Мини-оборудование для малого бизнеса | Технология и Бизнес
#Предпринимательство, #Малыйбизнес, #Маркетинг, #Продукты, #Ритейл
В данной статье рассмотрим небольшой список оборудования по различному производству. Его будет достаточно, чтобы начать свой бизнес и перейти на новый уровень с более крупной производительностью. Такое оборудование всегда можно продать, так как на него есть постоянный спрос.
Оборудование для производства конусной пиццы1. Производство конусной пиццы
Я уже публиковал статью о бизнесе на фастфуде – конусная пицца. Так вот с помощью данного оборудования можно начать свой небольшой бизнес, притом, что вам не придётся докупать ещё какие-либо доп. комплектующие.
Это оборудование настольное и малогабаритное. Производство от А до Я. В комплекте можно отказаться от витрины, так как можно сделать свою (под свой дизайн) или купить б/у в хорошем состоянии.
Цикл производства – выпекаете стаканчики из теста (конусы), затем заполняете их различной начинкой (сделайте ассортимент), и установите в жаровню. Три — пять минут и всё готово, отдаёте покупателю.
Три — пять минут и всё готово, отдаёте покупателю.
2. Выжимка масла из зерновых
Данным оборудованием вы можете выжимать дорогостоящее масло – льна, арахиса и различных ореховых, подсолнечника, облепиховое и т. д. Само оборудование настольное и не требует дополнительных комплектующих. Точнее, вытаскиваете аппарат из коробки, ставите на стол, включаете вилку в розетку 220Вт и начинаете работать.
На выходе получаете 100% натуральный продукт и сухой остаток, который также можно использовать в некотором производстве в зависимости от свойств остатка (ищите информацию в интернете).
Реализацию масла можно легко наладить из дома, благодаря интернету. Создайте страницу в социальных сетях, а лучше сделайте сайт-визитку, где распишите все свойства того или иного масла.
Аппарат по замесу козинаков3. Производство сладостей
Вы наверняка пробовали козинаки – это орехи или семечки в сахарной, медовой карамели. Так вот этот аппарат как раз делает такие лакомства. Наладить такое производство можно в небольшом помещении, а ингредиенты легкодоступные. Оборудование готово к производству.
Наладить такое производство можно в небольшом помещении, а ингредиенты легкодоступные. Оборудование готово к производству.
С подобным оборудованием можно смешивать различные ореховые смеси и организовать бизнес на биодобавках для правильного питания. Сейчас эта тема очень актуальна. Организуйте сайт-визитку, сделайте ассортимент именно по направлению здорового питания и делайте биоэнергетики для тех же спортсменов. А также можно делать биоэнергетики, повышающие иммунитет человека. На этой нише можно хорошо себя позиционировать.
Разработайте фирменный стиль упаковки. Такие продукты не являются быстро портящимися и поэтому не запрещены при отправке Почтой России.
Вертикальная печь для зажарки мяса4. Вертикальная печь для барбекю
Ну а в этом агрегате вы ничего не обычного не увидите. Все мы хоть раз его видели в соседней точке с шаурмой или хот-догами. Данный аппарат предназначен для быстрых кафе фастфуда.
На нём можно зажаривать курицу гриль, мясо, сосиски, шпикачки. Оборудование готово к работе прям из коробки. Подойдёт к существующему бизнесу как расширение.
Оборудование готово к работе прям из коробки. Подойдёт к существующему бизнесу как расширение.
5. Мини лазерная гравировка
Небольшой настольный гравёр, по характеристикам ближе к промышленным аналогам.
С каким материалом можно работать?
– органическое стекло, кожа, пластик, дерево, кристаллы, ткани, камни (галька). Не работает с металлами.
С таким недорогим оборудование легко наладить бизнес на дому. Аппарат готов к работе сразу из коробки.
* Можно наладить сувенирный и рекламный бизнес, к примеру: магниты, гравировка на камне, брелоки, подстаканники из тонкого дерева с рекламным логотипом (под определённого заказчика, к примеру: какая-либо пивная), узорные салфетки из ткани, именные керамические кружки, деревянные картины, именные разделочные доски, оригинальные пластиковые и деревянные визитки, таблички и указатели из пластика, задние крышки или чехлы телефонов.
16х1 Супер настольный набор мастера6. Настольный мини комплекс
Вот где раздолье для творческого человека, границ нет. Этот мини настольный комплекс несёт в себе токарный станок по дереву, по металлу (мягкие виды), шлифовщик, циркулярку, лобзик, сверлильный станок и т. д. И главное, полностью модифицированная конструкция, трансформер на столе. С таким оборудованием у мастера открываются больше возможностей для заработка.
Этот мини настольный комплекс несёт в себе токарный станок по дереву, по металлу (мягкие виды), шлифовщик, циркулярку, лобзик, сверлильный станок и т. д. И главное, полностью модифицированная конструкция, трансформер на столе. С таким оборудованием у мастера открываются больше возможностей для заработка.
Подписывайтесь на мой канал, делитесь в соц. сетях и ставьте пальцы вверх!
Бизнес в ГАРАЖЕ #01
Бизнес в ГАРАЖЕ #02
Бизнес в ГАРАЖЕ #03
Бизнес в ГАРАЖЕ #04
Бизнес в ГАРАЖЕ #05
3 бизнес-идеи мини-производства в гараже
Бизнес-идеи с минимальными вложения
358 нравится”
Источник: zen.yandex.ru РУССКИЙ БИЗНЕС
Понравилось? Сохраните себе на стену в соц.сетях или закладках
Кнопки социальных сетей чуть ниже…
Стружечный станок DS-6 mini — Станкофф.RU
С производительностью до 2 м/куб стружки в час (30 мешков)! Работает от розетки 220 В!
Дробилка горбыля,баланса и других древесных отходов с целью получения стружки — является прямой задачей станка CC-6 mini.
Главная особенность данного станка — работает от розетки в 220 В. Станок для производства опилок «СС-6 mini» имеет 1 вал и 2 ножа. Предназначен для потребителей,чей спрос не столь велик,чтобы покупать более производительные агрегаты для производства стружки.
Так же не занимает много места на производстве.
Часто свое решение в данном станке находят люди,которым нужна стружка для лошадей. Ведь древесная стружка для животных должна быть строго чистой и без пыли,чтобы обеспечить максимальный комфорт и здоровье.
Преимущества
Доступные запчасти на случай ремонта
Ножи, подшипники, ремни, редуктор ,шкивы полностью отечественного производства.Это значит,что в случае ремонта найти такие запчасти не составит труда в любом регионе России
Бесперебойная работа
Станки расчитаны для бесперебойной работы 24 часа в сутки
Неприхотливы к размерам сырья
Размер длины сырья для переработки может варьироваться от 50 см до 1 м
Регулировка фракции получаемой стружки
Размер получаемой стружки может изменяться в толщине от 0 до 3 мм,ширине и длине — подачей и оборотами двигателя
Упрощенная электрическая часть
Электрическая часть станков состоит из доступных автоматических переключателей.
 Это значит,что рядовой электрик разберется при возникновении проблем с электрической частью.
Это значит,что рядовой электрик разберется при возникновении проблем с электрической частью.Минимальная рабочая сила
Один человек справится одновременно с двумя работающими станками СС-6 или СС-6-2
Простая установка при первом запуске
Сборка станка после транспортировки занимает не более 2 часов
Минимальный расход электроэнергии
При цене 6 руб/кВт за 8 рабочих часов на практике расход электроэнергии составляет 200-250 руб за СС-6 и 600-900 руб за СС-6-2
 Это значит,что рядовой электрик разберется при возникновении проблем с электрической частью.
Это значит,что рядовой электрик разберется при возникновении проблем с электрической частью.Перерабатываемое сырье
Горбыль
Кругляк (баланс, фансырье, тонкомер)
Размеры получаемой стружки регулируются под ваши требования.
Мелкая фракция
Средняя фракция
Крупная фракция
| Технические характеристики стружечного станка СС-6 mini |
|||||||
| Производительность станка, м3/час(стружки) | до 2 | ||||||
| Количество валов, шт | 1 | ||||||
| Количество ножей, шт | 2 | ||||||
| Размеры ножей, мм | 250х30х3 | ||||||
| Регулировка получаемой стружки, мм | до 3 | ||||||
| Размеры обрабатываемой заготовки, м | до 0,6 | ||||||
| Высота подъема столов, мм | 3 | ||||||
| Габариты ящика ДхШхВ, м | 0,6х0,25х0,5 | ||||||
| Частота вращения вала, об/мин | 5500 | ||||||
| Мощность эл/дв вала, кВт | 2,4 (220В) | ||||||
| Мощность эл/дв редуктора, кВт | 1,1 — 1,5 (220В) | ||||||
| Общая мощность, кВт | 3,2 (220В) | ||||||
| Транспортерная лента | нет | ||||||
| Габариты станка ДхШхВ, м | 2,5х0,5х0,7 | ||||||
| Вес, кг | 500 | ||||||
Отзывы о Стружечном станке DS-6 mini
Пока нет отзывов на данный товар.
Оставить свой отзыв
Ваш отзыв поможет другим людям сделать выбор. Спасибо, что делитесь опытом!
В отзывах запрещено:
Использовать нецензурные выражения, оскорбления и угрозы;
Публиковать адреса, телефоны и ссылки содержащие прямую рекламу;
Писать отвлеченные от темы и бессмысленные комментарии.
Информация не касающаяся товара будет удалена.
В чем отличия мини-станков по металлу для производства от «домашних»
Промышленные толстяки
(Из книги Е. Васильева «Маленькие станки»)
Этот раздел рассказывает о маленьких станках, используемых в производстве и об их отличительных особенностях. Прежде всего — это долговечность, повышенная точность, способность длительно работать без перерыва.
Мой собственный опыт работы на производстве в основном проходил на больших станках.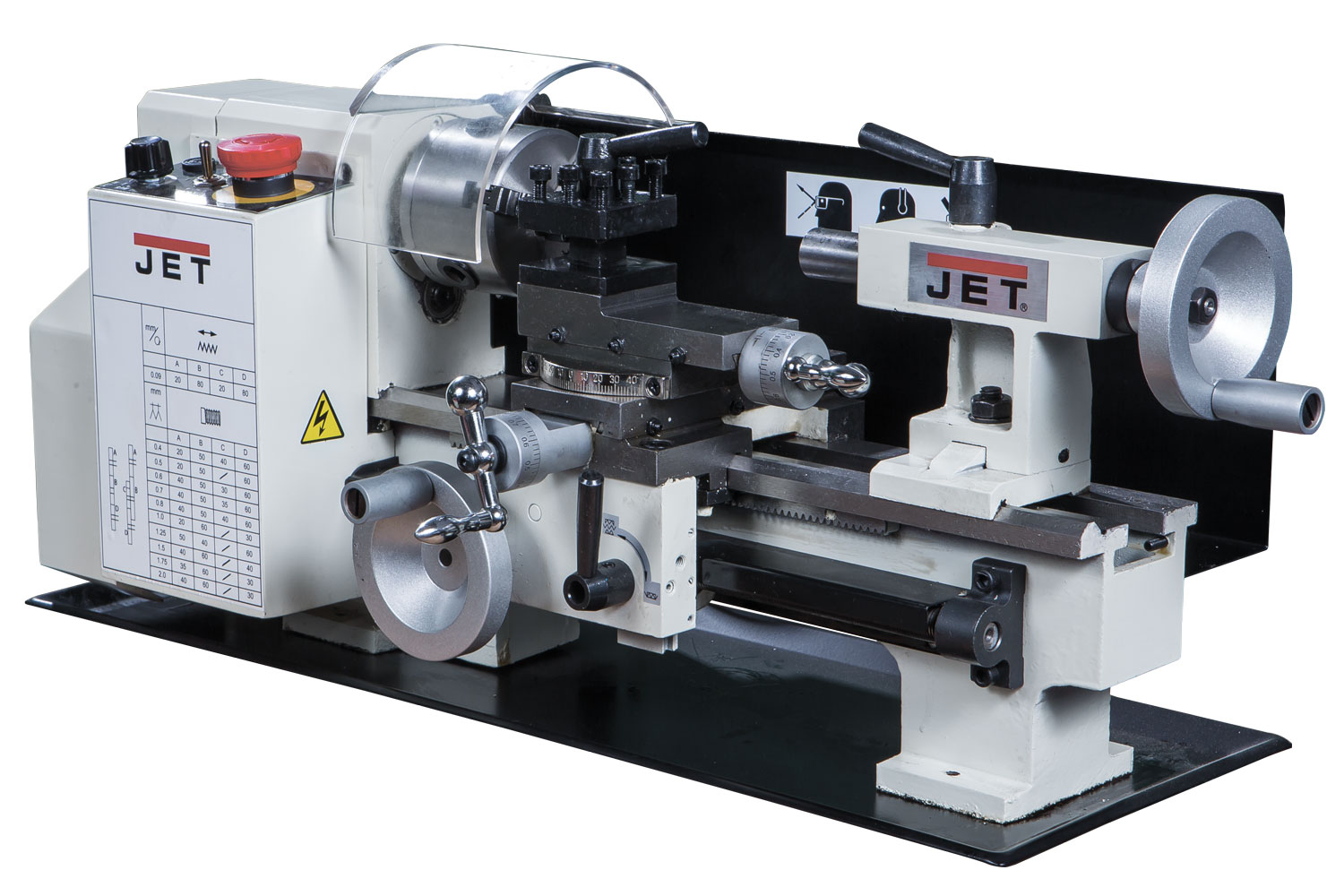 Типичный пример: координатно-расточной 2А622, весит 17 тонн, точность: овальность отверстия диаметром 300 мм — не более 25 микрон. Конусность отверстия (диаметром 300 мм) 20 микрон на длине 200 мм. С такой точностью станок работал в три смены. Годами. (Разумеется при регулярном техобслуживании и текущем ремонте). И при этом сделать два отверстия на расстоянии 1 метр с точностью 1 микрон между центрами на нём было невозможно. Даже сотку очень трудно. Две сотки — нормально. Если нужна была более высокая точность, этот станок уже приходилось ставить на какие-то очень специальные подушки (конструкцию не знаю), и помещать его в комнату с постоянно поддерживаемой температурой. Отсюда у меня и предвзятое представление о станках на производстве.
Типичный пример: координатно-расточной 2А622, весит 17 тонн, точность: овальность отверстия диаметром 300 мм — не более 25 микрон. Конусность отверстия (диаметром 300 мм) 20 микрон на длине 200 мм. С такой точностью станок работал в три смены. Годами. (Разумеется при регулярном техобслуживании и текущем ремонте). И при этом сделать два отверстия на расстоянии 1 метр с точностью 1 микрон между центрами на нём было невозможно. Даже сотку очень трудно. Две сотки — нормально. Если нужна была более высокая точность, этот станок уже приходилось ставить на какие-то очень специальные подушки (конструкцию не знаю), и помещать его в комнату с постоянно поддерживаемой температурой. Отсюда у меня и предвзятое представление о станках на производстве.
Сейчас многие производители станков называют свои изделия промышленными, профессиональными. Но зачастую это лишь рекламный трюк или не совсем добросовестное основание для повышения цены. Попробуем подробнее остановиться на отдельных свойствах настоящих производственных станков и покажем, чем же они отличаются от бытового класса.
Знаете, сколько должен служить часовой токарный станок? Он должен пережить, по меньшей мере, одного хозяина. Станок нужно регулярно смазывать, а каждые лет двадцать — красить… Остальные изделия, не удовлетворяющие этому условию, я не хочу относить к настоящим станкам.
Но что делать, если появился класс для хобби? Сейчас уже есть одноразовая посуда, пластмассовые вилки, такая продукция тоже нужна, в определённых случаях. Она стоит очень дёшево, и после однократного использования её не жалко выбросить.
Возможно, в скором времени появятся и одноразовые станки. Пластмассовые уже сейчас есть. Это я о тенденциях, которые коснулись различных новых товаров. И некоторые станочки — не исключение.
И ещё пример: хобби тоже разное бывает. Один раз в жизни работал электрорубанком — обрабатывал досочки для лоджии. То есть не эпизодически пользовался, а вообще только один раз. Много досочек. Включил рубанок рано утром. Выключил поздно вечером. Один перерыв, на обед. Успел всё сделать за один день. Рубанок брал у профи, которые в таком режиме на нём каждый день работают. А многие из станков, что сейчас продаются, работают 10 минут по пластмассе или дюрали — и 15 минут перекур, чтобы двигатель остыл. Иногда эти особенности не напрягают, иногда — совершенно невозможно такое терпеть. Зависит от ситуации.
Один раз в жизни работал электрорубанком — обрабатывал досочки для лоджии. То есть не эпизодически пользовался, а вообще только один раз. Много досочек. Включил рубанок рано утром. Выключил поздно вечером. Один перерыв, на обед. Успел всё сделать за один день. Рубанок брал у профи, которые в таком режиме на нём каждый день работают. А многие из станков, что сейчас продаются, работают 10 минут по пластмассе или дюрали — и 15 минут перекур, чтобы двигатель остыл. Иногда эти особенности не напрягают, иногда — совершенно невозможно такое терпеть. Зависит от ситуации.
Но когда мне предлагается пластмассовая ложка по цене нержавеющей, да ещё с присказкой, что мол, пластмассовая — это ещё и лучше, и прослужит дольше и вообще, это модно и сейчас такими все едят, мне это не нравится — вспоминаю и сказку про голого короля, и про мех «мексиканского тушкана».
Ещё попутно выскажу одно соображение по выбору станков для домашнего использования. На производстве, как правило, в наличии много разных станков, и для той или иной операции можно выбрать более подходящий. А вот дома, когда тот же токарный всего один, то на нём захочется (и придётся) изготавливать все детали, в которых возникнет необходимость. Ну разве я не попробую на маленьком станочке, который вроде бы подходит для моих маленьких потребностей, при необходимости выточить что-то большее, например какую-то железку для автомобиля? Конечно попробую, так как лучше уж на маленьком станке, чем никак. И конечно, такая попытка — жалкое зрелище. Поэтому станок побольше — это почти всегда хорошо. Другое дело, что не всегда есть куда его поставить.
А вот дома, когда тот же токарный всего один, то на нём захочется (и придётся) изготавливать все детали, в которых возникнет необходимость. Ну разве я не попробую на маленьком станочке, который вроде бы подходит для моих маленьких потребностей, при необходимости выточить что-то большее, например какую-то железку для автомобиля? Конечно попробую, так как лучше уж на маленьком станке, чем никак. И конечно, такая попытка — жалкое зрелище. Поэтому станок побольше — это почти всегда хорошо. Другое дело, что не всегда есть куда его поставить.
Буква «П» в конце обозначения станков — Повышенная точность, а буква «А» — особо высокая точность. Но для сильно б/у станков это только буквы в обозначении. Надо смотреть и проверять. Далее приведены некоторые небольшие производственные станочки.
16Т01П — Масса 30 кг. Размеры 580х410х310. Мощность 120 Вт.
Для тонких и точных работ в центрах, цанге, патроне и на планшайбе.
16Т02П — Масса 35 кг. Размеры 695х520х300. Мощность 270 Вт.
Размеры 695х520х300. Мощность 270 Вт.
Иногда устанавливался внутри передвижных военных мастерских в фургоне автомобиля.
На фото: 16Т02П
макс. скорость шпинделя 4000
мин. скорость шпинделя 400
Наибольшая длина обрабатываемой детали 250 мм
Наибольший диаметр детали обрабатываемой над суппортом 75 мм
Наибольший диаметр детали обрабатываемой над станиной 125 мм
16Т03П — Масса 560 кг. Размеры 1210х725х1190. Мощность 600 Вт.
макс. скорость шпинделя 4000
мин. скорость шпинделя 80
Наибольшая длина обрабатываемой детали 250 мм
Наибольший диаметр детали обрабатываемой над суппортом 90 мм
Наибольший диаметр детали обрабатываемой над станиной 160 мм
16Т04П — Масса 890кг, Размеры 1370х790х1310
Как видим, для дома 16Т01 и 16Т02 годятся, а 03 и 04 будут слишком большими.
Небольшие производственные станочки в советское время выпускались в Армении на Кировоканском заводе прецизионных станков.
Станок 1Д601 на фото (с сайта http://www.chipmaker.ru).
Вообще народ о Кировоканских станках отзывается плохо, ругает их. Но отмечает небольшой размер и иногда, «затейность» — применение некоторых необычных решений. В любом случае могу Вам рекомендовать тщательно смотреть эти станки перед покупкой, проверять, всё, что сможете, и, если есть возможность, покупать аналогичный станок другого завода.
Когда маленький станочек необходим на настоящем серийном производстве, он, оставаясь маленьким, весьма прилично прибавляет в весе, например как этот немецкий Rambold. Так выглядит станок промышленного класса. Поэтому, что бы Вам ни говорили о станках для, якобы, профессионального использования, не очень-то верьте, — если Вы смогли станок вручную приподнять — это станок для хобби, или для вспомогательных работ, для передвижной или домашней мастерской, для ремонтного или опытного участка, или для какого-то другого эпизодического использования. А настоящий производственный станок Вы не унесёте без погрузчика или крана. (Даже маленький, часовой).
А настоящий производственный станок Вы не унесёте без погрузчика или крана. (Даже маленький, часовой).
Но и это не предел — на фото: маленький часовой токарный станочек Boley-25 выпуска 1970 года.
Основная причина большой массы промышленных станков — необходимость высокой производительности. Такой станок должен уметь не просто выполнить какую-то операцию, но сделать это быстро. Значит, он должен выдерживать работу с повышенной глубиной и скоростью резания, на повышенных подачах. Такая работа сопровождается большими нагрузками и на станок, и на инструмент. Повышенные нагрузки чаще вызывают вибрацию станка, отсюда — тяжелая станина. Соответственно многие части даже маленького станка в производственном варианте будут выполнены крупнее. Например, крепление инструмента в станке хобби класса может быть выполнено с конусом Морзе No 1. А тех же размеров станочек на заводе будет иметь конусы Морзе даже не второго номера, а скорее третьего.
Более крупный инструмент и жёсткие режимы резания требуют более мощного двигателя. Такой двигатель чаще всего будет рассчитан на подключение к промышленной электросети с трёхфазным напряжением 380 Вольт. А всё бытовое электрооборудование подключается к бытовой электросети — одна фаза 220 Вольт. Так, зная только параметры электропитания, можно оборудование уже сразу разделить по назначению: для бытового использования, или для промышленного применения.
Кроме того, изделия производственного назначения могут выпускаться для различных узких областей применения, где требуется соблюдение дополнительных условий: например взрывобезопасное исполнение, или морское, или различные специальные приёмки: пятая, девятая. То есть если смотреть чуть поглубже, то спутать бытовое устройство с промышленным практически не реально.
Для примера посмотрим на промышленный Шаублин-70. Масса станка 300 с лишним кг.
Но даже к таким массивным механизмам надо относиться бережно. Если тот же Шаублин создавался для точения часовых бронзовых шестеренок/анкеров и стальных осей диаметром 2-3 мм, то он и будет точить их 20-30-50 лет. Если же использовать его для точения всего, что влезет в патрон — может и через 5 лет помереть.
Если тот же Шаублин создавался для точения часовых бронзовых шестеренок/анкеров и стальных осей диаметром 2-3 мм, то он и будет точить их 20-30-50 лет. Если же использовать его для точения всего, что влезет в патрон — может и через 5 лет помереть.
Массивная станина предназначена для гашения вибраций. Станок ведь не просто стоит на ней, он к ней жестко привинчен. Поставьте часовой станок с заявленной точностью 0,005 на лёгкую сварную раму и попробуйте этой точности добиться — ничего не получится.
Приведу один пример из швейной деятельности. Советские промстолы для швейных машин — кое-как склеенная из брусков плита и легкие ноги из П-образного профиля не дают возможности никакой машине работать в нормальном режиме. Хотя, вроде бы, какая там нужна точность, куда игла мимо отверстия может попасть? А вот проверено задолго до меня — и скорость нормальную не дашь — машина трястись начинает, и разлаживается быстрее. Поэтому крышки столов утолщали ДСП, и вообще меняли на самодельные из 3 слоев того же ДСП, и ноги меняли на страшненькие, сваренные из швеллера, но зато тяжелые. Та же разница между самими промышленными и бытовыми швейными машинами — бытовые есть и в тонкостенном алюминиевом корпусе, есть в пластмассовом. Но все до единой промышленные машины, даже самые маленькие, в чугунном корпусе. Хотя сейчас выбор пластмасс и легких сплавов огромен.
Поэтому крышки столов утолщали ДСП, и вообще меняли на самодельные из 3 слоев того же ДСП, и ноги меняли на страшненькие, сваренные из швеллера, но зато тяжелые. Та же разница между самими промышленными и бытовыми швейными машинами — бытовые есть и в тонкостенном алюминиевом корпусе, есть в пластмассовом. Но все до единой промышленные машины, даже самые маленькие, в чугунном корпусе. Хотя сейчас выбор пластмасс и легких сплавов огромен.
Аналогия между швейной машиной и маленьким станком вполне уместная — это изделия примерно одного размера, имеющие похожий электропривод и испытывающие похожие нагрузки при работе.
Но некоторые станки могут не быть производственными, оставаясь при этом, без сомнения, профессиональными. Например, Бержеон (Бергеон). Станок продается с двигателем в вариантах и на 110, и на 220 Вольт. На 380 варианта нет. Станок и двигатель привинчены на деревянную коробочку, покрытую сверху зелёной прочной пластмассой. Достаточно посмотреть на линейку выпускаемой продукции Бергеона, и бросается в глаза её предназначение в первую очередь для часовых ремонтных мастерских. То есть это очень высококлассное оборудование для службы быта, но не оборудование основного серийного производства. Часовой завод не покупает часовое масло в баночке объёмом 10 мл, а для небольшой мастерской это подходящее количество.
То есть это очень высококлассное оборудование для службы быта, но не оборудование основного серийного производства. Часовой завод не покупает часовое масло в баночке объёмом 10 мл, а для небольшой мастерской это подходящее количество.
Естественно, такой инструмент можно применить не только для ремонта, но и для опытного, для мелкосерийного производства. И весь вспомогательный инструмент у этой фирмы хорошо представлен — отвёрточки, щипчики, пинцетики. При этом никакого сомнения не вызывает, что Бергеон — в высшей степени профессиональный инструмент.
Промышленный — это одно, профессиональный — это другое. Профессиональный инструмент — это когда с помощью него получается прибыль (например, производство чего-то и получение за это денег), а непрофессиональный — убыль (например, хобби, то есть трата денег). Хотя многие фирмы выпускают и то, и другое. Различаются прежде всего, ресурсом, и, как следствие — ценой. Ну и возможностью непрерывной работы.
Оба выпускающихся сейчас токарных станка: Bergeon с круглой направляющей и второй, Bergeon 50 (побольше) продаются с двигателями и в разных вариантах. Но и без двигателей, конечно, их тоже можно купить.
Но и без двигателей, конечно, их тоже можно купить.
На фото: Бержеон в разных исполнениях.
Ещё один пример. Что такое профессиональный утюг и чем он отличается? Конечно, он не от трёхфазной сети работает, но отличие от бытового всё равно очень сильное и их не спутать. Профессиональный утюг (самый современный) имеет… деревянную ручку (удобнее всего — она не так греется при длительной работе). Он тяжелее, чтобы легче было его прижимать. И имеет отдельный бак для воды на несколько литров, с подачей воды в утюг шлангом, расположенным совместно с проводом питания. Понятно, зачем этому утюгу столько воды? При непрерывной работе он её за несколько часов выпивает. Но это не значит, что у профессионального кутюрье как раз такие утюги. Такие будут в прачечной и на швейной фабрике.
Промышленный или бытовой — это несколько другая плоскость. Например, мастер, устанавливающий металлопластиковые окна, будет работать профессиональным инструментом, но не промышленным, так как место работ — квартира, просто не имеет промышленной электрической сети, воздушной магистрали. А вот тот, кто эти окна изготавливает (производит), работает уже промышленным инструментом. Естественно, тоже профессиональным. А тот, кому эти окна домой поставили, имеет в шкафу набор инструмента, для эпизодической разнообразной работы. И этот инструмент, скорее всего, не предназначен для ежедневного длительного использования. Но прослужит ещё дольше всех остальных, так как достают его не часто. Потому не будем «путать тёплое с мягким» и поддаваться пропаганде одноразовых станков.
А вот тот, кто эти окна изготавливает (производит), работает уже промышленным инструментом. Естественно, тоже профессиональным. А тот, кому эти окна домой поставили, имеет в шкафу набор инструмента, для эпизодической разнообразной работы. И этот инструмент, скорее всего, не предназначен для ежедневного длительного использования. Но прослужит ещё дольше всех остальных, так как достают его не часто. Потому не будем «путать тёплое с мягким» и поддаваться пропаганде одноразовых станков.
И ещё одно отступление. Первоначально я не хотел подробно касаться темы качества и долговечности современного оборудования, но вопросы читателей потребовали этого.
Итак, подробнее остановлюсь на теме килограммов и долговечности и их взаимной связи. Дело это длилось давно и одинаково в течение многих лет и буквально до самого последнего времени. Но в самые последние несколько лет ситуация совершенно изменилась.
Я говорю о работе конструктора, в частности, машиностроителя. И пока только коснусь конструирования по-настоящему хороших, долговечных вещей.
Совсем давно, не очень давно, и даже относительно недавно, конструктор стремился заложить в изделие максимальный ресурс, прочность, долговечность. Делал он это не оттого, что был очень честным и хорошим человеком, а потому, что не очень хорошо мог конструировать. До изготовления изделия трудно было точно предположить, как будет происходить износ, где будут слабые места, какие возникнут вибрации, как скажется усталость материала, его старение, допуски на его состав и качество и тысяча прочих вещей, о которых представление можно было получить либо на эмпирическом опыте, заработанном ценой ошибок, либо сложными и не всегда удачными расчётами, которые раньше часто были конструктору просто недоступны в требуемом объёме. Поэтому конструктор если мог какой-то узел без особых затрат сделать потолще, попрочнее, покрепче, он его таким и делал, и дальше за работу этого узла уже был чуть-чуть спокойнее: сделано с запасом. В каких-то отдельных местах конструкции такой запас создавался легко, в каких-то трудно, а в каких-то — не создавался вовсе и это место в дальнейшем становилось слабым звеном всей конструкции. Слабое место могло возникнуть и по недосмотру конструктора, так как всего предусмотреть невозможно, или в силу конструктивных особенностей. Если о слабом месте было известно заранее, то при возможности оно выделялось в сменный расходный узел, например не может конструктор придумать подшипник так, чтобы его срок службы был как у станины — и подшипник делается сменным. Износился — заменили.
Слабое место могло возникнуть и по недосмотру конструктора, так как всего предусмотреть невозможно, или в силу конструктивных особенностей. Если о слабом месте было известно заранее, то при возможности оно выделялось в сменный расходный узел, например не может конструктор придумать подшипник так, чтобы его срок службы был как у станины — и подшипник делается сменным. Износился — заменили.
Такое положение дел в конструировании всякой всячины (не только станков и механизмов, а практически всех вещей) продолжалось долго и со временем у потребителя выработалось привычное понимание — чем больше, тем лучше. Раз тяжелее — значит, много мест сделаны с запасом, узких мест осталось меньше, проработает дольше и расходных узлов будет меньше. Именно поэтому до сих пор массивные механизмы внушают уважение, кажутся серьёзными, сделанными «на века». И это касается не только массы. Так же точно и с выбором материала — хорошо использовать сталь. Особенно хорошо легированную, да ещё и закалить. А если втулка скольжения — значит хорошая бронза, и т. д. Конечно, прочные материалы обычно более дорогие и их обработка сложнее. Но кто это учитывал, когда надо было треклятых империалистов догнать и перегнать любой ценой? А один из токарных станков советского времени даже так и назывался: ДиП (сокращение от «Догнать и Перегнать»).
д. Конечно, прочные материалы обычно более дорогие и их обработка сложнее. Но кто это учитывал, когда надо было треклятых империалистов догнать и перегнать любой ценой? А один из токарных станков советского времени даже так и назывался: ДиП (сокращение от «Догнать и Перегнать»).
И ещё о любви к старой технике. Иногда она, даже после решающего износа главной основной детали, имеет перспективу продления жизни. Так как многие детали были сделаны с запасом, то если удаётся восстановить главный износ (заменить, исправить), то изделие снова получает дополнительный ресурс — остальные то части ещё относительно целые. Заменили проржавевший кузов в автомобиле — а двигатель ещё побегает (это если кузов имел ресурс меньше двигателя).
Буквально всё поменял рынок и компьютеры. Насыщенный рынок заставлял конструктора значительно снижать цену, и при этом добавлять в изделие новые фишки. С высокой ценой изделие становилось неконкурентоспособно. А новые фишки нужны были для того, чтобы убедить покупателя изделие купить. Это сейчас хорошо видно тем, кто ещё способность видеть не потерял. Тесты доказали, что новый «Супер-пупер-мега-анти-прибамбатель» на 20% лучше прежнего. Плевать, что он вам не нужен. Плевать, что и старый хорошо работает. Купив новый на этой неделе, вы получите скидку, а если позвоните прямо сейчас, то получите ещё один такой же маленький в подарок и бесплатно видеокассету в придачу.
Это сейчас хорошо видно тем, кто ещё способность видеть не потерял. Тесты доказали, что новый «Супер-пупер-мега-анти-прибамбатель» на 20% лучше прежнего. Плевать, что он вам не нужен. Плевать, что и старый хорошо работает. Купив новый на этой неделе, вы получите скидку, а если позвоните прямо сейчас, то получите ещё один такой же маленький в подарок и бесплатно видеокассету в придачу.
Такая реклама работает повсеместно и эффективно, и именно она формирует спрос. Иначе уже давно всё бы остановилось, так как товаров произведено в мире уже гораздо больше, чем требуется людям. Но это разговор для другой темы, а здесь речь вообще-то про маленькие станки, если вы не забыли.
Так вот, вторая составляющая перемен последних лет — это компьютерные инструменты проектирования. Не секрет, что сегодня настольный компьютер имеет производительность, равную сумме компьютерных ресурсов всех развитых стран всего 20 лет назад. Все эти расчёты последствий ядерной зимы сегодня можно сделать на персональном компьютере за время обеденного перерыва. Ну и прочностные расчёты тоже можно сделать. Смоделировать износ, вибрации, найти слабые места и убрать излишние запасы и заменить неоправданно прочные материалы на более дешевые. Не знаю, кто это первый придумал. Возможно японцы. Но сейчас так проектируется всё. Такие программные комплексы типа Catya или что попроще (SolidWorks) применяются в машиностроении на всех этапах от первого эскиза до готового продукта. Тоже в электронике, чего-то макетировать, сидеть с паяльником и осциллографом — во многих случаях это стало уже не нужным этапом.
В швейном производстве — автоматическое проектирование и раскрой, в аэродинамике продувка в виртуальной компьютерной аэродинамической трубе заменила настоящую трубу и так далее.
Даже в таком деле, как вышивание крестиком, имеются программы, позволяющие взять фотографию, перевести на нужное количество цветов, подсчитать количество требуемых ниток по каждому цвету, распечатать карту вышивки и ещё до похода в магазин за нитками уже поглядеть на точный внешний вид будущёй готовой работы, построенной на экране компьютера с учётом неровностей ручной вышивки, рельефности стежка и особенностей освещения.
Что имеем в итоге — конструктор получил почти волшебный инструмент для создания своих продуктов, их испытания и всесторонней проверки. Естественно, зная, что всё изделие проработает 5 лет, совершенно излишне закладывать ресурс какой-то одной шестерёнки этого изделия, например, в 12 лет. Это лишняя цена и издержки, которые надо убрать. А инструмент это вполне позволяет сделать. Заменили шестерни на полистироловые — получили ресурс 2 года — плохо. Попробовали пластик получше (капролон) — получили 7 лет. Снова не угадали. Взяли что-то среднее — попали. И так с каждой деталькой. В итоге конструкция после современной выпечки имеет на всех местах именно те материалы, и в такой форме и количестве, чтобы в идеале прослужить весь свой срок службы без единой поломки, а на следующий день рассыпаться в прах.
Но это только в идеале. А в реальной жизни? В реальной жизни появились издержки такого научного подхода к проектированию. Если раньше, в изделии с общим ресурсом в 5 лет, умышленное или неумышленное снижение свойств одной детали (которая имела ресурс 12 лет) не приводило к каким-то последствиям, то сейчас снижение свойств одного элемента сразу тянет вниз всю конструкцию. И такое снижение свойств во многих случаях замечено. На глаз не сразу отличишь шестерёнку капролоновую от полистироловой, как не отличишь на глаз и эти же шестерни, выпускаемые ранее, например, из стали Ст.45 или стали Ст.10. Но в первом случае при замене на полистирол такая подмена будет фатальной, а во втором, при произвольной замене качественной стали на менее качественную, — останется без последствий, так как излишне заложенный запас такую подмену компенсирует. Поэтому сочетание проектирования высокой культуры с последующим производством «абы как» приводит к плачевным результатам.
Вот вид на гитару маленького китайца. Что ни говорите, но пластмассовые шестерни в этом узле почему-то совсем не внушают доверия. Зато недорого.
А если напротив, не только правильно сконструировать изделие, но и изготовить его на таком же высоком уровне, пластиковый узел прослужит ровно столько, сколько ему предназначено и не вызовет никаких проблем. Но и маслом его надо смазать именно тем, что было предусмотрено конструктором, а не тем, каким-то, что есть под рукой. То есть высокотехнологичное проектирование неразрывно связано не только с таким же изготовлением, но и с такой же культурной эксплуатацией.
Не верите — залейте бензин не той марки в современный автомобиль, где двигатель с турбонаддувом, и всё — капремонт, замена выгоревших клапанов и оплавившейся головки двигателя. Потому срезанные пластиковые шестерни на гитаре токарного станочка — это не всегда брак изготовителя или его злой умысел (полистирол вместо капролона). И, скорее всего, не проявление небрежности конструктора, а, вероятно, просто неграмотная эксплуатация. И здесь нужно отдавать себе отчёт и понимать хорошенько, что именно за инструмент в руках, и какие в него заложены конструктивные запасы.
Но и за изготовителем нужен глаз да глаз — как бы он чего не сэкономил в уже и без того со всех сторон «обэкономленном» изделии. Тем более, изготовитель, особенно наш родной отечественный, за многие годы очень привык, что вольные замены и улучшения вполне проходят без всякого для него вреда и без видимого изменения в изделии. И быстро соображает, что можно сделать «небольшую модернизацию», которая вроде ни на что особо ни повлияет, а себестоимость изделия снизит. Этой «хитрости» мы хорошо научились.
Вот такое у меня получилось размышление про пластики и алюминии в станках.
* * *
Азиатскими хобби-станочками уже никого не удивить, а вот на малышей промышленной группы посмотреть, наверное, интересно.
К примеру, на фото токарный станочек корейских производителей.
Называться он может и C-15, если изготовителем является Chiah Chyun Mechinery Co. и SD-15, если изготовитель Senday Enterprise Co. или ещё как-то. Может это только продавцы, а может похожие станки они делают в разных местах, я не разобрался.Любопытно, что число 15 в обозначении станка — это диаметр отверстия в шпинделе, то есть максимальный диаметр заготовки-прутка.
Аналогично, есть ещё станочки побольше: С-20, С-25, С-32 и т.д. У самого маленького станка С-15 расстояние между центрами 160 мм, а высота центров 96 мм. Масса этого станочка 125 кг. Станок компактный: ширина подставки, на которой установлен станочек — 71 см, глубина — 40 см. Высота станка 95 см предполагает работу сидя. Станок имеет двигатель, оснащённый фрикционом с ножным управлением. Фрикцион — это как педаль «сцепления» в автомобиле. Такое решение позволяет токарю, пользуясь педалью, быстро останавливать шпиндель для смены заготовки и снова запускать его вращение.
Источник: Е. Васильев «Маленькие станки»
Кирпичные мини-заводы. Гиперпрессы. Станки для производства лего-кирпича.
Кирпичный гиперпресс TITAN 80S подходит для организации мини-заводов для производства облицовочного кирпича. Данный кирпичный станок при своей сравнительной дешевизне обладает прекрасным соотношением цена/производительность, что делает его очень привлекательным для организации производств с небольшим объемом инвестиций.
Кирпичный гиперпресс TITAN 80S имеет несколько вариантов исполнения. Основными являются два следующих варианта TITAN 80S2 (с менее мощным гидроприводом) и TITAN 80S4 (с более мощным гидроприводом). Производительность кирпичного пресса отличается в этих вариантах исполнения примерно в два раза. Мы предлагаем менее мощный привод для условий, когда у клиента нет достаточных электрических мощностей для подключения.
*Также существует вариант установки более дорогих энергоэффективных насосов, позволяющих даже при небольшом лимите электроэнергии получить высокую производительность.
Наш пресс имеет опциональную возможность установки съемной металлокерамической футеровки с очень высокой износостойкостью, что является одним из наших “ноу-хау”. Мы рекомендуем установку такой футеровки на прессах серии TITAN 80S4 ввиду того, что пресс-форма на этом прессе изнашивается быстрее ввиду большей производительности данного гиперпресса. Кроме этого металлокерамическая футеровка очень хорошо себя показала при работе на абразивном сырье (гранитный отсев, песок и пр.)
Гиперпресс серии TITAN 80S разрабатывался с использованием опыта немецкой конструкторской школы. Конструкция кирпичного пресса наиболее оптимальна из известных на данный момент, но имеет некоторые ограничения ввиду того, что пресс специализирован под производство облицовочного кирпича и схожей с ней по размеру прямоугольной по форме тротуарной плитки.
Кирпичный гиперпресс TITAN 80S позволяет выпускать продукцию с высотой до 75 мм.
Указание максимальной высоты изделий условно, ввиду того, что на всех наших прессах мы производим расчеты исходя из показателя уплотнения сырья в 2,4, что является фактически максимальным показателем для наиболее рыхлых видов сырья.
Гиперпресс TITAN 80S прежде всего предназначен для выпуска высококачественного облицовочного кирпича и облицовочной плитки. Следует сказать, что данный пресс разрабатывался специально для этих целей и он не имеет аналогов в КНР (для внутреннего рынка Китая мы производим очень большие прессы в которых невозможно добиться минимальных допусков критически важных при производстве именно облицовочного кирпича).
Мини-завод для производства металлоконструкций
Металлоконструкции
С каждым годом объем производства металлоконструкций значительно увеличивается. Это связано с преимуществами, благодаря которым металлоконструкции широко востребованы потребителями. Применение металлоконструкций обеспечивает значительную экономию времени и средств при возведении зданий и сооружений, вкупе с качеством и безопасностью. Сфера применения металлоконструкций расширяется с каждым днем. Они используются при строительстве жилых домов, резервуаров, производственных помещений (складов, ангаров, цехов), торговых, спортивных и других объектов.
Изготовление металлоконструкций
Для изготовления металлоконструкций применяется различное оборудование, в зависимости от решаемых задач и вида изготавливаемой продукции. Завод полного цикла включает в себя оборудование для резки металла, для образования отверстий, для вальцовки/рихтовки, сварки конструкций, окраски и очистки поверхности, на котором должны выполняться следующие технологические операции:
— рубка, резка металла;
— сварка;
— фрезерные, токарные работы;
— гибка;
— сборка;
— покраска;
— производство перфорированного листа;
— оцинковывание металлических конструкций.
Изготовлением металлоконструкций могут заниматься как крупные фирмы, так и небольшие предприятия. Небольшие фирмы обычно предлагают изготовление металлоконструкций конкретного типа. Более крупные предприятия выполняют любые по величине и сложности заказы, однако у крупных предприятий есть один недостаток – они не могут находиться вблизи строящихся объектов.
Хорошим решением данной проблемы является изготовление металлоконструкций в небольших объемах на автономном мини-заводе по обработке металлопроката, расположенном в непосредственной близости от источников сырья и потребителей. Такой мини-завод соответствует всем действующим нормам и правилам, может быть установлен в любом доступном месте. Оборудование в составе предлагаемого нами мини-завода простое в эксплуатации и обслуживании, скомпоновано для законченного технологического процесса и имеет быстрый срок окупаемости при приемлемой первоначальной стоимости.
Необходимыми условиями успешной работы подобного мини-завода по обработке металлопроката является наличие спроса на металлоконструкции в зоне установки завода на расстоянии от него не более 60-70 километров, наличие сырья в непосредственной близости от завода (желательно металлобазы), выделение земли под завод в размере 2-3 сотки, а также возможность подвода электрической энергии.
Оборудование для мини-завода
Наш мини-завод состоит из комплекта металлообрабатывающего оборудования, который включает установку MEBAplus 260GP производства MEBA Metall-Bandsägemaschinen GmbH (Германия) и универсальных гидравлических пресс-ножниц производства корпорации Peddinghaus Anlagen & Maschinen GmbH, модель Peddimax №1.
Установка MEBAplus 260 GP – новая перспектива в ленточнопильных технологиях.
Сочетание ленточнопильного станка MEBApro 260GP с возможностью резки под углом и сверлильной установки CREA-DRILL с интегрированной измерительной системой.
Преимущества
• Ленточнопильный станок в сочетании с измерительной и сверлильной установкой экономит деньги вашей компании.
• Простой процесс переналадки – меньше ошибок, экономия времени и точность. Оборудование не имеет аналогов в этом классе по комплектности и мощности – это передовые технологии в сочетании с экономией рабочего пространства.
• Ленточнопильный станок с измерительной и сверлильной установкой снижает трудоемкость путём исключения множественного позиционирования при пилении, а также разметки при сверлении и зенкеровании.
Установка оснащена цифровой измерительной системой, которая позволяет повторить позиционирование при повторном резе. На сверлильной установке имеется измерительная шкала по осям Х и У. Предусмотрена возможность зафиксировать при помощи зажимов наиболее используемые позиции измерения. Измерения по длине отображаются на цифровом дисплее. Благодаря возможности отрегулировать несколько упорных точек для серийной резки позиционирование заготовок одна за другой выполняется быстро и просто.
Ленточнопильный станок с измерительной и сверлильной установкой обеспечивает возможность работы со всеми общепризнанными материалами и типами поперченных сечений профилей.
Универсальные гидравлические пресс-ножницы PEDDIMAX №1
Все универсальные гидравлические пресс-ножницы Peddinghaus соответствуют международным стандартам качества. Это единственные универсальные пресс-ножницы среди конкурентов, которые оснащаются системой направляющих ползуна.
Peddinghaus предлагает универсальные гидравлические пресс-ножницы с пробивным и вырубным устройствами для удовлетворения потребностей и любого бюджета производителей металлоконструкций. Пресс-ножницы оснащены лезвием, подводящей направляющей и двойными прижимами, ножницами для резки полосового проката с быстропереналаживаемыми прижимами, подающим столом со стороны ножниц, быстросменным пробивочным инструментом, регулировкой высоты съемника, квадратным пробойником, столом со стороны пробивки и автоматическими упорами.
Кроме того, пресс-ножницы Peddinghaus оснащены широким устройством для рубки листа и полосового проката с большим столом, который позволяет выполнять правильное позиционирование заготовки и ее точную обработку. Также обеспечивается возможность рубки уголка под углом на устройстве рубки полосового проката.
Пресс-ножницы Peddimax №1 имеют два независимых рабочих места. Ползун пресс-ножниц, развивающий усилие 125 тонн, в стандартной комплектации оснащен плоской подштамповой плитой и подушкой матрицы для выполнения стандартных операций по пробивке. Универсальная подушка матрицы может поставляться как опция.
Все силы, возникающие в пробивном прессе во время рубки, пробивки и вырубки, равномерно распределяются по всему ползуну и раме, а не по гидравлическому цилиндру. Данная конструкция устраняет нагрузку на гидравлическую систему пробивного пресса.
Размещение оборудования
Для размещения мини-завода можно использовать быстровозводимые здания. Построенные в кратчайшие сроки, но при этом имеющие отличные характеристики, позволяющие использовать их в соответствии с заданными функциями, быстровозводимые здания состоят из каркаса из металлоконструкций, обшитого сэндвич-панелями и отделанного облицовочными материалами. Благодаря легкости, максимальной прочности, устойчивости каркаса при строительстве здания не нужен основательный фундамент, поэтому возведение происходит за короткий промежуток времени без потерь качества. А отсутствие фундамента, в свою очередь, способствует мобильности здания – его легко разобрать и собрать в другом месте. В данном помещении размещается как оборудование, так и оперативный склад металлопроката.
• Требование по влажности в помещении: относительная влажность до 60% (отсутствие конденсации влаги).
• Требования по рабочей температуре: диапазон температур 5°С ÷ 40°С
• Требования по электропитанию: переменный ток, три фазы, напряжение – 380В±10%, частота тока – 50Гц ± 2 Гц (помехи –2%, +2%).
Общий экономический расчет
Приобретая данный комплект оборудования, Вы получаете возможность выполнять широкий спектр технологических операций по обработке сортового проката, труб различной формы, листового проката, а также выполнять операции с использованием мелких штампов.
Мини-завод размещается на площади в 180 кв.м, из них производственная площадь – 46 кв.м, оперативный склад металлопроката – 54,8 кв.м.
Ориентируясь на усреднённую номенклатуру обрабатываемых изделий и выполняемых операций, ориентировочный выпуск продукции по установкам составит:
— установка MEBAplus 260GP ≈ 276 т/месяц;
— универсальные гидравлические пресс-ножницы Peddinghaus, модель Peddimax №1 ≈ 871 т/месяц.
• Суммарный выпуск продукции при двухсменном режиме работы мини-завода, среднем количестве рабочих дней в месяце 21 и коэффициенте использования оборудования, равном 0.75, составит ≈1147 т/месяц.
• Необходимое количество производственных рабочих для работы в две смены – 8 человек (4 человека в смену: 3 оператора станков, 1 подсобный рабочий-водитель погрузчика).
• Выпуск продукции в одну смену составит ≈ 27,3 т.
• Общая выработка на одного производственного рабочего составит 6,8 тонн в смену.
• Выход готовой продукции в тоннах на прямую зависит от вида обрабатываемого материала и выполняемых операций.
Вывод
Наше решение, в отличие от других предложений на рынке, предоставляет целый ряд значительных преимуществ:
• Отсутствие дорогостоящего оборудования при наличии широкого спектра выполняемых операций.
• Универсальность оборудования.
• Конкурентная стоимость.
• Компактность – всего 46 кв.м производственной площади.
• Мобильность – возможно размещение в транспортных модулях.
• Неприхотливость в эксплуатации – мини-завод может быть установлен непосредственно на строительном объекте.
• Простота в управлении.
• Высокая надёжность в эксплуатации, подтверждённая едиными европейскими стандартами DIN EN ISO 12100-1/2/ DIN EN 953/954-1/1088/50100/60204-1 и другими.
• Длительный срок эксплуатации.
• Мощная сервисная база.
• Возможности для модернизации.
• Экономное потребление энергоресурсов.
• Оптимальное использование сырья и сокращение времени изготовления продукции.
Мини-заводы для производства битумных эмульсий и мастик
Мы производим несколько вариантов мини-заводов.
- Мини-завод для производства битумно-эмульсионной мастики — для предприятий, организаций и частных лиц, занимающихся ремонтом и устройством мягких рулонных кровель. Производительность до 3 000 тонн в сезон (150 000 кв.м. кровли).
- Мини-завод для производства дорожных битумных эмульсий — производительность до 10 тонн в сутки. Возможно строительство на базе действующего асфальтного завода с соответствующим снижением стоимости мини-завода.
- Мини-завод с возможностью производства как битумно-латексной мастики, так и дорожных битумных эмульсий — для использования их в дорожно-строительных целях: проведения подгрунтовки под асфальтобетонные покрытия, приготовления холодных и горячих эмульсионно-минеральных смесей, поверхностной обработки и т.д. Производительность до 50 тонн в сутки.
Строительство мини-завода возможно при предоплате не менее 70%. Остальные 30% с прибыли от работы мини-завода в течение года.
В стоимость входит монтаж мини-завода на Вашей площадке и обучение специалистов.
Минизаводы для кровельных и дорожных работ
«БЭМ» — для кровельных работ
- производит битумно-эмульсионную мастику
- производительность до 40 тонн в сутки (2000 кв.м. кровли)
- срок монтажа 3 месяца
Комплектация «БЭМ+» — для кровельных и дорожных работ
- производит битумно-эмульсионную мастику, дорожные битумные эмульсии
- производительность до 50 тонн в сутки (2500 кв.м. кровли)
- срок монтажа 4 месяца
«Битумные эмульсии» — для дорожных работ
- производит дорожные битумные эмульсии в соответствии с ГОСТ 52128-2003 г.
- производительность до 10 тонн в сутки
- срок монтажа 1 месяц
Цены на мини-заводы
Актуальная цена на оборудование по производству битумных эмульсий в прайс-листе.
Купить малые производственные машины — Alibaba.com
Получите хорошее преимущество для своего бизнеса с малых производственных машин с Alibaba.com. У нас есть широкий спектр возможностей для оснащения любого малого, среднего или крупного производства. Если вы ищете оборудование для работы с сухими товарами или вам нужны автоматические производственные машины для упаковки нетвердых предметов, вы обязательно найдете модель, которая соответствует вашим потребностям.Небольшие производственные машины производят широкий спектр товаров, таких как бумажные изделия, мыло и моющие средства, спортивные аксессуары, канцелярские товары, пластиковые бутылки, игрушки и автозапчасти. Промышленное производственное оборудование может упаковывать и создавать такие продукты, как варенье и желе, печенье, мед и конфеты. Ищете ли вы особый тип лотка для яиц или свечу, или что-то столь же уникальное, как машина для производства носков, в нашем ассортименте нет ничего слишком уникального.
Производственные машины, которые мы представляем, различаются в зависимости от типа производимой продукции, назначения, многофункциональности, рейтинга клиентов, статуса проверки поставщика, цены и минимального количества заказа. Независимо от того, ищете ли вы небольшую производственную машину или крупного производителя, который обрабатывает бумагу, пластик, дерево, металл или даже жидкие продукты, вы можете найти подходящую в отдельных единицах и в нескольких наборах.
Поиск небольшого станка для производства продуктов может быть непростым процессом, но вы можете рассчитывать на Alibaba.com, чтобы доставить ваши заказы так, как вы хотите. Благодаря встроенной функции обмена сообщениями заинтересованные покупатели могут напрямую связаться с поставщиками, если у них возникнут дополнительные вопросы по товару, или если они могут рассмотреть возможность предоставления специальных цен для небольших производственных машин, приобретаемых оптом. Если вам нужно, чтобы небольшие производственные машины были доставлены в кратчайшие сроки, вы также можете изучить его региональный поисковый фильтр, чтобы найти только тех поставщиков, склады которых находятся в вашем обычном местоположении.
3D-печать набирает обороты для малых тиражей
3D-печать начинает превращаться из технологии прототипирования в технологию производства. Это так называемая технология изготовления мостов, способ изготовления небольшого количества деталей, которые превращаются в настоящие рабочие продукты. Производство мостов позволяет OEM-производителям быстрее выводить проекты на рынок и изменять функции в соответствии с требованиями клиентов перед окончательной доработкой инструментов для массовых итераций лучших деталей.
Этот метод, который иногда называют пилотным или быстрым производством, потенциально позволяет OEM-производителям запускать в производство новые версии продуктов без изменения инструмента при каждой модификации конструкции.
Metal’s Been There, Done ThatНекоторые OEM-производители, особенно те, которые производят сложные металлические детали для медицинских конструкций, уже превратили 3D-печать в полномасштабную производственную практику. Рассмотрим компанию Arcam AB в Швеции, которая производит принтеры для электронно-лучевой плавки (EBM) и поставляет кобальт, хром и титан для обработки. Его крупнейшими клиентами являются компании, производящие ортопедические устройства, которые производят 3D-печать зубных протезов, протезов плеча и бедра партиями тысячами и более.
RedEye использует ряд машин для 3D-печати для массового производства деталей мостов. Консультант Wohlers Тим Кэффри предсказывает, что 3D-печать деталей конечного использования, многие из которых являются пластиковыми, скоро превзойдет 3D-печать прототипов, хотя это все еще необычный метод производства. Отчасти это связано с тем, что количество производственных деталей часто превышает количество готовых прототипов, на 1000 или более единиц.На самом деле, по данным Wohlers Associates Inc., объем 3D-печати готовых деталей за последнее десятилетие вырос в геометрической прогрессии., Форт-Коллинз, штат Колорадо. В прошлом году 28,3% из 2,2 млрд долларов, потраченных на 3D-печать, пошло на изготовление деталей для конечного использования, по сравнению с 4% всего десять лет назад. Аналитики ожидают, что эта тенденция сохранится.
Аналогичным образом, производители оснастки все чаще производят вставки для форм для литья пластмассовых деталей под давлением на машинах для прямого лазерного спекания металла (DMLS) от EOS GmbH в Германии. (См. Июль 2014 г., Machine Design , How To Design 3D-Printed Metal Tooling.) Space Exploration Technologies Corp. (SpaceX), Хоторн, Калифорния., также использует DMLS и регенеративное охлаждение для камер двигателя 3D-печати из Inconel, суперсплава с высокой прочностью и ударной вязкостью. Камеры входят в двигатели подруливающих устройств, которые вписываются в боковые стенки пилотируемого космического корабля Dragon. Набор из восьми двигателей создает осевую тягу до 120 000 фунтов и позволяет астронавтам приземлиться (с помощью системы управления двигателем) в случае возникновения аварийной ситуации во время запуска.
Таким же образом GE Aviation, Лафайет, Индиана, теперь печатает топливные форсунки для реактивных двигателей LEAP на своем предприятии в Цинциннати с прямым лазерным плавлением металла (DMLM) прямо из файлов CAD.Детали сохраняют те же свойства материала и плотность, что и изделия, изготовленные традиционным способом, но с гораздо более сложной геометрией. Таким образом, они на 25% легче и в пять раз прочнее, чем предыдущие насадки.
GE печатает топливные форсунки (b) для своих реактивных двигателей LEAP (a). Plastics Catch Up
Достижения в области машин для аддитивного производства и материалов для печати деталей из пластмассовых композитов стимулируют новые применения в производстве мостовидных протезов. Это благо для производителей потребительских товаров и синтетических компонентов, поскольку формование пластмассовых деталей традиционным литьем под давлением, как известно, является дорогостоящим и медленным.
«Первой компанией была электронная промышленность, — говорит Джефф Хэнсон, директор по развитию бизнеса контрактной печати RedEye от Stratasys Inc., Иден-Прери, Миннесота. — Даже сейчас эти компании используют аддитивное производство как мост к традиционным производственным процессам. потому что многие из их конечных частей изготовлены из тех же термопластов, которые используются при моделировании методом наплавки (FDM) ». После селективного лазерного спекания (SLS) FDM в общей категории изготовления плавленых волокон или экструзии термопластов позволяет OEM-производителям выпускать детали в небольших объемах.
Производство мостовидных протезов также активно используется в производстве медицинского оборудования, в основном для изготовления оболочек устройств для клинических испытаний и ограниченного выпуска на рынок. По словам Хэнсона, такие производители отдают предпочтение отпечаткам FDM и PolyJet на биосовместимых материалах, потому что они могут поставлять небольшие объемы продукции на строго регулируемый медицинский рынок.
Музыкальный инструмент Artiphon закрепляет в своем корпусе iPhone, позволяя игроку издавать несколько разных звуков. Но производитель инструмента не хотел ограничиваться одним дизайном, потому что дизайн смартфонов постоянно развивается.Поэтому вместо создания инструмента для литья под давлением, что потребовало бы месяцев и значительных первоначальных вложений, Artiphon 3D напечатал подставку для телефона с RedEye с помощью FDM. Это позволило компании изменить дизайн, чтобы он соответствовал iPhone 5 перед первым коммерческим выпуском.Потребительские товары могут быть следующими. Компания Olloclip LLC, Хантингтон-Бич, Калифорния, которая производит увеличенные линзы для фотоаппаратов для мобильных телефонов, планирует использовать 3D-печать. «Когда мы дорабатываем новый дизайн, на изготовление инструментов для литьевых форм уходит от шести до восьми недель», — говорит основатель Патрик О’Нил.«Было бы неплохо использовать 3D-печать для доставки продуктов в этот промежуток времени, чтобы мы могли быстрее выйти на рынок». Компания рассматривает возможность использования принтера Objet 500 Connex3 от Stratasys, поскольку эта машина может печатать прозрачные линзы и цветные тела за один снимок.
Большой вызов пластмасс
Изготовление мостов для изготовления пластиковых деталей также исключает резкий переход от проектирования к производству. При традиционной разработке продукта идеи рождаются в эскизах и моделях, которые стимулируют создание прототипов.Затем рынок и тестирование подсказывают изменения в конструкции.
«Но как только продукт получает зеленый свет, все резко останавливается, а чертежи и модели блокируются для производственных инструментов, а через несколько недель или месяцев снова появляются в виде горы готового продукта, устремившегося на рынок», — говорит Гас Брейланд, технический менеджер по обслуживанию клиентов в Proto Labs Inc., Maple Plain, Minn.
Камеры двигателя на подруливающем устройстве SpaceX SuperDraco напечатаны на 3D-принтере из Inconel.Нигде этот переход не проявляется более ярко, чем в пластиковом формовании, где формы могут стоить десятки или сотни тысяч долларов, а изготовление форм занимает недели или месяцы. Для производителей рискованно запрашивать пресс-формы до того, как они доработают детали продукта, потому что даже небольшие изменения делают старые пресс-формы бесполезными. В прошлом производители либо шли на такой риск, либо откладывали изготовление форм до тех пор, пока продукт не стал идеальным. Но сейчас обычным явлением стало использование литья под давлением с быстрым или быстрым поворотом.
Безусловно, быстрое литье под давлением по-прежнему гораздо более распространено для изготовления мостов и небольших объемов пластмассовых деталей, чем 3D-печать.
Но даже Proto Labs, лидер в производстве высокоскоростных литьевых форм, вкладывает деньги в будущее 3D-печати. Недавнее приобретение Fineline, сервисной компании по производству аддитивов, базирующейся в Северной Каролине, помогает OEM-производителям стирать границы между прототипом и производством. Fineline производит детали с помощью стереолитографии, SLS и DMLS, чтобы (по его словам) предлагать OEM-производителям услуги «производство без инструментов» в области медицины, авиакосмической промышленности, электроники, потребительских товаров и промышленного оборудования.Фактически, по оценкам Proto Labs, большинство ее клиентов уже используют аддитивное производство во время разработки продукта.
Матовые черные детали Windform для электронных велосипедов, напечатанные на 3D-принтере, функциональны и даже могут быть металлизированы или окрашены.«Там, где производственные потребности перевешивают ограничения традиционного производства, аддитивное производство позволяет инженерам проектировать технологичность и удовлетворять потребности меняющихся рынков« нам это нужно сейчас »», — говорит Брейланд.
Таким образом, вместо инвестиций в инструменты для литья под давлением компании могут быстро получить небольшие объемы деталей, изготовленных с помощью аддитивного производства, и начать продавать продукцию, оценивая пригодность и функциональность, прежде чем переходить к полномасштабному производству.
Малые объемы продукцииПроизводитель медицинского оборудования недавно приказал компании RedEye напечатать небольшую партию деталей катетера с модернизированными гнездами и консолями из термопласта. Почему? Вероятность модификаций конструкции была высокой, и компании требовались лишь небольшие объемы для зарубежных клинических испытаний и (после корректировок) функциональных тестов, а также выпуск для ограниченного рынка.
Электровелосипед Ego оснащен синхронным двигателем PMAC мощностью 100 кВт (для крутящего момента до 160 Нм) и может развивать скорость до 240 км / ч с запасом хода 150 км при 70 км / ч.Управление включает в себя управление по проводам с выбираемыми схемами мощности и рекуперативными тормозами (на основе конструкции F1) для возврата энергии. Но производитель, CRP, приписывает свой опыт в мелкосерийном производстве деталей, напечатанных на 3D-принтере, в основном для гоночных автомобилей, успешным запуском электронного велосипеда.Точно так же производитель материалов и запчастей для гоночных автомобилей Cevolini Rapid Prototyping (CRP) Group, Италия, недавно разработал электрический мотоцикл под названием Energica Egos (который будет продаваться с 2015 года). Электронный велосипед оснащен множеством напечатанных на 3D-принтере деталей, включая обтекатели, охлаждающие каналы, сиденье и впускной коллектор, изготовленных из гранул SLS из углеродного волокна и полиамида Windform SP компании CRP.Но как только продажи Ego вырастут, CRP планирует производить пластиковые детали традиционным массовым производством — литьем. CRP также планирует заменить нынешнюю раму двигателя, вилки и аккумуляторную батарею на литые из алюминия. Преимущество отсрочки заключается в том, что CRP может пересмотреть дизайн и возобновить производство через несколько дней, если реакция рынка на определенные функции будет вялой.
Лучшие материалы и машины
Везде, где детали, напечатанные на 3D-принтере, используются в конечных продуктах, они должны быть изготовлены из материалов, прошедших лабораторные испытания, чтобы они не выходили из строя при регулярном использовании.Поэтому неудивительно, что CRP использует производство мостов. Компания владеет пятью запатентованными рецептурами материалов для 3D-печати, перестановками в продукте Windform на основе полиамида (нейлона), которые включают алюминий, стекло или углеродное волокно для изготовления прочных и функциональных деталей. Например, Windform SP имеет предел прочности на разрыв 76 МПа и модуль упругости при изгибе 4647 МПа, чтобы заменить армированные композиты в некоторых областях применения.
Отпечатанные детали на спутнике KySat-2 (вставка) включают крышку объектива, кольцевое пространство и крепежные детали для камеры, которая действует как система определения положения; части солнечных батарей; удлинители для разделительных выключателей; зажимы для размещения антенн; и кронштейн для крепления аккумулятора.Подразделение CRP в США, CRP USA, Мурсвилл, Южная Каролина, производит детали из полиамида с углеродным наполнением Windform XT 2.0, поэтому они достаточно прочные для места. Студенты Университета Кентукки и Государственного университета Морхед запустили спутник, чтобы получить прямой доступ к достоверным данным.Фактически, большинство деталей, которые печатают промышленные машины SLS, изготовлены из нейлона, отчасти потому, что новые полиамидные составы теперь позволяют изготавливать детали с жесткостью, которая может соперничать с жесткостью литых деталей. Машины SLS также могут печатать детали из PEEK, полиэфиркетон-кетона и сополиэфиров, выпущенных за последние несколько лет, чтобы соответствовать строгим требованиям к прочности, прочности и негорючести.
Но RedEye обычно рекомендует FDM для работ по изготовлению мостов, потому что этот метод позволяет создавать детали из термопластов инженерного класса. Они выдерживают экстремальные температуры и воздействие некоторых химикатов и воспроизводят функции деталей, изготовленных с помощью традиционного литья под давлением. Производители могут шлифовать и переворачивать детали из FDM для получения хорошей отделки поверхности. Использование FDM также позволяет инженерам выбирать из полифенилсульфона, ABS, поликарбоната, аморфных термопластичных полиэфиримидов (PEI), полиэстера и других вариантов.
MIP-SL берет цифровую 3D-модель и виртуально разрезает ее на горизонтальные плоскости. Проектор направляет изображение маски в лужу фотоотверждаемой жидкой смолы и отверждает ее до формы текущего слоя. Затем цикл повторяется. MIP-SL однажды сможет ускорить производство мостов.«Мы даже начали сотрудничать с автомобильными и аэрокосмическими компаниями в области применения мостов и инструментов, поскольку мы добавили более прочные материалы, такие как огнестойкий ULTEM PEI», — говорит Хансон.
Рассмотрим, как igus inc., East Providence, R.I., известная своими компонентами передачи энергии из высококачественного пластика, недавно начала предлагать катушки из термопластичных полимеров iglide I170-PF и I180-PF в форме нитей. Компания подчеркивает, что детали, напечатанные на 3D-принтере из нити, не обладают такой высокой прочностью, как формованные детали из иглида. Тем не менее, они в 50 раз более устойчивы к истиранию, чем обычные печатные детали. Испытания на колебательный и линейный износ по стали показывают, что обе нити имеют скорость износа от 3 до 6 мкм / км в зависимости от давления и скорости — для деталей, которые в 40 раз прочнее, чем детали из АБС-пластика, и в 100 раз более долговечны, чем поликарбонат. части.Катушки находятся в отставке.
Ablation Frontiers предлагает устройство, которое восстанавливает нормальную функцию сердца у людей с сердечной аритмией. Первоначально для клинических испытаний и в качестве моста к инструментам производитель имел печатные детали RedEye для 500 устройств. Однако в конечном итоге производитель несколько раз модифицировал конструкцию и велел RedEye напечатать детали для полной партии в 2500 экземпляров, чтобы уложиться в четырехмесячный срок и исключить расходы на традиционные инструменты. RedEye изготовила детали из поликарбоната (ПК) класса VI ISO, биосовместимого материала, который можно стерилизовать.Однако не только состав материала влияет на прочность и долговечность печатных деталей. Свойства детали также зависят от того, в каких направлениях плавится материал. Например, при правильной укладке материалы из углеродного волокна устраняют направленные слабости деталей из SLS и деталей из FDM.
С этой целью машина от Markforged Inc., Сомервилль, штат Массачусетс, печатает и упрочняет детали путем экструзии термопласта. В одном устройстве принтер принимает катушку с нитью из термопласта и катушку с нитью из углеродного волокна.Затем, когда машина печатает деталь, она чередует два материала и множество шаблонов траекторий в соответствии с программным обеспечением, которое предварительно рассчитывает наилучший способ укладки углеродного волокна для максимальной прочности. Такая технология уже стимулирует мелкомасштабное производство мостов.
Вскоре стеролитографические машины могут найти применение и в производстве мостов. Сейчас детали, изготовленные другими способами, обладают более высокой прочностью и влагостойкостью. Но фотополимеры развиваются и предоставляют возможности для изготовления деталей с любой текстурой, даже с консистенцией, подобной резине, с множеством значений проводимости.
Более того, стеролитография становится все быстрее и вскоре может решить один из недостатков 3D-печати — медленную скорость печати. Исследователи из Университета Южной Калифорнии, инженерной школы Витерби, Лос-Анджелес, совершенствуют способы ускорения 3D-печати разнородных объектов, состоящих из нескольких материалов. Профессор Университета Калифорнии в Витерби Йонг Чен и его коллеги сократили время изготовления с (в некоторых случаях) часов до минут с помощью улучшенной версии многоструйного моделирования, которая уже делает объекты из цифровых моделей быстрее.
Аксессуар для смартфона olloclip включает в себя объективы «рыбий глаз», широкоугольные и макрообъективы, позволяющие пользователям делать более качественные снимки с помощью iPhone. Его производитель стремится использовать 3D-печать для изготовления мостов.Метод, называемый стереолитографией на основе проекции изображения по маске (MIP-SL), берет цифровую 3D-модель и виртуально разрезает ее на горизонтальные плоскости. Затем компьютер преобразует каждый срез в двумерное изображение маски. Проектор направляет изображение маски в лужу фотоотверждаемой жидкой смолы и отверждает ее до формы текущего слоя.Фактически, скорость MIP-SL плюс появление фотополимерных составов следующего поколения может вскоре дать толчок новым типам производства мостовидных протезов.
Принтеры в прокатНезависимо от подтипа аддитивного производства, производство мостов часто передается на аутсорсинг. Это связано с тем, что совместные предприятия часто используют оборудование общего назначения и специальный персонал для аддитивного производства. Это происходит в RedEye, Fineline, Национальном институте инноваций в области аддитивного производства (NAMII), Янгстауне, компании по быстрому прототипированию и производству, rp + m LLC of Thogus Inc., Эйвон-Лейк, штат Огайо, и еще дюжина введенных в эксплуатацию объектов в США. По словам Хэнсона, его организация помогла многим компаниям использовать 3D-печать для производства мостов. Некоторые планируют перейти на традиционное производство, но затем решают, что будет жизнеспособным и более рентабельным продолжать производство деталей с помощью 3D-печати.
Если есть какие-либо сомнения в том, что 3D-печать жизнеспособна для производства пластиковых деталей, подумайте о том, как OEM-производители уже используют ее. CRP 3D печатает функциональные впускные коллекторы для двигателей Формулы 1 с производителем запчастей для гоночных автомобилей Magneti Marelli S.П.А. в Бразилии. Полнофункциональные коллекторы, изготовленные из полиамидно-стекловолоконного материала Windform GF2.0, герметичны, выдерживают температуру до 350 ° F, повышают мощность и экономят топливо. Точно так же Boeing Co. теперь печатает на 3D-принтере сотни пластиковых воздуховодов, петель и панелей для самолетов.
Дополнительные ресурсы
Электровелосипед Energica на данный момент распечатал детали | CRP USA — материалы Windform в США
Cube-спутник с деталями, напечатанными на 3D-принтере | 3D-печать аэрокосмических деталей
Новейшие производственные машины, инструменты и технологии
Система импульсной волоконной лазерной сварки
Система импульсной волоконной лазерной сваркиLMWS оснащена встроенным импульсным волоконным лазером LMF70-HP мощностью 70 Вт для расширенной обработки металлов, пластмасс и разнородных металлов, включая медь с алюминием, алюминий с нержавеющей сталью и медь с нержавеющей сталью.Компактный блок с широкими возможностями настройки разработан для бережливого производства. Путем простого изменения настроек этот лазер также можно использовать для маркировки или резки сварных деталей. Универсальный высокомощный и высокоскоростной лазер LMWS доступен с множеством вариантов интеграции в соответствии с потребностями процесса. Стандартно он оснащен гальванометрическим сканером XY . XYZ и поворотные столики или через объектив и варианты внеосевой камеры также доступны.
Amada Miyachi America Inc.
Телефон: 626-930-8560
Веб-сайт: www.amadamiyachi.com
Фрезерование, токарная обработка и шлифование за один установ
Станки серии DMU / DMC FD duoBlock, модели 80, 125 и 160, фрезеруют, токарно и шлифуют за одну установку, обеспечивая качество поверхности до 0,4 мкм, исключая отклонения, возникающие в результате переналадки инструмента. Процесс шлифования моделей FDS серии duoBlock поддерживается технологическими циклами DMG Mori для внутреннего, внешнего и торцевого шлифования.Циклы правки расширяют набор функций. Также новинкой является датчик AE (акустический, эмиссионный), который гарантирует максимальную надежность и точность, обнаруживая первый контакт между шлифовальным кругом и устройством правки через коэффициент нагрузки шпинделя. Блок СОЖ на 343 галлона (1300 л) машин FDS оснащен центробежным фильтром, который улавливает даже самые мелкие частицы (> 10 мкм) в процессе измельчения. Технологические циклы включают внутреннее, внешнее и торцевое шлифование, а также правку шлифовального круга.
DMG Mori
Телефон: 847-593-5400
Сайт: www.dmgmori.com
Программное обеспечение для пятиосевой постобработки
Kitamura Machinery сотрудничает с CAMplete Solutions для разработки программного обеспечения TruePath на вертикальных и горизонтальных пятиосевых обрабатывающих центрах Kitamura. CAMplete — это интегрированный набор инструментов постобработки, проверки и оптимизации для пятиосевых обрабатывающих центров, который предлагает конечному пользователю все необходимое для анализа, изменения, оптимизации и моделирования многоосных траекторий в интегрированной среде.Возможности включают полную проверку G-кода реального движения машины, проверку всей настройки машины, предотвращение сбоев, близких к авариям, перемещений и ошибок настройки, а также предоставление точных моделей.
Kitamura Machinery USA Inc.
Телефон: 847-520-7755
Веб-сайт: www.kitamura-machinery.com
Ковочный пресс с сервоприводом
Ковочный пресс с сервоприводомMSE 2000 предлагает правильное сочетание скорости — более высокую при формовании и более медленную при напылении и транспортировке деталей — обеспечивая низкую нагрузку на штампы и максимально короткое время контакта.Технология ServoDirect приводит в движение головку 2000-тонного ковочного пресса и точно контролирует скорость, с которой штамп приближается к детали, а затем удаляется от нее. Выталкиватели стола MSE 2000 также оснащены независимым сервоприводом и больше не связаны с главным приводом, как на старых прессах, что увеличивает гибкость транспортировки деталей и ускоряет производственный процесс. Инновационная машина была разработана для известной кузнечной компании и будет использоваться для создания валов, конических зубчатых колес и других узлов шарниров.
Schuler Inc.
Телефон: 734-207-7200
Веб-сайт: www.schulerinc.com
Универсальный цанговый патрон
Mega New Baby Chuck 25N теперь доступен с зажимом до ø1 ″ (25,4 мм) для сверл, разверток и чистовых концевых фрез с точностью биения 0,00004 ″ (0,001 мм). Универсальная система цангового патрона разработана для высокоскоростной резки и гарантирует биение 1 мкм на передней части цанги и хорошо подходит для режущих инструментов диаметром до ø25.4 мм. Эти точные и универсальные цанговые патроны хорошо известны и признаны за их точность в высокоскоростных приложениях. Высокоскоростной патрон предлагается в шести различных типоразмерах цанговых патронов. Mega New Baby Chuck 25N доступен в версиях BIG-PLUS (SK / BT), HSK и BIG Capto. Двусторонняя подача СОЖ возможна через инструменты или форсунку, если в инструментах нет отверстий. Высокая точность биения составляет 0,003 мм при 4 × D.
BIG Kaiser Precision Tooling Inc.
Телефон: 847-228-7660
Веб-сайт: www.bigkaiser.com
Аэрокосмическая обработка конструкционного алюминия
Пятиосевая HMC MAG3.EX нового поколения отличается более высокой мощностью шпинделя и усовершенствованным управлением движением, сохраняя при этом полную взаимозаменяемость с существующими системами. Обновленный MAG3.EX полностью оборудован для работы с алюминиевыми конструктивными элементами длиной до 4 м, включая нервюры крыла, переборки и компоненты балочного типа. XYZ — ход по оси 4000, 1500 и 1000 мм, соответственно, подходит для деталей размером до 4000 × 1500 × 750 мм.Оси станка A, и C расположены внутри корпуса шпинделя и обеспечивают наклон на ± 110 ° и вращение на 360 °. Мощность шпинделя увеличена до 130 кВт, максимальная мощность достигнута при 26 000 об / мин. Скорость подачи резания и скорость ускорения также были улучшены: скорость подачи резания увеличилась с 25,4 до 50 м / мин, а скорость ускорения достигла 1g. Более быстрые осевые перемещения, улучшенные ATC и APC сокращают время без резки.
Макино Инк.
Телефон: 513-573-7200
Веб-сайт: www.makino.com
Высокопроизводительные HMC
Новые горизонтальные обрабатывающие центры серии NHP рассчитаны на высокую скорость съема металла, в частности, в автомобильной и авиакосмической промышленности. Доступны две модели: поддон NHP 4000 диаметром 400 мм и поддон NHP 5000 диаметром 500 мм. Машины NHP оснащены шпинделем со скоростью вращения 15 000 об / мин и мощностью 40 л.с. (30 кВт) и 169 фунт-футов (229 Н • м). крутящего момента. Для тяжелой резки доступен шпиндель с высоким крутящим моментом 15 000 об / мин и 223 фут-фунт (302 Н • м), а шпиндель со скоростью 20 000 об / мин находится в разработке для заказчиков, которым требуется более высокая точность.Ускорение / замедление до 1 g на осях X, Y и Z значительно повышает производительность. Системы охлаждения вала шарико-винтовой передачи и подшипников поддерживают стабильную температуру быстро движущихся осей, обеспечивая точность обработки. Поддоны могут вмещать грузы массой до 400 кг для NHP 4000 и до 500 кг для NHP 5000.
Doosan Machine Tools America
Телефон: 973-618-2500
Веб-сайт: www.doosanmachinetools.com
Программное обеспечение метрологии
Программное обеспечение PC-DMIS 2017 R2 — это последняя версия популярного программного обеспечения для измерений, которое включает множество новых обновлений.PC-DMIS 2017 R2 представляет программное обеспечение Slideshow for Inspect, позволяющее пользователям создавать неограниченное количество настраиваемых макетов с результатами проверки, заполняемыми во время измерения. Это программное обеспечение Inspect было впервые представлено в PC-DMIS 2017 R1 в январе 2017 года в качестве простого интерфейса для программ измерения PC-DMIS. Дополнительная вкладка «Слайд-шоу» (требуется дополнительная лицензия) может отображать несколько слайдов с размерными и информационными метками всякий раз, когда пользователи выполняют процедуру измерения. Собственное разрешение сетки улучшается от импорта до визуализации.PC-DMIS 2017 R2 упрощает применение цветовой карты к объекту данных сетки и создание точек аннотации, выравнивание объектов данных сетки по модели САПР или выравнивание сетки по другому объекту сетки. Vision Live View теперь показывает, какие функции уже были запрограммированы, без необходимости переключаться на представление CAD, а также предлагает интегрированный график фокуса.
Hexagon Manufacturing Intelligence
Телефон: 401-886-2000
Веб-сайт: www.HexagonMI.com
Новый B — Токарная обработка оси
В последней версии программного обеспечения Edgecam 2017 R2 представлен новый цикл токарной обработки, который включает перемещения по оси B при обработке на токарном центре.Эта новая функция обеспечивает большую доступность при обработке сложных профилей за счет динамического позиционирования пластины. Держатель инструмента защищен от зазубрин во время развертывания, и пользователи могут иметь дополнительный контроль над траекторией инструмента, устанавливая углы перекрытия. Новый цикл можно использовать со всеми типами токарных инструментов, как для черновой, так и для чистовой обработки. Обновленный Edgecam 2017 R2 включает около 20 элементов новой и расширенной функциональности, включая токарную обработку, фрезерование, моделирование и электроэрозионную обработку проволоки.Среди обновлений, при использовании базы данных приспособлений теперь можно измерять приспособления и другие устройства крепления. Благодаря функции поиска функций информация, передаваемая CadLink, была расширена, и теперь данные «Ограничения и соответствие» передаются в функцию Edgecam. Эта поддержка распространяется на файлы Creo, SolidWorks и Inventor.
Программное обеспечение Vero
Телефон: 205-556-9199
Веб-сайт: www.verosoftware.com
Обновленный CAD / CAM
Последний выпуск от Tebis включает в себя множество новых и улучшенных функций CAD и CAM, которые упрощают работу производителям штампов, моделей и пресс-форм.Новое программное обеспечение Tebis версии 4.0 создает кривые площади во время сравнения деталей, чтобы обеспечить лучшее обнаружение и ограничение измененных областей. Таким образом, можно быстро реализовать проектные меры или быстро рассчитать новые программы ЧПУ для измененных областей. Новая функция создает неперекрывающиеся смещенные поверхности из любых кривых под определенными углами. Все перекрытия внутри деталей, которые могут возникнуть, особенно на острых краях и малых радиусах кривизны, автоматически отфильтровываются и сглаживаются. Эти поверхности идеально подходят для разделения поверхностей деталей при производстве пресс-форм, а также для обрезки стальных поверхностей и поверхностей линий обрезки при производстве вытяжных штампов.
Tebis America Inc.
Телефон: 248-524-0430
Веб-сайт: www.tebis.com
Программное обеспечение для управления данными инструмента
Модернизированная программная платформа TDM 2017 предлагает пользователям следующее поколение систем управления данными об инструментах. Делая акцент на Индустрии 4.0, TDM 2017 обеспечивает более эффективную передачу данных, а также может использоваться параллельно с существующими приложениями. Вместе TDM 2017 и TDM 2017 Global Line заменяют версию 4.8. Новый TDM 2017 предоставляет классическую двухуровневую архитектуру для прямой связи между сервером и базой данных. TDM 2017 Global Line использует трехуровневую архитектуру с взаимосвязанными серверами приложений от Microsoft, выполняя все вычисления и обеспечивая существенно более эффективную передачу данных. Серверы приложений свободно масштабируются и могут обслуживать практически любое количество пользователей по всему миру. Новый сборщик 3D-инструментов в TDM 2017 Global Line и поиск инструментов, который похож на простой поиск в Интернете.
Системы TDM
Телефон: 847-605-1269
Веб-сайт: www.tdmsystems.com
Лезвия и адаптеры для отрезки
Семейство отрезных ножей и блоков с квадратным хвостовиком 150.10-JETI теперь включает новую конструкцию блока VDI. Адаптеры удерживают отрезные ножи 150.10-JETI на револьверной головке VDA и обеспечивают оптимальную подачу СОЖ под высоким давлением в зону резания без использования шлангов. Лезвия и адаптеры отводят тепло во время отрезки.Охлаждающая жидкость подается внутрь адаптера через револьверную головку, а затем достигает зоны резания через отверстия для охлаждающей жидкости в лезвиях.
Seco Tools LLC
Телефон: 248-528-5451
Веб-сайт: www.secotools.com
Система балансировки шлифовального станка
Теперь доступны двухплоскостные балансировочные системы нового поколения Marposs / Dittel M7002 / MA7002 для высокоточных шлифовальных станков. Системы имеют новый детерминированный алгоритм балансировки и специально разработанную балансировочную головку.Блоки управляют балансировочными головками напрямую, будь то в стационарном положении или во время работы на высокой скорости (до 30 000 об / мин), чтобы автоматически обнаруживать, оценивать и контролировать дисбаланс подшипников шпинделя.
Марпосс
Телефон: 888-627-7677
Сайт: www.marposs.com
Твердосплавные фрезы
Линия продуктов MC232 Perform представляет собой рентабельные фрезы нового типа с двумя, тремя или четырьмя канавками в диапазоне диаметров от 1/8 ″ до 5/8 ″ (2-20 мм).Меньшие диаметры предлагаются с цилиндрическим хвостовиком, а большие диаметры — с хвостовиком Weldon с большей мощностью резания. MC232 разработан, чтобы быть экономичным и подходящим для широкого круга приложений.
Walter USA LLC
Телефон: 800-945-5554
Веб-сайт: www.walter-tools.com
Швейцарский токарный станок
Traub TNL20, автоматический токарный станок с подвижной / фиксированной передней бабкой, вносит многочисленные улучшения в производительность, точность и автоматизацию линии TNL.Его можно оборудовать для одновременного использования до четырех инструментов. Дополнительная роботизированная ячейка, встроенная в станок, доступна для автоматической загрузки заготовок валов или предварительно отформованных заготовок. Аппарат будет интересен пользователям коннекторов и производителей медицинских изделий. TNL20 выпускается в двух версиях. Один уровень оборудования — TNL20-9, который имеет девять линейных осей, две револьверные головки (каждая с восемью станциями, максимальная скорость 12 000 об / мин, 2,0 кВт), заднее рабочее приспособление (четыре станции) и автономный противошпиндель.Вторая версия, TNL20-11, оснащена дополнительным передним рабочим оборудованием (шесть станций, три из которых действующие, максимальная частота вращения 12500 об / мин, 2,0 кВт) на автономном суппорте X / Z .
Индекс Трауб
Телефон: 317-770-6300
Веб-сайт: www.indextraub.com
Модули крепления
Высокая плотность, высокая точность и гибкость для размещения деталей разных размеров или нескольких деталей — преимущества Kurt’s SeraLock Towers, а также модулей крепления WedgeLock и MoveLock.Башни SeraLock упрощают обработку группы разнородных деталей или одной детали высокой плотности в одной установке. В системе используются многоразовые зажимные компоненты, которые можно комбинировать друг с другом. Эта система самоустанавливающихся модулей создает эквивалент специального приспособления с возможностью перенастройки для изменения размеров деталей. Зазубренные монтажные поверхности SeraLock выравниваются и зажимаются точно и быстро благодаря блокирующим зубцам на основании башни и зажимном устройстве.Модули WedgeLock или MoveLock имеют быструю, воспроизводимую точность и малые ходы, чтобы минимизировать время зажима.
Kurt Manufacturing Co.
Телефон: 877-226-7823
Сайт: www.kurtworkholding.com
Комбинированное фрезерование резьбы, нарезание резьбы
Новая система нарезания резьбы сочетает в себе преимущества нарезания резьбы и нарезания резьбы. С новым станком Walter T2711 / 2712 можно обрабатывать несколько участков резьбы одновременно с высокими параметрами резания, что позволяет достичь времени обработки, сопоставимого со временем нарезания резьбы и формовки резьбы.Помимо быстрой обработки, пользователи также получают выгоду от высокой надежности процесса фрезерования резьбы и рентабельности инструмента со сменными пластинами. Новый инструмент идеально подходит для обработки крупной резьбы диаметром от 1 ″ (24 мм) и выше. В ходе испытания, включающего крупномасштабную обработку коленчатого вала, новая фреза для резьбонарезания снизила затраты на 60%. Фреза универсального качества отличается легкой режущей геометрией и износостойкостью.
Walter USA LLC
Телефон: 800-945-5554
Веб-сайт: www.walter-tools.com/us
Новые инструменты для обработки чернового растачивания
Новые инструменты для чернового растачивания CoroBore помогают предприятиям справляться с такими проблемами, как вибрация, стружкодробление и безопасность процесса. Сочетание CoroBore с модульными системами Coromant Capto и Coromant EH позволяет пользователям быть очень гибкими в производстве. Это обеспечивает добавленную стоимость за счет сокращения инвестиций в инструменты и инвентаря. Каждое решение доступно отдельно или как часть полного комплекта для сборки инструмента.Предлагаются инструменты для чернового растачивания с одной, двумя или тремя режущими кромками. CoroBore BR20 — это концепция двухстороннего чернового растачивания, в которой используется дифференциальный шаг для уменьшения вибрации и обеспечения возможности использования при более длинных вылетах и большей глубине резания. Инструмент также имеет встроенную функцию пошагового растачивания без дополнительной прокладки. Форсунки охлаждающей жидкости выдерживают давление охлаждающей жидкости до 70 бар (1015 фунтов на кв. Дюйм), помогая отводить стружку. Этот же инструмент доступен и с технологией Silent Tools. Эта версия с демпфированием идеальна для длинных свесов или там, где требуется дополнительная устойчивость.
Sandvik Coromant
Телефон: 201-794-5000
Веб-сайт: www.sandvik.coromant.com
Ленточная конвейерная печь
№ 897 — это печь с ленточным конвейером при 350 ° F (177 ° C), используемая для предварительного нагрева лотков деталей перед операциями заливки. Размеры рабочего пространства 36 дюймов (914 мм) Ш × 120 ″ 3048 мм) Г × 15 ″ (381) В. Нагревание обеспечивается трубчатыми нагревательными элементами в оболочке из инколоя мощностью 30 кВт. Рециркуляционный вентилятор мощностью 5 л.с. (3,7 кВт) мощностью 6000 кубических футов в минуту обеспечивает вертикальный нисходящий поток воздуха к рабочей нагрузке.Эта печь с ленточным конвейером имеет открытую зону загрузки ленты длиной 48 дюймов (1219 мм) и изолированную зону нагрева длиной 10 футов (3 м) с рециркуляционным потоком воздуха. Характеристики включают в себя конвейерную ленту с плоской проволокой из высокоуглеродистой стали шириной 30 дюймов (762 мм) и шириной 1 × 1 дюйм (25,4 × 25,4 мм) с моторным приводом мощностью 1/4 л.с. (0,19 кВт), регулируемый от 1,4 до 27 дюймов в минуту. (35-885 мм / мин). Дополнительные функции включают в себя вертикальную подъемную дверь с ручным управлением при разгрузке со смотровым окном. Духовка также оснащена фотоэлементом, который автоматически останавливает ленту, когда детали достигают положения разгрузки.
Grieve Corp.
Телефон: 847-546-8225
Сайт: www.grievecorp.com
Линия по производству картофельных чипсов/ оборудование для производства картофельных чипсов
1. Мойка и очистка картофеля Машина для мойки и очистки картофеля : Машина для очистки и очистки картофеля, оснащенная мягкой щеткой, может полностью и эффективно удалить тонкую кожуру. Высокая скорость очистки обеспечивает хороший старт и нормальную скорость работы всей линии по производству картофельных чипсов.Функции стирки и очистки в одной машине позволяют избежать однообразной работы и сэкономить время.
√ Высокая степень отслаивания до 98%.
√ Доступны для картофеля разного размера.
√ Простота эксплуатации и очистки.
√ Стирка и пилинг одновременно.
Машина для производства картофельных чипсов : Эта машина для производства картофельных чипсов может нарезать очищенный картофель на ломтики, чипсы и тертый картофель.Ролики и ножи можно отрегулировать для картофельных ломтиков и чипсов разной толщины. Вы можете свободно готовить картофельные чипсы и картофель фри с помощью этой многофункциональной машины для картофельных чипсов. Мы предлагаем два метода кормления (вертикальное кормление и боковое кормление) на ваш выбор.
√ Толщина свободно регулируется.
√ Доступно для картофельных чипсов и картофеля фри.
√ Весь процесс резки без сломанной стружки.
√ Два способа кормления на ваш выбор.
Бланшировочная машина для картофельных чипсов : Бланшировочная машина для картофельных чипсов, устройство для предварительной обработки, используется для уничтожения вредных бактерий и сохранения оригинального вкуса пищевых продуктов. Бланшированные картофельные чипсы имеют свежий цвет и овощной запах, в то время как активные ферменты ограничены для облегчения хранения.
√ Температура воды регулируется автоматически.
√ Время бланширования можно регулировать.
√ Мы предлагаем разную мощность для вашей линии по производству картофельных чипсов.
Машина для обезвоживания картофельных чипсов : Машина для обезвоживания картофельных чипсов, использующая преимущества методов центробежного обезвоживания, может удалять поверхностную воду с бланшированных картофельных чипсов. Картофельные чипсы и полоски, обработанные на этой обезвоживающей машине, можно легко обжарить в следующей жарочной машине. Оснащенная противоударным устройством, эта машина для обезвоживания может устойчиво работать с высокой скоростью вращения.
√ Высокая скорость обезвоживания.
√ Стабильное рабочее состояние.
√ Автоматическое управление с помощью цифрового шкафа.
Машина для жарки картофельных чипсов : В машине для жарки картофельных чипсов есть два метода нагрева — с помощью электричества и с помощью угля. Вы можете выбрать любого по своему энергоресурсу. Аппарат для жарки картофельных чипсов, нагретый электричеством, намного чище угля.Жареные картофельные чипсы и картофель фри имеют привлекательный блеск и аромат.
√ Система защиты от перегрева обеспечивает безопасное производство.
√ Усовершенствованная жарочная машина позволяет сэкономить 50% масла.
√ Можно свободно выбрать два метода нагрева.
√ Жареные картофельные чипсы обладают приятным вкусом и блеском.
Машина для обезжиривания картофельных чипсов : Подобно машине для обезвоживания картофельных чипсов, эта машина для обезжиривания картофельных чипсов использует центробежный принцип для удаления лишнего масла из жареных картофельных чипсов и картофеля фри.Слишком много масла не приносит пользы здоровью людей. И в то же время технология обезжиривания снижает производственные затраты.
√ Высокая скорость обезжиривания.
√ Брызги масла не выливаются из-за бака для разлива.
√ Скорость вращения можно регулировать.
√ Мы предлагаем разные емкости на ваш выбор.
Приправа для картофельных чипсов : Картофельные чипсы и картофель фри можно добавлять с различными соусами на любой вкус.Есть три способа ароматизации: дисковый, восьмиугольный и барабанный. Приправы для картофельных чипсов барабанного типа очень популярны, в то время как для производства крупных картофельных чипсов дисковый тип имеет большую производительность.
√ Картофельные чипсы и соусы перемешать равномерно.
√ Регулируемый объем приправы для картофельных чипсов.
√ Низкий процент брака в процессе приправы.
√ Подходит для жареных блюд.
Заполненный азотом Картофельные чипсы Упаковочная машина : Ароматизированные картофельные чипсы необходимо быстро упаковать, чтобы они не испортились.Картофельные чипсы, запечатанные в мешках с азотом, не вступают в реакцию с кислородом. Картофельные чипсы в упаковке можно хранить долго без потери вкусовых качеств.
√ Высокая эффективность работы с двумя камерами.
√ Уплотнение, охлаждение, заполнение азотом одновременно.
√ Плотное уплотнение экономит время и труд.
√ Доступно для передвижения.
, большое влияние Nespresso представляет свою самую маленькую кофемашину в истории, представляя Essenza Mini
Несмотря на свой небольшой размер, машина Essenza Mini отличается стилем и индивидуальностью.Он доступен в двух отличительных формах и в пяти потрясающих цветах. Для поклонников чистых линий и квадратных краев есть простая, чистая прямоугольная форма в цветах Piano Black, Pure White или Intense Grey. Или, для тех, кто хочет немного развлечься в своем кухонном пространстве, есть уникальная треугольная форма в трех привлекательных цветах. Выбирайте из черного рояля, красного рубина или зеленого лайма. Машина Essenza Mini с таким большим количеством опций подойдет для любого индивидуального стиля.
Клэр Клоатр-Винзант, руководитель отдела маркетинга оборудования в Nespresso , прокомментировала: «Мы знаем, что многие потребители хотят насладиться чашечкой кофе наиболее удобным способом без ущерба для вкуса, поэтому мы хотели предложить то, что доставляет непревзойденный вкус. Nespresso Качество в сочетании с простотой использования, минималистской красотой и размером.Машина Essenza Mini объединяет все эти потребности в одной простой машине ».
При весе всего пять фунтов, кофемашина Essenza Mini представляет собой инновационное решение для небольших помещений без ущерба для качества кофе, позволяя пользователям наслаждаться своим любимым напитком Grands Crus простым и стильным способом. Он оснащен:
- 2 программируемыми кнопками для приготовления эспрессо или лунго
- Сверхкомпактный размер (В x Д x Ш): 8 x 13 x 3.3 дюйма или 8 x 12,8 x 4,3 дюйма
- Режим низкого энергопотребления после трех минут простоя. Автоматическое отключение через девять минут
- Быстрый нагрев
- Сверхлегкий: 5 фунтов
- Компактная конструкция
- Интуитивно понятные и простые в использовании функции
Essenza Mini — новейшее дополнение к линейке кофемашин Nespresso OriginalLine и приготовление капсул из линейки 24 OriginalLine Grands Crus. Nespresso Grands Crus упакованы из алюминия, материала, который сохраняет качество и свежесть кофе и может повторно использоваться повторно. Nespresso стремится максимально упростить переработку и предлагает потребителям несколько способов переработки. Nespresso предлагает предоплаченные пакеты для утилизации UPS для потребителей в 48 штатах, чтобы отправить использованные капсулы по почте или отправить их в более чем 88 000 пунктов приема. Потребители также могут утилизировать использованные капсулы в более чем 500 пунктах сбора в бутиках Nespresso по всей стране и у избранных партнеров по розничной торговле.
Новую кофемашину Nespresso Essenza Mini можно приобрести в бутиках Nespresso , Nespresso в магазинах, в избранных розничных магазинах, в клубе Nespresso (1.800.562.1465) и на сайте www.nespresso .com. Цена Essenza Mini составляет 149 долларов, а Essenza Mini плюс автономный вспениватель молока Aeroccino3 — 199 долларов.
Контактная информация
Запросы по связям с общественностью
Эшли Келлэм
Вебер Шандвик
212.537.8755
[адрес электронной почты защищен]
Катарина Вос
Nespresso USA
[адрес электронной почты защищен] Nespresso .com
О Nestlé Nespresso SA
Nestlé Nespresso SA является первопроходцем и эталоном порции кофе. Компания работает с более чем 70 000 фермерами в 12 странах в рамках своей программы AAA Sustainable Quality ™, чтобы внедрить методы устойчивого развития на фермах и в окружающих ландшафтах. Программа, запущенная в 2003 году в сотрудничестве с The Rainforest Alliance, помогает повысить урожайность и качество урожая, обеспечивая устойчивые поставки высококачественного кофе и улучшая условия жизни фермеров и их сообществ.
Nespresso со штаб-квартирой в Лозанне, Швейцария, работает в 69 странах и насчитывает более 12 000 сотрудников. В 2016 году он управлял глобальной розничной сетью, насчитывающей более 600 бутиков. Для получения дополнительной информации посетите корпоративный веб-сайт Nespresso: www.nestle-nespresso.com.
ИСТОЧНИК Nespresso
Ссылки по теме
http://www.nespresso.com
Микропроизводство будущего — TechCrunch
Дмитрий Слепов Автор
Другие сообщения этого автора- Реальная стоимость робототехники
Микропроизводство.Как только я закончу набирать слово, моя программа проверки орфографии Grammarly сразу подчеркнет его красным и предложит замену: «микропроизводство». Но это новое написание скоро станет мейнстримом.
Когда я говорю о микропроизводстве, я не имею в виду изготовление крошечных (микромасштабных) компонентов. Есть еще одно определение: «Микропроизводство — это производство продукции в небольших количествах с использованием небольших производственных мощностей».
Я говорю о «крошечных фабриках».
Насколько крошечный это крошечный? Ну, прямо сейчас, все умещается в одной маленькой комнатке крошечной.Через несколько лет размер офисного копировального аппарата станет эталоном «крошечных» в микропроизводстве.
Многие из нас выросли в эпоху фабрик-гигантов. Сначала они были у нас на задворках, потом перебрались в Китай и стали еще гигантами. Некоторые цеха по производству электронных плат и изделий стали настолько большими, что их приходится объезжать! Итак, какого черта я говорю о крошечных фабриках? Это вообще достижимо или практично?
Мне всегда казалось, что эти крупные производственные предприятия, разбросанные по территории Китая и других промышленно развитых стран, похожи на мэйнфреймы компьютеров прошлых лет.Построенные с огромными капиталовложениями, эти средства используются совместно между пользователями, каждый из которых использует только часть доступной мощности.
Что случилось с мэйнфреймами? За эрой компьютерных монстров последовал взрыв в области персональных компьютеров. Компьютеры взяли что-то чрезвычайно дорогое, чем раньше пользовались многие, и передали это в руки отдельных лиц.
То же самое произойдет в производстве в целом и в производстве электроники в частности.Вот четыре причины, по которым я думаю, что мы увидим взрыв «личного производства».
Первая причина заключается в том, что оборудование, необходимое для производства электронных устройств, становится все меньше и дешевле. Машины для производства электронных плат не так уж и сложны. В вашем лазерном принтере больше деталей, чем в SMT «чип-шутере».
По мере того как все больше и больше людей начинают покупать или сдавать в аренду свое производственное оборудование, цены будут снижаться.
Основная причина того, что эти машины такие дорогие, заключается в том, что они продаются в небольших количествах.По мере того, как все больше и больше людей начинают покупать или сдавать в аренду свое производственное оборудование, цены будут снижаться — как всегда происходит при увеличении продаж. В идеальной петле положительной обратной связи, которая неизменно образуется вокруг новых технологий, машины SMT, печи оплавления и другие необходимые компоненты для производства электронных плат будут становиться меньше и дешевле, а по мере того, как они становятся еще меньше, станут еще дешевле.
Естественно, у этих компактных машин будет относительно скромная производительность, но это нормально. Офисные лазерные принтеры очень медленные по сравнению с профессиональным печатным оборудованием, но мы редко видим в этом ограничение.В любом случае лазерного принтера в вашем офисе нет для печати большого объема документов. Он предназначен для печати по запросу, когда вам это нужно, без ожидания и планирования.
То же самое и с микропроизводством.
Вторая причина — Дигики. Что касается электронных компонентов, Digikey — это как Amazon и Википедия в одном лице. Я говорю об Amazon, потому что Digikey — это огромный магазин практически всего, что есть на печатных платах, от скромных резисторов до мощных процессоров.И я говорю «Википедия», потому что Digikey также предоставляет технические данные и маркетинговые материалы для всего, что они предлагают.
Когда я впервые начал работать на Тайване в 1996 году, в нашей компании был большой отдел закупок, укомплектованный сотрудниками, которые занимались закупкой электронных компонентов. Типичная спецификация (ведомость материалов) — список деталей, необходимых для создания продукта, — часто состоит из сотен записей.
Большинство этих деталей поступает от разных поставщиков, и задачей нашего отдела закупок было найти компоненты, согласовать цену и установить график поставки.Поиск поставщиков — это кропотливая, монотонная работа, требующая людских ресурсов и концентрации: даже одна ошибка может подорвать ваше производство. Для такого рода работы правильное выполнение на 99 процентов просто не годится. Достаточно всего 100 процентов.
«Сделано в Америке» снова стало излюбленным направлением маркетинга.
На крупных заводах в Азии по-прежнему имеются значительные отделы закупок. Прямые переговоры с поставщиками позволяют этим предприятиям получать лучшие цены и строить отношения.Для специализированных игроков задача поиска запчастей для небольших производственных партий является серьезным препятствием для производительности. К счастью, сейчас у нас есть Дигики. В наши дни наш отдел закупок очень маленький. Для многих спецификаций мы просто вводим список прямо в Digikey.
Получили бы мы лучшие цены, если бы имели дело с поставщиками напрямую? Конечно, но это будет сопровождаться оговорками: нас попросят заказать «MOQ» (минимальное количество заказа), а MOQ может быть относительно высоким. Digikey редко требует «MOQ.Вы можете купить большинство деталей в количестве «QTY1» (количество в одном экземпляре). Это дороже, но вы не раздуваете свой инвентарь.
Понимая, как обстоят дела с микропроизводством, Digikey незаметно начала делать две вещи. Во-первых, большинство компонентов теперь можно заказывать в рулонах, даже если объем заказа очень небольшой. Эти катушки идут прямо на машины SMT, что сокращает время, необходимое для настройки производства.
Второе нововведение Digikey, Avnet и других игроков — это служба планирования.Идея состоит в том, чтобы позволить производителям создавать графики поставки запчастей и, таким образом, достигать желанного производства точно в срок.
Экстраполируя в будущее, я вижу мир, в котором компактные SMT-машины автоматически заказывают электронные компоненты у Digikey. Если струйные принтеры HP теперь могут заказывать картриджи без вашего вмешательства, почему ваша будущая машина SMT не будет делать то же самое?
Вы видите, к чему я клоню? Более дешевые машины вкупе с меньшими трудозатратами и сложностью получения деталей.Это революционная комбинация, и я только наполовину закончил список причин, по которым микропроизводство набирает обороты.
Третья причина — политика. Эпоха глобализации закончилась. Это смелое заявление, но если вы посмотрите на знаки, они повсюду. Во второй половине двадцатого века произошло беспрецедентное устранение торговых барьеров, чему поддержали Соединенные Штаты — главный сторонник глобализации.
Международные торговые соглашения обеспечили беспрецедентный доступ для американских корпораций.Они также привели к упадку американского и европейского производства, настолько, что некоторые типы фабрик там теперь полностью вымерли, а рабочие определенных профессий перестали существовать.
В наши дни, похоже, ситуация меняется. Даже главный болельщик глобализации теперь пытается вернуть рабочие места домой. Не смотрите дальше предвыборной платформы Дональда Трампа. Г-н Трамп ясно дает понять, где, по его мнению, должны производиться американские товары — в Америке. Он далеко не единственный, кто рекламирует это послание.«Сделано в Америке» снова стало излюбленным направлением маркетинга.
Всякий раз, когда появляется новая деловая или общественная тенденция, Америка всегда быстро придумывает яркое название, фразу или слово, которые пытаются уловить самую суть этой тенденции. Что ж, есть новое слово для обозначения заводов на родине, и это слово — «перебраться». Решоринг — это противоположность «офшоринга» — термина, который был популярным два десятилетия назад, когда все переводили производство в Китай.
Если язык является вестником грядущих событий, новый термин посылает недвусмысленное сообщение.Manncorp, известный поставщик оборудования для поверхностного монтажа, недавно разместил баннер на своем веб-сайте. Он гласил: «Помогаем американскому бизнесу переориентироваться» Также существует reshorenow.org с его Reshoring Initiative и сотни других организаций, продвигающих эту идею.
Что сегодня подходит для отечественного производства, так это производство нишевой, специализированной продукции.
Это многообещающее движение по возвращению производства домой не ограничивается только Америкой.По всему миру в России правительство начало отменять тарифы на электронные компоненты и одновременно создало значительные препятствия для использования импортных товаров в государственных проектах. Тенденция очевидна, и большие и малые страны начинают следовать ее примеру.
Итак, у каких заводов есть шанс вернуться домой? Дональд Трамп, похоже, считает, что можно переосмыслить практически все, даже производство iPhone. Я в этом сомневаюсь, и отраслевые эксперты тоже. Приведение фабрик iPhone домой потребует огромных затрат и усилий по автоматизации производственного процесса с помощью роботов, а это пока нереально (см. Мою статью под названием «Реальная стоимость робототехники»).Итак, давайте оставим мечту о том, чтобы принести из всех произведений политикам и их политикам в год выборов.
Для отечественного производства сегодня подходит производство нишевой, специализированной продукции. В Америке и Европе их много, и гигантские китайские фабрики в любом случае не подходят для их производства. Гораздо больше подходят компактные и маневренные производственные мощности. Здесь политика будет соответствовать практическим требованиям бизнеса.
Помимо политики, во многих странах теперь есть небольшая, но влиятельная и быстро растущая группа людей, которых называют «творцами».«Эти парни просто хотят создавать крутые штуки. Они хотят делать что-то, и они хотят делать это лично, а не передавать процесс изготовления на аутсорсинг в далекие страны, такие как Китай.
С помощью чрезвычайно популярных краудфандинговых платформ, таких как Kickstarter и Indiegogo, эти молодые предприниматели уже придумали, как собирать средства для своих проектов. Теперь они выясняют, как создавать свои продукты на местном уровне. Им не нужны большие фабрики. Вместо этого им требуются компактные персональные производственные мощности, приспособленные к небольшим гибким производственным циклам.Для многих производителей микропроизводство будет ключом к их коммерческому успеху.
Причина номер четыре: многие люди устали иметь дело с Китаем.
Я утверждаю, что многие компании переместили свое производство в Китай по причинам, далеким от жесткой экономической необходимости. Был романтический компонент: «Я предприниматель, путешествующий по всему миру». Был компонент хвастовства: «Послушайте, я настолько интернациональный, что мой офис находится в Лос-Анджелесе, а мое производство — в Китае». Был обычный стадный менталитет: «Все едут в Китай.Я тоже должен идти.
Это было тогда. В наши дни многие устали от длительных межконтинентальных перелетов. Это не весело и не совсем романтично после того, как вы сделаете это пару раз.
Кроме того, Китай безудержно пренебрегает интеллектуальной собственностью. Как сказал один из моих клиентов из Швейцарии: «Мы не видим копии наших продуктов. Мы видим копии копий ».
Тогда есть проблемы с качеством. Единственный способ получить хорошее качество в Китае — это постоянные проверки и мониторинг.Это дорого и утомительно, и как только вы перестаете искать, у вас возникают проблемы с качеством.
Затем есть «ночные пробежки». Это несанкционированные производственные циклы, в ходе которых производятся одни и те же товары, а затем эти товары продаются по незаконным каналам. Проблема огромная. Это затронуло бесчисленное множество крупных брендов. На прошлой неделе мне подарили шарф Salvatore Ferragamo. Меня уверили, что шарф «на 100% настоящий». «OEM» ухмыльнулся парню, который дал мне его, OEM был вежливым, ироничным кодом для продуктов «ночного производства».
Я представляю себе будущее микропроизводства еще далеко, но революция уже началась.
Еще несколько факторов усугубляют проблемы зарубежных клиентов. Уровень жизни и заработная плата в Китае резко повысились. Это означает всевозможные позитивные изменения в китайском обществе, но также приводит к увеличению производственных затрат. Правительство стало намного лучше получать доступ к налогам и собирать налоги, а также ввело несколько новых налогов. Иностранные компании, которых когда-то заманивали в крупные производственные парки и зоны с низкими затратами и скидками, теперь чувствуют себя в невыгодном положении по сравнению с местными производителями, которые, похоже, все больше пользуются поддержкой правительства.
Наконец, рассмотрим фактор поколения. Поколение предпринимателей, которые отправились «открывать» Китай в 80-е годы, стареет. Многим из этих парней не терпится вернуться домой. Для многих из них микропроизводство и автоматизация дают реальную надежду на переориентацию.
Вот и все, мои четыре причины, по которым микропроизводство набирает обороты. Думаете, кто-нибудь здесь, в Азии, это понимает? Точно нет! Мне потребовалось два года, чтобы построить собственное микропроизводство.Существуют тысячи поставщиков оборудования, но очень немногие из них имели что-то хоть отдаленно полезное для моего проекта мини-завода. Мне приходилось комбинировать вещи неожиданными способами и изобретать собственное снаряжение там, где его не было под рукой. Два года спустя моя мини-фабрика жива и работает хорошо, но усилия оказались намного больше, чем я ожидал.
Однажды я был на лифте в нашем офисном здании в Тайбэе. Парень, стоящий рядом со мной, был представителем мастера по изготовлению трафаретов (трафареты из паяльной пасты используются при производстве электронных плат).Этот парень только что доставил мне в офис новые трафареты. Вдруг он засмеялся и сказал: «Я только что видел вашу фабрику. Он такой крошечный! Перед тем как приехать сюда, я пошел к другому своему заказчику, у него есть сборочная линия, на которой работает весь квартал »! Он раскрыл руки настолько широко, насколько позволяли стены лифта, и посмотрел на меня с необузданным любопытством. Для него я был взрослым, играющим в игрушки.
Ну, мне интересно, будет ли он смеяться, скажем, лет через 10-15. К тому времени SMT-чипы уменьшатся до размеров большого офисного копировального аппарата.Они будут поставляться со сложным программным обеспечением для управления, которое будет автоматически заказывать запчасти у глобальных дистрибьюторов. Духовки и другое необходимое оборудование будут доступны в вертикальном форм-факторе для экономии занимаемой площади. Доступных роботов будут вызывать, чтобы они вставляли большие компоненты, закручивали винты и делали все то, что другие машины SMT сделать не могут.
Да, будущее микропроизводства, которое я представляю, еще далеко, но революция уже началась. Компактные SMT-машины сейчас почти доступны, и мы находимся только в самом начале мощного цикла.
Этот цикл повторялся прежде бесчисленное количество раз. Купив машину, вы с меньшей вероятностью поедете на автобусе. Как только у вас в офисе появился лазерный принтер, вы почти полностью перестали быть клиентом типографии. После того, как вы приобрели свое микропроизводственное оборудование… Я оставляю вам доработать эту мысль.
Автоматические машины и устройства для изготовления пончиков | Смеси для пончиков и принадлежности | Концессионное оборудование
Ищете дополнительную информацию о создании нового бизнеса? Если вы ищете подробную информацию о размере прибыли, гарантиях и характеристиках, рассмотрите возможность посещения нашей страницы деловых возможностей.Помните, ждать нет никакой выгоды!
Сделано в Америке! Каждая из наших мини-машин для производства пончиков была разработана прямо здесь, в Америке, и по сей день мы производим, тестируем и обслуживаем наше оборудование на нашем семейном заводе в Миннесоте, США.
Электрические мини-пончики — Все наши машины производят пончики четырех размеров, от мини до стандартного большого пончика. Нажмите на машину, чтобы просмотреть дополнительную информацию о продукции, технических характеристиках, принадлежностях и упаковках.
Модель 800 Мини-пончиковая машина
Производство: до 800 / час
Электрооборудование:
115 В переменного тока, 60 Гц, 1800 Вт, 20 А
(доступно 220 В переменного тока, 50 Гц)
SS1200 Мини-пончиковая машина Производство: до 1200 / час
Электрооборудование:
115 В переменного тока, 60 Гц, 2300 Вт, 20 А
(доступно 220 В переменного тока, 50 Гц)
Возможна прибыль до 300 долларов и более в час!
SS2400 Мини-пончиковая машина Производство: до 2400 / час
Электрический:
220 В переменного тока, 50/60 Гц, 5760 Вт, 30 А
Возможна прибыль до 600 долларов и более в час!
Газовые мини-пончики — Наши газовые мини-пончики обладают теми же характеристиками, что и их электрические аналоги, и позволяют производить такое же количество вкусных и прибыльных мини-пончиков.Единственное отличие — в способе нагрева. В этих инновационных машинах используется современная газоструйная технология «in-shot», которая нагревает масло до температуры готовки всего за 30 минут. Эта система безопаснее, надежнее и эффективнее, чем горелки с открытым пламенем. Работать на открытом воздухе зимой в стиле Миннесоты? Нет проблем для газовой машины.
Знаете ли вы, что наши газовые машины совершенно новые? Мы полностью переработали наши газовые машины в соответствии с последними канадскими стандартами газа, а также текущими требованиями ETL и NSF.Все машины, выпущенные после декабря 2011 года, относятся к модели GII. Обратитесь к своему торговому консультанту, если у вас есть какие-либо вопросы относительно нормативных кодексов.
SS1200-GII Mini Donut Machine Производство: до 1200 / час
Электрооборудование:
115 В переменного тока, 60 Гц, 358 Вт, 3,2 А
(доступно 220 В переменного тока, 50 Гц)
SS2400-GII Mini Donut Machine Производство: до 2400 / час
Электрический:
115 В переменного тока, 60 Гц, 358 Вт, 3.