Оборудование для производства профнастила (Линия для профнастила (профлиста) или станок)
Компания «Профоборудование-Л» является одним из безусловных лидеров отечественного рынка разработчиков и производителей профилегибочных и нестандартных станков для обеспечения самых различных производственных циклов и выпуска разнообразной продукции. 15 лет непрерывной работы и безостановочного совершенствования технологий, конструкций и производства позволяют нам выпускать исключительно качественные, энергоэффективные и производительные линии для профнастила.
Преимущества приобретения линии для производства профнастила в компании «Профоборудование-Л»
Как только что было сказано, занимать уверенные позиции на рынке оборудования для профнастила нам помогает огромный опыт и самые высокие требования к качеству выпускаемых станков.
Станки для производства профлиста нашего предприятия имеют отличную производительность – в среднем на одной линии можно производить от 25 до 30 метров профлиста за одну минуту. Такая производительность обеспечивает высокую рентабельность
Такая производительность обеспечивает высокую рентабельность
Безусловно, в качестве одного из важнейших преимуществ нашего предприятия является также и наличие собственного конструкторского бюро, в котором работают профессионалы самого высокого класса. Это благодаря именно их труду мы можем производить высокотехнологичное, эффективное и одновременно с этим не слишком дорогое оборудование для производства профнастила и прочие станки.
Также мы, как ответственный и добросовестный производитель, занимаемся разработкой, производством и продажей не просто разрозненных производственных агрегатов — мы поставляем линии для профнастила «под ключ».
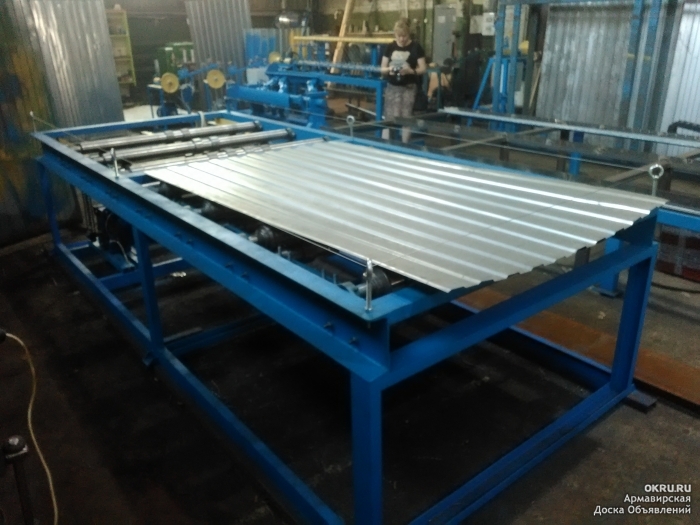
Производственная
линия для профлиста состоит сразу из нескольких электрических и механических узлов, без которых невозможна эффективная организация качественной продукции.Первым участком производственной цепи является консольные разматыватели рулонной стали на двух опорах грузоподъемностью до 10 тонн и мощностью 5,5 киловатт.
Следующим элементом линии для профнастила являются ручные дисковые ножницы, которые по желанию заказчика могут оснащаться электромеханическим приводом.
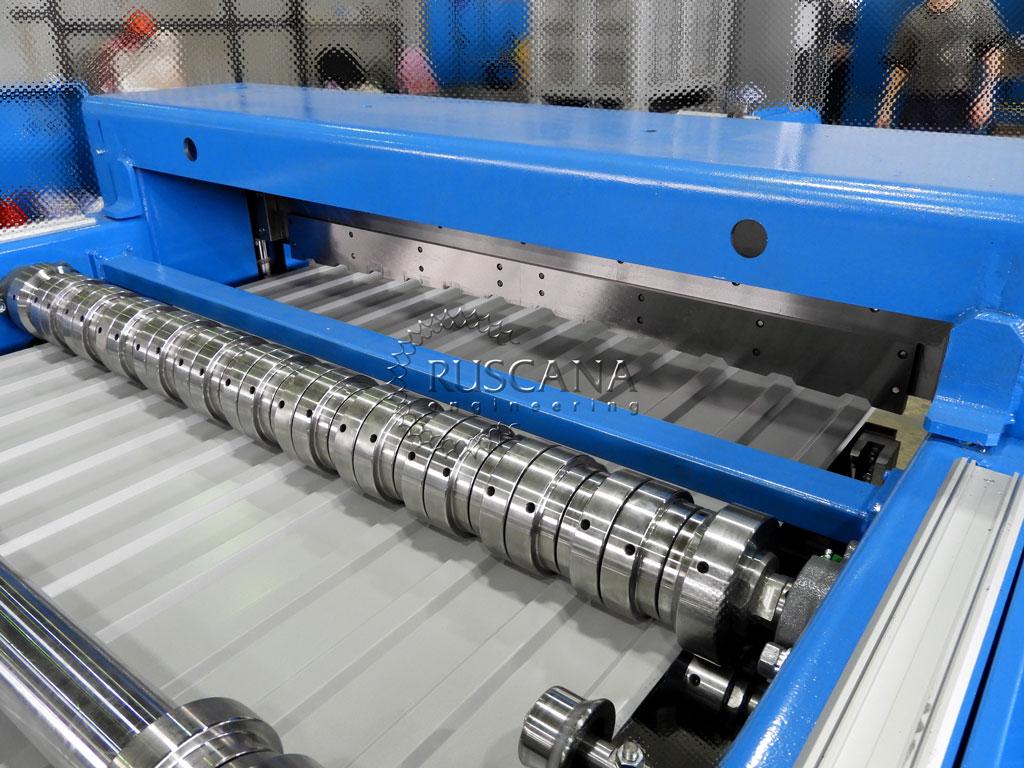
Далее идет непосредственно станок для производства профнастила — профилегибочный стан с моторно-редукторным приводом. Надежные высокопрочные валы диаметром не менее 100 мм обеспечивают качественное профилирование и долговечность стана. Отдельно стоит отметить, что продукция, производимая на наших станках для профнастила, соответствует не только «устаревшему» ГОСТу 24045-94, но и сменившему его стандарту 24045-2016, который предъявляет значительно более жесткие требования к качеству профилированного листа. В частности, к точности геометрической формы каждого профиля. Также на линии (станке) для профнастила устанавливается система автоматического управления, которая позволяет осуществлять производство не только в ручном, но и в автоматическом режиме.
Приемное устройство на линии также может оснащаться электромеханическим приводом. Кроме того, по желанию заказчика дополнительно может быть поставлено и установлено устройство для декоративно-защитного ламинирования профлиста и специальная загрузочная тележка, оснащенная гидравлическим подъемником с возможностью передвижения по рельсам с использованием электромеханическим приводом.
После ее установки и запуска всего поставляемого оборудования вам не придется дополнительно докупать ничего, кроме сырья — прокатного рулонного металла. После чего можно приступать к производству профилированного стального листа.
По всем вопросам, касающимся приобретения и эксплуатации оборудования для производства профнастила, обязательно звоните в офис нашей компании.
Грамотные, компетентные и неизменно доброжелательные сотрудники предприятия всегда готовы предоставить вам любуюдополнительную информацию и еще больше рассказать о достоинствах линий для производства профнастила.
Нашей стратегической задачей является не сиюминутная денежная выгода, а долговременное и плодотворное сотрудничество. Поэтому мы берем на себя весь цикл гарантийного и сервисного обслуживания производимого оборудования, обеспечивая его бесперебойную работу в течение длительного времени.
(495) 640 21 99
|
|
|
|||||||||||

 boracom.ru!
boracom.ru!

 Возможны и другие дополнения, по запросу заказчика.
Возможны и другие дополнения, по запросу заказчика.

 Его сборка займет не более 20 мин, масса составного модуля фальцепрокатного станка – около 45 кг.
Его сборка займет не более 20 мин, масса составного модуля фальцепрокатного станка – около 45 кг.

 Их функция – установка и размотка металла любого качества (оцинкованного, имеющего лакокрасочное покрытие, черного и пр.) Разматыватели, поставляемые компанией БОРА, могут эксплуатироваться как отдельная техническая единица, или же в составе автоматизированных производственных линий по обработке рулонного металла. Они незаменимы в составе линий продольной, поперечной продольно-поперечной резки рулонного металлопроката, в составе линий профилирования по производству металлосайдинга, профнастила, металлической черепицы и пр. Консольная конструкция предлагаемых разматывателей обеспечивает простоту и скорость установки рулона.
Их функция – установка и размотка металла любого качества (оцинкованного, имеющего лакокрасочное покрытие, черного и пр.) Разматыватели, поставляемые компанией БОРА, могут эксплуатироваться как отдельная техническая единица, или же в составе автоматизированных производственных линий по обработке рулонного металла. Они незаменимы в составе линий продольной, поперечной продольно-поперечной резки рулонного металлопроката, в составе линий профилирования по производству металлосайдинга, профнастила, металлической черепицы и пр. Консольная конструкция предлагаемых разматывателей обеспечивает простоту и скорость установки рулона.


Производство профлиста – процесс изготовления, описание оборудования + Видео
Изготовление надежного, небольшого по массе и недорогого профлиста, используемого в строительной сфере наших дней, осуществляется на специальном ручном и автоматическом оборудовании.
1 Что нужно знать о производстве профилированных листов?
Профнастил – универсальный современный материал для постройки малоэтажных зданий, облицовки стен, покрытия кровли и выполнения других строительных задач, производится из стального оцинкованного холоднокатаного листа. Чтобы придать такому прокату требуемую форму используется всего два способа – горяче- и холоднокатаный. Обе эти операции предполагают прохождение плоских листов из стали через специальные валы.
Горячекатаная технология из-за своих особенностей доступна исключительно на крупных металлургических комбинатах.
А вот холодная прокатка стальных заготовок с целью получения из них профилированных листов может выполняться в полупрофессиональных и даже любительских условиях. Здесь главное правильно выбрать требуемое оборудование и научиться грамотно пользоваться им.
Технология производства стенового и кровельного профлиста методом холодного проката состоит из двух процедур, следующих друг за другом. Сначала заготовку пропускают через вальцы, а затем выполняют раскрой полученного профнастила по заданным геометрическим разделам. Форма вальцов определяет, как вы сами понимаете, форму готового изделия.
Сначала заготовку пропускают через вальцы, а затем выполняют раскрой полученного профнастила по заданным геометрическим разделам. Форма вальцов определяет, как вы сами понимаете, форму готового изделия.
Простейший ручной станок для изготовления профилированного листа способен «выдать» нам изделия только одной формы. В тех же случаях, когда применяется автоматизированная линия по производству профлиста, она, как правило, позволяет получать продукцию разного сортамента и форм. Достигается подобное разнообразие за счет того, что автоматизированное оборудование дает возможность изменять настройки вальцов.
2 Какие агрегаты используются для производства профилированных листов?
Изготовление возможно на установках трех основных типов:
Элементарный станок для производства профлистов может использовать любой человек, но при условии, что он готов прилагать достаточно-таки серьезные физические усилия для обработки стальных листов. На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
Ручное оборудование не обязательно приобретать в готовом виде. В интернете есть огромное количество подробных чертежей и схем, руководствуясь которыми можно самостоятельно изготовить простейший гибочный станок. Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.
Частично автоматизированное оборудование для производства профнастила позволяет выпускать в разы более профессиональную продукцию. Подобные агрегаты оснащаются электроприводом, они имеют сравнительно небольшой вес, что позволяет переносить их и использовать непосредственно на тех объектах, где осуществляется малоэтажное строительство, возведение хранилищ для сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Полуавтоматическое оборудование по эффективности своей работы и качеству производимой профилированной продукции ничем не уступает полностью автоматизированным линиям. При этом оно является мобильным, что в ряде случаев имеет огромное значение.
Стационарная автоматическая линия представляет собой целый комплекс агрегатов. В зависимости от конкретной комплектации она может включать в себя следующие установки:
- непосредственно прокатный стан с вальцами нескольких размеров;
- приспособление для резки профлистов;
- оборудование для нанесения на готовую продукцию полимерного покрытия.
Также в составе автоматизированных линий иногда имеется агрегат для выполнения погрузочных работ. Понятно, что такие комплексы имеют высокую стоимость. Но и производительность их в разы превосходит возможности ручных и полуавтоматических станков. Вкладывать финансовые средства в автоматическое оборудование имеет смысл тогда, когда вы планируете долго и плодотворно работать на поприще изготовления и продажи профилированных листов со всевозможными геометрическими параметрами.
3 Стандартная линия для производства профнастила – что в нее входит?
Специалисты говорят, что в минимальной комплектации автоматизированного оборудования для выпуска качественного профилированного листа должны присутствовать следующие механизмы и приспособления:
- Механизм для фиксации рулонов с исходным сырьем (оцинкованные листы стали) и их разматывания. При промышленном производстве профнастила требуется закупать на металлургических заводах стальные листы, которые, как правило, поставляются в достаточно массивных (до десяти тонн) рулонах. Без специального устройства раскрутить их и начать работу нереально.
- Автоматическое приспособление, позволяющее без участия оператора линии корректировать уровень провисания заготовки между прокатным станом и механизмом разматывания. Автоматизированные агрегаты функционируют на больших скоростях, а значит, человек не в состоянии выполнить без помощи указанного приспособления требуемую корректировку.
- Стан для прокатки листов из рулона.
 Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать.
Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать. - Гильотинные ножницы либо другой агрегат для резки профилированных изделий. Данное оборудование также обязано быть максимально качественным, так как профлист необходимо обрезать без нарушения его формы, без образования заусенцев и иных дефектов, которые снижают стоимость продукции.
- Отсек для складирования изготовленных профилированных листов.
 Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать.
Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать.Линия по производству профнастила управляется специальной системой. Она может быть и относительно простой, и по-настоящему сложной.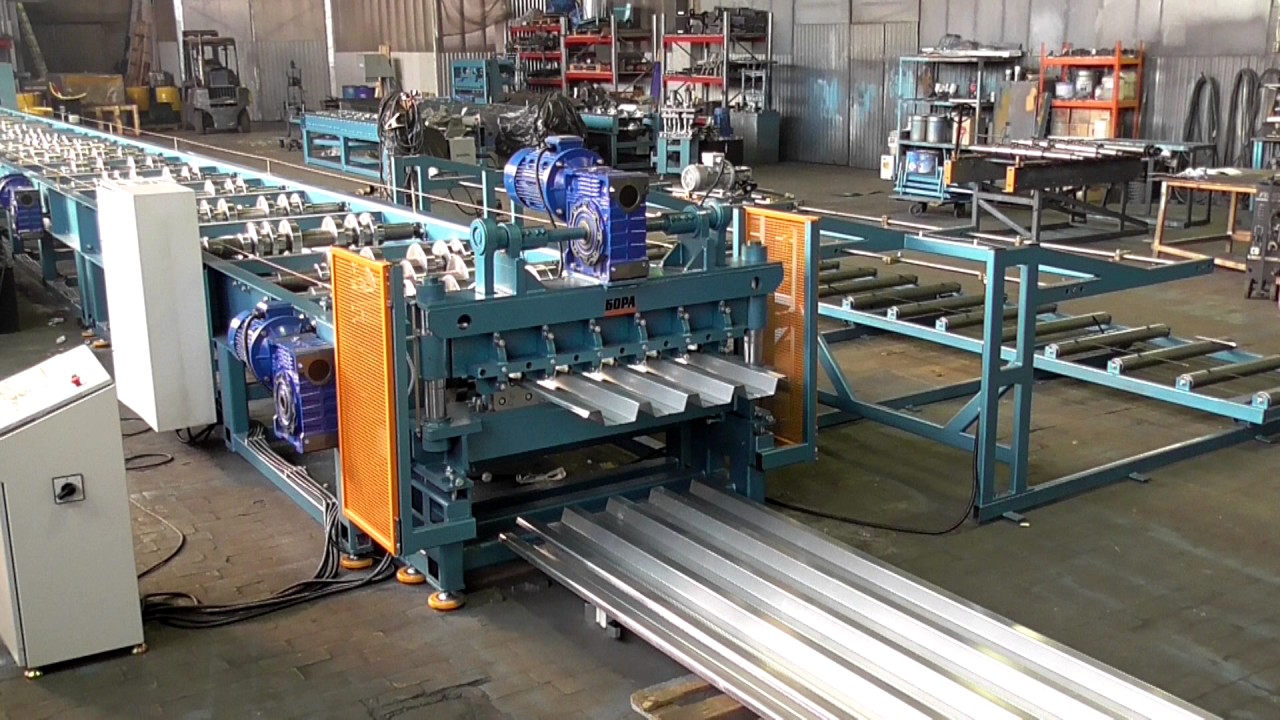 Простая управляющая система не обеспечивает высокого уровня автоматизации производственного процесса, но зато работать с ней могут люди с низкой квалификацией. А вот сложный комплекс управления оборудованием увеличивает эффективность применения линии. Правда, разобраться с такой системой сможет не каждый, для ее использования необходимо привлекать специалистов с большим багажом технических знаний.
Простая управляющая система не обеспечивает высокого уровня автоматизации производственного процесса, но зато работать с ней могут люди с низкой квалификацией. А вот сложный комплекс управления оборудованием увеличивает эффективность применения линии. Правда, разобраться с такой системой сможет не каждый, для ее использования необходимо привлекать специалистов с большим багажом технических знаний.
4 Какие факторы оказывают влияние на качество профлиста?
Заготовка при производстве профилированных листовых изделий на автоматических линиях напрямую зависит от числа вальцов для прокатки. Они располагаются парами друг над другом. Между отдельными парами вальцов имеется небольшой зазор. Стальной лист, из которого делают профнастил, по своей толщине чуть меньше величины указанного зазора (а иногда эти показатели одинаковы).
Исходная заготовка пропускается через прокатные валы, причем подобная процедура осуществляется несколько раз подряд, так как за один проход добиться требуемой формы листа обычно не получается. За один заход заготовка сгибается между валками на определенную величину. При этом на нее оказывается минимальное давление, что обеспечивает идеальный результат конечной деформации.
За один заход заготовка сгибается между валками на определенную величину. При этом на нее оказывается минимальное давление, что обеспечивает идеальный результат конечной деформации.
Важно «не переусердствовать» с количеством пар прокатных валов. Если пропускать заготовку через слишком большое их число, есть вероятность того, что цинковое покрытие стального листа разрушится. Кроме того, на качество профлистов оказывает влияние качество стальных сплавов, из которых производятся прокатные валы и уровень чистоты их обработки.
Специалисты советуют приобретать оборудование зарубежных производителей (например, финских) либо линии отечественного изготовления, и никогда не обращать внимания на агрегаты для производства профилированных листов китайских компаний. И последнее. Если есть возможность, лучше покупать новые, а не бывшие в употреблении линии по выпуску профлиста, так как техические возможности последних обычно находятся на очень низком уровне ввиду их износа.
Линия по производству профнастила: открываем свой бизнес
Можно со всей уверенностью утверждать, что профнастил входит в ТОП-10 наиболее популярных и востребованных материалов на отечественном строительном рынке. Его приобретают для создания оградительных сооружений, малых архитектурных форм, бытовок, мест временного размещения рабочих на объекте, в качестве недорогой, но надежной кровли. Очень часто этот материал применяется для создания в промзонах городов складских помещений, производственных цехов. Одним словом, если вы хотите занять перспективную нишу на рынке стройматериалов, стоит всерьез рассмотреть предложение о приобретении линии по производству профнастила.
Производство профнастила
Что же такое линия по производству профнастила, и почему ее выбору стоит уделить большое значение? Все дело в том, что покупка данного оборудования составит более 80% от всех вложений, поэтому вопрос цены линии крайне щепетилен. На стоимость сильно повлияет принцип функционирования приводного механизма:
- Ручная загрузка сырья, ручная подача и профилирование. Несколько рабочих загружают рулон стали, и начинают процесс профилирования, путем приведения в движение линии с помощью физического воздействия.
- Полуавтоматическая. В данном случае процесс полностью автоматизирован, кроме этапа загрузки сырья на разматыватель.
- Автоматический принцип работы. Все процессы, в том числе загрузка, осуществляются без участия рабочих. Достаточно всего одного оператора, который будет следить за выполнением производственных процессов.
Каждый из описанных вариантов обладает своими преимуществами. К примеру, ручные станы позволяют экономить на электроэнергии, однако при их использовании придется платить заработную плату большему количеству работников, и довольствоваться низкими производственными показателями. Автоматические станы целесообразно применять при налаженной системе сбыта продукции. Высокий темп работы такого рода оборудования нацелен на создание доминантой рыночной позиции.
По самым скромным подсчетам одна линия с автоматическим приводом способна выпустить за стуки в районе 9000-10 000 листов профнастила. В то же время ручной стан не сможет обеспечить показатель выше отметки в 400-500 листов за смену. Оптимальный вариант – полуавтоматы, имеющие приемлемую мощь, стоимость и энергетическую «прожорливость».
Правильный выбор цеха
При выборе помещения необходимо учесть два показателя: размеры и наличие технической линии электропитания. Что до размеров, то для установки линии, организации промежуточного склада сырья и готовой продукции, будет достаточно 200 квадратных метров. Для бесперебойной работы оборудования потребуется линия, способная выдержать нагрузку в 30-40 киловатт.
Линии по производству профнастила из Китая
Преимущества оборудования
Высокая производительность при идеальной точности, скорости прокатки до 50 м/мин
Линии профилируют более тонкий металл
Шефмонтаж, обучение и пуско-наладочные работы входят в стоимость (в т.ч. проживание и авиаперелет)
Реализован механизм автоматической заправки листа
Единовременно программируется до 25 заданий
Идеальное качество профлиста на разных металлах
Отсутствие гидравлических систем позволяет эксплуатировать оборудование в холодное время суток
Качество и ресурс станков проверены на собственном производстве в РФ и КНР.
Предоставляем возможность посещения предприятий с аналогичным оборудованием на территории КНР и РФ (от С8 до Н114)
Гарантия — 18 месяцев на все узлы и агрегаты (в т.ч. двигатели, редукторы, подшипники и.т.д.). замена узлов и агрегатов в течении гарантийного срока производится в соответствии с условиями DDP (INCOTERMS 2010) за счет ПРОДАВЦА.
Технические параметры
Скорость прокатки, м/мин — до 50 м/мин
Производительность линии с учетом реза — до 32 м/мин
Длина изготавливаемых листов профнастила — от 100 до 14 000 мм
Внутренний диаметр рулона — от 500 до 600 мм (в том числе рулоны производства КНР)
Ширина исходной ленты — 1 250 мм
Толщина металла — от 0,3 до 1,20 мм (в зависимости от вида профиля)
Обслуживающий персонал — 1 оператор
Разматыватель рулона консольный
Устройство для размотки рулонов металла и дальнейшей подачи полосы в прокатный станок оборудован автоматической системой управления.
Технические характеристики
Установленная мощность 7,5 кВт
Габариты (Д x В x Ш) 2 480 мм x 1 730 мм x 1 830 мм
Грузоподъемность до 10 000 кг
Ширина рулона 1 250 мм
Внутренний диаметр рулона от 480 до 620 мм
Наружный диаметр рулона 1 500 мм
Толщина металла в рулоне 0,3…2,0 мм
Преимущества нашего разматывателя
Возможность эксплуатации в составе скоростных линий (достаточно мощности 7,5 кВт для быстрого старта)
Имеет увеличенный ресурс службы, рассчитан на г/п 10т без подпорной ноги
Позволяет разматывать рулоны с внутренним диаметром 500 мм (производства КНР)
Возможность реверсивной размотки в разные стороны
Не повреждает внутреннюю поверхность рулона, в отличии от двухопорного разматывателя
Не изнашиваются опорные подшипники.
Оборудован собственной автоматической системой управления, позволяющей следить за провисом полосы, скоростью и направлением движения
Станок отрезной для быстрой замены рулона
Станок позволяет сделать быстрый и ровный срез листа, для замены рулона на другой без технологических потерь.
В зависимости от Вашего пожелания станок можно оснастить электромеханическим приводом.
Узел ламинации листа
Представляет собой устройство для нанесения защитной пленки перед профилированием, что позволяет защитить профнастил от царапин.
Станок прокатный профилирующий
Выполняет главную роль — формирует гладкий лист метала в гофрированный профлист.
Прокатный стан – представляет собой два ряда прокатных вращающих валов требуемой геометрии. Лист металла проходя через прокатные валы приобретает профилированную форму.
Преимущества прокатного стана
Лист не уводит вправо-влево, отсутствуют «елочки» по краям и перекаты, профлист соответствует новому ГОСТ 24045-10 с ужесточенными требованиями к точности.
Крепление роликов и валов через шпонку, на валу и ролике вырезан шпон-паз (в отличие от крепления “гуженом”, когда ролик крепится к валу винтом).
Минимальный диаметр вала — 100 мм. Это гарантирует, что при профилировании листа валы не будут прогибаться в середине (достаточен прогиб 0,10 мм, чтобы середина профилированного листа визуально казалась не докатанной).
Используются европейские самоцентрирующиеся подшипниковые узлы
Детали подверженные повышенной нагрузки изготавливаются из полно-закаленной стали.
Рабочий инструмент изготовлен из стали Ст40Х. Ресурс работы такого рабочего инструмента при интенсивной работе стана в 3 смены – не менее 10 лет.
Наши станки не имеют привязки к определенным свойствам металла (определенному поставщику). Мы делаем оборудование на заранее определенный диапазон толщин (например, для качественного профилирования настила с высотой гофры 60мм и толщиной 0,7-0,9мм необходим станок с 20-ю рабочими клетями, а для того же листа толщиной 0,5-0,9мм необходимо уже 23 клети). Но качество профиля при профилировании металла разных производителей, при этом, остается неизменно идеальным.
Виды готовой продукции и область применения
Ножницы гильотинные для резки
Предназначены для рубки готовой продукции на выходе из прокатного станка (СТАНА).
Преимущества
Быстрые ножницы для скоростных линий, цикл руба — ок. 1 сек
Нет гидравлики — ножницы работают в холод
При срезе ножи не смещают лист в сторону при рубе.
Накопитель
Cлужит накопителем готовых листов для его последующей упаковки и отгрузки на склад.
Дополнительные опции
Возможна установка автоматического штабелера со сбрасывателем и выгрузкой пачки вперед и вбок.
Система автоматического управления
Позволяет управлять производственной линией с одного участка(пульта).
Компьютеризированная система производит запись производственного процесса на электронный накопитель.
оборудование для производства профнастила | ООО Альта-Транс
Линия по производству профнастила: комплектация и возможности
- Разматыватель;
для подачи рулонного материала в линию - Прокатный профилирующий стан;
- Гильотина;
для отреза в заданный размер - Приёмный стол;
для приема готового материала - АСУ.
автоматическая система управления
1. РАЗМАТЫВАТЕЛЬ
Устройство используется для того, чтобы подавать рулонную сталь в профилирующий агрегат. При производстве профнастила оборудование может эксплуатироваться в ручном или автоматическом режиме, в зависимости от стадии выполнения задачи.
Основные технические характеристики оборудования для производства профнастила:
- мощность 1,5-2,2 кВт;
- предельный диаметр разжатия 510-610 мм;
- грузоподъемность 8-10 т.
По желанию заказчика розжим лопастей разматывателя может быть с механическим или гидравлическим приводом.
фото2. ПРОКАТНЫЙ СТАН
Станки для профнастила работают в соответствии с методом последовательного профилирования. Удобство эксплуатации оборудования для производства профилей обеспечивается за счёт регулировки скорости проката и использования регулируемого направляющего стола, наличия отрезных ножниц для минимизации отходов, превосходной эргономики.
Технические характеристики станка для профнастила имеют широкий диапазон и зависят от пожеланий заказчика. К таковым относятся диапазон закалки рабочего инструмента, варианты исполнения установки прокатного инструмента, производительность оборудования для изготовления профилей и множество других полезных опций.
фото3. ГИЛЬОТИНА
Этот станок для профнастила используется для отреза профилированного материала в заданный размер.
Максимальная потребляемая мощность гильотины составляет 4 кВт (данный параметр может изменяться в зависимости от толщины используемого в металла).
фото4. ПРИЁМНЫЙ СТОЛ СТАНКА ДЛЯ ПРОФНАСТИЛА
После отреза гильотиной готовый профнастил оборудование направляет на приемные лопасти, после чего тот сбрасывается на специальную платформу.
В зависимости от условий размещения станка (линии) по производству профнастила в конкретном помещении предусмотрено несколько вариантов исполнения приёмного стола. Мощность двигателя моторедуктора крыльев приемного стола составляет 0,57 кВт.
фото5. АСУ (автоматическая система управления)
В составе линии по производству профнастила используется автоматизированная система управления, позволяющая обеспечить эффективное согласование и управление работой каждого из станков для профнастила. Основными возможностями и преимуществами именно такой модификации АСУ является:
- использование электронных компонентов марок Mitsubishi, Panasonic;
- максимальная погрешность 0,5 мм на 1 м.п.;
- простота программирования, интуитивный интерфейс управления;
- контроль выполняемого заказа в любой стадии изготовления;
- слежение за ходом производственного процесса;
- вывод на дисплей всей текущей рабочей информации;
- возможность настройки оборудования для изготовления профнастила с минимальным количеством отходов.
Высокая точность, производительность и энергоэффективность используемого оборудования — одно из основных условий любого успешного предприятия. Польский станок (линия) для производства профнастила обладает отличными эксплуатационными показателями при доступной цене. «Альта-Транс» предлагает оборудование, приносящее успех.
| Машины кузнечно — прессовые: линия для производства профнастила, модель C21. Продукция изготовлена в соответствии с ТР ТС 010/2011 «О безопасности машин и оборудования», ТР ТС 020/2011 «Электромагнитная совместимость техни | 8462211008 |
| Машины кузнечно-прессовые: машины гибочные для арочного профнастила | 8462211008 |
| Оборудование для промышленности строительных материалов: станки для изготовления профнастила, | 8462211009 |
| Машины кузнечно-прессовые: станок для изготовления профнастила | 8462211009 |
| Линия для прокатки профнастила | 8455220008 |
| Машины кузнечно-прессовые: автоматизированная линия проката профнастила Н60 | 8462211009 |
| Оборудование технологическое для литейного производства: Станок для производства профнастила, в разобраном виде модель Н-21, без ЧПУ | 8455220008 |
| Оборудование для производства профнастила | 8462218007 |
| Машины кузнечно-прессовые: Линия производства металлического профнастила, металлочерепицы | 8462211008 |
| Машины кузнечно-прессовые: Оборудование для строительства бескаркасных ангаров в составе: линия для изготовления арочного профнастила | 8462211008 |
| Оборудование для металлообработки: машина гибочная, длягибки листового материала – арочного профнастила Модель ВН 1250-800 | 846229 |
| Оборудование кузнечно-прессовое: прессы листогибочные с числовым программным управлением для производства профнастила, металло-черепицы, сайдинга, профиля из листового металла, бескаркасных арочных сооружений модели: С7, | 8462211009 |
| Оборудование для промышленности строительных материалов: станок для изготовления профнастила и металочерепицы | 846221100 |
| Машины кузнечно-прессовые: линия по производству профнастила из листового металла | 8462291000 |
| Линия по изготовлению профнастила с ЧПУ, в комплекте с гибочным прессом, режущим оборудованием и разматывающим устройством в составе: платформа подачи материала и разматыватель, гибочный станок с отрезным устройством, гидр | 8462211008 |
| Оборудование для промышленности строительных материалов: станы прокатные для производства профнастила | 8455220002 |
| Станок гибочный для производства профнастила, металлочерепицы | 8462291000 |
| Оборудование кузнечно-прессовое: двухуровневая автоматическая линия по производству профнастила | 8462291000 |
| Машины кузнечно-прессовые: станок гибочный для производства профнастила | 8462291000 |
| Оборудование металлообрабатывающее: автоматическая линия для производства профнастила (Профилегибочная машина) в составе: размотчик рулона ,прокатный стан, ножницы гильотинные , автоматическая система управления (САУ) | 8455220002 |
| Машины кузнечно-прессовые: мобильное профилегибочное оборудование (машина) для производства арочного профнастила, модель CS-1250-800 | 8462299800 |
| Оборудование для промышленности строительных материалов: линии для производства профнастила | 8455220002 |
| Машины гибочные и правильные: машины листогибочные для производства профнастила и сайдинга из листового металла | 8462211008 |
| Оборудование для промышленности строительных материалов: линии по производству металлочерепицы, профнастила, фасадных кассет | 8462 |
| Станки металлообрабатывающие: автоматическая линия для производства профнастила (профилегибочная машина) | 8455220002 |
(PDF) Гофрированные линии Губо для замедления и ограничения терагерцовых волн
IEEE TRANSACTIONS ON TERAHERTZ SCIENCE AND TECHNOLOGY 5
Рис. 11. Расширение электрического поля в воздухе и подложке для одиночных и гофрированных
PGL. f = 180 ГГц. Результаты моделирования CST Microwave Studio
Рис. 12. Передача гофрированного (рис. 1) и негофрированного PGL как
как функция частоты для двух поглощающих поверхностей под подложкой из пирекса.
Следовательно, можно легко сконструировать фазовращатель
, используя гофры: чем глубже гофра, тем медленнее
распространяется волна.Это может быть полезно для реализации интегрированных шестипортовых рефлектометров
непосредственно в микросистемах. Кроме того, гофрирование линий Губо
позволяет избежать субстратных мод.
До сих пор единственной реакцией на режимы подложки было
уменьшения толщины подложки или работы с мембранами.
Гофрирование теперь является более быстрым и дешевым решением для интеграции высокочастотного PGL
в микросистемы.
Теперь необходимо провести работы, чтобы лучше понять возбуждение и распространение стратегических мод sub-
.Увеличение исследуемых частот
должно помочь увидеть, появляются ли моды подложки
на более высоких частотах или нет. Наконец, интеграция гофров в микрожидкостные системы
позволит достичь более высоких частот
без необходимости уменьшения толщины подложки.
БЛАГОДАРНОСТЬ
Авторы выражают благодарность Sylvie Lepilliet из IEMN
за высокочастотные измерения.
ССЫЛКИ
[1] A.Г. Маркельц, «Терагерцовая диэлектрическая чувствительность к биомолекулярной структуре
и функциям», IEEE J. Sel. Темы Квантовая электроника, т. 14, вып. 1,
pp. 180–190, Jan. 2008.
[2] PA George, W. Hui, F. Rana, BG Hawkins, AE Smith,
и BJ Kirby, «Микрожидкостные устройства для терагерцовой спектроскопии
.биомолекул, Опт. Экспресс, т. 16, нет. 3, pp. 1577–1582, Feb. 2008.
[3] В. Матвеев, К. Де Тандт, В. Рэнсон, Дж. Стиенс, Р.Vounckx,
,D. Mangelings, «Интегрированная волноводная структура для высокочувствительной спектроскопии нанолитровых жидкостей в капиллярных трубках», Prog. Электромагнит.
Res., Vol. 121, pp. 89–101, Oct. 2011.
[4] А. Трейзебре и Б. Боке, «Нанометрическая металлическая проволока как ориентир для
тГц исследования живых клеток», Междунар. J. Nanotechnol., Vol. 5, вып. 6-8,
pp. 784–795, 2008.
[5] С. Лауретт, А. Трейзебре и Б. Боке, «Совместно интегрированные микрожидкостные функции
,и thz для биочипов», J.Микромех. Microeng., Т. 21,
нет. 6, стр. 065029, май 2011 г.
[6] С. Лаурет, А. Трейзебре, Ф. Аффуар и Б. Боке, «Субтерагерц
, характеризация слоев гидратации этанола с помощью микрожидкостной системы»,
Appl. Phys. Lett., Vol. 97, нет. 11, стр. 111904, сентябрь 2010 г.
[7] А. Трейзебре, Б. Боке, Ю. С. Сю и Р. Г. Бозизио, «Новое возбуждение
плоской линии губо», Microw. Опт. Техн. Пусть., Т. 50,
нет. 11, стр.2998–3001, ноябрь 2008 г.
[8] А. Трейзебре, М. Хофман и Б. Боке, «Терагерцовые спиральные плоские отражатели линии губау
для биологической характеристики», Prog. Электро-
магн. Res. М, т. 14, стр. 163–176, октябрь 2010 г.
[9] Ю. Сюй, К. Нергизиан, Р. Г. Бозисио, «Широкополосные плоские компоненты интегральной схемы
линий в миллиметровом диапазоне», IET Microw.
Антенна П., т. 5, вып. 8, pp. 882–885, Jun. 2011.
[10] Т. Акалин, Э.Пейтавит, Ж.-Ф. Лэмпин, «Изгибы и фильтры с однополосными плазмонными волноводами
», Infrared and Millimeter
Waves, 2007 и 15-я Международная конференция по терагерцовой электронике
в 2007 году. IRMMW-THz. Совместная 32-я международная конференция,
, сентябрь 2007 г., стр. 75–76.
[11] Т. Акалин и В. Падилла, «Плазмонные волноводы и компоненты из метаматериалов
на терагерцовых частотах», в Microwave Conference, 2009.
APMS 2009.Asia Pacific, pp. 2444–2446, декабрь 2009 г.
[12] А. Фернандес-Домингес, Л. Мартин-Морено, Ф. Гарсиа-Видаль, С. Ан-
дрюс и С. Майер, « Подражание поверхностным плазмонным поляритонным модам, распространяющимся вдоль периодически гофрированных проводов », IEEE J. Sel. Темы Quantum
Электрон., Т. 14, вып. 6, pp. 1515–1521, Nov. 2008.
[13] Б. Бьянко и М. Пароди, «Определение постоянной распространения
однородных микрополосковых линий», Alta Frequenza, vol.45, pp. 107–110, Feb.
1976.
[14] L. Shen, X. Chen, and T.-J. Янг, “Поверхностные плазмонные поляритоны терагерцового диапазона
на периодически гофрированных металлических поверхностях”, Опт. Экспресс, т. 16, нет. 5,
pp. 3326–3333, март 2008 г.
[15] Г. Кумар, С. Пандей, А. Куи, А. Нахата, «Планарные плазмонные терагерцовые волноводы
на основе периодически гофрированных металлических пленок. ”New J. Phys.,
vol. 13, стр. 033024, март 2011 г.
[16] S. Laurette, A.Трейзебре, Б. Боке, «Терагерцовый интерферометр для интегрированных волноводов типа губау
», Prog. Электромагнит. Res. Л., т. 30,
стр. 49, Feb. 2012.
[17] Ю. С. Сюй и Р. Г. Бозисио, «Исследование плоских линий губо (pgls) для
интегральных схем (ics) миллиметрового и субмиллиметрового диапазона волн», Microw.Опт. Техн. Пусть., Т. 43, вып. 4, pp. 290–293, ноябрь 2004 г.
Саймон Лоретт в настоящее время является докторантом Института электроники,
Микроэлектроника и нанотехнологии (IEMN) — Университет Лилля 1.Он работает
по интеграции волноводов ТГц диапазона в микрожидкостные системы, чтобы охарактеризовать
химических и биологических объектов.
Jacksonville Terminal Company N 485001 48-футовый контейнер из гофрированного картона High Cube 3-42-3 American President Lines
Описание
Jacksonville Terminal Company N 485001 48-футовый контейнер из гофрированного картона High Cube 3-42-3 American President Lines — средний логотип APL, 2 шт. В упаковке
Наслаждайтесь этими выдающимися, детализированными моделями с невероятной детализацией и графикой, а также магнитной системой для удержания их вместе, которая отлично работает!
APL началась в 1848 году с рейса парохода из Нью-Йорка в США.Южное Западное побережье и с тех пор находится в авангарде мировой судоходной индустрии. Бизнес, созданный APL и его предшественниками, связан практически со всеми странами мира и является одним из ведущих мировых морских перевозчиков с международной транспортной сетью, обеспечивающей высококачественные интермодальные перевозки с использованием передовых технологий, оборудования и электронной коммерции. APL Logistics была запущена в США в 1980 году с целью дальнейшего расширения опыта в области розничной торговли, потребительских товаров, высоких технологий и других товаров общего назначения.
Характеристики:
Все новые инструменты; 3-42-3 гофр
APL2 Тип корпуса С соединительным литьем «IBC» в точках 40 и 48 футов. Двери и фасады обработаны в соответствии с фотографиями прототипов.
IBC, соединительные штифты Inter-Box, в масштабе ISO 40 ‘местоположения
JTC Магнитная соединительная система: магниты нижняя и металлическая верхняя пластина
Детальная печать по фотографиям
- Модели
поставляются в упаковках по ДВА, если не указано иное.
IBC соединяет штифты с контейнерами с открытым верхом JTC 40 ‘с магнитами, контейнерами JTC 20’ с магнитами; Контейнер Atlas 40, контейнеры JTC Flatrack, контейнеры JTC 53 ‘и 48’ и будущие контейнеры Jacksonville Terminal Company.
Совместимость с JTC Комплекты подрамника для ретро-установки для штабелирования контейнеров марок M-T и S-T наверху.
Идентифицированных стилей кузова:
APL1- двойная высота рамы с выемкой в раме, параллельные ручки
APL2- двойная высота рамы с выемкой в раме, ручки сложены друг над другом
APL3- Высота одной рамы с выемкой в раме
PCR — двойная высота рамы с выемкой в раме, без угловых отливок IBC в точках 48 футов.Версия PACER; CSX (патч Pacer)
Линия по производству гофрированного картона, Линия по производству гофрированного картона, Линия по производству гофрированного картона
Использование и характеристики:
Эта производственная линия доступна в большом количестве в автоматическом производстве, которое может производить гофрированный картон, соответствующий национальному стандарту с высоким качеством, и принятый концентрированный контроль, простота эксплуатации и ремонта , безопасно, надежно, сокращая трудовые ресурсы. Эта производственная линия использует международную технологию энергосбережения с подогревом масла, которая позволяет экономить 40 процентов энергии по сравнению с паровым обогревом, что позволяет эффективно снизить затраты.Это экономичное производство на большой средней компании по производству картона.
1. Общая длина: 40-70 м
2. Общая мощность: 100-200 кВт
3. Два вида рамы с валом и рама без вала, предоставляют заказчику выбор.
4. Маршевый гофрированный картон: диаметр гофрированного картона: 280-406 мм, используется электрический регулятор скорости.
5. Двухцилиндровый монтажный маршин резинки: При принятии, внутри два слоя вытяните пистолет, поднимитесь, чтобы нести бумагу, ведущую бумажный ролик.
6. Духовка: общая длина 7,8 м, вмещает 9-18 нагревательных блоков.
7. Установочная часть: общая длина 3,8-5 м, вместе с несколькими парами симметричных валов.
8. Горизонтальный, продольный маршин для нарезки: обычный или супертонкий нож, выбираемый в зависимости от требований клиента, высокая автоматичность, удобство в эксплуатации.
※ ДЕТАЛИ ДЛЯ 5-СЛОЙНОЙ ГОФРИРОВАННОЙ ЛИНИИ
| спецификация | Название оборудования | ЕДИНИЦА | КОЛ-ВО | Remark |
| YV5B | 2 902 902 Гидравлический валок , гиперболический тяжелый коромысло, расширяющийся патрон, многоточечный тормоз, подъемный гидравлический привод, панорамирование слева и справа по центру.Длина направляющей 6000 мм , использование сварки пластин длина рельса 6000 мм , тележка для сварки пластин 10 мм。||||
| | Тележка для бумаги | a | 10 | |
| RG-1-900 | подогревВерхний бумажный цилиндр | a | 2 | ролик ¢ 900 мм , включая сертификат емкости под давлением. Электрическая регулировка угла намотки Угол намотки позволяет регулировать область предварительного нагрева бумаги в диапазоне 360 °. |
| RG-1-900 | Цилиндр предварительного нагрева гильзы | a | 2 | ролик ¢ 900 мм , включая сертификат емкости под давлением.Электрическая регулировка угла намотки Угол намотки позволяет регулировать область предварительного нагрева бумаги в диапазоне 360 °. |
| SF-320C | Одинарный торцеватель без пальцев | a | 2 | Гофрированный основной ролик ¢ 320 мм , материал из легированной стали 48CrMo, карбид вольфрама, модульная групповая подъемная передача плиточных валков. подшипник, клей для автоматического управления ПЛК, сенсорный экран HMI, нарушает автоматический сброс парковки, способ нагрева пара. |
| RG-3-900 | Тройной подогреватель | a | 1 | ролик ¢ 900 мм , включая сертификат емкости под давлением.Электрическая регулировка угла намотки Угол намотки позволяет регулировать область предварительного нагрева бумаги в диапазоне 360 °. |
| GM-20 | Машина для двойного клея | a | 1 | Диаметр клеевого валика 269 мм. Каждый независимый частотный привод, диаметр клеевого валика 269 мм. Каждый независимый частотный моторный привод, ПЛК регулируют клеевой зазор и HMI. |
| TQ | конвейерный мост тяжелого типа | набор | 1 | 200-миллиметровые каналы главной балки, независимый инверторный двигатель, тяговая подача бумаги, адсорбционное натяжение.Электрокоррекция。 |
| SM-F | Двойной фрезер | набор | 1 | Стойка 360 мм GB канал , Хромированная плита 600 мм * 16 шт. пластина. Отображение температуры, частота двигателя. |
| NCBD | NCBD Подрезной станок с тонким лезвием | a | 1 | Вольфрамовая легированная сталь, пять ножей восемь линий , тип линии нулевого давления. Сервокомпьютер Schneider автоматически разряжает нож, ширина всасывающего отверстия регулируется автоматически. |
| NC-150 | Режущие винтовые ножи с ЧПУ | a | 1 | Полное сервоуправление переменного тока, тормоз с накоплением энергии, спиральная конструкция лезвий, маслозаполненные шестерни, сенсорный дисплей с диагональю 10,4 дюйма. |
| DM-XLM | компьютерный портальный автоматический штабелеукладчик | a | 1 | Подъем платформы с сервоприводом, трехсекционный частотный транспорт , автоматическая разгрузка стопки точек, импортный высокопрочный ленточный выход, стандартный транспорт со стороны бумаги самолет. |
| ZJZ | Система клеевых станций | набор | 1 | Трубопровод, принадлежащий клиентам Конфигурация клея состоит из несущего резервуара, основного резервуара, резервуара для хранения 、 и отправляющего пластикового насоса 、 заднего пластикового насоса。 |
| QU | Система источника газа | a | 1 | Трубопровод источника воздуха готовится заказчиком. |
| ZQ | Паровая система | комплект | 1 | Компоненты паровой системы, используемые во всех клапанах GB Включая поворотный шарнир, верхнюю и нижнюю заслонки распределителя, стол давления и т. Д. Котлы и трубы, принадлежащие заказчику. |
| DQ | Система электрического шкафа управления | набор | 1 | Электронная система управления: одинарный фрезерный станок без пальцев 、 приводная часть score Биговальный станок для тонких лезвий с ЧПУ 、 двусторонний фрезерный станок 、 клеевой станок все используют частотный двигатель , управление дельтой system.operation интерфейс простой и удобный , Шкаф управления индикацией скорости с отображением скорости каждого блока, вызовом блока, функцией аварийной остановки. Основные реле марки Schneider. |
※ ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ПАРАМЕТРЫ И ТРЕБОВАНИЯ В ЛИНИИ ПРОДУКЦИИ
Тип: Линия по производству пятислойного гофрированного картона типа WJ150-1800-Ⅱ:
| 1 | 2 902 скорость | 150 м / мин | |||||||||||||||
| 3 | Трехслойная рабочая скорость | 100-140 м / мин | 4 | Пятислойная рабочая скорость | 90-130 м / мин | ||||||||||||
| 5 | Семислойная работа скорость | ——————- | 6 | Максимальное изменение одной скорости | 100 м / мин | ||||||||||||
| 7 | Точность продольного разделения | ± 1 мм | 8 | Точность поперечной резки | ± 1 мм | ||||||||||||
| примечание | Скорость достижения указанных выше целей, необходимых для достижения : эффективной ширины 2800 мм повторно состояние оборудования бумаги 175 ℃ температура поверхности нагрева. | ||||||||||||||||
| Индекс верхней бумаги | 100 г / ㎡ — 180 г / Индекс раздавливания кольца (Нм / г) ≥8 (вода, содержащая 8-10%) | ||||||||||||||||
| Индекс основной бумаги | 80 г / — 160 г / ㎡ Индекс раздавливания кольца (Нм / г) ≥5,5 (вода, содержащая 8-10%) | ||||||||||||||||
| Индекс разрушения кольца | 90 г / ㎡ — 160 г / ㎡ Индекс раздавливания кольца (Нм / г) ≥6 (вода, содержащая 8-10% %) | ||||||||||||||||
| 9 | Комбинация канавок | | |||||||||||||||
| 10 | Потребление пара | Максимальное давление 16 кг / см2 | Обычное давление 10-12 кг / см2 | кг / ч | Потребность в электроэнергии | AC380V 50 Гц 3PH | Общая мощность≈220 кВт | Рабочая мощность≈150 кВт | |||||||||
| 12 | Сжатый воздух | Максимальное давление 9 кг / см2 | Обычное давление 904-890 кг / см2 | ||||||||||||||
| 13 | место | ≈Lmin70m * Wmin10m * Hmin5m (Фактический чертеж поставщику для предоставления прошедшего аудит превалирует) | |||||||||||||||
| Секция, принадлежащая клиенту |
| 1 、 Система парового отопления: предложение с паровым котлом 4000 кг / ч : 1.Паропровод 25 МПа |
| 2 、 Машина для сжатого воздуха 、 Воздухопровод 、 Труба для подачи клея |
| 3 、 Электропитание 、 провода, подключенные к панели управления и трубопроводной трубе |
| 4 、 Источники воды 、 водопроводы 、 ведра и так далее. 、 Масляное оборудование 、 смазочное масло 、 гидравлическое масло 、 консистентная смазка |
Orbis представляет первую пластиковую гофрокоробу многоразового использования для автоматизированных упаковочных линий
PlastiCorr — это первая многоразовая экологически чистая замена ящиков из гофрированного картона.(Фото: ORBIS Corp.)
Корпорация ORBIS, международный производитель экологически чистой упаковки многоразового использования и лидер в области оптимизации цепочки поставок, представила PlastiCorr, первую в мире пластиковую гофрокоробу многоразового использования, которая безупречно работает с существующими автоматизированными упаковочными линиями.
PlastiCorr представляет собой первую в своем роде запатентованную технологию Enfold. Такая конструкция соединения гарантирует, что створки коробки возвращаются в прямое положение после каждого использования. Технология Enfold делает PlastiCorr первой полностью функциональной заменой короба из гофрированного картона.Благодаря технологии Enfold створки складных коробок PlastiCorr каждый раз работают как новые, что обеспечивает беспрецедентную возможность повторного использования на упаковочных линиях.
PlastiCorr предлагает плавное преобразование существующих коробок без изменения количества упаковок или конфигурации поддонов. PlastiCorr по своей конструкции соответствует размерам и конструкции современных упаковочных линий и может использоваться во всех типах низко-, средне- и высокоскоростных линий, от ручной до полной высокоскоростной автоматизации. Коробки PlastiCorr прослужат несколько циклов в цепочке поставок, обеспечивая повышение чистой прибыли и окупаемость инвестиций.
Полностью пластиковый корпус без пыли. Коробки PlastiCorr имеют гладкие герметичные края для повышения безопасности, чистоты и эргономики. Его революционная конструкция из непористого пластика легко чистится и не впитывает влагу и запахи. PlastiCorr также подлежит 100% вторичной переработке по окончании продолжительного срока службы.
PlastiCorr предлагает значительное общее снижение воздействия на окружающую среду за счет уменьшения количества потребляемой воды и энергии, а также твердых отходов, образующихся при хранении гофроящиков.Согласно отчету Franklin Associates от июня 2015 года, при переработке гофрированного волокна используется 284 миллиарда галлонов воды в год.
В отчете подробно рассказывается, как компании, переходящие на PlastiCorr для своих автоматизированных упаковочных линий, могут ощутить снижение совокупного потребления энергии до 74%, снижение потребления воды на 89% и сокращение образования твердых отходов на 61%.
Этот продукт приносит беспрецедентные экологические, экономические, чистые и эксплуатационные преимущества сегодняшним компаниям по производству продуктов питания, напитков и товаров народного потребления.
0 1 5 Orbis представляет первую пластиковую гофрокоробу многоразового использования для автоматизированных упаковочных линийКристина Херрик — старший редактор журналов American Fruit Grower и Western Fruit Grower, издаваемых Meister Media Worldwide. Посмотреть все рассказы авторов можно здесь.
«Влияние линий складывания на прочность на сжатие регулируемого элемента» Петера Чавайда, Петера Бёрёча и др.
Абстрактные
Ящик из гофрированного картона (CFB) благодаря своей высокой прочности и низкой плотности является одним из самых популярных видов упаковки во всем мире.Это упаковочное устройство способно удовлетворить огромное количество требований логистического процесса на этапах обработки, отгрузки и хранения. В дополнение к этому, гофроупаковка легко обрабатывается, поэтому она также подходит для специальных цепочек поставок и продуктов. Эти особые потребности включают требование соответствия внутренним размерам транспортного средства, например: транспортный контейнер. Это особенно ожидаемо в случае отправлений менее чем контейнером (LTL), когда стоимость доставки обычно зависит от требуемой площади ( 2 м) или кубатуры ( 3 м) контейнера, поэтому полезная наполнение транспортировочного устройства — очень сильное преимущество.Естественно, это легко решается с помощью разных коробок CFB, которые имеют разную высоту, но для этого пользователю необходимо иметь в наличии большое количество коробок, требуются хорошие отношения и сотрудничество между сторонами, а также надлежащее знание организации продукта в каждой версии коробки. . Гофроящики разной глубины — подходящее решение для решения этой проблемы. Эти коробки складываются через несколько интервалов, поэтому их легко разрезать до желаемой разной высоты. Но предварительно нанесенные линии могут вызвать потерю прочности коробки на сжатие и тем самым привести к повреждению.Целью данной статьи является определение влияния множественных складок на прочность коробки CFB на сжатие. В этой статье не рассматривается влияние различных параметров сгиба, таких как глубина и ширина, а также расстояния между каждым сгибом. По результатам испытаний прочность на сжатие снижается почти значительно из-за дополнительной линии (линий) сгиба.
Рекомендуемое цитирование
Чавайда, Петер; Böröcz, Péter; Мойзес, Акос; и Мольнар, Бенце
(2017)
«Влияние складок на прочность на сжатие гофрированных коробок с регулируемой высотой», Журнал прикладных исследований упаковки : Vol.9
:
Нет.
1
, Статья 3.
Доступно по адресу:
https://scholarworks.rit.edu/japr/vol9/iss1/3
СКАЧАТЬ
С 11 января 2017 г.
МОНЕТЫгофрированный на заказ | Pollock Orora
Out Box the Competition
Ваш браузер не поддерживает теги видео.
Правильная упаковка имеет большое значение. Это снижает материальные затраты, более эффективно упаковывает и отправляет, привлекает внимание на витрине и отправляет товары с полки.Разработка нестандартных гофроящиков и упаковки вокруг самого продукта — ключ к достижению всех этих целей, и это то, что наши специалисты по дизайну нестандартной упаковки делают лучше всего.
Нажмите, чтобы просмотреть нашу галерею решений для индивидуальной упаковки.
Узнавая, что лучше всего подходит для вашего продукта и вашего бизнеса, мы решаем существующие проблемы с упаковкой и воплощаем в жизнь новые идеи упаковки. На нашем производственном предприятии используются новейшие технологии индивидуальной печати, высечки, склеивания и сборки, поэтому наши инженеры по упаковке могут предоставить вам идеальный результат вовремя и в любое время.
- Упаковка Решено: От хлипких материалов до трещин от чернил и проблем с ценообразованием — найдите решения существующих проблем с упаковкой, которые не выходят за рамки бюджета. комбинация клееной и штампованной конструкции для защиты от износа
- Сделано с осторожностью: Благодаря нашей команде экспертов, надежному программному обеспечению и расширенным возможностям творческий подход, эффективность и экономическая эффективность входят в стандартную комплектацию. прицеп загружает, выделяется на уровне розничной торговли и поражает клиентов привлекательными дисплеями POP — все это сделано специально для вашего бренда
Custom Corrugated Solutions
Все, что вам нужно для проектирования, производства и печати гофрокоробов и упаковочных решений для вашего продукты.
- Транспортные коробки
- Контейнеры с индивидуальной печатью
- Переносная упаковка
- Полноцветные POP-дисплеи
- Решения по комплектации
Дизайн нестандартных комплектов
Оптимизируйте производственные процессы с помощью решения Pollock Orora всякий раз, когда у вас появляются новые продукты, рабочая сила- интенсивные производственные, розничные и рекламные акции или другие специализированные комплектующие.
- Сборка и упаковка внутренней и внешней упаковки
- Конструкция, сборка и настройка вставки на заказ
- Конструкция и сборка вставки из пеноматериала
- Конструкция и установка гофрокороба на заказ для быстрой сборки
- Изготовление и сборка гофрированного поддона
- Проектирование, изготовление и сборка дисплеев POP с видеоинструкциями
Узнайте больше о том, как Pollock Orora может решить эту проблему для вашей упаковки.Позвоните по телефону 800.843.7320 или напишите по адресу [email protected], чтобы назначить бесплатную консультацию сегодня.
Show Me More
BW Papersystems расширяет линию по производству гофрированного картона с историческим приобретением K&H Machinery
ФИЛЛИПС, Висконсин (США) — 4 июня 2018 г. — BW Papersystems, компания Barry-Wehmiller и поставщик основного оборудования для бумажной промышленности, приобрела Dongguan K&H Machinery Co. Ltd. Сделка закрыта 31 мая 2018 г.
K&H производит комплектные гофроагрегаты для производства гофрированных листов; некоторые из его хорошо известных продуктов включают N.C. Бобинорезной станок и устройство для одностороннего нанесения положительного давления. Работая в Дунгуане, Китае и Тайване, K&H продает продукцию в Азии, Центральной и Южной Америке и Европе в течение последних 30 лет.
На протяжении десятилетий BW Papersystems и K&H часто работали вместе над проектами, ориентированными на решения, для клиентов по всему Китаю. Теперь две компании объединят усилия, чтобы лучше обслуживать отрасль и увеличить свое присутствие на мировом рынке. BW Papersystems рада приветствовать 145 членов команды в результате этого сотрудничества.
«Мы давно сотрудничаем с K&H, — сказал Нил МакКоннеллог, президент BW Papersystems. «Объединив две компании, BW Papersystems расширит наше видение и откроет новые возможности для клиентов».
Добавлен Эдди Мун, недавно назначенный управляющим директором K&H в Дунгуане: «Оборудование K&H в сочетании с технологиями нашего бренда MarquipWardUnited позволит удовлетворить растущий спрос на автоматизацию в Азии».
«Я с нетерпением жду продолжения прогресса K&H и BW Papersystems на мировом рынке гофрированного картона», — сказал Ву Куан Сюн, президент и председатель совета директоров K&H, который продолжит консультировать по вопросам инноваций и бизнеса в качестве K&H и MarquipWardUnited. производственные линии объединяют оборудование и технологии.
Тим Салливан, президент Barry-Wehmiller Group, Paper and Converting, отметил: «Поскольку это первое приобретение Barry-Wehmiller в Азии, нам повезло и для нас большая честь сотрудничать с K&H и г-ном Ву, и мы очень рады этому.