Как делают пенопласт (технология изготовления, производство пенополистирола)
Рассмотрены все этапы технологии производства пенопласта. Перечислено оборудование, необходимое для изготовления этого материала. Даны рекомендации, с которыми нужно обязательно ознакомиться перед покупкой.
Многие из нас не раз встречали пенополистирол, пробовали его на ощупь, что-то изготавливали из него, использовали его в строительстве, для обустройства дома. Однако далеко не все знают, какова технология изготовления пенопласта, каковы ее особенности.
Как ни странно, но в производстве этого материала нет ничего сверхсложного. И примечательно то, что сейчас на рынке появилось довольно много некачественного пенополистирола, который изготовлен без учета соответствующих норм и правил.
Некоторые умельцы умудряются создать небольшую производственную линию даже в обычном гараже. Да, не удивляйтесь.
И это нужно обязательно учитывать при покупке — не все Васи Пупкины строго придерживаются предписанных технологических норм.
Итак…
Как изготавливают пенопласт
Ранее мы рассказывали, что такое пенополистирол. Помним, что этот материал состоит из многочисленных ячеек, заполненных воздухом. Значит — процесс изготовления должен включать вспенивание материала.
Так и есть: процесс вспенивания — один из важных в производстве пенополистирола.
Однако это еще не всё.
Рассмотрим:
Этапы технологии изготовления пенопласта
Обычно процесс включает в себя:
Теперь детальнее:
1. Вспенивание. В ходе выполнения этого процесса сырье помещают в специальную емкость (пенообразователь), где под действием давления (используется парогенератор) гранулы увеличиваются примерно в 20-50 раз. Операция выполняется в течение 5 минут. Когда гранулы достигают необходимого размера, оператор выключает парогенератор и выгружает вспененный материал из емкости.
2. Сушка полученных гранул. На данном этапе главная цель — удаление лишней влаги, оставшейся на гранулах. Делается это с помощью горячего воздуха — он направляется снизу вверх. При этом для лучшего просушивания гранулы встряхиваются. Этот процесс также длится недолго — около 5 минут.
На данном этапе главная цель — удаление лишней влаги, оставшейся на гранулах. Делается это с помощью горячего воздуха — он направляется снизу вверх. При этом для лучшего просушивания гранулы встряхиваются. Этот процесс также длится недолго — около 5 минут.
3. Стабилизация (отлеживание). Гранулы помещают в бункеры, где и проходит процесс вылеживания. Продолжительность процесса — 4…12 часов (зависит от температуры окружающего воздуха, величины гранул).
Важное примечание: технология изготовления пенополистирола может исключать 2-й этап (сушку). В таком случае стабилизация (отлеживание) будет длиться дольше — до 24 часов.
4. Выпекание. Этот этап производства пенопласта часто называют формованием. Суть заключается в том, чтобы соединить между собой полученные ранее гранулы. Для этого они помещаются в специальную форму, после чего под давлением и под действием высокой температуры водяного пара проходит процесс спекания гранул.
5. Созревание (вылеживание). Цель — избавить полученные листы пенополистирола от лишней влаги, а также от оставшихся внутренних напряжений. Для этого листы располагают в свободном месте производственного цеха на несколько суток. В ряде случаев созревание может проходить до 30 суток.
6. Резка. Изготовленные блоки пенопласта кладут на спецстанок, на котором блоки разрезаются на листы соответствующей толщины, длины, ширины. Этот производственный процесс выполняется с помощью нихромовых струн, нагретых до определенной температуры. Соответственно, проводят как горизонтальную, так и вертикальную резку блоков.
Вот так делают пенопласт.
Разумеется, после перечисленных 6-ти этапов может выполняться 7-й этап — переработка оставшихся обрезков. В результате чего они смешиваются с другими гранулами, которые потом будут подвергаться тем же процессам — спеканию, вылеживанию…
Оборудование, которое используется в ходе производства пенополистирола, показано в виде таблицы:
Технология изготовления пенопласта напрямую влияет на качество
Как мы говорили выше, сейчас рынок наполнен немалым количеством низкокачественного материала. Его могут производить в гаражах, каких-то складских помещениях.
Его могут производить в гаражах, каких-то складских помещениях.
Но основная проблема заключается не в том, где изготавливают материал (хотя окружающая среда также влияет на качество), главная проблема — не соблюдение всех правил изготовления пенопласта.
Какие могут быть отклонения от правильного производства пенополистирола?
Самые различные — начиная от некачественной грануляции и заканчивая плохой, неточной нарезкой блоков пенопласта на листы.
Некоторые умники вообще не проводят как таковую стабилизацию, вылеживание. Для них важна исключительно скорость изготовления пенополистирола.
«Чем больше — тем лучше — больше денег заработаем!»
Из-за этого характеристики пенопласта сильно ухудшаются:
- он может получиться хрупким, непрочным,
- гранулы могут быть плохо соединены между собой,
- плотность может быть неравномерной.
Это может также происходить из-за низкокачественного, неисправного оборудования, которое использовалось при производстве — вспениватели, сушильные установки, компрессоры, парогенераторы и т. д.
д.
И еще немаловажный момент: при плохой технологии изготовления пенопласт может иметь резкий, неприятный запах. Возможна такая картина: привезли новенькие листы пенополистирола домой, уложили в гараж или другое помещение и… вскоре услышали, что помещение наполнилось каким-то едким, неприятным запахом.
Это очень плохо. Это значит, что пенопласт еще во всю «парит», выделяя вредные вещества. Особенно опасно, когда такой низкосортный материал складывается в жилых помещениях.
Выводы по изготовлению пенопласта
- Технология довольно проста, но требует обязательного соблюдения всех предписанных норм и правил.
- Материал (который внешне будет похож на качественный) можно получить даже при значительных отклонениях от правил производства. И этим пользуются «кустарные» фирмы (нехорошие люди).
Поэтому: покупайте только продукцию надежных, проверенных производителей (которые следят за качеством). Проверяйте наличие у продавцов соответствующих сертификатов качества.
Теперь вы знаете, как делают пенопласт, знаете основные особенности технологии изготовления и какому материалу нужно отдавать предпочтение. Успехов!
Технология производства пенополистирола. Сферы применения материала
[contents h3 h4]
Технология производства пенополистирола.
Пенополистирол – это особый материал, изготавливаемый из полистирола и наполняемый газом. Он зачастую используется при термоизоляции, но нередко его можно встретить в составе различных конструкций. Его применяют при производстве суден, железнодорожных составов, самолетов, им упаковывают разнообразную продукцию.
Основные характеристики пенополистирола
Прежде всего, хотелось бы отметить экологичность материала. В общем, такой материал может быть экструзионным и термоударным, но вне зависимости от типа, вопрос о его экологичности спорен. Дело в том, что если использовать пенополистирол, к примеру, в конструкции стены, то для организма он будет полностью безвреден. Другое дело пожар, при котором материал будет выделять токсичные вещества. Так что при утеплении им стен дома необходимо дополнительно нанести слой штукатурки. Теперь же о других особенностях материала:
Так что при утеплении им стен дома необходимо дополнительно нанести слой штукатурки. Теперь же о других особенностях материала:
1. Долговечность – пожалуй, главная особенность. Считается, что пенополистирол способен прослужить от шестидесяти до восьмидесяти лет.
Основные характеристики пенополистирола2. Также материал способен поглощать в себя воду, если непосредственно с ней контактирует.
3. Его трудно растворить в спирте, эфире и углеводах, вместе с тем он запросто растворяется, к примеру, в стироле или сероуглероде.
4. Он не пропускает пару. Абсолютно.
5. Бактерии, грибки и другие микроскопические организмы нередко основывают в пенополистироле собственные колонии. Также это могут быть насекомые, грызуны и даже птицы. Но научно доказано, что материал не является для них пищей, да и выбирают такое «жилье» лишь тогда, когда другого варианта нет, поскольку они также ограждаются от влаги, пары и прочее.
Технология производства пенополистирола
Технология производства пенополистиролаПри изготовлении материала используется вспененный гранулированный полистирол. На многих предприятиях используется импортное сырье (например, поставки сырья из Нидерландов). Также немного (не больше пяти процентов) добавляются другие соединения, повышающие устойчивость к воспламенению. Сам производственный процесс состоит из нескольких этапов, о которых мы намерены поговорить ниже. Безусловно, нельзя сказать, что технология производства является чем-то сложным, но организовать выпуск пенополистирола в домашних условиях без соответствующего оборудования невозможно.
На многих предприятиях используется импортное сырье (например, поставки сырья из Нидерландов). Также немного (не больше пяти процентов) добавляются другие соединения, повышающие устойчивость к воспламенению. Сам производственный процесс состоит из нескольких этапов, о которых мы намерены поговорить ниже. Безусловно, нельзя сказать, что технология производства является чем-то сложным, но организовать выпуск пенополистирола в домашних условиях без соответствующего оборудования невозможно.
Первый этап: допроизводственное вспенивание
На этапе вспенивания гранулы обрабатываются насыщенным паром при девяноста пяти градусах (как минимум) до тех пор, пока их плотность не достигнет 35 килограмм на кубический метр. Есть специальное устройство для вспенивания. На первых порах процесса гранулы резко расширяются, теряя при этом плотность с высокой скоростью примерно в два раза. Очевидно, что наибольшую активность процедура вспенивания демонстрирует именно в первые несколько минут.
При последующей обработке плотность уже снижается медленнее. Собственно, это и объясняет тот факт, что идеальным временем для такого вспенивания являются именно первые пять-десять минут. Это может регулироваться двумя способами:
Собственно, это и объясняет тот факт, что идеальным временем для такого вспенивания являются именно первые пять-десять минут. Это может регулироваться двумя способами:
– корректированием угла лопастей;
– изменением скорости поступления материала.
Второй этап: повторное вспенивание
Вспенивание материалаДалее происходит еще одно вспенивание гранул. Цель этого процесса – снижение плотности до 15 килограмм на метр кубический.
Третий этап: сушка
Как можно догадаться из названия, далее следует сушка сырья. Это нужно для того, чтобы вода, появившаяся на гранулах после вспенивания, была удалена.
Четвертый этап: гранулы «вылеживаются» на свежем воздухе
Гранулы Далее гранулам необходимо вылежаться, дабы давление атмосферное сравнялось с давлением внутри них. Когда гранулы остывают, в них образуется вакуум, что открывает путь для поступления атмосферного воздуха внутрь гранул. Отдельно стоит отметить, что это наиболее важный этап, именно тут гранулы пенополистирола получают свои звуко и теплоизолирующие свойства, которые являются самым ценным в готовом материале.
Пятый этап: формировка
Пятый этап: формировкаПри формировке гранулы необходимо склеить между собой, образуя при этом своеобразные блоки необходимых размеров. Существуют специальные прессы, в которые загружается сырье на период от 15 до 180 секунд. Сырье там обрабатывается специальным паром, давление которого должно быть в пределах от 0.7 до 1.5 килограмм на метр кубический. Далее материал остывает не менее сорока минут, после чего аккуратно извлекается из емкостей. Чем больше времени он будет остывать, тем большая плотность у него будет. Подробнее о производстве продукта читайте по ссылке http://www.bazar.kharkov.ua/shop/CID_50.html.
Внутренняя поверхность емкостей для пресса обрабатывается специальной смазкой, которая состоит из следующих компонентов:
1. Хозяйственное мыло и тальк, каждого по двадцать пять грамм на один литр воды.
2. Кремн.-орг. жидкость, пятипроцентная.
3. 3% хозяйственное мыло.
Благодаря этой смеси гранулы не будут приклеиваться к поверхности при обработке.
Шестой этап, он же завершающий: порезка
При порезке получают листы пенополистирола необходимых размеров. Резка может быть вертикальной, горизонтальной и даже фигурной (для этого применяются специальные компьютеры).
В помещении, где производится материал, температура должна быть не ниже восемнадцати градусов тепла.
Изделия из пенополистирола
Изделия из пенополистиролаВсе изделия, производимые с использованием данного материала, делятся на группы. Вот они:
Изделия военной промышленности. Пенолистирол используется в качестве амортизаторов в тактических шлемах, а также в качестве утеплителя.
В дорожно-строительных работах для того, чтобы утеплить дорожное полотно от промерзания, возведении искусственных возвышенностей, прокладке дорог на слабых типах почвы и так далее.
До недавних пор из него делали теплоизоляторы для холодильников, но в последнее время его заменил полиуретан.
С помощью пенополистирола утепляют фасады, а также изготавливают ограждающие конструкции.
Наконец, с его помощью производят одноразовую посуду, специальные упаковки для замороженных продуктов
Технология производства пенопласта (пенополистирола) — ООО «ПК ВикРус»
Главная / Технология производства пенопласта (пенополистирола)Содержание:
- Предварительное вспенивание гранул.
- Кондиционирование предварительно вспененных гранул.
- Формование пенополистирольных блоков.
- Кондиционирование пенополистирольных блоков.
- Разрезание пенополистирольных блоков на плиты.
- Использование пенополистирольных отходов.
1. ПРЕДВАРИТЕЛЬНОЕ ВСПЕНИВАНИЕ
1.1. Краткая характеристика сырья
В качестве сырья используется вспениваемый самозатухающий полистирол, содержащий 5-6% смеси пентана и изопентана, являющейся вспенивающим фактором. Эта смесь содержится в гранулах полистирола в растворенном виде.
Сырье имеет вид гранул, получаемых путем суспензионной полимеризации стирола. Оно содержит вещество, снижающее горючесть -антипирен.
После подогрева до температуры 90-100°С, под действием улетучивающегося пентана гранулы увеличивают свой объем (процесс вспенивания) примерно в 30-65 раз. В промышленной практике для вспенивания полистирола используется водяной пар, который проникает также внутрь гранул и способствует действию пентана.
Международное обозначение вспениваемого полистирола: EPS самозатухающий FS.
Хранение:
Хранить исключительно в заводской, плотно закрытой таре или контейнерах, установленных в проветриваемых помещениях или под навесом, далеко от источников тепла и огня. Рекомендуется хранить сырье при температуре, не превышающей 20°С.
Продукт, хранимый при рекомендуемой температуре, следует использовать не позднее 3-6 месяцев с даты исследования продукта, указанной в сертификате качества. Продукт из частично опорожненной или поврежденной тары следует использовать немедленно.
В производственных помещениях можно хранить сырье в количестве, не превышающем его среднесуточный расход.
1.2. Переработка вспениваемого полистирола .
Окончательная плотность готового продукта определена уже на этапе предварительного вспенивания.
Важным показателем является контроль давления при процессе вспенивания, для непрерывных предвспенивателей 0,015-0,03 МПа, для циклических 0,015-0,02 МПа.
Во вспенивателе два способа изменения мнимой плотности продукта:
- путем изменения количества подаваемого сырья;
- путем изменения уровня вспениваемого материала в рабочей камере;
Первый и второй способ оказывают влияние на время нахождения вспениваемого материала в рабочей камере. Третий способ влияет на температуру в камере.
Влияние времени нахождения сырья во вспенивателе на мнимую плотность продукта представлено на рис.1.2.
Если время нахождения сырья во вспенивателе слишком продолжительно, то гранулы начинают усаживаться и плотность растет; при слишком высокой температуре вспененные гранулы могут образовать комки. Оба эти явления могут происходить одновременно. И оказывать непосредственное влияние на качество конечного продукта.
Оба эти явления могут происходить одновременно. И оказывать непосредственное влияние на качество конечного продукта.
Плотность
Продолжительность предварительного вспенивания
Рис.1.2. Зависимость между мнимой плотностью и продолжительностью вспенивания
С целью получения низкой плотности (< 12 кг/м3) применяют двухступенчатое вспенивание. Двухступенчатое вспенивание проводят с помощью того же самого оборудования, которое используется для одноступенчатого вспенивания, с подачей предварительно вспененного сырья через систему вторичного вспенивания.
С целью достижения оптимальных результатов вспенивания гранулы перед вспениванием второй ступени должны быть насыщены воздухом (процесс кондиционирования).
Предварительно вспененные гранулы поступают в сушилку с кипящим слоем, в которой теплый воздух (темп. примерно 30-40°С) проходит через перфорированное днище сушилки, сушит и продвигает гранулы в направлении выгрузочного вентилятора.
Воздушная струя должна распределяться таким образом, чтобы процесс сушки и перемещения гранул протекал равномерно по всей длине сушилки (регулировка осуществляется с помощью заслонок в воздушных камерах сушилки).
Одним из чрезвычайно важных факторов, оказывающих влияние на вспенивание полистирола, является продолжительность хранения сырья. Чем старше сырье, тем продолжительнее вспенивание и тем труднее достичь требуемой мнимой плотности вспененных гранул. Поэтому срок хранения сырья в герметичной упаковке ограничен до шести месяцев.
1.3. Техническое оснащение узла предварительного вспенивания
a) вспениватель ВП-03
b) система вторичного вспенивания СВВ-1
c) поточная сушилка гранул СС-106
d) выгрузочный вентилятор ВПВ-2,5
2. КОНДИЦИОНИРОВАНИЕ ПРЕДВАРИТЕЛЬНО ВСПЕНЕННЫХ ГРАНУЛ
2.1. Основы процесса кондиционирования гранул
В ходе кондиционирования воздух проникает внутрь вспененных гранул вследствие образовавшегося в них вакуума, а из вспененных гранул в атмосферу выпускается влага в виде пара и пентан, не прореагировавшие остатки процесса полимеризации сырья. Указанный газообмен возможен благодаря газопроницаемости полистироловых оболочек.
Указанный газообмен возможен благодаря газопроницаемости полистироловых оболочек.
Рис.2.1. Гранулы вспениваемого полистирола в процессе кондиционирования
Скорость диффузии воздуха внутрь гранул обусловлена, главным образом, мнимой плотностью, температурой окружающей среды и размером гранул. Целью удаления влаги с поверхности гранул в сушилке с кипящим слоем является получение 100% мнимой поверхности, через которую осуществляется газообмен.
Скорость испарения пентана также зависит от плотности, температуры окружающей среды и размера гранул. Из крупных гранул пентан испаряется медленнее, чем из гранул малого диаметра, что обусловлено соотношением между поверхностью гранулы и ее массой.
2.2. Техническое оснащение узла кондиционирования гранул
Силосы, используемые для кондиционирования вспененных гранул, изготовляются в виде легкой металлической конструкции стеллажного типа с контейнерами из ткани, пропускающей воздух.
При перемещении вспененных гранул с помощью струи воздуха, на поверхности гранул накапливаются сильные электростатические заряды. Поэтому чрезвычайно важно тщательно заземлить все металлические элементы силосов, транспортных трубопроводов и остального оборудования.
Поэтому чрезвычайно важно тщательно заземлить все металлические элементы силосов, транспортных трубопроводов и остального оборудования.
2.3. Параметры кондиционирования гранул
Температура окружающей среды в цехе кондиционирования гранул не должна быть ниже 15°С, при более низкой температуре продолжительность кондиционирования увеличивается. В летний период, при температуре свыше 20°С время кондиционирования сокращают, а при более низких температурах — продлевают.
При транспортировке свежих гранул в силосы, их мнимая плотность увеличивается в результате столкновений со стенками трубопровода. Поэтому при установке параметров вспенивания необходимо учитывать увеличение плотности при транспортировке.
3. ФОРМОВАНИЕ ПЕНОПОЛИСТИРОЛЬНЫХ БЛОКОВ
3.1. Характеристика процесса формования
При выработке блоков вспененные гранулы свободно засыпают в камеру формы до ее полного наполнения. Затем в форму подают насыщенный сухой водяной пар под давлением 0,2-0,4 МПа, что приводит к дальнейшему увеличению объема гранул. В связи с тем, что гранулы находятся в закрытой камере, сначала заполняется свободное пространство между ними, а затем гранулы сцепляются друг с другом.
В связи с тем, что гранулы находятся в закрытой камере, сначала заполняется свободное пространство между ними, а затем гранулы сцепляются друг с другом.
1) наполнение 2) продувание 3) запаривание 4) охлаждение 5) расформовка
Рис.3.1.2. Пример фазового цикла формования блоков с использованием вакуума
| 1) наполнение 2) вакуум 3) продувание 4) запаривание — рост | 5) запаривание — выдержка 6) выпуск 7) вакуумное охлаждение 8) разгрузка |
Важным фактором при запаривании блока является подача в камеру в свободное пространство между гранулами соответствующего количества пара в кратчайшее время. Для этого необходима соответствующая вентиляция (продувание), целью которой является удаление воздуха перед началом процесса запаривания. Недостаточная продолжительность продувания приводит к неоднородной плотности и плохому спеканию блока.
Важно также поддерживать постоянную высокую температуру формы, в противном случае значительно растет расход пара (рис.3.1.3) и пар становится мокрым, что снижает качество сцепления гранул.
Рис.3.1.3. Примерный расход пара в зависимости от температуры формыДавление, которое блок оказывает на внутренние стенки формовочной камеры, составляет примерно 0,08 МПа. Для того, чтобы блок можно было вынуть из формы без его повреждения, это давление необходимо уменьшить до величины около 0,01 МПа. Время, необходимое для уменьшения давления блока, то есть время охлаждения, зависит от марки пенопласта. Рис.3.1.4. Примерное время охлаждения блока в зависимости от продолжительности кондиционированияВ фазе продувания и охлаждения применяется вакуум с целью интенсификации процесса запаривания и ускорения процесса охлаждения.3.2. Техническое оснащение узла формования
a) блок форма УЦИП 1030.
b) установка вакуумирования ВУ-3,3 с аккумулятором вакуума АВ-1.
c) система вакуумной загрузки и охлаждения блоков.
d) компрессорная установка СБ4/Ф-500
e) аккумулятор пара ПН-5000
f) котел паровой
4. КОНДИЦИОНИРОВАНИЕ БЛОКОВ
4.1. Краткая характеристика процесса кондиционирования блоков
После окончания процесса формования блоки кондиционируют. Кондиционирование проводится с целью снижения влажности и устранения внутренних напряжений, возникающих при формовании. Кроме того, при этом протекают процессы диффузии газов и выравнивания давления внутри гранул с атмосферным давлением, подобные процессам, происходящим при кондиционировании предварительно вспененных гранул.
В процессе кондиционирования блоков очень важную роль играет очередность их использования, соответствующая очередности формования, то есть при отборе блоков для разрезания следует начинать с самых «старых».
5. РАЗРЕЗАНИЕ ПЕНОПОЛИСТИРОЛОВЫХ БЛОКОВ НА ПЛИТЫ
5.1. Характеристика процесса резки пенополистирола
Разрезание блоков осуществляется с помощью реостатной проволоки, нагретой до соответсвующей температуры.
Все отходы подаются в измельчитель, откуда в измельченном виде пневматически транспортируются на вторичное использование.
5.2. Требования по качеству
Внешний вид
Окраска пенополистироловых плит должна быть такой же, как окраска предварительно вспененных гранул полистирола.
Необходимо проводить выборочную проверку плит — по крайней мере 2 шт. на длине каждого блока.
Если плиты отвечают предъявляемым требованиям, то после укладки в стопки они направляются на упаковку.
Если отклонение от требуемых размеров превышает допустимую величину, то следует еще раз проверить по одной плите на всей длине блока, определить причину, произвести соответствующую корректировку промежутков между отрезками реостатной проволоки.
Проверить таким же образом размеры плит, полученных в результате разрезания следующего блока.
Плиты, которые не отвечают предъявляемым требованиям, направляются на вторичное использование.
6. ИСПОЛЬЗОВАНИЕ ПЕНОПОЛИСТИРОЛЬНЫХ ОТХОДОВ
ИСПОЛЬЗОВАНИЕ ПЕНОПОЛИСТИРОЛЬНЫХ ОТХОДОВ
Отходы используется вторично в производстве блоков.
6.1. Техническое оснащение узла
a) дробилка пенополистирольных отходов
b) технологический силос
6.2. Система измельчения
Устройство предназначено для измельчения пенополистироловых отходов, в результате чего получают крошку, используемую в качестве добавки к гранулам полистирола при производстве пенополистироловых блоков. Размеры получаемой таким образом крошки составляют до 15 мм.
Интересно? Оставьте закладку, что бы вернуться сюда позже!
ООО «ПК ВикРус»
Содержание:
- Предварительное вспенивание гранул.
- Кондиционирование предварительно вспененных гранул.
- Формование пенополистирольных блоков.
- Кондиционирование пенополистирольных блоков.
- Разрезание пенополистирольных блоков на плиты.

- Использование пенополистирольных отходов.

1. ПРЕДВАРИТЕЛЬНОЕ ВСПЕНИВАНИЕ
1.1. Краткая характеристика сырья
В качестве сырья используется вспениваемый самозатухающий полистирол, содержащий 5-6% смеси пентана и изопентана, являющейся вспенивающим фактором. Эта смесь содержится в гранулах полистирола в растворенном виде.
Сырье имеет вид гранул, получаемых путем суспензионной полимеризации стирола. Оно содержит вещество, снижающее горючесть -антипирен.
После подогрева до температуры 90-100°С, под действием улетучивающегося пентана гранулы увеличивают свой объем (процесс вспенивания) примерно в 30-65 раз. В промышленной практике для вспенивания полистирола используется водяной пар, который проникает также внутрь гранул и способствует действию пентана.
Международное обозначение вспениваемого полистирола: EPS самозатухающий FS.
Хранение:
Хранить исключительно в заводской, плотно закрытой таре или контейнерах, установленных в проветриваемых помещениях или под навесом, далеко от источников тепла и огня. Рекомендуется хранить сырье при температуре, не превышающей 20°С.
Рекомендуется хранить сырье при температуре, не превышающей 20°С.
Продукт, хранимый при рекомендуемой температуре, следует использовать не позднее 3-6 месяцев с даты исследования продукта, указанной в сертификате качества. Продукт из частично опорожненной или поврежденной тары следует использовать немедленно.
В производственных помещениях можно хранить сырье в количестве, не превышающем его среднесуточный расход.
1.2. Переработка вспениваемого полистирола .
Окончательная плотность готового продукта определена уже на этапе предварительного вспенивания.
Важным показателем является контроль давления при процессе вспенивания, для непрерывных предвспенивателей 0,015-0,03 МПа, для циклических 0,015-0,02 МПа.
Во вспенивателе два способа изменения мнимой плотности продукта:
- путем изменения количества подаваемого сырья;
- путем изменения уровня вспениваемого материала в рабочей камере;
Первый и второй способ оказывают влияние на время нахождения вспениваемого материала в рабочей камере. Третий способ влияет на температуру в камере.
Третий способ влияет на температуру в камере.
Влияние времени нахождения сырья во вспенивателе на мнимую плотность продукта представлено на рис.1.2.
Если время нахождения сырья во вспенивателе слишком продолжительно, то гранулы начинают усаживаться и плотность растет; при слишком высокой температуре вспененные гранулы могут образовать комки. Оба эти явления могут происходить одновременно. И оказывать непосредственное влияние на качество конечного продукта.
Плотность
Продолжительность предварительного вспенивания
Рис.1.2. Зависимость между мнимой плотностью и продолжительностью вспенивания
С целью получения низкой плотности (< 12 кг/м3) применяют двухступенчатое вспенивание. Двухступенчатое вспенивание проводят с помощью того же самого оборудования, которое используется для одноступенчатого вспенивания, с подачей предварительно вспененного сырья через систему вторичного вспенивания.
С целью достижения оптимальных результатов вспенивания гранулы перед вспениванием второй ступени должны быть насыщены воздухом (процесс кондиционирования).
Предварительно вспененные гранулы поступают в сушилку с кипящим слоем, в которой теплый воздух (темп. примерно 30-40°С) проходит через перфорированное днище сушилки, сушит и продвигает гранулы в направлении выгрузочного вентилятора.
Воздушная струя должна распределяться таким образом, чтобы процесс сушки и перемещения гранул протекал равномерно по всей длине сушилки (регулировка осуществляется с помощью заслонок в воздушных камерах сушилки).
Одним из чрезвычайно важных факторов, оказывающих влияние на вспенивание полистирола, является продолжительность хранения сырья. Чем старше сырье, тем продолжительнее вспенивание и тем труднее достичь требуемой мнимой плотности вспененных гранул. Поэтому срок хранения сырья в герметичной упаковке ограничен до шести месяцев.
1.3. Техническое оснащение узла предварительного вспенивания
a) вспениватель ВП-03
b) система вторичного вспенивания СВВ-1
c) поточная сушилка гранул СС-106
d) выгрузочный вентилятор ВПВ-2,5
2. КОНДИЦИОНИРОВАНИЕ ПРЕДВАРИТЕЛЬНО ВСПЕНЕННЫХ ГРАНУЛ
КОНДИЦИОНИРОВАНИЕ ПРЕДВАРИТЕЛЬНО ВСПЕНЕННЫХ ГРАНУЛ
2.1. Основы процесса кондиционирования гранул
В ходе кондиционирования воздух проникает внутрь вспененных гранул вследствие образовавшегося в них вакуума, а из вспененных гранул в атмосферу выпускается влага в виде пара и пентан, не прореагировавшие остатки процесса полимеризации сырья. Указанный газообмен возможен благодаря газопроницаемости полистироловых оболочек.
Рис.2.1. Гранулы вспениваемого полистирола в процессе кондиционирования
Скорость диффузии воздуха внутрь гранул обусловлена, главным образом, мнимой плотностью, температурой окружающей среды и размером гранул. Целью удаления влаги с поверхности гранул в сушилке с кипящим слоем является получение 100% мнимой поверхности, через которую осуществляется газообмен.
Скорость испарения пентана также зависит от плотности, температуры окружающей среды и размера гранул. Из крупных гранул пентан испаряется медленнее, чем из гранул малого диаметра, что обусловлено соотношением между поверхностью гранулы и ее массой.
2.2. Техническое оснащение узла кондиционирования гранул
Силосы, используемые для кондиционирования вспененных гранул, изготовляются в виде легкой металлической конструкции стеллажного типа с контейнерами из ткани, пропускающей воздух.
При перемещении вспененных гранул с помощью струи воздуха, на поверхности гранул накапливаются сильные электростатические заряды. Поэтому чрезвычайно важно тщательно заземлить все металлические элементы силосов, транспортных трубопроводов и остального оборудования.
2.3. Параметры кондиционирования гранул
Температура окружающей среды в цехе кондиционирования гранул не должна быть ниже 15°С, при более низкой температуре продолжительность кондиционирования увеличивается. В летний период, при температуре свыше 20°С время кондиционирования сокращают, а при более низких температурах — продлевают.
При транспортировке свежих гранул в силосы, их мнимая плотность увеличивается в результате столкновений со стенками трубопровода. Поэтому при установке параметров вспенивания необходимо учитывать увеличение плотности при транспортировке.
Поэтому при установке параметров вспенивания необходимо учитывать увеличение плотности при транспортировке.
3. ФОРМОВАНИЕ ПЕНОПОЛИСТИРОЛЬНЫХ БЛОКОВ
3.1. Характеристика процесса формования
При выработке блоков вспененные гранулы свободно засыпают в камеру формы до ее полного наполнения. Затем в форму подают насыщенный сухой водяной пар под давлением 0,2-0,4 МПа, что приводит к дальнейшему увеличению объема гранул. В связи с тем, что гранулы находятся в закрытой камере, сначала заполняется свободное пространство между ними, а затем гранулы сцепляются друг с другом.
Рис.3.1.1. Пример фазового цикла формования блоков без использования вакуума1) наполнение 2) продувание 3) запаривание 4) охлаждение 5) расформовка
Рис.3.1.2. Пример фазового цикла формования блоков с использованием вакуума| 1) наполнение 2) вакуум 3) продувание 4) запаривание — рост | 5) запаривание — выдержка 6) выпуск 7) вакуумное охлаждение 8) разгрузка |
Важным фактором при запаривании блока является подача в камеру в свободное пространство между гранулами соответствующего количества пара в кратчайшее время.
 Для этого необходима соответствующая вентиляция (продувание), целью которой является удаление воздуха перед началом процесса запаривания. Недостаточная продолжительность продувания приводит к неоднородной плотности и плохому спеканию блока.
Для этого необходима соответствующая вентиляция (продувание), целью которой является удаление воздуха перед началом процесса запаривания. Недостаточная продолжительность продувания приводит к неоднородной плотности и плохому спеканию блока.Важно также поддерживать постоянную высокую температуру формы, в противном случае значительно растет расход пара (рис.3.1.3) и пар становится мокрым, что снижает качество сцепления гранул.
Рис.3.1.3. Примерный расход пара в зависимости от температуры формыДавление, которое блок оказывает на внутренние стенки формовочной камеры, составляет примерно 0,08 МПа. Для того, чтобы блок можно было вынуть из формы без его повреждения, это давление необходимо уменьшить до величины около 0,01 МПа. Время, необходимое для уменьшения давления блока, то есть время охлаждения, зависит от марки пенопласта.
Рис.3.1.4. Примерное время охлаждения блока в зависимости от продолжительности кондиционирования
В фазе продувания и охлаждения применяется вакуум с целью интенсификации процесса запаривания и ускорения процесса охлаждения.
3.2. Техническое оснащение узла формования
a) блок форма УЦИП 1030.
b) установка вакуумирования ВУ-3,3 с аккумулятором вакуума АВ-1.
c) система вакуумной загрузки и охлаждения блоков.
d) компрессорная установка СБ4/Ф-500
e) аккумулятор пара ПН-5000
f) котел паровой
4. КОНДИЦИОНИРОВАНИЕ БЛОКОВ
4.1. Краткая характеристика процесса кондиционирования блоков
После окончания процесса формования блоки кондиционируют. Кондиционирование проводится с целью снижения влажности и устранения внутренних напряжений, возникающих при формовании. Кроме того, при этом протекают процессы диффузии газов и выравнивания давления внутри гранул с атмосферным давлением, подобные процессам, происходящим при кондиционировании предварительно вспененных гранул.
В процессе кондиционирования блоков очень важную роль играет очередность их использования, соответствующая очередности формования, то есть при отборе блоков для разрезания следует начинать с самых «старых».
5. РАЗРЕЗАНИЕ ПЕНОПОЛИСТИРОЛОВЫХ БЛОКОВ НА ПЛИТЫ
5.1. Характеристика процесса резки пенополистирола
Разрезание блоков осуществляется с помощью реостатной проволоки, нагретой до соответсвующей температуры.
Все отходы подаются в измельчитель, откуда в измельченном виде пневматически транспортируются на вторичное использование.
5.2. Требования по качеству
Внешний вид
Окраска пенополистироловых плит должна быть такой же, как окраска предварительно вспененных гранул полистирола.
Необходимо проводить выборочную проверку плит — по крайней мере 2 шт. на длине каждого блока.
Если плиты отвечают предъявляемым требованиям, то после укладки в стопки они направляются на упаковку.
Если отклонение от требуемых размеров превышает допустимую величину, то следует еще раз проверить по одной плите на всей длине блока, определить причину, произвести соответствующую корректировку промежутков между отрезками реостатной проволоки.
Проверить таким же образом размеры плит, полученных в результате разрезания следующего блока.
Плиты, которые не отвечают предъявляемым требованиям, направляются на вторичное использование.
6. ИСПОЛЬЗОВАНИЕ ПЕНОПОЛИСТИРОЛЬНЫХ ОТХОДОВ
Отходы используется вторично в производстве блоков.
6.1. Техническое оснащение узла
a) дробилка пенополистирольных отходов
b) технологический силос
6.2. Система измельчения
Устройство предназначено для измельчения пенополистироловых отходов, в результате чего получают крошку, используемую в качестве добавки к гранулам полистирола при производстве пенополистироловых блоков. Размеры получаемой таким образом крошки составляют до 15 мм.
Интересно? Оставьте закладку, что бы вернуться сюда позже!
ООО «ПК ВикРус»
Структура пенопласта под микроскопом
Пенопластами принято называть газонаполненные полимерные материалы с ячеистой структурой. Пенопласты производятся практически из всех известных пластмасс. Обладая практически всеми свойствами монолитных пластмасс, пенопласты в отличие от них гораздо легче, а также имеют отличные электрические характеристики, хорошие теплоизоляционные и акустические свойства. Структура вспененной пластмассы представляет собой твердую пену с ячейками, которые отделены друг от друга или сообщаются между собой и с окружающей средой. Замкнутоячеистые вспененные пластмассы принято называть пенопластами, а открытоячеистые — поропластами. Для их изготовления используют полимеры разных видов, но самым известным и распространенным считается пенопласт пенополистирол.
Пенопласты производятся практически из всех известных пластмасс. Обладая практически всеми свойствами монолитных пластмасс, пенопласты в отличие от них гораздо легче, а также имеют отличные электрические характеристики, хорошие теплоизоляционные и акустические свойства. Структура вспененной пластмассы представляет собой твердую пену с ячейками, которые отделены друг от друга или сообщаются между собой и с окружающей средой. Замкнутоячеистые вспененные пластмассы принято называть пенопластами, а открытоячеистые — поропластами. Для их изготовления используют полимеры разных видов, но самым известным и распространенным считается пенопласт пенополистирол.
Рассмотрим свойства наиболее распространенных пенопластов.
Полистирольный пенопласт (ППС)
Пенопласт (пенополистирол) представляет собой вещество белого цвета, состоящее из воздуха, заключенного в огромном количестве мельчайших тонкостенных клеток из вспененного полистирола. Объемная составляющая воздуха в данном виде пенопласта в среднем 98%. Химическая формула данного вида пенопласта [-СН2-С(С6Н5)Н-]n-. Как видно из формулы, вещество полистирол состоит из водорода и углерода и не имеет дополнительных примесей. Полимерные связи полистирола достаточно прочные, поэтому он стабилен и не поддается воздействию многих агрессивных сред.
Объемная составляющая воздуха в данном виде пенопласта в среднем 98%. Химическая формула данного вида пенопласта [-СН2-С(С6Н5)Н-]n-. Как видно из формулы, вещество полистирол состоит из водорода и углерода и не имеет дополнительных примесей. Полимерные связи полистирола достаточно прочные, поэтому он стабилен и не поддается воздействию многих агрессивных сред.
Сырьем для производства пенополистирола служит эмульсионный суспензионный бисерный полистирол. Сырье, используемое для получения изделий по беспрессовой технологии, должно включать в свой состав газообразователь. Стирол полимеризуют в присутствии порообразующего компонента или полимер насыщают им в конце цикла производства после полимеризации. Для того чтобы пенопласт обладал свойством негорючести в автоклав перед полимеризацией добавляют 3—5% антипиренов — различных бром- и хлорсодержащих органических соединений.
Первым изготовителем и автором технологии промышленного производства пенопласта считается немецкая фирма BASF, которая в 1951 г. начала выпуск пенополистирола с именем «Стиропор». Таким образом, стаж использования пенопласта в качестве утеплительного строительного материала уже 50 лет.
начала выпуск пенополистирола с именем «Стиропор». Таким образом, стаж использования пенопласта в качестве утеплительного строительного материала уже 50 лет.
В настоящее время применяются разные технологии производства пенопласта, которые позволили расширить спектр его свойств, зависящих от типа исходного полимера, методик предвспенивания и выпекания.
В составе пенопласта отсутствую токсичные вещества, ограничений по его использованию нет. Это подтверждает тот факт, что вот уже на протяжении длительного времени его применяют для производства упаковок продовольственных товаров, имеющих прямой контакт с продуктами питания. Из пенопласта производятся игрушки для детей, а также добавляют в почву в качестве разрыхрытеля. При производстве пенопласта не используют никаких клеевых основ или дополнительных веществ. Склеивание «шариков» вспененного бисерного сырья происходит между собой только за счет воздействия на него пара. За все время применения пенопласта не было необходимости использовать дополнительные средства защиты (например, защитные маски или перчатки).
Полиуретановые пенопласты (ППУ)
Самым известным представителем пенополиуретанов является широко применяемый в быту поролон.
Эта разновидность пенопластов обладает свойством эластичности и имеет открытые поры, в следствии чего хорошо пропускает воздух и водяные пары, его чаще всего используют в изготовлении мебели и различных бытовых предметов, например мочалки. Также из пенополиуретана изготавливают строительные пены.
Пенопласты данного вида недолговечны, под воздействием солнца они желтеют, при этом наружный слой подвергается разрушению.
Пенополиуритановые пенопласты также очень огнеопасны, но могут быть и самозатухающими. В отличие от пенополистирольных пенопластов, их дым токсиченее, так как в его состав входит очень ядовитая синильная кислота.
Полиэтиленовые пенопласты (ППЭ)
Данные пенопласты обладают свойством эластичности. Скорее всего, Вы уже однажды его видели, потому как в тонкие листы из такого пенопласта нередко упаковывают бьющиеся и хрупкие товары.
Скорее всего, Вы уже однажды его видели, потому как в тонкие листы из такого пенопласта нередко упаковывают бьющиеся и хрупкие товары.
Наиболее распространённым является экструзионный пенополиэтиленили в сокращении ППЭ. Данная разновидность пенопласта выпускается несколькими изготовителями под разными названиями. В продажу этот пенопласт поступает в виде полупрозрачных гибких листов различной толщины.
Экструзионный пенополиэтилен достаточно долговечен и в этом отношении похож на экструзионный пенополистирол.
Пенополиэтилен горит намного медленнее пенополистирола и с меньшей степенью выделения дыма.
Поливинилхлоридные пенопласты (ПВХ)
Пенопласт данной разновидности близок по своим характеристикам к экструзионному пеннополиэтилену – эластичный, в его составе нет токсичных веществ, но он сам по себе, является самозатухающим, то есть он не горит, если не окружён пламенем от постороннего источника возгорания.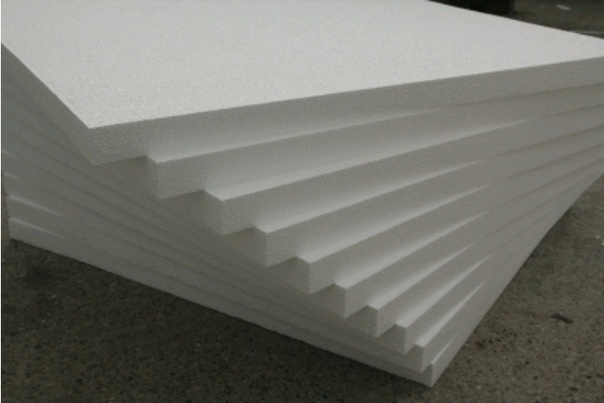 Но если уж горит, то выделяет очень удушливый дым, из-за того что в его составе есть синильная кислота.
Но если уж горит, то выделяет очень удушливый дым, из-за того что в его составе есть синильная кислота.
Интересно? Оставьте закладку, что бы вернуться сюда позже!
ПСК Пенопласт — Статьи
Утепление частного дома пенопластом
Если Вы хотите получить уютный, теплый дом, в котором будет приятно жить, Вам следует сделать утепление дома пенопластом. В этой статье мы расскажем, как выбрать качественный пенопласт, который сохранит тепло в доме и обеспечит комфортную температуру.
Читать дальшеРезка пенопласта на производстве
Контурная и фигурная резка пенопласта
Резка пенопласта, купить который можно у нас на заводе, осуществляется на профессиональном и современном ЧПУ-станке. Вы можете легко подогнать материал под нужные размеры или заказать 3д резку для создания объемных фигур, вывесок, элементов декора.
Вы можете легко подогнать материал под нужные размеры или заказать 3д резку для создания объемных фигур, вывесок, элементов декора.
Пенопласт оптом от крупного производителя
Купите пенопласт оптом
Для нашей компании качественный продукт — важная составляющая нашего бизнеса! Создавая свой производственный цех, мы подбирали самое профессиональное оборудование, сырье от лучшего производителя и опытный штат сотрудников завода.
Читать дальшеНовый ГОСТ в производстве пенополистирола
Для того, чтобы строительная конструкция была надежной и крепкой, необходимо использовать соответствующие марки пенополистирола. В наше не стабильное, в экономическом плане время, в сфере производства строительных материалов стали экономить на технологиях. В результате чего сильно страдают простые потребители. Недобросовестные производители стали выпускать изделия, которые не отвечают заявленным требованиям. Именно поэтому появился новый ГОСТ на изделия по производству пенополистирола.
В результате чего сильно страдают простые потребители. Недобросовестные производители стали выпускать изделия, которые не отвечают заявленным требованиям. Именно поэтому появился новый ГОСТ на изделия по производству пенополистирола.
Преимущества пенопласта
Последние 50 лет вопрос о повышении энергоэффективности домов и других конструкций пенополистиролом стоит очень остро. Качественный пенопласт производят строго по ГОСТу 15588, который отличается важнейшим комплексом полезных качеств. Именно поэтому население стало отдавать предпочтение именно этом типу теплоизоляции. Пенопласт считается материалом для теплоизоляции, который активно используется в строении домов как нашей стране, так и в европейских странах. К примеру, в Германии, пенопласт используется в строительстве почти на 88-90%. В нашей стране пенопласт применяется лишь в 20% случаев.
Что такое эффективная теплоизоляция
В сфере строительства в основном используется пенополистирол, который относится к самозатухающим маркам Альфапор. Данные марки включают в себя противопожарные добавки, они способны обеспечить высокий уровень пожарной безопасности. По ГОСТу пенополистирол должен служить средним слоем строительной конструкции.
Читать дальшеСфера применения пенопласта
Применение пенопласта ПСБ-с происходит в различных сферах жизни. Правда активнее всего его используют в строительстве. С его помощью утепляют конструкции зданий с целью повышения эффективности энергосбережения. Из сырья изготавливают плиты, которые различаются по своей плотности. Наиболее популярным продуктом считаются изделия ниже, с которыми хочется вас познакомить.
Наиболее популярным продуктом считаются изделия ниже, с которыми хочется вас познакомить.
Выбираем качественный пенополистирол
Если вы хотите купить хороший экструзионный пенополистирол, который прослужит вам очень долго и будет выполнять свои функции на все 100. То вам нужно уметь выбирать его и знать, на что обращать внимание. В первую очередь смотрите, чтобы вам предложили пенополистирол, произведенный строго по ГОСТу 15588-2014. Также обратите внимание, каким образом складировался и хранился материал. Он должен лежать в крытом помещении, не под солнечными лучами или дождем.
Читать дальшеПолистирол от компании Сибур
СИБУР – это крупная нефтехимическая компания. Для своей нефтехимии использует преимущественно нефтяной газ, который образуется во время добычи нефти. На сегодняшний день, СИБУР стоит на первом месте, по переработке ПНГ, получая тем самым пластики, а также каучуки, которые являются современными продуктами, обеспечивающими благосостояние народа. Компания занимается производством более 100 различных наименований продукции. Но, в 2010 году в ассортименте появился вспенивающийся полистирол, который производится в Перми. В процессе производства применяются европейские технологии, с использованием торговой марки Альфапор. Данная торговая марка производит изделия, которые используются для монтажа теплоизоляции в строительстве, а также для строительства дорог, мостов, производства пищевой упаковки и медицинской, в том числе.
Для своей нефтехимии использует преимущественно нефтяной газ, который образуется во время добычи нефти. На сегодняшний день, СИБУР стоит на первом месте, по переработке ПНГ, получая тем самым пластики, а также каучуки, которые являются современными продуктами, обеспечивающими благосостояние народа. Компания занимается производством более 100 различных наименований продукции. Но, в 2010 году в ассортименте появился вспенивающийся полистирол, который производится в Перми. В процессе производства применяются европейские технологии, с использованием торговой марки Альфапор. Данная торговая марка производит изделия, которые используются для монтажа теплоизоляции в строительстве, а также для строительства дорог, мостов, производства пищевой упаковки и медицинской, в том числе.
Как сохранить тепло в многоквартирном доме
Как известно, услуга по утеплению фасадов многоквартирных домов не входит в перечень работ, которые проводятся фондом капитального ремонта. Поэтому людям приходится спасаться своими силами. Кто-то устанавливает теплоизоляцию. А кто-то просто прибивает на стены и пол ковры потеплее. Во многих регионах люди вызывают специальных альпинистов, которые монтируют индивидуальные «мокрые системы». К сожалению, такую композицию нельзя монтировать в одной, отдельной квартире. Поэтому, люди как могут, так и спасаются от холодов.
Поэтому людям приходится спасаться своими силами. Кто-то устанавливает теплоизоляцию. А кто-то просто прибивает на стены и пол ковры потеплее. Во многих регионах люди вызывают специальных альпинистов, которые монтируют индивидуальные «мокрые системы». К сожалению, такую композицию нельзя монтировать в одной, отдельной квартире. Поэтому, люди как могут, так и спасаются от холодов.
Что такое пенополистирол? (с иллюстрациями)
Пенополистирол — это пенополистирол, обладающий определенными желательными свойствами благодаря своей структуре. Он необычайно легкий и плавучий, а также хороший изолятор от тепла и звука. Его можно использовать в качестве строительного материала или элемента дизайна, а также можно придать ему множество форм для различных бытовых нужд.
Пенополистирол — хороший теплоизолятор.
В большинстве случаев пенополистирол белого цвета и состоит из небольших связанных между собой бусинок. Он сделан путем объединения химических веществ этилена и бензола, чтобы получить соединение, известное как стирол. Затем стирол обрабатывают другими химическими веществами, которые вызывают полимеризацию молекул стирола или их группировку в длинные цепи. Эта реакция может продолжаться только до определенного момента, а затем прекращается. Получившимся шарикам дают остыть, а затем их очищают.
Пенополистирол технически пригоден для вторичной переработки. После формирования и очистки бусинки должны быть расширены, что происходит в три основных этапа. Сначала шарики нагревают горячим воздухом или паром до тех пор, пока их плотность не станет трех процентов от первоначальной. Затем шарики охлаждают в течение 24 часов и формуют. Попав внутрь формы, они впрыскиваются паром низкого давления, который еще больше расширяет шарики и сплавляет их. Когда форма остынет, пенополистирол готов к использованию или отгрузке.
Сначала шарики нагревают горячим воздухом или паром до тех пор, пока их плотность не станет трех процентов от первоначальной. Затем шарики охлаждают в течение 24 часов и формуют. Попав внутрь формы, они впрыскиваются паром низкого давления, который еще больше расширяет шарики и сплавляет их. Когда форма остынет, пенополистирол готов к использованию или отгрузке.
Пенополистирол существенно отличается от аналогичного продукта, называемого экструдированным полистиролом.Экструдированный полистирол производится с использованием хлорфторуглеродов (ХФУ), которые, по мнению многих, вредны для баланса озона в атмосфере Земли. Пенополистирол изготавливается без этих соединений, что делает его более безвредным для окружающей среды. Однако оба продукта могут быть переработаны, как и все пластмассы.
Еще одно важное преимущество пенополистирола, особенно для таких продуктов, как одноразовые стаканчики, состоит в том, что он очень экономичен.Производство пенополистирола требует гораздо меньше энергии, чем производство альтернатив на бумажной основе. Кроме того, он может производить гораздо меньше отходов, чем бумага. Например, при правильном сжигании из одной тонны (907 кг) полистирольных стаканов образуется только 0,2 унции (5,66 г) золы, тогда как из того же количества бумаги образуется 200 фунтов (90,7 кг) золы.
Также следует отметить, что пенополистирол не подвергается биологическому разложению. Некоторые считают это недостатком, но тот факт, что он химически инертен, делает его стабильным наполнителем, который помогает обеспечить безопасную и гигиеничную рекультивацию полигона. Несмотря на это, преобладающей тенденцией было сокращение объема пенополистирола и его переработка везде, где это возможно.
Некоторые считают это недостатком, но тот факт, что он химически инертен, делает его стабильным наполнителем, который помогает обеспечить безопасную и гигиеничную рекультивацию полигона. Несмотря на это, преобладающей тенденцией было сокращение объема пенополистирола и его переработка везде, где это возможно.
% PDF-1.4
%
659 0 объект
>
endobj
xref
659 286
0000000016 00000 н.
0000009975 00000 н.
0000010077 00000 п.
0000013499 00000 п.
0000013536 00000 п.
0000013708 00000 п.
0000013898 00000 п.
0000014012 00000 п.
0000025531 00000 п.
0000025721 00000 п.
0000025913 00000 п.
0000026101 00000 п.
0000026287 00000 п.
0000026473 00000 п.
0000026664 00000 н.
0000026853 00000 п.
0000027043 00000 п.
0000027232 00000 п.
0000027423 00000 п.
0000027614 00000 п.
0000027806 00000 п.
0000027998 00000 н. 0000028188 00000 п.
0000028377 00000 п.
0000028564 00000 п.
0000028751 00000 п.
0000028940 00000 п.
0000029130 00000 п.
0000029319 00000 п.
0000029507 00000 п.
0000029699 00000 н.
0000029891 00000 п.
0000030083 00000 п.
0000030275 00000 п.
0000030466 00000 п.
0000030656 00000 п.
0000030847 00000 п.
0000031037 00000 п.
0000031229 00000 п.
0000031421 00000 п.
0000042037 00000 п.
0000042224 00000 п.
0000042412 00000 п.
0000042600 00000 п.
0000042790 00000 н.
0000042978 00000 п.
0000043168 00000 п.
0000043356 00000 п.
0000043544 00000 п.
0000043730 00000 п.
0000043919 00000 п.
0000044106 00000 п.
0000044293 00000 п.
0000044482 00000 п.
0000044670 00000 п.
0000044856 00000 п.
0000045044 00000 п.
0000045233 00000 п.
0000045422 00000 п.
0000045609 00000 п.
0000045798 00000 п.
0000045987 00000 п.
0000046177 00000 п.
0000046369 00000 п.
0000046559 00000 п.
0000046747 00000 п.
0000046935 00000 п.
0000047125 00000 п.
0000047315 00000 п.
0000047504 00000 п.
0000028188 00000 п.
0000028377 00000 п.
0000028564 00000 п.
0000028751 00000 п.
0000028940 00000 п.
0000029130 00000 п.
0000029319 00000 п.
0000029507 00000 п.
0000029699 00000 н.
0000029891 00000 п.
0000030083 00000 п.
0000030275 00000 п.
0000030466 00000 п.
0000030656 00000 п.
0000030847 00000 п.
0000031037 00000 п.
0000031229 00000 п.
0000031421 00000 п.
0000042037 00000 п.
0000042224 00000 п.
0000042412 00000 п.
0000042600 00000 п.
0000042790 00000 н.
0000042978 00000 п.
0000043168 00000 п.
0000043356 00000 п.
0000043544 00000 п.
0000043730 00000 п.
0000043919 00000 п.
0000044106 00000 п.
0000044293 00000 п.
0000044482 00000 п.
0000044670 00000 п.
0000044856 00000 п.
0000045044 00000 п.
0000045233 00000 п.
0000045422 00000 п.
0000045609 00000 п.
0000045798 00000 п.
0000045987 00000 п.
0000046177 00000 п.
0000046369 00000 п.
0000046559 00000 п.
0000046747 00000 п.
0000046935 00000 п.
0000047125 00000 п.
0000047315 00000 п.
0000047504 00000 п. 0000047694 00000 п.
0000047883 00000 п.
0000048072 00000 п.
0000048261 00000 п.
0000048450 00000 п.
0000048641 00000 п.
0000048831 00000 н.
0000049022 00000 н.
0000049214 00000 п.
0000049405 00000 п.
0000049596 00000 п.
0000060526 00000 п.
0000060712 00000 п.
0000060900 00000 п.
0000061089 00000 п.
0000061276 00000 п.
0000061465 00000 п.
0000061654 00000 п.
0000061840 00000 п.
0000062030 00000 п.
0000062221 00000 п.
0000062412 00000 п.
0000062533 00000 п.
0000062630 00000 н.
0000062822 00000 п.
0000063017 00000 п.
0000063208 00000 п.
0000063392 00000 п.
0000063583 00000 п.
0000063774 00000 п.
0000063961 00000 п.
0000064152 00000 п.
0000064343 00000 п.
0000064534 00000 п.
0000064725 00000 п.
0000064916 00000 н.
0000065107 00000 п.
0000065297 00000 п.
0000065488 00000 п.
0000065679 00000 п.
0000065870 00000 п.
0000076658 00000 п.
0000076850 00000 п.
0000077036 00000 п.
0000077225 00000 п.
0000077411 00000 п.
0000077599 00000 п.
0000077789 00000 п.
0000047694 00000 п.
0000047883 00000 п.
0000048072 00000 п.
0000048261 00000 п.
0000048450 00000 п.
0000048641 00000 п.
0000048831 00000 н.
0000049022 00000 н.
0000049214 00000 п.
0000049405 00000 п.
0000049596 00000 п.
0000060526 00000 п.
0000060712 00000 п.
0000060900 00000 п.
0000061089 00000 п.
0000061276 00000 п.
0000061465 00000 п.
0000061654 00000 п.
0000061840 00000 п.
0000062030 00000 п.
0000062221 00000 п.
0000062412 00000 п.
0000062533 00000 п.
0000062630 00000 н.
0000062822 00000 п.
0000063017 00000 п.
0000063208 00000 п.
0000063392 00000 п.
0000063583 00000 п.
0000063774 00000 п.
0000063961 00000 п.
0000064152 00000 п.
0000064343 00000 п.
0000064534 00000 п.
0000064725 00000 п.
0000064916 00000 н.
0000065107 00000 п.
0000065297 00000 п.
0000065488 00000 п.
0000065679 00000 п.
0000065870 00000 п.
0000076658 00000 п.
0000076850 00000 п.
0000077036 00000 п.
0000077225 00000 п.
0000077411 00000 п.
0000077599 00000 п.
0000077789 00000 п. 0000077976 00000 п.
0000078164 00000 п.
0000078355 00000 п.
0000078543 00000 п.
0000078731 00000 п.
0000078918 00000 п.
0000079105 00000 п.
0000079297 00000 п.
0000079485 00000 п.
0000079676 00000 п.
0000079861 00000 п.
0000080050 00000 п.
0000080240 00000 п.
0000080428 00000 п.
0000080617 00000 п.
0000080808 00000 п.
0000080997 00000 п.
0000081186 00000 п.
0000081379 00000 п.
0000081564 00000 п.
0000081749 00000 п.
0000081935 00000 п.
0000082122 00000 п.
0000082308 00000 п.
0000082497 00000 п.
0000082686 00000 п.
0000082875 00000 п.
0000083066 00000 п.
0000083255 00000 п.
0000083444 00000 п.
0000083633 00000 п.
0000093333 00000 п.
0000093521 00000 п.
0000093705 00000 п.
0000093893 00000 п.
0000094079 00000 п.
0000094268 00000 п.
0000094457 00000 п.
0000094554 00000 п.
0000094745 00000 п.
0000094933 00000 п.
0000095120 00000 п.
0000095307 00000 п.
0000095496 00000 п.
0000095687 00000 п.
0000095784 00000 п.
0000095973 00000 п.
0000096156 00000 п.
0000077976 00000 п.
0000078164 00000 п.
0000078355 00000 п.
0000078543 00000 п.
0000078731 00000 п.
0000078918 00000 п.
0000079105 00000 п.
0000079297 00000 п.
0000079485 00000 п.
0000079676 00000 п.
0000079861 00000 п.
0000080050 00000 п.
0000080240 00000 п.
0000080428 00000 п.
0000080617 00000 п.
0000080808 00000 п.
0000080997 00000 п.
0000081186 00000 п.
0000081379 00000 п.
0000081564 00000 п.
0000081749 00000 п.
0000081935 00000 п.
0000082122 00000 п.
0000082308 00000 п.
0000082497 00000 п.
0000082686 00000 п.
0000082875 00000 п.
0000083066 00000 п.
0000083255 00000 п.
0000083444 00000 п.
0000083633 00000 п.
0000093333 00000 п.
0000093521 00000 п.
0000093705 00000 п.
0000093893 00000 п.
0000094079 00000 п.
0000094268 00000 п.
0000094457 00000 п.
0000094554 00000 п.
0000094745 00000 п.
0000094933 00000 п.
0000095120 00000 п.
0000095307 00000 п.
0000095496 00000 п.
0000095687 00000 п.
0000095784 00000 п.
0000095973 00000 п.
0000096156 00000 п. 0000096345 00000 п.
0000096533 00000 п.
0000096721 00000 п.
0000096907 00000 п.
0000097087 00000 п.
0000097275 00000 п.
0000097462 00000 п.
0000097646 00000 п.
0000097837 00000 п.
0000097934 00000 п.
0000098121 00000 п.
0000098313 00000 п.
0000098505 00000 п.
0000098695 00000 п.
0000098889 00000 п.
0000099077 00000 н.
0000099265 00000 п.
0000099453 00000 п.
0000099644 00000 н.
0000099833 00000 н.
0000100024 00000 н.
0000100215 00000 н.
0000100404 00000 н.
0000100593 00000 н.
0000100776 00000 н.
0000100965 00000 н.
0000101151 00000 н.
0000101340 00000 н.
0000101532 00000 н.
0000101721 00000 н.
0000101913 00000 н.
0000102103 00000 п.
0000102293 00000 п.
0000102485 00000 н.
0000102672 00000 п.
0000102864 00000 н.
0000113790 00000 н.
0000114047 00000 н.
0000114587 00000 н.
0000114844 00000 н.
0000115330 00000 н.
0000115414 00000 н.
0000115671 00000 н.
0000116313 00000 н.
0000116400 00000 н.
0000116870 00000 н.
0000117304 00000 н.
0000117929 00000 н.
0000096345 00000 п.
0000096533 00000 п.
0000096721 00000 п.
0000096907 00000 п.
0000097087 00000 п.
0000097275 00000 п.
0000097462 00000 п.
0000097646 00000 п.
0000097837 00000 п.
0000097934 00000 п.
0000098121 00000 п.
0000098313 00000 п.
0000098505 00000 п.
0000098695 00000 п.
0000098889 00000 п.
0000099077 00000 н.
0000099265 00000 п.
0000099453 00000 п.
0000099644 00000 н.
0000099833 00000 н.
0000100024 00000 н.
0000100215 00000 н.
0000100404 00000 н.
0000100593 00000 н.
0000100776 00000 н.
0000100965 00000 н.
0000101151 00000 н.
0000101340 00000 н.
0000101532 00000 н.
0000101721 00000 н.
0000101913 00000 н.
0000102103 00000 п.
0000102293 00000 п.
0000102485 00000 н.
0000102672 00000 п.
0000102864 00000 н.
0000113790 00000 н.
0000114047 00000 н.
0000114587 00000 н.
0000114844 00000 н.
0000115330 00000 н.
0000115414 00000 н.
0000115671 00000 н.
0000116313 00000 н.
0000116400 00000 н.
0000116870 00000 н.
0000117304 00000 н.
0000117929 00000 н. 0000117966 00000 н.
0000118078 00000 н.
0000118175 00000 н.
0000118365 00000 н.
0000118556 00000 н.
0000118744 00000 н.
0000118933 00000 н.
0000119123 00000 н.
0000119306 00000 н.
0000119497 00000 н.
0000119686 00000 н.
0000119875 00000 н.
0000120066 00000 н.
0000120257 00000 н.
0000120447 00000 н.
0000120637 00000 п.
0000120826 00000 н.
0000121015 00000 н.
0000121206 00000 н.
0000121396 00000 н.
0000121588 00000 н.
0000121776 00000 н.
0000132649 00000 н.
0000142519 00000 н.
0000142747 00000 н.
0000146184 00000 н.
0000146299 00000 н.
0000148948 00000 н.
0000154432 00000 н.
0000154772 00000 н.
0000155002 00000 н.
0000155376 00000 н.
0000155662 00000 н.
0000160030 00000 н.
0000160151 00000 п.
0000160437 00000 н.
0000160534 00000 п.
0000160954 00000 н.
0000161342 00000 н.
0000161716 00000 н.
0000162088 00000 н.
0000162163 00000 н.
0000162470 00000 н.
0000162545 00000 н.
0000162850 00000 н.
0000162925 00000 н.
0000163022 00000 н.
0000163220 00000 н.
0000117966 00000 н.
0000118078 00000 н.
0000118175 00000 н.
0000118365 00000 н.
0000118556 00000 н.
0000118744 00000 н.
0000118933 00000 н.
0000119123 00000 н.
0000119306 00000 н.
0000119497 00000 н.
0000119686 00000 н.
0000119875 00000 н.
0000120066 00000 н.
0000120257 00000 н.
0000120447 00000 н.
0000120637 00000 п.
0000120826 00000 н.
0000121015 00000 н.
0000121206 00000 н.
0000121396 00000 н.
0000121588 00000 н.
0000121776 00000 н.
0000132649 00000 н.
0000142519 00000 н.
0000142747 00000 н.
0000146184 00000 н.
0000146299 00000 н.
0000148948 00000 н.
0000154432 00000 н.
0000154772 00000 н.
0000155002 00000 н.
0000155376 00000 н.
0000155662 00000 н.
0000160030 00000 н.
0000160151 00000 п.
0000160437 00000 н.
0000160534 00000 п.
0000160954 00000 н.
0000161342 00000 н.
0000161716 00000 н.
0000162088 00000 н.
0000162163 00000 н.
0000162470 00000 н.
0000162545 00000 н.
0000162850 00000 н.
0000162925 00000 н.
0000163022 00000 н.
0000163220 00000 н. 0000163295 00000 н.
0000163392 00000 н.
0000163582 00000 н.
0000163983 00000 н.
0000164375 00000 н.
0000164496 00000 н.
0000164687 00000 н.
0000164877 00000 н.
0000165062 00000 н.
00001 00000 н.
0000241601 00000 н.
0000241676 00000 н.
0000257357 00000 н.
0000257686 00000 н.
0000257717 00000 н.
0000257783 00000 н.
0000257899 00000 н.
0000257974 00000 н.
0000263485 00000 н.
0000263815 00000 н.
0000263846 00000 н.
0000263912 00000 н.
0000264028 00000 н.
0000006016 00000 н.
трейлер
] >>
startxref
0
%% EOF
944 0 объект
> поток
xXwXS ٶ? ‘wB / J! (% (({/ RB &: A2% ED / + b «3̼w sT, w {Uv
0000163295 00000 н.
0000163392 00000 н.
0000163582 00000 н.
0000163983 00000 н.
0000164375 00000 н.
0000164496 00000 н.
0000164687 00000 н.
0000164877 00000 н.
0000165062 00000 н.
00001 00000 н.
0000241601 00000 н.
0000241676 00000 н.
0000257357 00000 н.
0000257686 00000 н.
0000257717 00000 н.
0000257783 00000 н.
0000257899 00000 н.
0000257974 00000 н.
0000263485 00000 н.
0000263815 00000 н.
0000263846 00000 н.
0000263912 00000 н.
0000264028 00000 н.
0000006016 00000 н.
трейлер
] >>
startxref
0
%% EOF
944 0 объект
> поток
xXwXS ٶ? ‘wB / J! (% (({/ RB &: A2% ED / + b «3̼w sT, w {Uv
Что такое пенополистирол? — STYRO
По сути, это то, что вы часто видите и используете в повседневной жизни — например, чашки из пенопласта, упаковка, изоляция и многое другое.Фактически он состоит из 98% воздуха и 2% полистирола. Его пропаривают таким образом, что он становится пеной в особой форме. Что хорошего в EPS, так это то, что его можно полностью повторно использовать и перерабатывать, а значит, он экологичен.
STYRO Пенополистирол «EPS» — это жесткий пенополистирол, полученный из нефти. под воздействием пара он увеличится в 40 раз по сравнению с исходным размером, что делает его чрезвычайно универсальным продуктом.
Каковы общие характеристики EPS?
- Огнестойкий
- 100% перерабатываемый
- Легкий
- Стабильный
- Прочный
- Плавучий
- Прост в обращении
- Прочный и гибкий
- Амортизатор
- Демпфер вибрации
- Устойчив к влаге
- Стоимость- эффективный
- Высокая теплоизоляция
Каковы преимущества использования пенополистирола?
EPS — прекрасная альтернатива, если вы хотите использовать дерево, войлок, резину или стекловолокно.Вы можете заменить сырье пенополистиролом и не беспокоиться о том, что качество упадет, потому что оно станет еще лучше.
EPS можно придать любой форме, которая вам нравится. Используя другое оборудование, вы сможете вырезать пенопласт из пенополистирола и придать ему форму и материализовать свои визуальные эффекты.
Используя другое оборудование, вы сможете вырезать пенопласт из пенополистирола и придать ему форму и материализовать свои визуальные эффекты.
Это идеальный продукт для упаковки, поскольку он может противостоять ударам, а также воде и любым другим внешним элементам.
Это, несомненно, рентабельно — производители пенополистирола, такие как STYRO, могут эффективно доставлять и производить вашу продукцию из пенополистирола, тем самым экономя ваше время и деньги.
Чтобы узнать, как EPS может быть полезен для ваших проектов и бизнеса, свяжитесь с нами в STYRO, и мы доставим вам все это. Благодаря нашим накопленным знаниям и многолетнему опыту мы уже заняли позицию на рынке, которая многое говорит о нашем отличном преимуществе по сравнению с другими производителями пенополистирола. Мы уже работали с известными брендами по всему ОАЭ и стремимся и дальше оставаться лидером в производстве пенополистирола.
Пенополистирол и окружающая среда
EPS — это наиболее часто используемый материал для утепления наружных стен. Хотя иногда указывается Rockwool, тот факт, что для достижения тех же результатов ему требуется большая толщина, а также более высокие затраты на поставку и установку, означает, что пенополистирол используется в подавляющем большинстве работ.
Хотя иногда указывается Rockwool, тот факт, что для достижения тех же результатов ему требуется большая толщина, а также более высокие затраты на поставку и установку, означает, что пенополистирол используется в подавляющем большинстве работ.
Однако EPS, в отличие от Rockwool, является продуктом на масляной основе, и поэтому его экологическая ценность регулярно подвергается сомнению. Дело в том, что практически все современные строительные и изоляционные материалы требуют значительного углеродоемкого производства. Цемент, например, производит огромное количество CO2 при производстве.Производство стали требует огромного количества энергии, как и изоляционные материалы, такие как Rockwool и фенольные плиты.
Однако в этом блоге мы собираемся более подробно рассмотреть EPS и весь цикл от производства до утилизации — какое именно влияние он оказывает на окружающую среду?
Производство EPS
EPS — это преимущественно воздух — фактически в среднем блоке около 98% пространства фактически захвачено воздухом. Чтобы сделать EPS, смесь, полученная из масла, подается в так называемый предварительный расширитель.Эта машина нагревает смесь примерно до 100 градусов, что увеличивает плотность материала с 630 кг / м3 до 10-30 кг / м3. Этот процесс улавливает воздух в структуре пенополистирола с закрытыми ячейками, создавая очень легкий продукт.
Чтобы сделать EPS, смесь, полученная из масла, подается в так называемый предварительный расширитель.Эта машина нагревает смесь примерно до 100 градусов, что увеличивает плотность материала с 630 кг / м3 до 10-30 кг / м3. Этот процесс улавливает воздух в структуре пенополистирола с закрытыми ячейками, создавая очень легкий продукт.
Затем материал созревает в бункерах, что позволяет вакууму в ячейках медленно диффундировать в конструкцию. На этом этапе изделие представляет собой просто бусинки из пенополистирола. Завершающим этапом является формование бусин необходимой формы — в случае утепления это просто большие блоки, которые затем можно разрезать на листы необходимой толщины.
При производстве EPS образуется очень мало отходов. Энергия обычно поступает из обычного газового котла, а вода, используемая в процессе, перерабатывается. Основное воздействие на окружающую среду на этом этапе будет исходить от оригинальных ингредиентов.
EPS и ваша стена
Изоляция из пенополистирола на вашей стене чрезвычайно инертна. Он будет очень минимально реагировать на тепло или холод, идеально, когда он подвергается воздействию элементов, но он также обладает фантастическими изоляционными свойствами, что делает его одним из лучших продуктов для изоляции собственности — он требует примерно на 20% меньше толщину для достижения тех же уровней эффективности, что и изоляция из стекловаты или волокна.
Он будет очень минимально реагировать на тепло или холод, идеально, когда он подвергается воздействию элементов, но он также обладает фантастическими изоляционными свойствами, что делает его одним из лучших продуктов для изоляции собственности — он требует примерно на 20% меньше толщину для достижения тех же уровней эффективности, что и изоляция из стекловаты или волокна.
Кроме того, это отличный продукт для работы. Его действительно легко формировать и резать, он легкий и его легко перемещать по участку. Он не впитывает воду, что делает его хорошим барьером для влаги, и он совместим практически со всеми другими строительными материалами из-за своей инертной природы.
Утилизация EPS — переработка и захоронение
EPS — очень визуальный продукт. Это первое, что бросается в глаза на фотографиях свалки. Но на самом деле много EPS перерабатывается.Это относительно простой в переработке продукт, просто он имеет очень низкую стоимость, поэтому некоторые центры переработки не принимают его — переработка невыгодна. Тем не менее, если вы хотите, чтобы ваш EPS был переработан, это вполне возможно.
Тем не менее, если вы хотите, чтобы ваш EPS был переработан, это вполне возможно.
Хотя часть пенополистирола перерабатывается, он часто оказывается на свалке, и одна из больших проблем с этим заключается в том, что он такой громоздкий. EPS составляет только 1% от веса на свалке, но объем свалки намного больше, чем этот. Есть также некоторые свидетельства того, что стирол, один из компонентов EPS, является канцерогеном для человека; Важно, чтобы EPS был либо переработан, либо свалка содержалась и не доходила до ручьев и водотоков, где он мог бы быть проглочен животными.Эти химические вещества концентрируются по мере продвижения вверх по пищевой цепочке, поэтому люди будут подвержены риску, если EPS будет разрешено проникнуть в более широкую среду.
Итак, в заключение, чтобы свести к минимуму ущерб окружающей среде, EPS следует утилизировать. ППС на 100% пригоден для вторичной переработки, поэтому нет причин не делать этого и следить за тем, чтобы как можно меньше вывозилось на свалки.
| Manufacturing Home ЛИТЬЕ МЕТАЛЛА ПРОЦЕССЫ Принципы литья металлов Литье металла Операция по литью металла Влияние газов на металлическую отливку Дизайн литья металла Расходные формы для литья под давлением Литье в песчаные формы Литье гипсовых форм Керамическое литье Литье в пресс-форму Вакуумное литье или V-образный процесс Литье по выплавляемым моделям Постоянное литье формы Основное постоянное литье формы Слякоть литья Литье под давлением Литье в постоянную вакуумную форму Литье под давлением Горячее литье под давлением Холодное литье под давлением Истинное центробежное литье Полукентробежное литье Центрифужное литье Литье слитков Непрерывное литье ПРОИЗВОДСТВО ПРОЦЕССЫ Обработки металлов давлением Металлопрокат Металлическая ковка Металл Экструзия Рисунок Металла Листовой металл Порошковые процессы | В процессе литья пенополистирола песчаная форма
упакован вокруг полистирольного рисунка, представляющего отливку металла,
изготовлено. В индустрии литья металлов этот процесс известен как процесс по выпадению пены, литье по схеме испарения или процесс полной формы. Большой с его помощью можно изготавливать различные отливки из различных материалов и размеров. техника. Детали, произведенные в обрабатывающей промышленности с использованием этого процесса, включают: коленчатые валы, головки цилиндров, основания машин, коллекторы и блоки двигателей. ПроцессПервым этапом процесса литья под давлением является производство полистирола. шаблон. Для небольших производственных партий выкройку можно вырезать из больших частей материал пенополистирол и собран вместе. Для крупного промышленного производства процессов, выкройка будет лепиться. Матрица, часто изготавливаемая из алюминия, используется для этот процесс. Шарики полистирола помещаются в фильеру и нагреваются, они расширяются от
тепло и вспененный материал принимает форму матрицы. Шарики полистирола помещаются в фильеру и нагреваются, они расширяются от
тепло и вспененный материал принимает форму матрицы.В зависимости от сложности отливки некоторые из этих полистирольных секции, возможно, придется склеить вместе, чтобы сформировать узор. В большинстве случаев узор покрыт огнеупорным составом, это поможет создать хорошую поверхность отделка на металлическом литье. Помимо самой отливки, рисунок из пенопласта также будет Включите наливную чашку и литниковую систему.
Затем выкройку помещают в колбу и насыпают вокруг нее формовочный песок.В песок может содержать или не содержать связующие вещества, в зависимости от конкретного процедура изготовления.
Затем расплавленный металл заливается в форму, не удаляя узор.
Затем расплавленному металлу дают затвердеть в песчаной форме.После затвердевания отливка снимается.
Свойства и особенности производства По отливке из пенополистирола
TOP | ПОЛИТИКА КОНФИДЕНЦИАЛЬНОСТИ |
 Узор не снимается, а расплавленный металл заливается в
узор, который испаряется от тепла металла. Жидкий металл забирает
место испаренного полистирола и отливка затвердевает в песчаной форме.
Узор не снимается, а расплавленный металл заливается в
узор, который испаряется от тепла металла. Жидкий металл забирает
место испаренного полистирола и отливка затвердевает в песчаной форме. В
жидкий металл испаряет рисунок из полистирола, когда он течет через полость формы.
Любые остатки испаренного полистирола впитываются в
формовочный песок.
В
жидкий металл испаряет рисунок из полистирола, когда он течет через полость формы.
Любые остатки испаренного полистирола впитываются в
формовочный песок.
пенополистирол Википедия
Полимер
| Имена | |
|---|---|
| Название ИЮПАК Поли (1-фенилэтен) | |
| Другие названия Термокол | |
| Идентификаторы | |
| Сокращения | л. с. с. |
| ChemSpider | |
| ECHA InfoCard | 100.105,519 |
| Недвижимость | |
| (C 8 H 8 ) n | |
| Плотность | 0,96–1,05 г / см 3 |
| Температура плавления | ~ 240 ° C (464 ° F; 513 K) [4] Для изотактического полистирола |
| Температура кипения | 430 ° C (806 ° F, 703 K) и деполимеризуется |
| нерастворим | |
| Растворимость | Растворим в бензоле, дисульфиде углерода, хлорированных алифатических углеводородах, хлороформе, циклогексаноне, диоксане, этилацетате, этилбензоле, МЭК, NMP, ТГФ. [1] |
| Теплопроводность | 0.033 Вт / (м · К) (пена, ρ 0,05 г / см 3 ) [2] |
| 1,6; диэлектрическая проницаемость 2,6 (1 кГц — 1 ГГц) | |
| Родственные соединения | |
Родственные соединения | Стирол (мономер) |
Если не указано иное, данные приведены для материалов в их стандартном состоянии (при 25 ° C [77 ° F], 100 кПа). | |
| Ссылки на инфобокс | |
Полистирол ( PS ) — синтетический ароматический углеводородный полимер, изготовленный из мономера, известного как стирол. [5] Полистирол может быть твердым или вспененным. Универсальный полистирол прозрачный, твердый и довольно хрупкий. Это недорогая смола на единицу веса. Это довольно плохой барьер для кислорода и водяного пара и имеет относительно низкую температуру плавления. [6] Полистирол — один из наиболее широко используемых пластиков, объем производства которого составляет несколько миллионов тонн в год. [7] Полистирол может быть естественно прозрачным, но его можно окрашивать красителями. Области применения включают защитную упаковку (например, упаковку арахиса и футляры для драгоценностей, используемые для хранения оптических дисков, таких как компакт-диски и иногда DVD), контейнеры, крышки, бутылки, подносы, стаканы, одноразовые столовые приборы [6] и при изготовлении модели.
Как термопластичный полимер, полистирол находится в твердом (стекловидном) состоянии при комнатной температуре, но течет при нагревании выше примерно 100 ° C, температуры стеклования. При охлаждении он снова становится жестким. Такое температурное поведение используется для экструзии (как в пенополистироле), а также для формования и вакуумного формования, поскольку его можно отливать в формы с мелкими деталями.
Согласно стандартам ASTM полистирол не считается биоразлагаемым. Он накапливается в виде мусора во внешней среде, особенно вдоль берегов и водных путей, особенно в виде пены, а также в Тихом океане. [8]
История []
Полистирол был обнаружен в 1839 году Эдуардом Симоном, аптекарем из Берлина. [9] Из сторакса, смолы восточного дерева сладкой жевательной резинки Liquidambar orientalis , он перегонял маслянистое вещество, мономер, который он назвал стиролом. Несколько дней спустя Саймон обнаружил, что стирол превратился в желе, которое он назвал оксидом стирола («Стиролоксидом»), потому что он предположил окисление. К 1845 году химик из Ямайки Джон Баддл Блит и немецкий химик Август Вильгельм фон Хофманн показали, что такое же превращение стирола происходит в отсутствие кислорода. [10] Они назвали продукт «метастирол»; Анализ показал, что он был химически идентичен стиролоксиду Саймона. [11] В 1866 году Марселлен Бертло правильно определил образование метастирола / стиролоксида из стирола как процесс полимеризации. [12] Примерно 80 лет спустя было понято, что нагревание стирола запускает цепную реакцию, которая приводит к образованию макромолекул, в соответствии с тезисом немецкого химика-органика Германа Штаудингера (1881–1965). Это в конечном итоге привело к тому, что вещество получило свое нынешнее название — полистирол.
Компания I. G. Farben начала производство полистирола в Людвигсхафене примерно в 1931 году, надеясь, что он станет подходящей заменой литому под давлением цинку во многих областях. Успех был достигнут, когда они разработали корпус реактора, в котором полистирол экструдировали через нагретую трубу и резак, производя полистирол в форме гранул. [ необходима ссылка ]
[ необходима ссылка ]
Отис Рэй Макинтайр (1918–1996), инженер-химик из компании Dow Chemical, заново открыл процесс, впервые запатентованный шведским изобретателем Карлом Мунтерсом. [13] По данным Института истории науки, «Dow выкупила права на метод Мунтерса и начала производить легкий, водостойкий и плавучий материал, который казался идеально подходящим для строительства причалов и судов, а также для изоляции домов, офисов и других зданий. птичники «. [14] В 1944 году был запатентован пенополистирол.
До 1949 года инженер-химик Фриц Стастны (1908–1985) разработал предварительно расширенные шарики из полистирола с добавлением алифатических углеводородов, таких как пентан.Эти шарики являются сырьем для формования деталей или экструдирования листов. BASF и Stastny подали заявку на патент, который был выдан в 1949 году. Процесс формования был продемонстрирован на выставке Kunststoff Messe 1952 года в Дюссельдорфе. Продукция получила название Стиропор.
Кристаллическая структура изотактического полистирола была описана Джулио Натта. [15]
В 1954 году компания Koppers из Питтсбурга, штат Пенсильвания, разработала пенополистирол (EPS) под торговым названием Dylite. [16] В 1960 году Dart Container, крупнейший производитель поролоновых стаканов, отгрузил свой первый заказ. [17]
Конструкция []
С химической точки зрения полистирол представляет собой длинноцепочечный углеводород, в котором чередующиеся углеродные центры присоединены к фенильным группам (производным бензола). Химическая формула полистирола: (C
8 H
8 )
n ; он содержит химические элементы углерод и водород.
Свойства материала определяются краткосрочным притяжением Ван-дер-Ваальса между цепями полимеров.Поскольку молекулы состоят из тысяч атомов, совокупная сила притяжения между молекулами велика. При нагревании (или быстрой деформации из-за сочетания вязкоупругих и теплоизоляционных свойств) цепи могут принимать более высокую степень подтверждения и скользить друг мимо друга. Эта межмолекулярная слабость (по сравнению с высокой внутримолекулярной силой из-за углеводородной основы) придает гибкость и эластичность. Способность системы легко деформироваться выше температуры стеклования позволяет полистиролу (и термопластичным полимерам в целом) легко размягчаться и формоваться при нагревании.Экструдированный полистирол примерно такой же прочный, как нелегированный алюминий, но гораздо более гибкий и менее плотный (1,05 г / см 3 для полистирола против 2,70 г / см 3 для алюминия).
Эта межмолекулярная слабость (по сравнению с высокой внутримолекулярной силой из-за углеводородной основы) придает гибкость и эластичность. Способность системы легко деформироваться выше температуры стеклования позволяет полистиролу (и термопластичным полимерам в целом) легко размягчаться и формоваться при нагревании.Экструдированный полистирол примерно такой же прочный, как нелегированный алюминий, но гораздо более гибкий и менее плотный (1,05 г / см 3 для полистирола против 2,70 г / см 3 для алюминия).
Производство []
Полистирол — это аддитивный полимер, который образуется при соединении мономеров стирола (полимеризация). В процессе полимеризации π-связь углерод-углерод винильной группы разрывается, и образуется новая σ-связь углерод-углерод, присоединяющаяся к углероду другого мономера стирола в цепи.Поскольку при его получении используется только один вид мономера, это гомополимер. Вновь образованная σ-связь прочнее, чем разорванная π-связь, поэтому полистирол трудно деполимеризовать. Около нескольких тысяч мономеров обычно составляют цепочку из полистирола, что дает молекулярную массу 100 000–400 000 г / моль.
Около нескольких тысяч мономеров обычно составляют цепочку из полистирола, что дает молекулярную массу 100 000–400 000 г / моль.
Каждый углерод основной цепи имеет тетраэдрическую геометрию, и те атомы углерода, которые имеют присоединенную фенильную группу (бензольное кольцо), являются стереогенными. Если бы скелет был расположен в виде плоской удлиненной зигзагообразной цепи, каждая фенильная группа была бы наклонена вперед или назад по сравнению с плоскостью цепи.
Относительная стереохимическая взаимосвязь последовательных фенильных групп определяет тактичность, которая влияет на различные физические свойства материала.
Тактичность []
В полистироле тактичность описывает степень, в которой фенильная группа равномерно выровнена (расположена на одной стороне) в полимерной цепи. Тактичность сильно влияет на свойства пластика. Стандартный полистирол — атактический. Диастереомер, в котором все фенильные группы находятся на одной стороне, называется изотактическим полистиролом , который коммерчески не производится.
Атактический полистирол []
Единственной коммерчески важной формой полистирола является атактический , в котором фенильные группы случайным образом распределены по обеим сторонам полимерной цепи. Такое случайное расположение предотвращает выравнивание цепей с достаточной регулярностью для достижения любой кристалличности. Пластик имеет температуру стеклования T г ~ 90 ° C. Полимеризация инициируется свободными радикалами. [7]
Синдиотактический полистирол []
Полимеризация Циглера-Натта может дать упорядоченный синдиотактический полистирол с фенильными группами, расположенными на чередующихся сторонах углеводородной основной цепи.Эта форма является высококристаллической с T m (точка плавления) 270 ° C (518 ° F). Синдиотактическая полистирольная смола в настоящее время производится под торговым наименованием XAREC корпорацией Idemitsu, которая использует металлоценовый катализатор для реакции полимеризации. [18]
[18]
Деградация []
Полистирол относительно химически инертен. Несмотря на то, что он водонепроницаем и устойчив к разрушению под действием многих кислот и щелочей, он легко подвергается воздействию многих органических растворителей (например,г. он быстро растворяется при воздействии ацетона, хлорированных растворителей и ароматических углеводородных растворителей. Из-за своей устойчивости и инертности он используется для изготовления многих предметов торговли. Как и другие органические соединения, полистирол горит с образованием диоксида углерода и водяного пара, а также других побочных продуктов термического разложения. Полистирол, являясь ароматическим углеводородом, обычно сгорает не полностью, на что указывает сажистое пламя.
Процесс деполимеризации полистирола в его мономер, стирол, называется пиролизом.Это включает использование высокой температуры и давления для разрыва химических связей между каждым соединением стирола. Пиролиз обычно достигает 430 ° C. [19] Высокие затраты энергии на это затрудняют промышленную переработку полистирола обратно в стирольный мономер.
Организмы []
Считается, что полистирол не поддается биологическому разложению. Однако некоторые организмы способны разрушать его, хотя и очень медленно. [20]
В 2015 году исследователи обнаружили, что мучные черви, личинки чернотелка Tenebrio molitor , могут перевариваться и питаться здоровой пищей из ЭПС. [21] [22] Около 100 мучных червей могут потреблять от 34 до 39 миллиграммов этой белой пены в день. Помет мучного червя оказался безопасным для использования в качестве почвы для сельскохозяйственных культур. [21]
В 2016 году также сообщалось, что супергервики ( Zophobas morio ) могут поедать пенополистирол (EPS). [23] Группа старшеклассников Университета Атенео-де-Манила обнаружила, что по сравнению с личинками Tenebrio molitor , личинок Zophobas morio могут потреблять большее количество ЭПС в течение более длительных периодов времени. [24]
[24]
Бактерия Pseudomonas putida способна превращать стирольное масло в биоразлагаемый пластик PHA. [25] [26] [27] Когда-нибудь это может быть полезно при эффективной утилизации пенополистирола. Стоит отметить, что полистирол должен пройти пиролиз, чтобы превратиться в стирольное масло.
Формы произведены []
Полистирол обычно формуют под давлением, формуют в вакууме или экструдируют, в то время как пенополистирол экструдируют или формуют с помощью специального процесса.Также производятся сополимеры полистирола; они содержат один или несколько других мономеров в дополнение к стиролу. В последние годы также производятся пенополистирольные композиты с целлюлозой [31] [32] и крахмалом [33] . Полистирол используется в некоторых взрывчатых веществах на полимерной связке (PBX).
Листовой или формованный полистирол []
Чехол для компакт-диска из полистирола общего назначения (GPPS) и ударопрочного полистирола (HIPS) Одноразовая бритва из полистирола Полистирол (ПС) используется для производства одноразовых пластиковых столовых приборов и посуды, футляров для компакт-дисков, корпусов дымовых извещателей, рамок для номерных знаков, комплектов для сборки пластиковых моделей и многих других объектов, где требуется жесткий и экономичный пластик. Методы производства включают термоформование (вакуумное формование) и литье под давлением.
Методы производства включают термоформование (вакуумное формование) и литье под давлением.
Чашки Петри из полистирола и другие лабораторные контейнеры, такие как пробирки и микропланшеты, играют важную роль в биомедицинских исследованиях и науке. Для этих целей изделия почти всегда изготавливают литьем под давлением и часто стерилизуют после формования либо облучением, либо обработкой оксидом этилена. Модификация поверхности после формования, обычно с помощью плазмы, обогащенной кислородом, часто проводится для введения полярных групп.Многие современные биомедицинские исследования основаны на использовании таких продуктов; поэтому они играют решающую роль в фармацевтических исследованиях. [34]
Тонкие листы полистирола используются в пленочных конденсаторах из полистирола, поскольку они образуют очень стабильный диэлектрик, но в основном вышли из употребления в пользу полиэстера.
Пены []
Крупный план упаковки из пенополистирола Пенополистирол на 95-98% состоит из воздуха. [35] [36] Пенополистирол является хорошими теплоизоляционными материалами и поэтому часто используется в качестве строительных изоляционных материалов, например, в изоляционных бетонных опалубках и конструкционных изоляционных панельных строительных системах.Серый пенополистирол с графитом обладает превосходными изоляционными свойствами. [37]
[35] [36] Пенополистирол является хорошими теплоизоляционными материалами и поэтому часто используется в качестве строительных изоляционных материалов, например, в изоляционных бетонных опалубках и конструкционных изоляционных панельных строительных системах.Серый пенополистирол с графитом обладает превосходными изоляционными свойствами. [37]
Карл Мунтерс и Джон Гудбранд Тандберг из Швеции получили в 1935 году патент США на пенополистирол в качестве изоляционного продукта (номер патента США 2,023,204). [38]
Пенопласт также обладает хорошими демпфирующими свойствами, поэтому широко используется в упаковке. Торговая марка «Пенополистирол» компании Dow Chemical неофициально используется (в основном в США и Канаде) для всех продуктов из пенополистирола, хотя, строго говоря, его следует использовать только для пенополистирола «экструдированный с закрытыми порами», производимого Dow Chemicals.
Пенопласт также используется для изготовления ненесущих архитектурных конструкций (например, декоративных столбов).
Пенополистирол (EPS) []
Плиты Thermocol из шариков пенополистирола (EPS). Тот, что слева, из упаковочной коробки. Тот, что справа, используется для поделок. Он имеет пробковую бумажную текстуру и используется для декораций сцены, выставочных моделей, а иногда и в качестве дешевой альтернативы стеблям шола ( Aeschynomene aspera ) для художественных работ. Срез блока термоколяски под световым микроскопом (светлое поле, объектив = 10 ×, окуляр = 15 ×).Большие сферы представляют собой шарики из пенополистирола, которые были сжаты и сплавлены. Яркое отверстие в форме звезды в центре изображения — это воздушный зазор между бусинками, края которого не полностью срослись. Каждая бусина состоит из тонкостенных пузырьков полистирола, наполненных воздухом. Пенополистирол (EPS) — это жесткий и прочный пенополистирол с закрытыми порами с нормальным диапазоном плотности от 11 до 32 кг / м 3 . [39] Обычно он белого цвета и состоит из гранул из предварительно вспененного полистирола. Процесс производства пенополистирола обычно начинается с создания мелких шариков из полистирола. Мономеры стирола (и, возможно, другие добавки) суспендированы в воде, где они подвергаются радикальной аддитивной полимеризации. Гранулы полистирола, сформированные с помощью этого механизма, могут иметь средний диаметр около 200 мкм. Затем шарики пропитываются «вспенивающим агентом», материалом, который позволяет шарикам расширяться. Пентан обычно используется в качестве вспенивателя. Гранулы добавляют в реактор с непрерывным перемешиванием вместе с вспенивающим агентом, среди других добавок, и вспенивающий агент просачивается в поры внутри каждой гранулы.Затем шарики расширяются с помощью пара. [40]
Процесс производства пенополистирола обычно начинается с создания мелких шариков из полистирола. Мономеры стирола (и, возможно, другие добавки) суспендированы в воде, где они подвергаются радикальной аддитивной полимеризации. Гранулы полистирола, сформированные с помощью этого механизма, могут иметь средний диаметр около 200 мкм. Затем шарики пропитываются «вспенивающим агентом», материалом, который позволяет шарикам расширяться. Пентан обычно используется в качестве вспенивателя. Гранулы добавляют в реактор с непрерывным перемешиванием вместе с вспенивающим агентом, среди других добавок, и вспенивающий агент просачивается в поры внутри каждой гранулы.Затем шарики расширяются с помощью пара. [40]
EPS используется для пищевых контейнеров, формованных листов для строительной изоляции и упаковочного материала либо в виде твердых блоков, предназначенных для размещения защищаемого объекта, либо в виде неупакованных «арахисов», смягчающих хрупкие предметы внутри коробок. Значительная часть всей продукции из пенополистирола производится методом литья под давлением. Инструменты для литья под давлением обычно изготавливаются из стали (которая может быть закалена и покрыта гальваническим покрытием) и алюминиевых сплавов. Управление пресс-формами осуществляется через разделение через систему каналов, состоящих из ворот и направляющих. [41] EPS в просторечии называют «пенополистиролом» в Соединенных Штатах и Канаде, неправильно применяемое обобщение экструдированного полистирола марки компании Dow Chemical. [42]
Значительная часть всей продукции из пенополистирола производится методом литья под давлением. Инструменты для литья под давлением обычно изготавливаются из стали (которая может быть закалена и покрыта гальваническим покрытием) и алюминиевых сплавов. Управление пресс-формами осуществляется через разделение через систему каналов, состоящих из ворот и направляющих. [41] EPS в просторечии называют «пенополистиролом» в Соединенных Штатах и Канаде, неправильно применяемое обобщение экструдированного полистирола марки компании Dow Chemical. [42]
EPS в строительстве []
Листы EPS обычно упаковываются как жесткие панели (обычно в Европе это размер 100 см x 50 см, обычно в зависимости от предполагаемого типа соединения и методов склеивания, на самом деле это 99,5 см x 49,5 см или 98 см. х 48 см; реже — 120 х 60 см; размер 4 на 8 футов (1.2 на 2,4 м) или 2 на 8 футов (0,61 на 2,44 м) в США). Обычная толщина от 10 мм до 500 мм. Многие настройки, добавки и тонкие дополнительные внешние слои с одной или обеих сторон часто добавляются для улучшения различных свойств.
Теплопроводность измеряется в соответствии с EN 12667. Типичные значения находятся в диапазоне от 0,032 до 0,038 Вт / (м⋅К) в зависимости от плотности плиты EPS. Значение 0,038 Вт / (м⋅К) было получено при 15 кг / м 3 , а значение 0,032 Вт / (м⋅К) было получено при 40 кг / м 3 в соответствии с таблицей данных K- 710 от StyroChem Finland.Добавление наполнителей (графит, алюминий или углерод) недавно позволило теплопроводности пенополистирола достичь примерно 0,030–0,034 Вт / (м⋅К) (всего 0,029 Вт / (м⋅К)) и, как таковой, имеет серый цвет. / черный цвет, который отличает его от стандартного EPS. Несколько производителей пенополистирола в Великобритании и ЕС произвели различные виды пенополистирола с повышенной термостойкостью для этого продукта.
Сопротивление диффузии водяного пара ( мкм ) EPS составляет около 30–70.
ICC-ES (Служба оценки Международного совета по кодам) требует, чтобы плиты из пенополистирола, используемые в строительстве, соответствовали требованиям ASTM C578. Одно из этих требований состоит в том, чтобы предельный кислородный индекс EPS, измеренный по ASTM D2863, был выше 24 об.%. Типичный EPS имеет кислородный индекс около 18 об.%; таким образом, в стирол или полистирол во время образования EPS добавляется антипирен.
Одно из этих требований состоит в том, чтобы предельный кислородный индекс EPS, измеренный по ASTM D2863, был выше 24 об.%. Типичный EPS имеет кислородный индекс около 18 об.%; таким образом, в стирол или полистирол во время образования EPS добавляется антипирен.
Плиты, содержащие антипирен, при испытании в туннеле с использованием метода испытаний UL 723 или ASTM E84 будут иметь индекс распространения пламени менее 25 и индекс образования дыма менее 450. ICC-ES требует использования 15-минутный тепловой барьер при использовании плит EPS внутри здания.
Согласно данным организации EPS-IA ICF, типичная плотность пенополистирола, используемого для изоляционных бетонных форм (пенополистиролбетон), составляет от 1,35 до 1,80 фунта на кубический фут (21,6–28,8 кг / м 3 ). Это EPS типа II или IX согласно ASTM C578. Блоки или плиты из пенополистирола, используемые в строительстве, обычно режутся с помощью горячей проволоки. [43]
Экструдированный полистирол (XPS) []
Экструдированный пенополистирол (XPS) состоит из закрытых ячеек. Он обеспечивает улучшенную шероховатость поверхности, большую жесткость и пониженную теплопроводность. Диапазон плотности 28–45 кг / м 3 3 .
Он обеспечивает улучшенную шероховатость поверхности, большую жесткость и пониженную теплопроводность. Диапазон плотности 28–45 кг / м 3 3 .
Экструдированный пенополистирол также используется в ремеслах и модельном строительстве, в частности, в архитектурных моделях. Из-за процесса производства экструзией XPS не требует облицовочных материалов для поддержания его тепловых или физических свойств. Таким образом, он является более однородным заменителем гофрированного картона. Теплопроводность колеблется от 0.029 и 0,039 Вт / (м · К) в зависимости от прочности / плотности подшипника, среднее значение составляет ~ 0,035 Вт / (м · К).
Сопротивление диффузии водяного пара (μ) XPS составляет около 80–250.
Обычно экструдированные пенополистирольные материалы включают:
Водопоглощение пенополистирола []
Хотя это пенопласт с закрытыми порами, как пенополистирол, так и экструдированный полистирол не являются полностью водонепроницаемыми или паронепроницаемыми. [45] В пенополистироле есть зазоры между расширенными гранулами с закрытыми ячейками, которые образуют открытую сеть каналов между связанными гранулами, и эта сеть зазоров может заполняться жидкой водой.Если вода замерзнет и превратится в лед, он расширится, и гранулы полистирола могут оторваться от пены. Экструдированный полистирол также проницаем для молекул воды и не может считаться пароизоляцией. [46]
[45] В пенополистироле есть зазоры между расширенными гранулами с закрытыми ячейками, которые образуют открытую сеть каналов между связанными гранулами, и эта сеть зазоров может заполняться жидкой водой.Если вода замерзнет и превратится в лед, он расширится, и гранулы полистирола могут оторваться от пены. Экструдированный полистирол также проницаем для молекул воды и не может считаться пароизоляцией. [46]
Обводнение обычно происходит в течение длительного периода в пенополистироле, который постоянно подвергается воздействию высокой влажности или постоянно погружается в воду, например, в крышках гидромассажных ванн, в плавучих доках, в качестве дополнительной плавучести под сиденьями лодок. , а также для наружной теплоизоляции зданий, находящихся ниже уровня земли, постоянно подвергающихся воздействию грунтовых вод. [47] Обычно для предотвращения насыщения необходим внешний пароизоляционный слой, такой как непроницаемая пластиковая пленка или напыляемое покрытие.
Ориентированный полистирол []
Ориентированный полистирол (OPS) производится путем вытягивания экструдированной пленки PS, улучшающей видимость материала за счет уменьшения мутности и увеличения жесткости. Это часто используется в упаковке, где производитель хочет, чтобы потребитель увидел заключенный в нее продукт. Некоторые преимущества OPS заключаются в том, что его дешевле производить, чем другие прозрачные пластмассы, такие как полипропилен (PP), (PET) и ударопрочный полистирол (HIPS), и он менее мутен, чем HIPS или PP.Основным недостатком OPS является то, что он хрупкий, легко трескается или рвется.
Сополимеры []
Обычный (гомополимерный) полистирол имеет превосходные характеристики прозрачности, качества поверхности и жесткости. Диапазон его применения дополнительно расширяется за счет сополимеризации и других модификаций (например, смеси с ПК и синдиотактическим полистиролом). [48] : 102–104 Используется несколько сополимеров на основе стирола. Хрупкость гомополимерного полистирола преодолевается за счет модифицированных эластомером сополимеров стирола и бутадиена.Сополимеры стирола и акрилонитрила (SAN) более устойчивы к тепловому стрессу, нагреву и химическим веществам, чем гомополимеры, а также прозрачны. Сополимеры, называемые АБС, имеют аналогичные свойства и могут использоваться при низких температурах, но они непрозрачны.
Хрупкость гомополимерного полистирола преодолевается за счет модифицированных эластомером сополимеров стирола и бутадиена.Сополимеры стирола и акрилонитрила (SAN) более устойчивы к тепловому стрессу, нагреву и химическим веществам, чем гомополимеры, а также прозрачны. Сополимеры, называемые АБС, имеют аналогичные свойства и могут использоваться при низких температурах, но они непрозрачны.
Сополимеры стирола и бутана []
Сополимеры стирола и бутана могут производиться с низким содержанием бутена. Сополимеры стирола и бутана включают PS-I и SBC (см. Ниже), оба сополимера ударопрочные. PS-I получают путем привитой сополимеризации, SBC — анионной блок-сополимеризацией, что делает его прозрачным в случае соответствующего размера блока. [49]
Если сополимер стирол-бутан имеет высокое содержание бутилена, образуется стирол-бутадиеновый каучук (SBR).
Ударная вязкость сополимеров стирола и бутадиена основана на разделении фаз, полистирол и полибутан не растворяются друг в друге (см. Теорию Флори-Хаггинса). Сополимеризация создает пограничный слой без полного перемешивания. Фракции бутадиена («каучуковая фаза») собираются с образованием частиц, внедренных в матрицу полистирола. Решающим фактором повышения ударной вязкости сополимеров стирола и бутадиена является их более высокая способность поглощать работу при деформации.Без приложения силы каучуковая фаза изначально ведет себя как наполнитель. Под действием растягивающего напряжения образуются трещины (микротрещины), которые распространяются на частицы резины. Затем энергия распространяющейся трещины передается частицам резины на своем пути. Большое количество трещин придает изначально жесткому материалу слоистую структуру. Формирование каждой ламели способствует расходу энергии и, следовательно, увеличению удлинения при разрыве. Гомополимеры полистирола деформируются при приложении силы до тех пор, пока не разрушатся.Сополимеры стирола и бутана на этом этапе не разрушаются, а начинают течь, затвердевают до предела прочности и разрушаются только при гораздо более высоком удлинении.
Теорию Флори-Хаггинса). Сополимеризация создает пограничный слой без полного перемешивания. Фракции бутадиена («каучуковая фаза») собираются с образованием частиц, внедренных в матрицу полистирола. Решающим фактором повышения ударной вязкости сополимеров стирола и бутадиена является их более высокая способность поглощать работу при деформации.Без приложения силы каучуковая фаза изначально ведет себя как наполнитель. Под действием растягивающего напряжения образуются трещины (микротрещины), которые распространяются на частицы резины. Затем энергия распространяющейся трещины передается частицам резины на своем пути. Большое количество трещин придает изначально жесткому материалу слоистую структуру. Формирование каждой ламели способствует расходу энергии и, следовательно, увеличению удлинения при разрыве. Гомополимеры полистирола деформируются при приложении силы до тех пор, пока не разрушатся.Сополимеры стирола и бутана на этом этапе не разрушаются, а начинают течь, затвердевают до предела прочности и разрушаются только при гораздо более высоком удлинении. [50] : 426
[50] : 426
При высоком содержании полибутадиена действие двух фаз меняется на противоположное. Бутадиен-стирольный каучук ведет себя как эластомер, но его можно обрабатывать как термопласт.
Ударопрочный полистирол (ПС-I) []
PS-I ( i ударопрочный p oly s tyrene ) состоит из непрерывной полистирольной матрицы и диспергированной в ней каучуковой фазы.Его получают путем полимеризации стирола в присутствии растворенного (в стироле) полибутадиена. Полимеризация происходит одновременно двумя способами: [51]
- Гомополимеризация: стирол полимеризуется в полистирол и не реагирует с настоящим полибутадиеном.
Частицы полибутадиена (частицы каучука) в ПС-I обычно имеют диаметр 0,5 — 9 мкм. Таким образом, они рассеивают видимый свет, делая PS-I непрозрачным. [52] : 476 Материал является стабильным (дальнейшее разделение фаз не происходит), поскольку полибутадиен и полистирол химически связаны. [53] Исторически сложилось так, что PS-I был сначала произведен простым смешиванием (физическим смешиванием, называемым смешиванием) полибутадиена и полистирола. Таким образом получается смесь полимеров, а не сополимер. Однако поликомпонентный материал имеет значительно худшие свойства. [52] : 476
[53] Исторически сложилось так, что PS-I был сначала произведен простым смешиванием (физическим смешиванием, называемым смешиванием) полибутадиена и полистирола. Таким образом получается смесь полимеров, а не сополимер. Однако поликомпонентный материал имеет значительно худшие свойства. [52] : 476
Блок-сополимеры стирола и бутадиена []
SBS ( s тирен- b Uтадиен- s блок-сополимер тирола) производится путем анионной блок-сополимеризации и состоит из трех блоков: [54]
SSSSSSSSSBSSBSSBSSBSSBSSBSSBSSBSSBSSBSSBSS
S представляет на чертеже повторяющееся звено стирола, В — повторяющееся звено бутадиена.Однако средний блок часто состоит не из такого изображенного гомополимера бутана, а из сополимера стирола и бутадиена:
SSSSSSSSSSSSSSSSSSSBBSBBSBSBBBBSBSSBBBSBSSSSSSSSSSSSSSSSSSSS
При использовании статистического сополимера в этом положении полимер становится менее восприимчивым к сшиванию и лучше течет в расплаве..jpg) Для производства SBS первый стирол гомополимеризуется посредством анионной сополимеризации. Обычно в качестве катализатора используется металлоорганическое соединение, такое как бутиллитий.Затем добавляют бутадиен и после стирола снова его полимеризацию. Катализатор остается активным в течение всего процесса (для этого используемые химикаты должны быть высокой чистоты). Молекулярно-массовое распределение полимеров очень низкое (полидисперсность в пределах 1,05, поэтому отдельные цепи имеют очень похожую длину). Длину отдельных блоков можно регулировать соотношением катализатора к мономеру. Размер резиновых секций, в свою очередь, зависит от длины блока. Производство небольших структур (меньше длины волны света) обеспечивает прозрачность.Однако в отличие от ПС-1 блок-сополимер не образует частиц, а имеет пластинчатую структуру.
Для производства SBS первый стирол гомополимеризуется посредством анионной сополимеризации. Обычно в качестве катализатора используется металлоорганическое соединение, такое как бутиллитий.Затем добавляют бутадиен и после стирола снова его полимеризацию. Катализатор остается активным в течение всего процесса (для этого используемые химикаты должны быть высокой чистоты). Молекулярно-массовое распределение полимеров очень низкое (полидисперсность в пределах 1,05, поэтому отдельные цепи имеют очень похожую длину). Длину отдельных блоков можно регулировать соотношением катализатора к мономеру. Размер резиновых секций, в свою очередь, зависит от длины блока. Производство небольших структур (меньше длины волны света) обеспечивает прозрачность.Однако в отличие от ПС-1 блок-сополимер не образует частиц, а имеет пластинчатую структуру.
Бутадиен-стирольный каучук []
Бутадиен-стирольный каучук (SBR) производится как PS-I путем привитой сополимеризации, но с более низким содержанием стирола. Таким образом, стирол-бутадиеновый каучук состоит из резиновой матрицы с диспергированной в ней фазой полистирола. [53] В отличие от PS-I и SBC, это не термопласт, а эластомер. В каучуковой фазе полистирольная фаза собрана в домены.Это вызывает физическое сшивание на микроскопическом уровне. Когда материал нагревается выше точки стеклования, домены распадаются, сшивание временно приостанавливается, и материал можно обрабатывать как термопласт. [55]
Таким образом, стирол-бутадиеновый каучук состоит из резиновой матрицы с диспергированной в ней фазой полистирола. [53] В отличие от PS-I и SBC, это не термопласт, а эластомер. В каучуковой фазе полистирольная фаза собрана в домены.Это вызывает физическое сшивание на микроскопическом уровне. Когда материал нагревается выше точки стеклования, домены распадаются, сшивание временно приостанавливается, и материал можно обрабатывать как термопласт. [55]
Акрилонитрилбутадиенстирол []
Акрилонитрилбутадиенстирол (АБС) — это материал, который прочнее чистого полистирола.
Другое []
SMA — сополимер с малеиновым ангидридом. Стирол можно сополимеризовать с другими мономерами; например, дивинилбензол можно использовать для сшивания цепей полистирола с получением полимера, используемого в твердофазном синтезе пептидов.Стиролакрилонитрильная смола (SAN) имеет большую термостойкость, чем чистый стирол.
Экологические проблемы []
Производство []
Пенополистирол производится с использованием вспенивателей, которые образуют пузыри и расширяют пену. В пенополистироле это обычно углеводороды, такие как пентан, которые могут представлять опасность воспламенения при производстве или хранении вновь произведенного материала, но оказывают относительно умеренное воздействие на окружающую среду. [ необходима ссылка ] Экструдированный полистирол обычно изготавливается из гидрофторуглеродов (HFC-134a), [56] , которые имеют потенциал глобального потепления примерно в 1000–1300 раз больше, чем у двуокиси углерода. [57]
Небиоразлагаемый []
Отработанный полистирол подвергается биологическому разложению в течение сотен лет и устойчив к фотоокислению. [58]
Помет[]
Прибрежный мусор, включая полистирол
Животные не признают пенополистирол искусственным материалом и даже могут принять его за еду. [59] Пенополистирол дует на ветру и плавает по воде из-за своего низкого удельного веса.Он может иметь серьезные последствия для здоровья птиц или морских животных, которые проглатывают значительные количества. [59] Молодь радужной форели, подвергшаяся воздействию фрагментов полистирола, вызвала токсический эффект, вызвав существенные гистоморфометрические изменения. [60]
Редукционный []
Ограничение использования вспененного полистирола для пищевых упаковок на вынос — приоритетная задача многих экологических организаций, занимающихся твердыми отходами. [61] Были предприняты попытки найти альтернативы полистиролу, особенно пенопласту в ресторанных условиях.Первоначальным стимулом было исключить хлорфторуглероды (CFC), которые раньше были компонентом пены.
США []
В 1987 году в Беркли, Калифорния, были запрещены контейнеры для пищевых продуктов с ХФУ. [62] В следующем году округ Саффолк, штат Нью-Йорк, стал первой юрисдикцией США, запретившей полистирол в целом. [63] Однако судебные иски Общества пластмассовой промышленности [64] не позволили запрету вступить в силу до тех пор, пока, наконец, он не был отложен, когда республиканские и консервативные партии получили большинство в законодательном собрании графства. [65] Тем временем Беркли стал первым городом, в котором запретили использовать пенопластовые контейнеры для пищевых продуктов. [66] По состоянию на 2006 год около ста населенных пунктов в Соединенных Штатах, включая Портленд, Орегон и Сан-Франциско, имели своего рода запрет на использование пенополистирола в ресторанах. Например, в 2007 году Окленд, штат Калифорния, потребовал от ресторанов перейти на одноразовые контейнеры для пищевых продуктов, которые при добавлении в пищевой компост разлагаются биологически. [67] По сообщениям, в 2013 году Сан-Хосе стал крупнейшим городом страны, в котором запретили контейнеры для пищевых продуктов из пенополистирола. [68] Некоторые общины ввели широкие запреты на полистирол, например, Фрипорт, штат Мэн, который сделал это в 1990 году. [69] В 1988 году в Беркли, штат Калифорния, был введен первый запрет на использование пенополистирола в США. [66]
1 июля 2015 г. Нью-Йорк стал крупнейшим городом в США, который попытался запретить продажу, владение и распространение одноразового пенополистирола (первоначальное решение было отменено в апелляционном порядке) . [70] В Сан-Франциско надзорные органы одобрили самый строгий запрет на пенополистирол (EPS) в США, который вступил в силу 1 января 2017 года.Департамент окружающей среды города может делать исключения для определенных видов использования, таких как доставка лекарств при предписанной температуре. [71]
Ассоциация зеленых ресторанов США не разрешает использование пенополистирола в рамках своего стандарта сертификации. [72] Несколько экологических лидеров, от голландского Министерства окружающей среды до Зеленой команды Starbucks, советуют людям уменьшить вред, наносимый окружающей среде, используя многоразовые кофейные чашки. [73]
В марте 2019 года Мэриленд запретил контейнеры для пищевых продуктов из пенополистирола и стал первым штатом в стране, в котором законодательный орган штата принял запрет на использование пенопласта для контейнеров.Мэн был первым штатом, в котором официально введен запрет на контейнеры для пищевых продуктов из пеноматериала. В мае 2019 года губернатор Мэриленда Хоган позволил запрету пены (Законопроект 109) стать законом без подписи, что сделало Мэриленд вторым штатом, в котором запрет на использование пены для пищевых контейнеров был внесен в списки, но он первым вступил в силу 1 июля. 2020. [74] [75] [76] [77]
В сентябре 2020 года законодательный орган штата Нью-Джерси проголосовал за запрет одноразовых контейнеров для пищевых продуктов и стаканов из пенополистирола. [78]
За пределами США []
Китай запретил вынос / вынос контейнеров и посуды из пенополистирола примерно в 1999 году. Однако соблюдение требований было проблемой, и в 2013 году китайская промышленность пластмасс лоббировала отмену запрета. [79]
В Индии и Тайване также была запрещена посуда из пенополистирола до 2007 года. [80]
Правительство Зимбабве через Агентство по охране окружающей среды (EMA) запретило контейнеры из полистирола (обычно называемые « kaylite ‘в стране), в соответствии с нормативным актом 84 от 2012 г. (пластиковая упаковка и пластиковые бутылки) (поправка), 2012 г. (No 1.) [81] [82]
Город Ванкувер, Канада, объявил о своем плане безотходов 2040 в 2018 году. Город внесет поправки в устав, запрещающие держателям бизнес-лицензий подавать готовую еду в стаканчиках из пенополистирола и принимать -выходных контейнеров, начало 1 июня 2019 года. [83]
Фиджи приняли Закон об охране окружающей среды в декабре 2020 года. Импорт полистирольных продуктов будет запрещен в январе 2021 года. [84]
Переработка []
Как правило, полистирол не допускается в программах утилизации отходов у обочины и не разделяется и не перерабатывается там, где это допускается.В Германии полистирол собирают в соответствии с законом об упаковке (Verpackungsverordnung), который требует от производителей нести ответственность за переработку или утилизацию любого продаваемого упаковочного материала.
Большинство изделий из полистирола в настоящее время не перерабатываются из-за отсутствия стимула инвестировать в требуемые уплотнители и логистические системы. Из-за невысокой плотности пенополистирола собирать не экономично. Однако, если отходы проходят начальный процесс уплотнения, материал меняет плотность с обычно 30 кг / м 3 до 330 кг / м 3 и становится пригодным для вторичной переработки товаром, имеющим большую ценность для производителей переработанных пластиковых гранул.Лом вспененного полистирола можно легко добавлять в такие продукты, как изоляционные листы из пенополистирола и другие материалы из пенополистирола для строительства; многие производители не могут получить достаточное количество лома из-за проблем со сбором. Когда он не используется для производства дополнительных материалов из пенополистирола, его можно превратить в такие продукты, как вешалки для одежды, парковые скамейки, цветочные горшки, игрушки, линейки, корпуса степлеров, контейнеры для рассады, рамы для картин и архитектурные формы из переработанного полистирола. [85] По состоянию на 2016 год в Великобритании ежемесячно перерабатывалось около 100 тонн пенополистирола. [86]
Переработанный пенополистирол также используется во многих операциях литья металлов. Растра изготавливается из пенополистирола в сочетании с цементом и используется в качестве изоляционного материала при строительстве бетонных фундаментов и стен. Американские производители с 1993 года производят изоляционные бетонные формы, на 80% состоящие из переработанного пенополистирола.
Сжигание []
Если полистирол правильно сжигается при высоких температурах (до 1000 ° C [87] ) и с большим количеством воздуха [87] (14 м 3 / кг [ требуется ссылка ] ), образующиеся химические вещества — это вода, диоксид углерода и, возможно, небольшие количества остаточных галогеновых соединений из антипиренов. [87] Если будет произведено только неполное сжигание, также останется углеродная сажа и сложная смесь летучих соединений. [88] [ необходим лучший источник ] По данным Американского химического совета, когда полистирол сжигается на современных объектах, конечный объем составляет 1% от начального объема; большая часть полистирола превращается в диоксид углерода, водяной пар и тепло. Из-за количества выделяемого тепла он иногда используется в качестве источника энергии для производства пара или электроэнергии. [87] [89]
При сжигании полистирола при температурах 800–900 ° C (типичный диапазон современной мусоросжигательной установки) продукты горения представляли собой «сложную смесь полициклических ароматических углеводородов (ПАУ). ) от алкилбензолов до бензоперилена. Более 90 различных соединений были идентифицированы в отходящих потоках от полистирола ». [90] [ необходим лучший источник ] Центр пожарных исследований Американского национального бюро стандартов обнаружил 57 химических побочных продуктов, выделяющихся при сгорании пенополистирола (EPS). [91]
Безопасность []
Здоровье []
Американский химический совет, ранее известный как Ассоциация производителей химической продукции, пишет:
Основываясь на научных исследованиях, проведенных в течение пяти десятилетий, государственные органы безопасности определили, что полистирол безопасен для использования в продуктах общественного питания. Например, полистирол соответствует строгим стандартам Управления по санитарному надзору за качеством пищевых продуктов и медикаментов США и Европейской комиссии / Управления по безопасности пищевых продуктов для использования в упаковке для хранения и подачи продуктов питания.Департамент гигиены пищевых продуктов и окружающей среды Гонконга недавно проверил безопасность подачи различных пищевых продуктов в продуктах общественного питания из полистирола и пришел к такому же выводу, что и FDA США. [92]
С 1999 по 2002 год международным экспертным советом из 12 членов, выбранным Гарвардским центром оценки рисков, был проведен всесторонний обзор потенциальных рисков для здоровья, связанных с воздействием стирола. Ученые обладали опытом в токсикологии, эпидемиологии, медицине, анализе рисков, фармакокинетике и оценке воздействия.Гарвардское исследование показало, что стирол естественным образом присутствует в следовых количествах в таких продуктах, как клубника, говядина и специи, и естественным образом образуется при переработке таких продуктов, как вино и сыр. В исследовании также были рассмотрены все опубликованные данные о количестве стирола, вносимого в рацион из-за миграции упаковки пищевых продуктов и одноразовых изделий, контактирующих с пищевыми продуктами, и сделан вывод о том, что риск для населения в результате воздействия стирола из пищевых продуктов или продуктов, контактирующих с пищевыми продуктами (например, как упаковка из полистирола и контейнеры для предприятий общественного питания) был на слишком низком уровне, чтобы вызвать побочные эффекты. [93]
Полистирол обычно используется в контейнерах для пищевых продуктов и напитков. Мономер стирола (из которого сделан полистирол) является агентом, подозревающим рак. [94] Стирол «обычно содержится в таких низких количествах в потребительских товарах, что риски незначительны». [95] Полистирол, который используется для контакта с пищевыми продуктами, не должен содержать более 1% (0,5% для жирной пищи) стирола по весу. [96] Было обнаружено, что олигомеры стирола в контейнерах из полистирола, используемых для упаковки пищевых продуктов, мигрируют в пищевые продукты. [97] Другое японское исследование, проведенное на мышах дикого типа и AhR-нулевых мышах, показало, что тример стирола, который авторы обнаружили в готовых продуктах быстрого приготовления, упакованных в контейнер из полистирола, может повышать уровень гормонов щитовидной железы. [98]
Вопрос о том, можно ли нагревать полистирол в микроволновой печи с едой, остается спорным. Некоторые емкости можно безопасно использовать в микроволновой печи, но только если они обозначены соответствующим образом. [99] Некоторые источники предполагают, что следует избегать продуктов, содержащих каротин (витамин А) или растительные масла. [100]
Из-за повсеместного использования полистирола эти серьезные проблемы, связанные со здоровьем, остаются актуальными. [101]
Опасность возгорания []
Полистирол, как и другие органические соединения, легко воспламеняется. Полистирол классифицируется в соответствии с DIN4102 как продукт «B3», что означает «легковоспламеняющийся» или «легко воспламеняемый».