивных сред;
- обработанные порошковыми красителями детали не токсичны, экологически безопасны, их можно смело использовать в качестве комнатной мебели;
- на сегодняшний день в промышленности не существует более прогрессивного способа покраски изделий из металла.
Особенно популярна в настоящее время порошковая покраска дисков автомобилей. Учитывая то, что на диски при эксплуатации попадает грязь, песок, вода и они подвергаются многочисленным механическим воздействиям, их покрытие должно обладать высокой прочностью и при этом иметь хороший внешний вид.

Этим требованиям полностью соответствует покраска дисков порошковой краской. Специальное оборудование, разработанное для этой цели, отличается компактностью, высокой степенью автоматизации и экономичностью к потреблению электроэнергии.
Интересные статьи:
Какой купить лазерный гравировальный станок?
Оборудование для формовочного литья алюминия своими руками.
Какие выбрать ручные гильотинные ножницы по металлу?
Оборудование для покраски
Порошковая покраска требует применения набора специального оборудования:
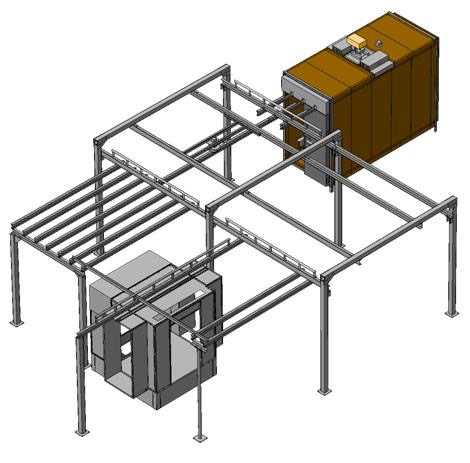
- покрасочной камеры, в которой полимерный состав наносится на конструкции из металла;
- печь полимеризации покрытия, где под высокотемпературным воздействием порошок превращается в расплав, касаясь поверхности изделия;
- устройства для транспортировки покрываемых деталей в процессе обработки, так как они в большинстве своём имеют большой вес.
Покрасочная камера
В покрасочной камере напыление полимерного состава на металл изделий производят специальными пистолетами для покраски, которые сообщают пылинкам порошка электрический заряд. Покрасочные боксы устроены по проходному типу – обрабатываемая конструкция закатывается в камеру с одной стороны, а выкатывается в другую, где производится дальнейшая её обработка. Покрасочная камера должна быть оборудована вентиляционной системой, так как в ней при работе образуется много пыли, которую необходимо периодически удалять. В зависимости от объёма покрытия и размеров металлоконструкции при покраске могут применяться ручной и автоматический режимы.
Камера полимеризации
Порошковый слой в камере подвергается воздействию высокой температуры, а при соприкосновении с поверхностью детали происходит его полимеризация. Нагрев воздуха осуществляется мощными электрическими нагревателями, которые способны за несколько минут разогреть его до 200 и более градусов.

Частицы порошка, направленные на поверхность, под действием этой высокой температуры переходят в жидкое состояние и, равномерно растекаясь по конструкции, образуют стойкую плёнку покрытия. После остывания эта плёнка набирает требуемую прочность и за счёт диффузии её молекулы вступают в надёжное соединение с атомами металла конструкции. Длительность процесса полимеризации обычно не превышает 1 часа.
Транспортировочные устройства
При подаче в камеру и извлечении из неё громоздких и тяжёлых деталей металлоконструкций требуется аккуратность и осторожность. При этом перемещении краска не должна осыпаться или подвергаться механическим воздействиям при контактах с другими предметами. Для этого чаще всего используются тележки подвесного типа, прикреплённые с помощью роликов к монорельсу вверху. На этих же тележках окрашенные детали остывают после выкатывания из камеры или из печи.
Покрасочные линии
Если на предприятии устанавливается линия порошковой окраски, то рабочий цикл может происходить в автоматическом режиме. Оператор с пульта управления отслеживает протекание всех процессов, начиная с закатывания изделий в камеру и заканчивая съёма их с тележек после остывания. Температурные режимы контролируются автоматическими системами, как и управление покрасочными пистолетами. Особенно хороши автоматические установки для порошковой покраски в том случае, когда процесс нанесения полимерного состава осуществляется на однотипные детали по размерам, по массе и по своим конструктивным особенностям.
Купить оборудование для порошковой покраски можно, обратившись к его поставщикам через их интернет-сайты. Представители компаний дадут полную информацию как о свойствах и характеристиках имеющегося у них оборудования, так и о применяемых материалах.
Порошковая технология в домашних условиях
Вполне можно получить хорошие результаты в нанесении порошковых покрытий на детали и дома. При домашней порошковой окраске можно использовать подручные предметы. Например, импровизированную камеру для покраски можно получить, используя различные короба, ящики и ёмкости. Вместо подвесной тележки вполне может подойти и тачка на колёсах. Нельзя при порошковой покраске своими руками в домашних условиях обойтись только без электростатического пистолета и самого полимерного порошка. Но всё это легко купить, оформив заказ на специализированном сайте порошковой тематики.
namillion.com
Оборудование для порошковой покраски: составные части и технология
 Нанесение порошковой краски
Нанесение порошковой краскиПорошковая покраска пришла на замену стандартной жидкостной технологии окрашивания. С помощью неё многие автозаводы защищают двери транспортных средств от коррозии. Но технология доступна и небольшим автосервисам, где все делается мастерами своими руками, нужно лишь приобрести специальное оборудование для порошковой покраски и необходимые материалы.
Суть технологии следующая: порошковая краска наносится при помощи специального распылителя, проходя через который она получает положительный заряд. За счет этого и происходит прилипание частиц порошка к заземленной детали. После этого частицы порошка необходимо расплавить в специальной печи при температуре от 120 до 200 градусов.
Принцип нанесения порошковой окраскиДля цеха, специализирующегося на этом виде покраски, требуются следующие виды оборудования:
- Окрасочная камера напыления. Изделие помещают внутрь камеры после чего происходит напыление порошка с помощью специального пистолета ручным или автоматическим способом. Такая камера позволяет собрать порошок который не прилип к детали и использовать его потом повторно.
- Камера полимеризации или печь. Необходима, чтобы расплавить нанесенную красу. Когда порошок нанесли на металл, деталь отправляется по транспортной системе (или с помощью транспортной тележки) в печь. Там, в зависимости от своего типа, она выдерживается при температуре 120-200 градусов от 10 до 30 минут. Порошковое покрытие от нагревания растворяется.
- Установка для нанесения порошка. Существуют разные её виды. Самые распространённые – пистолеты. Именно их чаще всего используют небольшие автомастерские. Бывают электростатическими и трибостатическими. Разница в том, что в трибостатическом пистолете происходит заряд краски из-за трения в стволе напылителя, а в электростатическом типе пистолет работает в электростатическом поле и работает по принципу приобретения заряда. Преимущество более дорогих установок перед пистолетами в большей скорости нанесения порошковой покраски, поэтому можно захватить больший объём.
Требования к порошковой покраске
Так как покраска крупных деталей достаточно сложна, начинают с небольших деталей. Требуется свободное помещение, чтобы машину можно было разобрать на нескольких частей и обрабатывать отдельно друг от друга. Покраска производится поэтапно:
- Обработка. Удаляется пыль и жир, происходит фосфатирование и покрытие конверсионным подслоем.
- Покрытие детали порошком.
- Нагрев порошкового покрытия в печи полимеризации.
Размер одной частицы не должен превышать 100 мкм. В основе порошкового типа покраски – полиэфиры и эпоксидная смола. Твёрдость порошку придают колеровочные элементы, а на характер спекания влияют отвердители. Под действием высоковольтного электрода или вследствие трения порошок намагничивается, после чего происходит напыление на заземлённую деталь.
 Камера (печь) полимеризации
Камера (печь) полимеризацииПорошковая покраска остаётся на поверхности из-за разницы зарядов, но нужно проделать ещё следующие процедуры:
- Возвратить в пистолет часть порошка, не попавшего на деталь и осевшего на стенках камеры.
- Очистить воздух от взвеси.
Безопасность человека, который своими руками проделывает данный процедуры, напрямую зависит от создаваемого напряжения и качества оборудования. Лучше всего, когда пульт управления для порошковой покраски вынесен за пределы блока помещения. После окончания процедуры, деталь транспортируется в печь полимеризации.
Транспортировка крупных деталей
Для транспортировки крупных деталей в печь после покраски потребуется автоматизированная система, своими руками это лучше не делать. Один из вариантов – подвесить деталь на крюк перед распылителем и через него обеспечить заземление. Передвинуть деталь в печь можно с помощью рельса, где закреплён крюк. Если использовать такое оборудование, владелец камеры может отправлять в печь одну деталь за другой, обеспечивая непрерывную покраску.
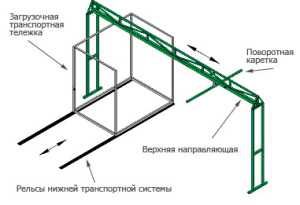 Транспортная система для порошковой окраски
Транспортная система для порошковой окраскиДругой вариант — специальные транспортные системы, которые существуют для этих целей.
Контроль качества покрытия
Его можно провести визуально. Оно должно быть сплошным и ровным. Волнистость, трещины, проколы, сорность, непрокрас, наплывы, изменение и другие дефекты недопустимы. Показатель хорошего сцепления с металлической поверхностью называется адгезией. Определяется методом параллельных, либо решётчатых надрезов. Используется специальное оборудование – адгезиометр, но подойдёт обычный острый нож или лезвие. Линии проводятся своими руками, можно по линейке. Делается 5 ровных надрезов до металла, расстояние между линиями которых – 1-2 мм. Столько же надрезов – в перпендикулярном направлении. Получается решётка из квадратиков. По отслоению в надрезах можно судить об адгезии.
Есть и второй способ её оценки. Делается 5 надрезов параллельно до металла, расстояние между линиями – 1 мм. Перпендикулярно клеится полоска клейкой ленты, за конец быстро дёргают руками, отклеивая ленту, после чего оценивается адгезия.
Минимальная толщина должна находиться в диапазоне 60-100 мкм, определяется толщиномером. А оборудование для определения блеска называется блескометром фотоэлектрическим.
Также качество покрытия проверяют на стойкость к ударам, изгибам, определяют реакцию на твёрдость и эластичность. Для такой проверки мастерские жертвуют своими образцами, так как эти методы относятся к разрушающим.
Техника безопасности
- Обязательное применение местной системы вентиляции. Во время подготовки поверхности можно устанавливать зонт над зоной подготовки, а во время покраски необходимо, чтобы камера была снабжена вентиляционной системой, чтобы удалять аэровзвесь. Если этого не происходит, оказывается вредное воздействие на мастера, существует угроза взрыва.
- Общая приточная вентиляция в помещении.
- Жидкая и порошковая покраска не может быть использована одновременно в одном помещении.
- Не допускается объединение печей полимеризации и вентиляционной системы окрасочных камер.
- Тщательное заземление оборудования.
- Наличие средств пожаротушения на участке.
- Существует риск лёгкого поражения электричеством при соприкосновении с коронирующим электродом.
- Ветошь необходимо собрать в металлические контейнеры с крышками.
- Использование средств индивидуальной защиты.
- Наличие специальной обдувочной кабины для очистки одежды и краскораспылителей.
krasimtachky.ru
Окрасочное оборудование для порошковой окраски по суперценам!
Порошковое напыление для металла — оборудование для порошковой краски в наличии.
 Порошковая покраска пришла на смену жидкостному способу окрашивания. Порошок, который применяется при таком распространенном варианте покраски, надежно защищает от коррозии различные детали, изготовленные из металла. Данный способ нередко используется для покраски автомобилей.
Порошковая покраска пришла на смену жидкостному способу окрашивания. Порошок, который применяется при таком распространенном варианте покраски, надежно защищает от коррозии различные детали, изготовленные из металла. Данный способ нередко используется для покраски автомобилей.
Специальное оборудование для порошковой окраски позволяет равномерно распределять тот или иной лакокрасочный материал на определенную поверхность c помощью распылителя. В краске, проходящей через специальный окрасочный пистолет, возникает заряд, который, в свою очередь, дает возможность порошку надежно прилипать к окрашиваемой поверхности. После того, как порошок был нанесен, его требуется расплавить. Камера или печь, которая предназначена для того, чтобы поддерживать температуру до 250 градусов, используется специально для этой цели.
Для того чтобы использовать оборудование для порошковой покраски, особых требований к помещению нет. Главное, чтобы в помещении было сухо, чисто и достаточно светло. Кроме этого, необходима вентиляция и свободное место. Поэтому даже в гараже можно спокойно применять рассматриваемый способ окраски.Как выбрать наиболее подходящее оборудование для порошковой окраски? Чтобы выбрать оборудование для порошковой краски, необходимо, прежде всего, учитывать два основных момента:
- наличие свободных площадей, а также;
- финансовые возможности.
- камеру (или сухое чистое помещение), предназначенную для нанесения порошка;
- камеру для полимеризации;
- распылитель;
- рекуператор;
- конвейер, являющийся подвесным;
- компрессор.

- надежное заземление применяемого оборудования;
- применение средств индивидуальной защиты;
- присутствие средств на участке, которые помогут справиться с пожаром в случае его возникновения и другие.
Процесс распыления порошковой краски:
Кипящий, псевдоожиженный порошок в баке всасывается в инжектор вместе с воздухом. По шлангу подачи порошка воздушно-порошковая взвесь поступает в распылительный пистолет. Проходя через дуло распылительного пистолета порошок сразу же электростатически заряжается, приобретая отрицательный заряд. Электрическое поле существует также между стволом распылительного пистолета и напыляемым объектом. Электростатически заряженные частицы краски, напыляемые на изделие, прилипают к поверхности заземленной детали.Режим высокочастотных токов позволяет повышать напряжение в распылителе до 100 кВт посредством трансформатора высокого напряжения и каскада высокого напряжения. Давление транспортировочного воздуха и давление воздуха, формирующего факел расплыения, также регулируются на панели управления, давление воздуха, направленного на псевдоожижение — на задней стенке блока управления. Порошок ожижается потоком воздуха, проходящего снизу через пористую пластиковую пластину. Псевдоожиженный порошок приобретает свойства жидкости.
dino-power.ru
Оборудование для порошковой окраски | Печи, линии, участки для покраски
Оборудование для порошковой окраски, применение
Достаточно часто в некоторых сферах может потребоваться использовать оборудование порошковой окраски. Оно весьма разнообразно и позволяет решить широкий спектр задач, ранее вызывающих серьёзные сложности в процессе своего выполнения. В наши дни, подобные устройства активно применяются в следующих направлениях:
• Окрашивание металлических конструкций, а также комплектующих частей для различных изделий, автомобильных дисков, фурнитуры.
• Оборудование для порошковой окраски металла применяется в случае необходимости создать покрытие, способное выдерживать температуры до 200 градусов Цельсия.
• Окрашивание стекла, керамической продукции, а также натурального или искусственного камня.
Существуют и другие направления, где могут быть задействованы устройства данной категории.
Преимущества оборудования порошковой покраски
Список сильных сторон отличается своими значительными размерами. Необходимо более подробно рассмотреть, на какие именно основные достоинства можно рассчитывать:
• Порошковая краска расходуется крайне экономично и удаётся добиться минимальных трат на её приобретение. 95% неиспользованного состава можно применять повторно.
• Технология выполнения работ предполагает высокую степень автоматизации всех процессов на участке порошковой покраски.
• Минимальное время нанесения на поверхность. Затвердение происходит за полчаса.
• Высокое качество создаваемого покрытия. Порошковая краска надёжно пристаёт и практически не стирается с течением времени.
• Среднестатистический состав обладает увеличенным показателем вязкости и эффективнее противостоит неблагоприятным факторам окружающей среды.
Сколько стоит оборудование порошковой окраски
Довольно часто у наших клиентов возникает вопрос о стоимости представленной в каталоге продукции. Как показывает практика, этот момент сильно зависит от особенностей установок, а также целого ряда других факторов. Оборудование для порошковой покраски металла может быть компактным или представлять собой потоковые линии. Второй вариант предполагает высокую стоимость и рекомендуется при годовой программе в 50 и более тысяч квадратных метров окрашиваемой поверхности. Производительность модели является одной из главных составляющих цены. Порошковая покраска, оборудование для которой реализует наша компания, может использовать дополнительные технологии. Для повышения эффективности, иногда, требуется приобрести определённые аксессуары.
Как заказать оборудование для покраски?
Наша компания придерживается ориентированной на клиента политики взаимодействия. Купить оборудование для порошковой покраски реально, так как цена на это оборудование вполне доступна. Чтобы его заказать, необходимо заполнить форму покупки. При возникновении вопросов, следует обратиться к сотруднику и уточнить интересующие моменты. Мы поставляем оборудование для порошковой покраски в города Сыктывкар, Москва, Ижевск, Ставрополь, Астрахань, Брянск, Волгоград, Воронеж, Калининград, Киров, Курск, Липецк, Орел, Псков, Рязань, Саратов, Тамбов, Тула, Ярославль, Саранск, Краснодар, Архангельск, Белгород, Владимир, Вологда, Иваново, Калуга, Кострома, Санкт-Петербург, Мурманск, Новгород, Пенза, Ростов-на-Дону, Самара, Смоленск, Тверь, Ульяновск.
ardtehno.ru