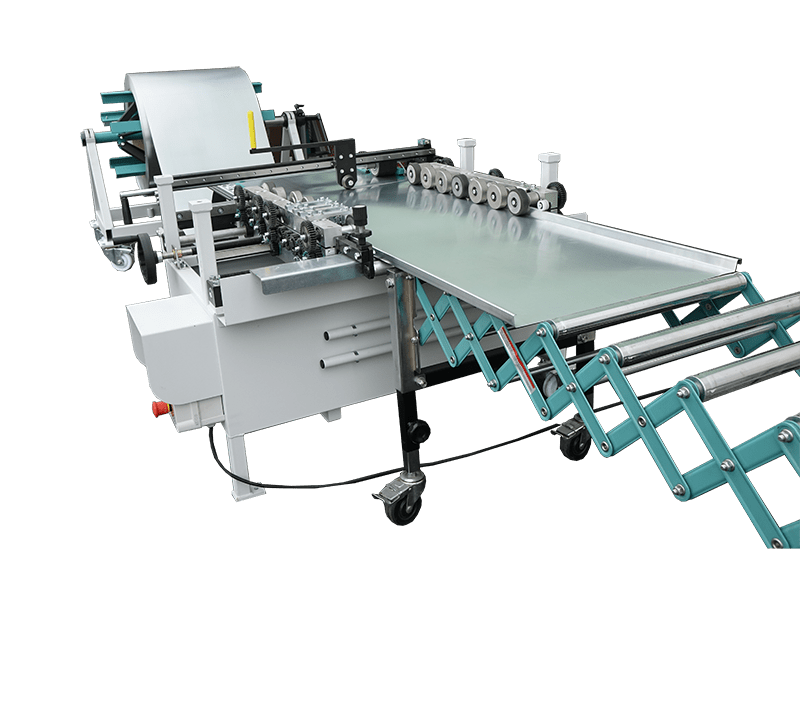
Линии и оборудование для производства прямых подвесов по запросу с доставкой по Москве и России
1. Размотчик – устройство для установки бухты со штрипсой и ее размотки.
2. Устройство контроля петли — накопитель штрипсы.
3. Модуль рихтовки – штрипса перед обработкой предварительно калибруется для получения качественного конечного изделия.
4. Шаговая подача – устройство подачи штрипсы в пресс.
5. Пресс со штампом – для изготовления подвеса прямого.
6. Пульт управления
Комплект поставки:
1. Линия для производства подвесов прямых – 1 шт.
2. Штамп для вырубки подвеса поперек штрипсы – 1 шт.
3. Технический паспорт – 1 шт.
По отдельному запросу:
1. Штамп для вырубки подвеса вдоль штрипсы.
2. Изготовление линии с возможностью работы со штрипсой толщиной более 0,7 мм.
3. Изготовление линии с гидравлическим приводом.
|
Габаритные размеры подвеса прямого, мм |
30х300 |
| Производительность, сек/шт | |
| — вырубка подвеса поперек штрипсы | 3 |
| — вырубка подвеса вдоль штрипсы | 4 |
| Параметры материала | |
| — исходный материал |
штрипса стальная оцинкованная |
| — толщина, мм | 0,5…0,7 (>0,7 – по отдельному запросу) |
| — ширина, мм |
30 или 300 (в зависимости от штампа) |
— макс. наружный диаметр бухты, мм наружный диаметр бухты, мм
|
1200 |
| — внутренний диаметр бухты, мм | 400…600 |
| — масса бухты, не более, кг | 2000 |
| Параметры пресса | |
| — усилие, тс | 60 |
| — габаритные размеры плита АхВ | 450х770 |
| — расстояние между колонками DxC, мм | 114х426 |
| — расстояние между верхней и нижней плитой, мм | 170 |
| — ход верхней плиты, мм | 12…15 |
| Привод | пневматический |
| Расход сжатого воздуха, л/цикл | 55 |
| Давление сжатого воздуха, атм |
8 |
| Установленная мощность, кВт | 3,5 |
| Электропитание |
380В |
| Габариты линии (LxBxH), мм | 7500х1500х1500 |
| Масса, кг | 2000 |
Изготовление линии с гидравлическим приводом – по отдельному запросу.
1. Линия полностью автоматизирована – от рабочих требуется только периодически устанавливать бухту с штрипсой в размотчик.
2. Нами разработан простой и технологичный комплект оснастки – оснастка выполняется разборной, что удешевляет и упрощает ее замену, в случае необходимости.
3. Универсальность – конструкция линии позволяет устанавливать штампы для вырубки подвеса поперек или вдоль штрипсы.
4. Возможность применения дешевого исходного материала (по цене металлолома) – линия разработана с учетом возможности применения в качестве исходного материала рулонной обрези (узкая штрипса — отход производства, остается после подрезки ленты в размер на предприятиях-производителях профилей), что существенно удешевляет себестоимость конечного продукта.
5. Прессовой блок обеспечивает щадящий режим работы технологической оснастки

6. Линия является технологически ”чистой” – низкий уровень шума, при эксплуатации не требуется применения масел.
7. Экономичность энергозатрат – например, при работе кривошипного пресса, электродвигатель не отключается после выполнения рабочего хода и постоянно крутит маховик, потребляя при этом электроэнергию. При эксплуатации линии нашего производства, происходит следующее – компрессор создает давление в ресивере (накопителе сжатого воздуха) и при достижении верхнего уровня давления двигатель компрессора автоматически отключается и включается только после понижения давления до 6 атмосфер (нижнего уровня давления). Этот промежуток времени, подключенная к компрессору линия работает, используя накопленное в ресивере давление воздуха, не потребляя электроэнергию для работы пресса.
8. Простое и надежное исполнение силовых блоков – обеспечивает многолетнюю эффективную работу без выполнения ремонтных мероприятий.
| |||||
| |||||
| |||||
| |||||
 ua✔
ua✔
Комплект документации пресс-формы штампа для производства прямого подвеса ПП 60х27
Пресс-форма для прямого подвеса/GP2018-00. cdw
cdw
Пресс-форма для прямого подвеса/GP2018-01.cdw
Пресс-форма для прямого подвеса/GP2018-02.cdw
Пресс-форма для прямого подвеса/GP2018-03.cdw
Пресс-форма для прямого подвеса/GP2018-04.cdw
Пресс-форма для прямого подвеса/GP2018-05.cdw
Пресс-форма для прямого подвеса/GP2018-06.cdw
Пресс-форма для прямого подвеса/GP2018-07.cdw
Пресс-форма для прямого подвеса/GP2018-08. cdw
cdw
Пресс-форма для прямого подвеса/GP2018-09.cdw
Пресс-форма для прямого подвеса/GP2018-10.cdw
Пресс-форма для прямого подвеса/GP2018-11.cdw
Пресс-форма для прямого подвеса/GP2018-12.cdw
Пресс-форма для прямого подвеса/GP2018-13.cdw
Пресс-форма для прямого подвеса/GP2018-14.cdw
Пресс-форма для прямого подвеса/GP2018-15.cdw
Пресс-форма для прямого подвеса/GP2018-16. cdw
cdw
Пресс-форма для прямого подвеса/GP2018-17.cdw
Пресс-форма для прямого подвеса/GP2018-18.cdw
Пресс-форма для прямого подвеса/GP2018-19.cdw
Пресс-форма для прямого подвеса/GP2018-20.cdw
Пресс-форма для прямого подвеса/GP2018-21.cdw
Пресс-форма для прямого подвеса/GP2018-22.cdw
Пресс-форма для прямого подвеса/GP2018-23.cdw
Пресс-форма для прямого подвеса/GP2018-24. cdw
cdw
Пресс-форма для прямого подвеса/GP2018-25.cdw
Пресс-форма для прямого подвеса/GP2018-26.cdw
Пресс-форма для прямого подвеса/GP2018-27.cdw
Пресс-форма для прямого подвеса/GP2018-28.cdw
Пресс-форма для прямого подвеса/GP2018-29.cdw
Пресс-форма для прямого подвеса/GP2018-30.cdw
Пресс-форма для прямого подвеса/GP2018-31.cdw
Пресс-форма для прямого подвеса/GP2018-32. cdw
cdw
Пресс-форма для прямого подвеса/GP2018-33.cdw
Пресс-форма для прямого подвеса/GP2018-34.cdw
Пресс-форма для прямого подвеса/GP2018-35.cdw
Пресс-форма для прямого подвеса/GP2018-36.cdw
Пресс-форма для прямого подвеса/GP2018-37.cdw
Пресс-форма для прямого подвеса/GP2018-38.cdw
Пресс-форма для прямого подвеса/GP2018-39.cdw
Пресс-форма для прямого подвеса/GP2018-40. cdw
cdw
Пресс-форма для прямого подвеса/GP2018-41.cdw
Пресс-форма для прямого подвеса/GP2018-спец1.cdw
Пресс-форма для прямого подвеса/GP2018-специф2.cdw
Пресс-форма для прямого подвеса/GP2018-специф3.cdw
Пресс-форма для прямого подвеса/Прямой подвес.cdw
Пресс-форма для прямого подвеса
Изготовление подвесов из картона, печать европодвесов для товаров в москве недорого
Пакеты с европодвесом хорошо знакомы всем потребителям вне зависимости от их возраста, статуса, профессиональной принадлежности, интересов, хобби и образа жизни. Европодвесы стали очень удобным способом упаковки мелких изделий, изделий россыпью и штучных изделий. Такая упаковка используются для вертикальной выкладки товара, а также для его удобной транспортировки и хранения.
Европодвесы стали очень удобным способом упаковки мелких изделий, изделий россыпью и штучных изделий. Такая упаковка используются для вертикальной выкладки товара, а также для его удобной транспортировки и хранения.
Современная, удобная и презентабельная упаковка с европодвесом (еврослотом) встречается нам в супермаркетах, аптеках, магазинах хозяйственных товаров, одежды, аксессуаров и тем более в гипермаркетах, она как правило используется для текстиля, полиграфической продукции, хозтоваров, бижутерии, канцелярских принадлежностей, пищевой продукции (конфеты) и многого другого.
Конструкция пакетов с европодвесом достаточно проста: изделия упаковываются в небольшой полиэтиленовый пакет, а сверху крепится картонный европодвес, на поверхность которого нанесена графическая и текстовая информация и вырублено специальное отверстие (слот) для развешивания продукции на выставочных стендах в магазине.
Размеры и плотность материала для картонных крепежей
При производстве европодвесов может быть использована стандартная размерная сетка как для размеров упаковки, так и для размеров отверстий для размещения европодвеса на рекламном стенде. Мы также изготавливаем крепеж по индивидуальным параметрам заказчика, исходя из размера пакета с продукцией, а диаметр отверстия для подвеса подбирается в соответствии с размерами демонстрационного оборудования.
Мы также изготавливаем крепеж по индивидуальным параметрам заказчика, исходя из размера пакета с продукцией, а диаметр отверстия для подвеса подбирается в соответствии с размерами демонстрационного оборудования.
В зависимости от массы упаковываемого изделия, для производства европодвесов может использоваться картон различной плотности:
- 200 и более г/м2 — для мелких и лёгких изделий;
- 320 и более г/м2 — для более крупных и тяжёлых изделий из металла.
Материал для изготовления европодвесов
Материал для производства картонного подвеса подбирается в зависимости от типа, количества, веса и статуса продукции, которую помещают в упаковку с европодвесом, например, для сантехнических изделий, крепежа (шурупов, винтиков), каких-то мелких деталей берется более дешевый односторонний макулатурный картон.
А если крепежи предназначены для более деликатной продукции, например, тексиля (чулочно-носочная, белье), товаров для детей, игрушек, можно взять более качественный мелованный двусторонний картон. Для увеличения прочности крепежа и придания эстетичного вида упаковки европодвесы могут быть покрыты глянцевой или матовой ламинацией.
Для увеличения прочности крепежа и придания эстетичного вида упаковки европодвесы могут быть покрыты глянцевой или матовой ламинацией.
Если подвес печатается для элитной продукции, например, бижутерия, аксессуары, и ему необходимо придать премиальный вид, используется более плотный картон, а уже отпечатанная продукция проходит серьёзную послепечатную отделку: выборочный УФ-лак, сделать тиснение фольгой или конгрев. Такой крепеж будет более дорогим, но он на 100% будет соответствовать помещаемой в упаковку продукции.
Технология печати картонного крепежа
При выборе способа печати картонного крепежа мы предлагаем заказчику наиболее выгодную цену и минимальный срок производства при максимальном качестве, которое мы можем гарантировать. Сроки и стоимость печати зависят от выбора способа печати: офсетная или цифровая.
Цифровая печать малых тиражей производится быстрее, стоимость тиража растет почти пропорционально его объему, при этом при тиражах от 500 экземпляров офсетная печать становится более выгодной, чем цифровая, так как стоимость единицы продукции при офсетной печати снижается в несколько раз при росте объема тиража. Как правило, подвесы выпукаются большими тиражами и печатаются офсетным способом, так как рассчитаны на большие партии продукции. Все детали относительно порядка и стоимости производства европодвесов методом офсетной печати и сроках оперативной печати картонного крепежа в Москве Вы можете узнать у наших менеджеров.
Как правило, подвесы выпукаются большими тиражами и печатаются офсетным способом, так как рассчитаны на большие партии продукции. Все детали относительно порядка и стоимости производства европодвесов методом офсетной печати и сроках оперативной печати картонного крепежа в Москве Вы можете узнать у наших менеджеров.
Мы надеемся, что сможем полностью и оперативно проинформировать Вас обо всех нюансах производства картонного крепежа и выполнить быструю и качественную печать по самой лучшей цене!
Наши возможности
Полиграфическая компания Люкс-Принт оказывает полный цикл услуг по изготовлению полноцветного картонного крепежа с европодвесом. Мы предлагаем услуги цифровой печати небольших тиражей, офсетной печати для крупных тиражей в самые короткие сроки на картоне различной плотности. В качестве дополнительной обработки мы предлагаем глянцевый выборочный УФ-лак, сделать тиснение фольгой или конгрев.
Максимально полную информацию относительно стоимости и сроков изготовления Вашего тиража подвесов для товаров и картонного крепежа вы можете получить у наших менеджеров по телефону +7(499) 409-54-31 или электронной почте info@luxe-press. ru. Мы обязательно подберем для вас предложение по самой приемлемой цене.
ru. Мы обязательно подберем для вас предложение по самой приемлемой цене.
Вам также может быть интересно:
Услуги
Риггинг — конструкции для подвеса света звука и декораций
Мы предлагаем надежные конструкции для подвеса света, звука и декораций из оборудования Layher (стенки, П-образные конструкции) и Prolyte (фермы, граунд-лифтовые системы). При создании проекта мы учитываем конкретные нужды клиента и особенности площадки — мы ставим как грандиозные стенки для видеоэкранов и декораций на городские праздники, так и компактные системы для теле- и видео-производства, позволяющие быстро менять декорации и освещение. Размеры и конфигурации конструкций могут быть различными, но в одном наши клиенты могут быть уверены — при проектировании используются детальные инженерные расчеты, гарантирующие надежность подвеса и устойчивость сооружения.
Универсальным решением для преобразования пространства мероприятия являются цепные лебедки. Они позволяют подвешивать различный груз, например: фермы для монтажа светового оборудования, светодиодные и проекционные экраны, звуковое оборудование, различные декоративные элементы.
Цепные электрические лебедки
- Prolyte Prolyft
- Chain Master
- Грузоподъемность: до 1т.
- Класс безопасности: BGV-C1
Стенки для подвеса шоу-оборудования
Система Layher Allround позволяет возводить стенки практически любой высоты и любой длины, что позволяет полностью учесть все пожелания заказчика и разместить все необходимое оборудование в соответствии с художественным замыслом и соблюдением норм безопасности.
Стенка для подвеса светодиодного экрана
- Ширина: 12 м
- Высота: 8 м
- Монтаж: 5 часов
- Демонтаж: 3 часа
Подвес автомобилей
Подвес автомобилей является нетривиальной задачей в рамках подготовки и проведения массовых мероприятий. Компания StagePro имеет собственное оборудование класса BGV-C1, которое позволяет подвешивать груз в движении над людьми с соблюдением всех норм безопасности.
Компания StagePro имеет собственное оборудование класса BGV-C1, которое позволяет подвешивать груз в движении над людьми с соблюдением всех норм безопасности.
Mercedes-Benz в воздухе
- Количество лебедок: 4 шт.
- Грузоподъемность: до 4т.
- Класс безопасности: BGV-C1
Подвес тканей, декораций
Для создания уникальной атмосферы и выполнения всех художественных замыслов — мероприятию, вне зависимости от масштабов, требуется уникальное оформление и декорации. А любой качественный декор требует под собой надежной основы, которую и создает StagePro.
Подвес декораций на алюминиевых фермах
- Возможны любые конфигурации
Проблемы оборудования и ингредиентов с фармацевтическими суспензиями
Авторы:
Анджела Холли, директор по развитию бизнеса; WDPrx — Woodfield Pharmaceutical, LLC
Роберт А. Фальконер, главный консультант; Falcon Pharma LLC
Фальконер, главный консультант; Falcon Pharma LLC
Фармацевтические суспензии появились, по крайней мере, со времени написания Ветхого Завета, когда пророк Исаия рекомендовал намазывать «кусок инжира» на кипение царя Езекии.
Возможно, это был один из первых случаев, когда проблемы, связанные с изготовлением подвесок, стали очевидными. Возможно, монарх осознал, что семена, мякоть и кожица плода не наносились равномерно на пораженный участок.
За годы, прошедшие между лечением царя Езекии около 700 г. до н.э. и до сегодняшнего дня, сохранились многие фундаментальные аналитические факторы тестирования, влияющие на качество ингредиентов суспензий. В отличие от библейских времен, современные производители суспензий должны также решать дополнительные вопросы, касающиеся производственного оборудования, а также соображения, относящиеся к расширению масштабов от партий НИОКР до коммерческого производства.
ИНГРЕДИЕНТНЫЕ ЗАДАЧИ
Гравитация — враг эффективного производства подвесок. Качественные суспензии должны преодолевать влияние силы тяжести за счет смешивания физических и химических свойств наполнителей для создания равномерного распределения по всему продукту.
Качественные суспензии должны преодолевать влияние силы тяжести за счет смешивания физических и химических свойств наполнителей для создания равномерного распределения по всему продукту.
СВОЙСТВА И КВАЛИФИКАЦИЯ
Физические свойства API в суспензии, например размер и морфология частиц, являются ключевыми факторами, влияющими на успешное масштабирование от испытательной среды до массового производства.Квалификация поставщика API должна включать сертификаты анализа для нескольких партий, которые демонстрируют постоянное соответствие четко определенным спецификациям.
Помимо химических характеристик активности, примесей и т.п., физические свойства, которые должны контролироваться для API, включают распределение частиц по размерам и визуальное описание морфологии частиц, такое как цвет и описание микроскопической аморфной или кристаллической структуры. Способность состава создавать надлежащую суспензию зависит от этих критериев.
Например, большая часть мелких частиц может снизить скорость осаждения, однако, если существует широкий диапазон размеров между этими мелкими частицами и более крупными частицами, это может отрицательно повлиять на равномерное распределение API в суспензии.
МАСШТАБИРОВАНИЕ
Успешные мелкомасштабные результаты исследований партий фармацевтических суспензий являются предварительным этапом, необходимым для производства коммерческих объемов. Спецификации размера и формы частиц, вязкости продукта, плотности, соотношения между активными и неактивными ингредиентами, макро- и микроскопических свойств должны воспроизводиться в гораздо большем масштабе, чтобы гарантировать терапевтическую эффективность.
ПРОБЛЕМЫ ОБОРУДОВАНИЯ
Многие вещи меняются при переходе от оборудования, используемого для тестовых партий, к промышленному производству суспензий. (Фото любезно предоставлено WDPrx)
Переменные обработки, которые успешно контролируются при переходе от небольшого лабораторного масштаба НИОКР (несколько литров) к «пилотному» масштабу (десятки литров), могут стать сложными для контроля в полном масштабе коммерческого производства ( от сотен до более тысячи литров), если не уделяется должного внимания проверке правильности типа, калибровке и контролю промышленного производственного оборудования.
Единый вкус и внешний вид еды в разных местах хорошо организованного франчайзингового ресторана быстрого питания достигается с использованием одного и того же оборудования с одинаковыми техническими характеристиками, установленного в каждом месте. Требуется обширное и постоянное обучение, чтобы гарантировать, что технология приготовления бургеров передается правильно и дает стабильные результаты.
Передача технологий и увеличение масштабов приостановки включает в себя более многочисленные переменные и повышенную степень неопределенности по сравнению с другими стратегиями промышленного дублирования.Эти переменные включают различия в человеческих ресурсах (опыте), а также инженерные вопросы управления процессами и настройками оборудования, заменой деталей, очисткой и обслуживанием оборудования. Например, не все «гомогенизаторы» или мокрые мельницы работают одинаково или имеют одинаковые элементы управления.
ПРОИЗВОДСТВЕННЫЙ ПРОЦЕСС
Передача технологий и масштабирование суспензий включает в себя более многочисленные переменные и повышенную степень неопределенности по сравнению с другими стратегиями промышленного дублирования. (Фото любезно предоставлено WDPrx)
(Фото любезно предоставлено WDPrx)
Успешное коммерческое производство суспензий требует подробной информации, позволяющей точно воспроизвести лекарство. Отдел исследований и разработок, который произвел тестовые партии, должен предоставить инструкции о том, как воспроизвести успешные результаты с использованием определенных типов оборудования, включая правильные настройки скорости, времени и внутреннего механического контроля.
Методы, использовавшиеся в прошлом, такие как эмпирические эксперименты проб и ошибок для воспроизведения результатов, больше не подходят, поскольку они не позволяют систематически оценивать все существенные источники отклонений, которые могут привести к несоответствию спецификациям, гарантирующим безопасность, прочность, качество и чистоту .Подробный отчет о разработке продукта (PDR) снижает риск, указывая, где находятся потенциальные переменные, и заранее разрабатывая формулировку и процесс, чтобы исключить «режимы отказа» и гарантировать, что процедуры масштабирования работают эффективно.
ГОМОГЕНИЗАЦИЯ
Гоночные машины Формулы-1 построены в соответствии с одними и теми же строгими стандартами, но финишируют в разное время. Причина, по которой одинаковые машины дают разные результаты, связана с человеческими и механическими факторами, которые различаются между разными гоночными командами.Аналогичная динамика существует в передаче технологий и расширении масштабов при использовании различного оборудования в разных местах для производства одного и того же фармацевтического продукта. Уникальные производственные проблемы для суспензий еще больше усложняют процесс.
Одной из незаменимых частей оборудования при производстве суспензий является гомогенизатор. Иногда перед окончательной гомогенизацией включают промежуточный этап измельчения. Таким образом, нерастворимый API равномерно диспергируется по всей жидкой фазе с неактивными ингредиентами во время гомогенизации.
При гомогенизации суспензия перекачивается под высоким давлением, при этом частицы диспергируются по всей жидкости. Гомогенизация под высоким давлением дает более стабильный продукт за счет оптимизации смеси API / наполнителя, тем самым повышая стабильность продукта и препятствуя осаждению диспергированных ингредиентов.
Гомогенизация под высоким давлением дает более стабильный продукт за счет оптимизации смеси API / наполнителя, тем самым повышая стабильность продукта и препятствуя осаждению диспергированных ингредиентов.
РАЗЛИЧИЯ ОБРАБОТКИ ОБОРУДОВАНИЯ
Процесс гомогенизации необходим для производства качественных суспензий, однако разные марки и модели гомогенизирующего оборудования, а также процессы, которые они используют для выполнения своей задачи, сильно различаются.
Например, поточные гомогенизаторы могут сократить время и повысить качество суспензий по сравнению с периодическим смешиванием в резервуаре, обеспечивая непрерывный производственный процесс, упрощая очистку оборудования и сводя к минимуму несоответствия между партиями.
Переход от создания тестовых партий в лаборатории с гомогенизаторами малой емкости к крупномасштабным промышленным гомогенизаторам требует точной настройки параметров оборудования различных марок для достижения желаемых результатов.
Правильная калибровка скорости и времени должна быть сбалансирована для получения одинаковых результатов для разных типов машин.Результаты могут быть неочевидными. Установка скорости на «2» для одной машины может не соответствовать такой же настройке на другой части оборудования или даже более старой модели того же оборудования. Время — еще один фактор, который необходимо регулировать при использовании разных машин.
Часто требуется несколько инженерных партий, чтобы гарантировать, что крупномасштабный процесс соответствует успеху мелкомасштабных результатов. Суспензии особенно чувствительны к изменениям скорости оборудования, времени и температуры обработки для получения желаемой дисперсии активного ингредиента в среде наполнителя.
ПРОБЛЕМЫ СМЕШИВАНИЯ
Настройки времени и скорости между разными машинами для точного совпадения результатов между тестовыми партиями и промышленным производством дополнительно осложняются проблемами, связанными с физическим смешиванием ингредиентов суспензии.
Факторы, влияющие на смешивание твердых частиц в суспензии, включают размер, форму, плотность, пористость, объем и текучесть частиц. Процесс смешивания может изменить характеристики частицы активного ингредиента таким образом, что это может привести к выходу продукта из строя.
Например, смешение со сдвигом включает движение частиц с использованием силы сдвига, когда ингредиенты движутся через металлические пластины, роторы и компоненты прядения. Физическое соотношение между внутренними компонентами гомогенизатора должно быть точно отрегулировано, чтобы дублировать результаты тестовых образцов партии.
Бывают случаи, когда процесс гомогенизации для производства суспензий в промышленных масштабах необходимо выполнять несколько раз. Этот процесс, называемый цикличностью, вступает в игру, когда первоначальная гомогенизация приводит к частичному диспергированию.Цикл инициирует дополнительную гомогенизацию до тех пор, пока суспензия не достигнет необходимого уровня дисперсии.
Циклический или зацикленный процесс добавляет компонент риска к успешному масштабированию суспензий, поскольку чрезмерная обработка может изменить размер, форму или вязкость основных частиц, снижая эффективность и приводя к поломке. Четко определенный процесс гомогенизации может потребовать быстрого отбора проб в реальном времени и тестирования в процессе, когда обратная связь по результатам фактически определяет, сколько «циклов» через гомогенизатор необходимо для достижения конечной точки процесса относительно спецификаций для размера частиц. или вязкость.
МАСШТАБИРОВАНИЕ ОБОРУДОВАНИЯ
Многие вещи меняются при переходе от оборудования, используемого для создания успешных тестовых партий в лаборатории, к коммерческому производству. Для правильного перехода от мелкосерийного оборудования к крупномасштабному необходимо преодолеть множество проблем. Необходимо тщательно отрегулировать настройку, чтобы отразить тип используемого оборудования, технические характеристики, настройки времени, скорости и другие проблемы смешивания.
Этот процесс усложняется во время производства суспензий, потому что активный ингредиент должен быть равномерно диспергирован в больших производственных резервуарах, а также в каждой первичной упаковке для обеспечения эффективного терапевтического эффекта.После успешного производства объемной суспензии необходимо контролировать время, температуру и метод непрерывного перемешивания с низким усилием сдвига в процессе наполнения бутылок, чтобы гарантировать однородность партии.
АНАЛИТИЧЕСКИЕ МЕТОДЫ
Принципы QbD должны быть реализованы для правильной передачи технологии оборудования и аналитических инструкций для производства суспензий. (Фото любезно предоставлено WDPrx)
«Если вы не можете измерить это хорошо, вы не сможете хорошо это измерить».Аналитические компоненты Отчета о разработке продукта содержат важные указания относительно правильных материалов и методов, необходимых для лабораторных бригад по контролю качества и микробиологии для достижения надежных, воспроизводимых и приемлемых результатов. Отчет о разработке продукта определяет правильные критерии приемлемости для методов, с помощью которых следует проводить испытания QC. Успешная проверка аналитических методов, которые были переданы между объектами или между компаниями, имеет решающее значение для коммерческого производства.
Отчет о разработке продукта определяет правильные критерии приемлемости для методов, с помощью которых следует проводить испытания QC. Успешная проверка аналитических методов, которые были переданы между объектами или между компаниями, имеет решающее значение для коммерческого производства.
СТАБИЛЬНОСТЬ
Суспензии содержат нерастворимые частицы, распределенные в жидкости. Состав неактивных ингредиентов для эффективного диспергирования активного ингредиента с однородными результатами в течение срока годности продукта зависит от размера / морфологии частиц, вязкости, реологии и химии поверхности API. Например, в большинстве случаев увеличение вязкости суспензии снижает скорость седиментации. На стабильность также влияет электростатический заряд между частицами API и суспендирующей средой, который может улучшить равномерное распределение API в суспензии, если вспомогательные вещества правильно выбраны и надлежащим образом смешаны.
Макроскопический и микроскопический профиль API в составе должен дублироваться между тестовыми и производственными партиями. Результаты должны быть выровнены в сухом, предварительно смешанном состоянии, а также во влажной смешанной суспензии. Свойства ресуспендируемости состава в течение срока годности также должны быть оценены, чтобы гарантировать, что конечный пользователь может получить надежную дозу после разумного количества встряхивания бутылки перед использованием.
Результаты должны быть выровнены в сухом, предварительно смешанном состоянии, а также во влажной смешанной суспензии. Свойства ресуспендируемости состава в течение срока годности также должны быть оценены, чтобы гарантировать, что конечный пользователь может получить надежную дозу после разумного количества встряхивания бутылки перед использованием.
ТРЕБОВАНИЯ К УСПЕШНОЙ ТЕХНИЧЕСКОЙ ПЕРЕДАЧЕ
Процесс перехода от партий НИОКР к коммерческому производству требует передачи информации, оптимизированной с помощью подробного отчета о разработке продукта с использованием подхода «Качество при проектировании» (QbD).Качество по дизайну — это научный подход к разработке и производству рецептур с использованием принципов cGMP для выявления рисков, слабых мест и спецификаций для увеличения масштабов производства.
FDA требует соблюдения принципов QbD для получения разрешения на коммерциализацию. Неполный отчет о разработке продукта QbD может привести к безуспешным усилиям по расширению масштабов, потере времени и ресурсов или даже к отказу в одобрении FDA.
Центральным элементом подхода QbD является определение критических параметров процесса (CPP) и критических атрибутов качества (CQA).Критические параметры процесса обращаются к производственным переменным, которые необходимо контролировать для успешного коммерческого производства. CQA обращаются к окончательным требуемым химическим и физическим качествам, которые должны быть достигнуты, как измерено утвержденными аналитическими методами контроля качества.
КОРПОРАТИВНАЯ КУЛЬТУРА
Успешное масштабирование суспензий зависит от регулярного взаимодействия между разработчиками и коммерческими учеными. (Фото любезно предоставлено WDPrx)
При проверке ингредиентов для успешной передачи технологий и расширения масштабов корпоративная культура часто не учитывается.Способность отдельных команд из разных организаций понимать друг друга и хорошо работать вместе значительно упрощает потенциальные проблемы. Языковой барьер — одна из очевидных культурных проблем, которая может сорвать масштабный проект. Более тонкие культурные области включают регулярный рабочий день, иерархию принятия решений и личные качества, которые различаются у сотрудников разных компаний.
Более тонкие культурные области включают регулярный рабочий день, иерархию принятия решений и личные качества, которые различаются у сотрудников разных компаний.
Командная интеграция особенно важна для успешного масштабирования приостановок. Дополнительные проблемы, связанные с производством суспензий, требуют тесной координации между организацией, разрабатывающей рецептуру, и партнером, производящим коммерческие количества, который может запрашивать одобрение FDA для готового продукта.
Непредвиденные задержки произошли, когда компания, пытающаяся производить коммерческие количества суспензии, не воспроизводит результаты, которые были успешно получены в меньшем масштабе организацией R + D. Когда проблема проверяется по неадекватному отчету о разработке продукта, документ может не идентифицировать риск, который мог вызвать сбой.
Часто причина проблемы кроется в плохих каналах связи между двумя организациями.Хотя открытые линии связи не так важны, как спецификации оборудования или ингредиентов, регулярное взаимодействие между учеными-разработчиками и коммерческими специалистами имеет жизненно важное значение для решения потенциальных проблем в области качества, регулирования и производства, которые могут повлиять на сроки производства.
ЗАКЛЮЧЕНИЕ
Крупномасштабное производство лекарств из небольших тестовых партий сопряжено с проблемами ингредиентов и оборудования, чтобы гарантировать обещанную терапевтическую ценность и безопасность пациентов в пределах стоимости.
Немногие составы создают столько же проблем, как производство суспензий, где активное сухое вещество должно быть равномерно диспергировано в жидкости в соответствии с точными спецификациями.
Критические параметры процесса (CPP) и критические атрибуты качества (CQA), включенные в исчерпывающий отчет о разработке продукта в соответствии с рекомендациями по качеству проектирования (QbD), определяют факторы риска и решения для производственных и аналитических препятствий, создаваемых свойствами и квалификацией ингредиентов, масштабом. вверх, проблемы с оборудованием, различия в технологическом оборудовании, проблемы смешивания, аналитические методы, стабильность и успешный технический перенос.
Иногда забываемые или преуменьшаемые научными приоритетами, интеграция команды и совместимость корпоративной культуры между НИОКР и коммерческими операциями также являются важными факторами, определяющими успешное масштабирование суспензий до промышленного производства.
За дополнительной информацией обращайтесь к Ларри Хотцу, WDPrx (561) 998-3885 x304 или [email protected]
Производство приостановлено: что означает остановка конвейера по сборке автомобилей
Производство легковых и грузовых автомобилей по всему миру остановлено.За исключением Китая, где заводы возобновили производство после длительной остановки в феврале, вызванной новым коронавирусом (COVID-19), автопроизводители остановили почти все сборочные линии, при этом ожидается, что большинство остановок продлится как минимум две недели.
По мере того, как автомобильная промышленность пытается понять последствия этого беспрецедентного закрытия в масштабах отрасли, руководители предприятий сталкиваются с неуверенностью в том, как долго прослужит подвеска, какое влияние она окажет на глобальную цепочку поставок автомобилей и как ее решить. перезапустите, как только пандемия закончится.
перезапустите, как только пандемия закончится.
Заводы были вынуждены закрыться по ряду причин, от падения спроса и нарушения цепочки поставок до благополучия заводских рабочих. В некоторых случаях национальные меры реагирования на вспышку коронавируса не позволяли работникам и руководству выезжать на работу через национальные границы. А в то время, когда белым воротничкам приказывали работать из дома, вряд ли можно было ожидать, что фабричные рабочие будут приходить и работать на фабрике во время пандемии. Тем не менее за этими внеплановыми остановками скрываются гораздо более серьезные проблемы.
На автозаводе нет двухпозиционного переключателя
Автосборочные заводы редко работают круглый год; линии останавливаются на Рождество и летом на плановые простои, а праздничные дни используются для обслуживания и модернизации оборудования. Однако такие остановки и сопутствующие работы планируются заранее и тщательно согласовываются со всеми этапами цепочки поставок, логистики готовых автомобилей и розничной торговли.
Длительная остановка работы по всему миру, конечно, будет гораздо более разрушительной, чем обычный двухнедельный летний перерыв
У всех заводов есть протоколы управления кризисными ситуациями, и хотя закрытие произошло относительно внезапно, «мы все еще говорим о контролируемых остановах, и будут стандартные рабочие процедуры (СОП), как это делается», — отмечает Джонатан Стори, директор отдела автомобильных отчетов. .
Однако заказы на то, чтобы оставаться дома, исключили возможность проведения работ по техническому обслуживанию, и несколько существующих СОП по приостановке производства написаны для долгосрочной приостановки в масштабах компании и отрасли; нынешняя ситуация, вероятно, будет гораздо больше, чем просто экстремальная летняя остановка, которой не видно конца.
«Большинство автомобильных заводов сосредоточены на сборочных операциях, производящих не намного больше, чем штамповка и некоторое литье под давлением», — отмечает Ян Генри, директор консалтинговой компании AutoAnalysis для автомобильной промышленности, «что делает, возможно, менее трудной задачей, чем перезапуск производства. .Однако он добавляет: «Гидравлическое оборудование потребует технического обслуживания, и те участки цепочки поставок, где присутствует сильная жара, столкнутся с трудностями, например, сталелитейные и литейные заводы. Поставщики стали, вероятно, воспользуются возможностью увеличить запасы перед неизбежным всплеском после перезапуска ».
.Однако он добавляет: «Гидравлическое оборудование потребует технического обслуживания, и те участки цепочки поставок, где присутствует сильная жара, столкнутся с трудностями, например, сталелитейные и литейные заводы. Поставщики стали, вероятно, воспользуются возможностью увеличить запасы перед неизбежным всплеском после перезапуска ».
Стоимость остановки производства
Помимо практических аспектов приостановки производства автомобилей, есть цена. В статье в The Hill, Карла Байло, президент и главный исполнительный директор Центра автомобильных исследований и вице-президент CAR Кристин Дзичек предположила, что стоимость недельного приостановления производства в США может составить ежегодные убытки в размере 94 400 человек. рабочие места, 7 долларов США.3 млрд. Общих доходов и 2 млрд. Долларов США в виде меньших государственных налоговых поступлений от подоходного налога с физических лиц и других платежей. Продолжительный период остановки — чего Трамп ясно дал понять, что он старается избежать — может обойтись очень дорого, пишут они: «Если отрасль остановится на шесть недель, по оценкам CAR, последствия будут более чем 566 600 рабочих мест, США. 43,7 млрд долларов общей прибыли и почти 12 млрд долларов государственных доходов ».
43,7 млрд долларов общей прибыли и почти 12 млрд долларов государственных доходов ».
Из Моторного городка в Медицинский городок?
Стремясь поддерживать фабрики в рабочем состоянии, автопроизводители изучают альтернативное производство, в частности, медицинское оборудование, такое как маски, вентиляторы и даже дезинфицирующее средство для рук, чтобы помочь в борьбе с коронавирусом.Автопроизводители, которые, как сообщается, сбиты с толку предложением Трампа о том, что он разрешил им начать производство аппаратов ИВЛ и другого остро необходимого медицинского оборудования, тем не менее готовы принять вызов. GM начала изучать возможность создания вентиляторов для Ventec Life Systems Inc. на одном из заводов по производству компонентов. Сообщается, что автопроизводитель обеспечил линии поставок почти всех деталей, необходимых для производства вентиляторов, со своей существующей базы поставок, поскольку он готовит производство вентиляторов «Project V» в Индиане.Были замечены изображения конструкции вентилятора, в котором используются детали автомобилей Ford; FCA начала производство масок для лица, стремясь поставлять 1 миллион масок в месяц для распространения по всей Северной Америке, «в дополнение к поддержке, которую мы оказываем для увеличения производства аппаратов ИВЛ», — отметил генеральный директор FCA Майк Мэнли.
Если отрасль остановится на шесть недель, по оценкам CAR, это повлечет за собой создание более 566 600 рабочих мест, 43,7 млрд долларов США общих доходов и почти 12 млрд долларов США государственных доходов
Еще неизвестно, насколько глубоко автопроизводители могут быть вовлечены в производство медицинского оборудования.Большинство автомобильных заводов в лучшем случае плохо приспособлены для производства тщательно регулируемого стерильного медицинского оборудования, хотя у автопроизводителей определенно есть масштаб и технические возможности для производства деталей для такого оборудования.
Впереди могут быть проблемы
Для возобновления производства автомобилей все должно быть на своих местах, что требует наличия достаточного количества деталей и материалов. С тысячами запчастей в автомобиле решающим фактором может стать пропущенная доставка одного небольшого компонента.«Это лежит в основе производства в мире, где все происходит точно в срок», — отмечает Эндрю Бергбаум, управляющий директор AlixPartners, подчеркивая, что приостановка производства — это больше, чем просто остановка линии. «Автопроизводителям необходимо решить, сколько складских запасов оставить, чтобы снова начать работу. А если поставка уже находится в пути от удаленного поставщика, она прибудет независимо от того, хочет этого автопроизводитель или нет, и этот поставщик будет рассчитывать на оплату ».
«Автопроизводителям необходимо решить, сколько складских запасов оставить, чтобы снова начать работу. А если поставка уже находится в пути от удаленного поставщика, она прибудет независимо от того, хочет этого автопроизводитель или нет, и этот поставщик будет рассчитывать на оплату ».
Среди проблем, стоящих перед отраслью, будет угроза меньшим поставщикам, являющимся неотъемлемой частью цепочки поставок.В самом деле, возможно, самый большой риск заключается в том, что мелкие поставщики разорятся и не смогут возобновить свою деятельность. Также нет гарантии, что все звенья цепочки поставок могут перезапуститься одновременно с достаточным запасом и качеством. «Длительная остановка производства, конечно, будет гораздо более разрушительной, чем обычный двухнедельный летний перерыв», — добавляет Стори.
Цепочка поставок зависит от малых предприятий, которых длительная остановка может полностью уничтожить. Примерно в 75 процентах предприятий-поставщиков автомобилей работает менее 100 человек
Многим поставщикам может потребоваться помощь, чтобы нарастить производство с желаемой скоростью автопроизводителя и даже остаться платежеспособным после длительного простоя, отмечают Байло и Дзичек из CAR. «Цепочка поставок зависит от малых предприятий, которые в результате длительного простоя могут полностью уничтожить. Примерно в 75 процентах предприятий поставщиков автомобилей работает менее 100 сотрудников, и этим фирмам, как и всем малым предприятиям в Соединенных Штатах, понадобится помощь с ликвидностью, чтобы оставаться на плаву ».
«Цепочка поставок зависит от малых предприятий, которые в результате длительного простоя могут полностью уничтожить. Примерно в 75 процентах предприятий поставщиков автомобилей работает менее 100 сотрудников, и этим фирмам, как и всем малым предприятиям в Соединенных Штатах, понадобится помощь с ликвидностью, чтобы оставаться на плаву ».
Выживание сильнейших
Тщательное управление денежными средствами и ликвидностью будет иметь решающее значение, говорит Шон О’Флинн, управляющий директор AlixPartners, и компаниям следует иметь доступ ко всем предлагаемым пакетам экстренной помощи и помощи.Компании должны делать все и вся, чтобы обеспечить свое выживание, подчеркивает Бергбаум, чтобы не допустить банкротств, которые можно было предотвратить.
Добавьте к этому тот факт, что поставщики производят детали для множества производителей, у каждого из которых свои требования, что увеличивает возможности поставщиков и продлевает сбои в цепочке поставок даже после возобновления производства. Более того, многие из этих поставщиков не занимаются автомобильной промышленностью.
Более того, многие из этих поставщиков не занимаются автомобильной промышленностью.
«Чем дальше вы смотрите по цепочке поставок, тем глубже вы вникаете в первичные материалы», — говорит О’Флинн.«Компании уровня 2 и 3, вероятно, поставляют продукцию в другие отрасли, а также автомобильную промышленность. Возможно, этот поставщик не остановился, но у него больше нет клиентов из автомобильной промышленности, а это означает, что его завод работает с теми же операционными расходами, но с меньшим денежным потоком ». В краткосрочной перспективе разрыв в спросе может быть восполнен за счет увеличения объемов в других секторах; Поставщики алюминиевого листового металла, например, могут в краткосрочной перспективе переключить производство с автомобильного листа на лист для напитков, сообщил в этой публикации вице-президент ведущей компании по производству металлической упаковки для напитков.Однако это далеко не долгосрочная бизнес-стратегия.
Автомобильная промышленность устойчива, но перезапуск потребует денежных средств и ликвидности.
Автомобильные компании знают, как это сделать, но для этого потребуется тщательное управление
 Автомобильные компании знают, как это сделать, но для этого потребуется тщательное управление
Автомобильные компании знают, как это сделать, но для этого потребуется тщательное управлениеПри необходимости автопроизводители найдут альтернативных поставщиков, но многие цепочки поставок очень чувствительны. Тот факт, что FCA несколько недель назад готовился к сбою в цепочке поставок и остановке производства в Европе в результате приостановки производства в Китае, подчеркивает уязвимость глобальных цепочек поставок.Линии поставок JIT требуют тщательной координации между всеми звеньями цепочки поставок; Если какое-либо звено цепи станет жертвой кризиса, подобного этому, это может иметь серьезные последствия.
Ничего, если не упругий
Ford, GM и FCA «в настоящее время хорошо снабжены товарными запасами, и по мере того, как все больше стран движется к выполнению заказов на размещение на месте, продажи автомобилей неизбежно будут снижаться», — отмечает Джессика Колдуэлл, исполнительный директор Edmunds Insights. «Более серьезная проблема заключается в том, что, как только страна переживет самый тяжелый период пандемии, автопроизводители должны будут быть готовы к быстрому возобновлению работы, чтобы извлечь выгоду из волны отложенного потребительского спроса. ”
”
Для этого, отмечает Бергбаум, все звенья цепочки поставок должны быть в рабочем состоянии, когда пандемия закончится. «Автомобильная промышленность очень устойчива, — говорит он, — но перезапуск потребует денежных средств и ликвидности. Автомобильные компании знают, как это сделать, но это потребует тщательного управления ».
Подвеска Kobelco для производства экскаваторов в США повлияет на более 100 рабочих мест
Показано первое устройство, которое сошло с производственного цеха на заводе по производству экскаваторов в Спартанбурге в 2016 году.
Решение Kobelco Construction Machinery Co. Ltd. (KCM) в середине февраля о временной приостановке производства гидравлических экскаваторов в Северной Америке с 1 мая затронет не менее 100 сотрудников на производстве Kobelco Construction Machinery USA Inc. (KCMU). объект в округе Спартанбург, Южная Каролина. Компания объявила, что временно остановит производство на заводе в Мур, Южная Каролина, из-за задержки с получением сертификата EPA на выбросы 2021 года своим поставщиком двигателей, Hino Motors, Ltd.
Согласно Channel 7 News (WSPA.com), KCMU присутствует в округе Спартанбург в течение пяти лет, и за это время его продажи резко выросли; в 2020 году она произвела 600 моделей экскаваторов. На предприятии работает около 160 сотрудников, и более двух третей столкнутся с увольнениями, если в ближайшем будущем не будет получено одобрение EPA.
17 февраля KCM объявила о приостановке производства экскаваторов для Северной Америки после того, как ее поставщик двигателей, Hino Motors, Ltd.из-за задержки сертификации выбросов EPA для двигателей J05E, J08E, P11C и E13C 2021 модельного года, «без четкого прогноза относительно графика поставок в будущем». После уведомления о задержке компания KCM пришла к выводу, что производство гидравлических экскаваторов, оснащенных соответствующими двигателями, будет затруднительным, и решила временно приостановить производство на заводе в Спартанбурге.
Затронуто семь моделей гидравлических экскаваторов, произведенных и отгруженных с завода: SK170LC, SK210LC, SK260LC, SK300LC, SK350LC, SK390LC и SK500LC.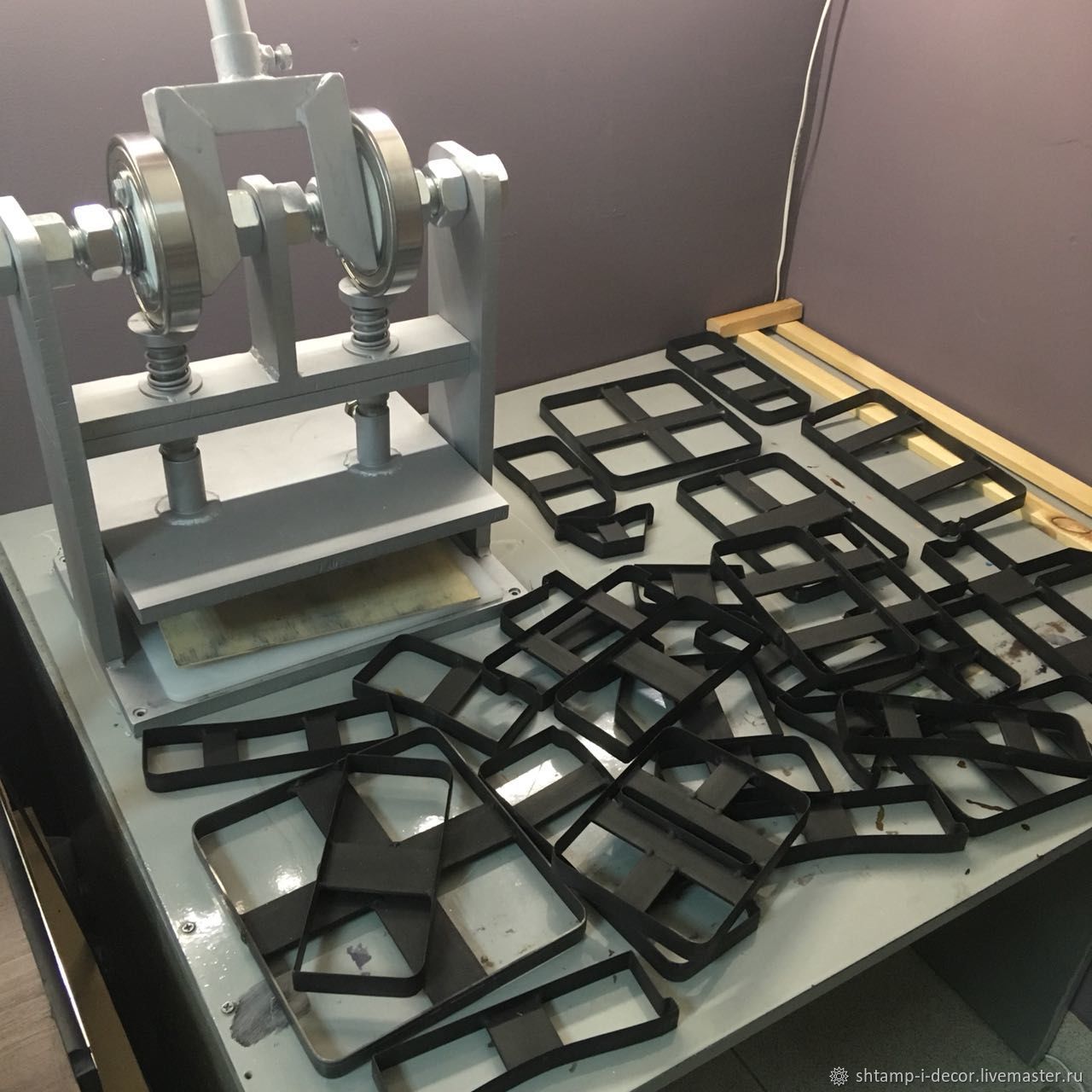 Двигатели, проходящие сертификацию, также используются в шести моделях, изготовленных в Японии и поставляемых в Северную Америку. К ним относятся SK210HLC, SK230SRLC, SK270SRLC, SK380SRLC, SK500LC и SK850LC. Также затронуты четыре модели гусеничных кранов, производимых на заводе KCM в Окубо: CK850G, CK1100G, CK1200G, CK1600G и CK2750G.
Двигатели, проходящие сертификацию, также используются в шести моделях, изготовленных в Японии и поставляемых в Северную Америку. К ним относятся SK210HLC, SK230SRLC, SK270SRLC, SK380SRLC, SK500LC и SK850LC. Также затронуты четыре модели гусеничных кранов, производимых на заводе KCM в Окубо: CK850G, CK1100G, CK1200G, CK1600G и CK2750G.
Производство на заводе в Спартанбурге будет остановлено до возобновления поставок двигателей в неопределенную дату. KCM планирует продолжить продажи моделей, не подверженных влиянию подвески, включая различные мини-экскаваторы, экскаваторы класса 7–13 тонн и гусеничный кран CK3300G, а также послепродажное обслуживание уже поставленных машин.Кроме того, компания рассматривает возможность установки альтернативного двигателя во время перебоев в поставках.
Совет графства Спартанбург планирует проводить ярмарки вакансий для сотрудников, пострадавших в результате остановки производства, по мере необходимости.
Поставщик двигателей Hino Motors сталкивается с множеством проблем в результате задержки сертификации EPA для новых моделей двигателей. Hino, подразделение по производству тяжелых грузовиков Toyota Motor Co., также объявило о «официальной паузе» в производстве грузовиков в Северной Америке на заседании совета директоров 23 декабря 2020 года, сославшись на «проблемы» в обязательном порядке.S. Процесс сертификационных испытаний двигателей для дизельных двигателей A09C, J08E и J05E нового модельного года для североамериканских моделей грузовиков. Ожидается, что производство будет приостановлено до октября 2021 года.
Hino, подразделение по производству тяжелых грузовиков Toyota Motor Co., также объявило о «официальной паузе» в производстве грузовиков в Северной Америке на заседании совета директоров 23 декабря 2020 года, сославшись на «проблемы» в обязательном порядке.S. Процесс сертификационных испытаний двигателей для дизельных двигателей A09C, J08E и J05E нового модельного года для североамериканских моделей грузовиков. Ожидается, что производство будет приостановлено до октября 2021 года.
Приостановка производства на заводе экскаваторов в США | Новости
17 февраля 2021 г.
Kobelco Construction Machinery Co., Ltd.
Токио, 17 февраля 2021 г. — Компания Kobelco Construction Machinery Co., Ltd. (или KCM) решила временно приостановить производство гидравлических экскаваторов на заводе U.S. завод дочерней компании Kobelco Construction Machinery U.S.A. Inc. (или KCMU) в округе Спартанбург, Южная Каролина, США, с 1 мая 2021 г.
В середине января 2021 года компания Hino Motors, Ltd. нам сообщила, что произошла задержка с получением сертификата на двигатели нового модельного года * 1 , которые будут поставляться для гидравлических экскаваторов KCMU для рынка Северной Америки. , из-за проблемы в процессе получения сертификатов EPA по выбросам, без четкого прогноза относительно будущего графика поставок.
нам сообщила, что произошла задержка с получением сертификата на двигатели нового модельного года * 1 , которые будут поставляться для гидравлических экскаваторов KCMU для рынка Северной Америки. , из-за проблемы в процессе получения сертификатов EPA по выбросам, без четкого прогноза относительно будущего графика поставок.
После получения этого уведомления мы изучали влияние на производство и альтернативные решения, но мы пришли к выводу, что производство гидравлических экскаваторов, оснащенных соответствующими двигателями * 2 , будет затруднено, и решили приостановить производство на заводе KCMU в Спартанбурге. растение.
* 1 Двигатели должны соответствовать сертификатам EPA на выбросы загрязняющих веществ на 2021 год
* 2 Модели двигателей: J05E, J08E, P11C и E13C
Производство следующих 7 моделей гидравлических экскаваторов, которые производятся и отгружаются на заводе KCMU в Спартанбурге, будет приостановлено.Продажа гидравлических экскаваторов, оснащенных сертифицированными двигателями, будет приостановлена после того, как их запасы закончатся.
Модели произведены в США
- Гидравлические экскаваторы
- : SK170LC, SK210LC, SK260LC, SK300LC, SK350LC, SK390LC и SK500LC
Двигатели, которые проходят процесс сертификации, также используются в некоторых моделях, производимых в Японии и поставляемых на рынок Северной Америки, включая гидравлические экскаваторы (производимые на заводе KCM в Ицукаити) и гусеничные краны (производимые на заводе KCM в Окубо).Поэтому производство следующих моделей также должно быть временно приостановлено, когда нынешний запас сертифицированных двигателей иссякнет.
Модели, затронутые в Японии (для Северной Америки)
- Гидравлические экскаваторы
- : SK210HLC, SK230SRLC, SK270SRLC, SK380SRLC, SK500LC и SK850LC
- Краны гусеничные
- : CK850G, CK1100G, CK1200G, CK1600G и CK2750G
Мы приостановим производство на заводе KCMU в Спартанбурге с 1 мая 2021 года до возобновления поставок двигателей (дата не указана).
В настоящее время мы изучаем влияние приостановки производства и продаж на результаты нашей деятельности. Мы незамедлительно сообщим, если в будущем возникнут какие-либо вопросы, подлежащие раскрытию.
Во время приостановки производства мы продолжим бизнес в Северной Америке, включая продажи моделей, не подпадающих под эту подвеску (различные мини-экскаваторы, гидравлические экскаваторы класса 7 т / 13 т и гусеничный кран CK3300G) и после -услуги по продаже уже поставленных машин.Мы рассматриваем возможность установки альтернативного двигателя для моделей, пострадавших от перебоев в поставках. Мы стремимся решить эту проблему как можно скорее.
В 2020 финансовом году: около 1000 единиц (из которых около 600 произведены на заводе в Спартанбурге)
| Название компании | Kobelco Construction Machinery U.S.A. Inc. |
|---|---|
| Расположение | Штаб-квартира в Кэти, Техас, США Завод в США в округе Спартанбург, Южная Каролина, США |
| Представитель | Наото Сузуки |
| Держатель акций | Kobelco Construction Machinery Co.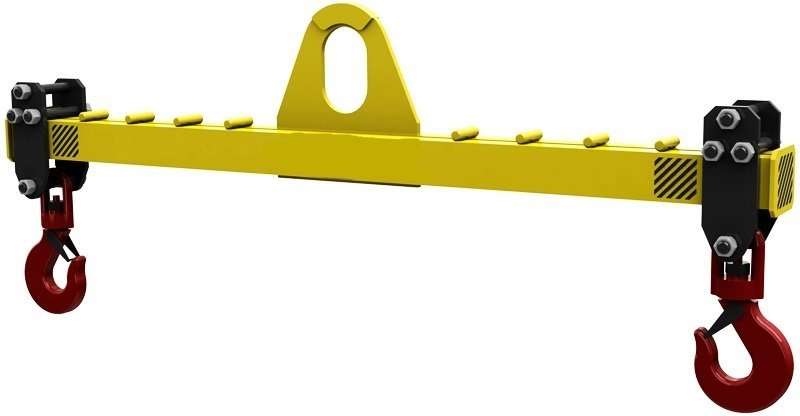 , ООО 100% , ООО 100% |
| Открыт в | Март 2016 |
| Деловые операции | Производство гидравлических экскаваторов Продажа и обслуживание строительной техники в Северной, Центральной и Южной Америке |
| Сотрудники | 251 (на конец января 2021 г.) |
| Площадь участка | Приблизительно 310 000 м² (76 акров) |
|---|---|
| Площадь застройки | <Завод> Приблизительно 14 500 м 2 (156 000 квадратных футов) <Офис> Около 1600 м² (17 000 квадратных футов) |
| Сотрудники | 141 (на конец января 2021 г.) |
* Информация, содержащаяся в данном документе, актуальна на дату этого объявления и может быть изменена без предварительного уведомления.
Производство твердых доз для перорального применения | CRB
Мокрая грануляция
Платформа и процесс, который включает комбинацию жидкостей и твердых веществ посредством движущей силы переменной интенсивности (обычно смешивание с высоким или низким сдвигом в грануляторе), обрабатывая порошки и создавая плотные гранулы, которые может быть сжатым или инкапсулированным.
Мокрая грануляция — это процесс соединения частиц порошка вместе для создания более крупной частицы, известной как гранула.Гранулы могут состоять из частиц, которые представляют собой либо одинаковые, либо разнородные материалы, в зависимости от ингредиентов препарата. В процессе влажной грануляции гранулы соединяют вместе с помощью раствора связующего, часто водного, который распыляется в процессе.
Два основных типа влажной грануляции — это высокий и низкий сдвиг.
В случае высокого усилия сдвига связующий раствор вводится в сухие частицы в сосуде, который имеет лопасти с приводом от двигателя или систему крыльчатки, которая создает взаимодействие с переменной интенсивностью (или высокой силой сдвига).Наиболее распространенным оборудованием для этого процесса является вертикальный или горизонтальный (верхний привод или нижний привод) гранулятор с большими сдвиговыми усилиями.
В случае низкого усилия сдвига связующий раствор вводится в сухие частицы в сосуде через конфигурацию распыления распылением, которая создает более мягкое (или низкое усилие сдвига) взаимодействие. Наиболее распространенным оборудованием для этого процесса является гранулятор с псевдоожиженным слоем.
Наиболее распространенным оборудованием для этого процесса является гранулятор с псевдоожиженным слоем.
Причины влажного гранулирования:
| Основные части оборудования для влажного гранулирования:
|
 ролл.
ролл.Фармацевтический производственный процесс — этапы, инструменты и соображения
Фармацевтическая промышленность является важным компонентом систем здравоохранения во всем мире.В его состав входят как государственные, так и частные организации, которые открывают, разрабатывают, производят и продают лекарства. Фармацевтическая промышленность основана в основном на научных исследованиях и разработке лекарств, которые предотвращают или лечат заболевания и расстройства. Современные научные и технологические достижения ускоряют открытие и распространение инновационных фармацевтических препаратов с улучшенной терапевтической активностью и меньшим количеством побочных эффектов. Молекулярные биологи, медицинские химики и фармацевты работают над улучшением преимуществ лекарств за счет повышения их эффективности и специфичности.
Молекулярные биологи, медицинские химики и фармацевты работают над улучшением преимуществ лекарств за счет повышения их эффективности и специфичности.
Производство лекарств — это процесс промышленного создания фармацевтических препаратов фармацевтическими компаниями. Способы изготовления лекарств можно разбить на серию единичных операций. Измельчение, гранулирование, нанесение покрытия и прессование таблеток — все это потенциальные части процесса.
Этапы фармацевтического производства
При непрерывном производстве сырье и энергия поступают в систему с постоянной скоростью, и в то же время достигается непрерывное извлечение конечных продуктов.Производительность процесса сильно зависит от стабильности расхода материала. Для непрерывных процессов на основе порошков важно последовательно и точно подавать порошки в последовательные процессы на линии, поскольку подача обычно является первым шагом в производстве. Питатели разработаны для обеспечения надежности работы, точности скорости подачи и минимальных перерывов в работе.
При фармацевтическом производстве широкий спектр неактивных ингредиентов может быть смешан с активным фармацевтическим ингредиентом или ингредиентами для создания конечной смеси, используемой для твердой лекарственной формы.Диапазон материалов, которые можно комбинировать, представляет собой множество переменных, которые необходимо учитывать. Эти переменные включают гранулометрический состав, форму частиц (сферы, стержни, кубы, пластины и т. Д.), Наличие влаги, свойства поверхности частиц, такие как шероховатость и когезию, а также свойства текучести порошка.
В процессе производства часто требуется измельчение для уменьшения среднего размера частиц порошка лекарственного средства. Для этого есть несколько причин, включая повышение гомогенности и однородности дозировки, а также увеличение растворимости лекарственного соединения.Иногда происходит повторное смешивание порошков с последующим измельчением для улучшения технологичности смесей.
Существует два основных типа гранулирования: влажное гранулирование и сухое гранулирование. Гранулирование можно рассматривать как противоположность помола. Мелкие частицы соединяются, образуя более крупные частицы, называемые гранулами. Гранулирование используется по нескольким причинам. Он предотвращает «расслоение» компонентов в смеси, создавая гранулы, которые содержат все ингредиенты в их требуемых пропорциях, что улучшает характеристики текучести порошков и увеличивает свойства уплотнения для образования таблеток.
Гранулирование можно рассматривать как противоположность помола. Мелкие частицы соединяются, образуя более крупные частицы, называемые гранулами. Гранулирование используется по нескольким причинам. Он предотвращает «расслоение» компонентов в смеси, создавая гранулы, которые содержат все ингредиенты в их требуемых пропорциях, что улучшает характеристики текучести порошков и увеличивает свойства уплотнения для образования таблеток.
Экструзия горячего расплава используется в фармацевтической обработке твердых пероральных доз для доставки лекарств с плохой растворимостью и биодоступностью. Было показано, что экструзия из горячего расплава диспергирует плохо растворимые лекарственные средства в полимерном носителе на молекулярном уровне. Процедура включает приложение тепла, давления и перемешивания для смешивания материалов и их «выдавливания» через головку инструмента. Двухшнековые экструдеры с высоким усилием сдвига одновременно смешивают материалы и измельчают частицы. Полученные частицы можно объединить и спрессовать в таблетки или заполнить капсулы.
Лаборатории могут использовать сухой лед для охлаждения лекарств для селективности реакции, но этот процесс охлаждения усложняется при использовании в промышленных масштабах. Стоимость охлаждения типичного реактора до этой температуры высока, а вязкость реагента может увеличиваться при понижении температуры, что затрудняет перемешивание. Это приводит к дополнительным расходам на более интенсивное перемешивание и более частую замену деталей или к негомогенной реакции.
Инструменты для фармацевтического производства
Фармацевтическая промышленность предъявляет точные требования и инструкции по производству.В результате оборудование для производства фармацевтической продукции должно соответствовать надлежащей производственной практике. Оборудование для фармацевтического производства включает в себя широкий спектр оборудования, например машины для наполнения капсул, системы рентгеновского контроля, пуансоны для таблеток и принадлежности для распылительной сушки.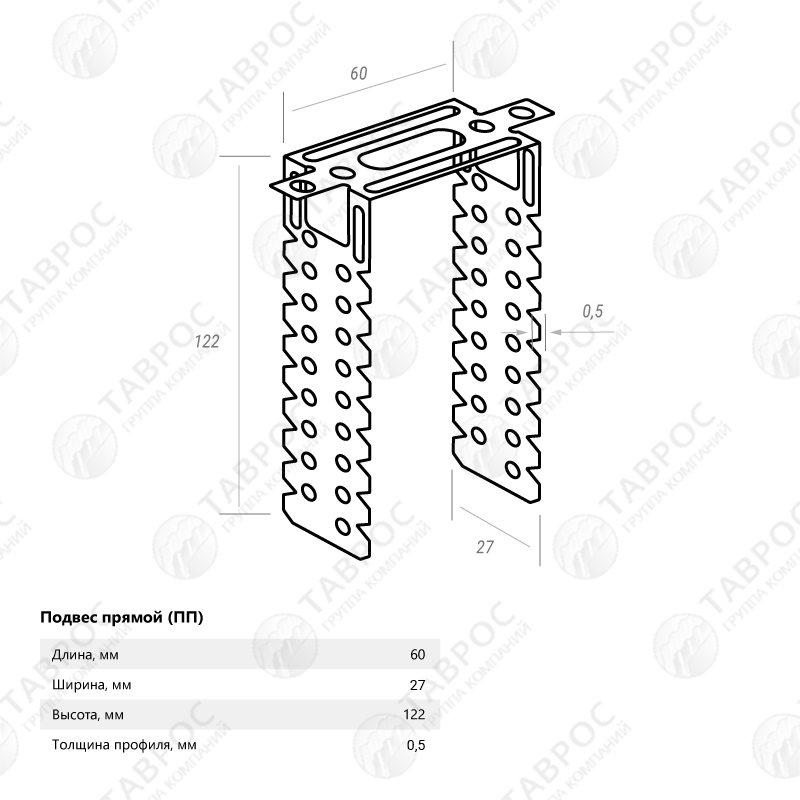 Почти каждый процесс можно автоматизировать, чтобы обеспечить точное производство и разработку рецептур. Результатом автоматизации является то, что на каждом этапе задействовано оборудование для фармацевтического производства.
Почти каждый процесс можно автоматизировать, чтобы обеспечить точное производство и разработку рецептур. Результатом автоматизации является то, что на каждом этапе задействовано оборудование для фармацевтического производства.
Твердые и жидкие ингредиенты смешиваются в процессе компаундирования для получения растворов, сиропов, суспензий, паст и мазей. Изолированное технологическое оборудование и системы транспортировки следует использовать при смешивании особо опасных материалов. Буферные агенты, моющие средства и антисептики могут быть опасны для рабочих. Промывание глаз и безопасный душ помогают минимизировать травмы при случайном контакте рабочих с едкими или раздражающими веществами. Из-за влажных поверхностей в зонах компаундирования рабочих необходимо защищать от поражения электрическим током, связанного с оборудованием и коммунальными службами.Ожоги и падения предотвращаются за счет установки теплоизоляции на горячие поверхности и поддержания сухости нескользящих полов. Оборудование для обеспечения безопасности не менее важно для процесса производства лекарств.
Оборудование для обеспечения безопасности не менее важно для процесса производства лекарств.
Соображения относительно фармацевтического производства
ОперацииSynthesis представляют множество опасностей для здоровья и безопасности рабочих. К ним относятся движущиеся части машин, оборудование и трубы под давлением, а также тяжелая ручная работа с материалами и оборудованием. Более потенциальными рисками являются пар, горячие жидкости, нагретые поверхности и горячая среда на рабочем месте.Замкнутые пространства, опасные источники энергии и высокий уровень шума могут быть опасными
Воздействие опасных химических веществ во время операций синтеза может привести к хроническому риску для здоровья рабочих. Химические вещества, оказывающие серьезное воздействие на здоровье, могут повредить глаза и кожу, вызвать разъедание или раздражение тканей тела или вызвать удушье или недостаток кислорода. Химические вещества с хроническими последствиями для здоровья могут вызвать рак или повредить печень, почки, легкие или другие системы органов при неправильном обращении. Внедрение соответствующих мер контроля (например, модификации процесса, инженерного контроля, административной практики, средств индивидуальной защиты и защиты органов дыхания) помогает ограничить опасность для здоровья и безопасности.
Внедрение соответствующих мер контроля (например, модификации процесса, инженерного контроля, административной практики, средств индивидуальной защиты и защиты органов дыхания) помогает ограничить опасность для здоровья и безопасности.
Реакции органического синтеза могут создавать значительные риски для безопасности технологического процесса из-за особо опасных материалов, пожара, взрыва или неконтролируемых химических реакций, влияющих на людей вокруг завода. Безопасность процесса может быть очень сложной задачей с органическим синтезом. Изучение динамики химических реакций, а также свойств особо опасных материалов способствует обеспечению безопасности. Также полезно обучение эксплуатационного и инженерного персонала готовности к чрезвычайным ситуациям и их действиям на предприятии и местном сообществе.Есть компании, которые специализируются на анализе опасностей процесса, чтобы снизить риски операций химического синтеза. При производстве фармацевтических препаратов необходимо принимать все меры предосторожности для обеспечения здоровья и безопасности работников.
Заключение
Эта статья представляет собой понимание фармацевтического производства. Для получения дополнительной информации о сопутствующих услугах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Прочие медицинские изделия
Больше от Chemicals
Приостановка производства мобильного оборудования для телекоммуникационного сектора Индии: KPMG
Перспективы 06 апреля 2020 г., 22:31 IST Приостановка производства мобильного оборудования ударит по телекоммуникационному сектору Индии: KPMG outlookindia.com 1970-01-01T05: 30: 00 + 0530 Нью-Дели, 6 апреля. (PTI) Ожидается, что приостановка производства мобильного и сетевого оборудования окажет значительное влияние на телекоммуникационный сектор Индии из-за пандемии Covid-19, согласно отчету KPMG, опубликованному в понедельник.
KPMG заявила, что крайний срок для обсуждения вопросов скорректированной валовой выручки следует отложить как минимум на квартал для поддержки телекоммуникационного сектора в долгосрочной перспективе.
Пандемия также повлияет на предлагаемый аукцион услуг 5G в стране.
Согласно отчету, кризис, вызванный Covid-19, окажет сильное влияние на цены на материалы, оборудование, доступность полосы пропускания, денежный поток и доступность сети.
«С точки зрения производства мобильных телефонов и сетевого оборудования глобальные сбои в цепочках поставок и приостановка производственных мощностей существенно повлияют на телекоммуникационный сектор Индии», — говорится в отчете KPMG о влиянии Covid-19 на индийскую экономику.
В нем говорится, что телекоммуникационные компании, как ожидается, будут предоставлять бесперебойные услуги.
«Covid-19 также может повлиять на долгожданные аукционы 5G, поскольку операторы сосредоточены на обслуживании текущего всплеска спроса и качестве услуг», — говорится в отчете.