3D-печать для «чайников» или «что такое 3D-принтер?»
- 1 Термин 3D-печать
- 2 Методы 3D-печати
- 2.1 Экструзионная печать
- 2.2 Плавка, спекание или склеивание
- 2.3 Стереолитография
- 2.4 Ламинирование
- 3 Печать методом послойного наплавления (FDM)
- 3.1 Расходные материалы
- 3.2 Экструдер
- 3.3 Рабочая платформа
- 3.4 Механизмы позиционирования
- 3.5 Управление
- 3.6 Разновидности FDM-принтеров
- 4 Лазерная стереолитография (SLA)
- 4.1 Лазеры и проекторы
- 4.2 Кювета и смола
- 4.3 Разновидности стереолитографических принтеров
Термин 3D-печать
Термин 3D-печать имеет несколько синонимов, один из которых достаточно кратко и точно характеризует сущность процесса – «аддитивное производство», то есть производство за счет добавления материала.
В скором времени 3D-печать будет опробована даже на Международной космической станции
Строго говоря, многие традиционные методы можно было бы отнести к «аддитивным» в широком смысле этого слова – например, литье или клепку. Однако стоит иметь в виду, что в этих случаях либо требуется расход материалов на изготовление специфических инструментов, занятых в производстве конкретных деталей (как в случае с литьем), либо весь процесс сводится к соединению уже готовых деталей (сварке, клепке и пр.). Для того чтобы технология классифицировалась как «3D-печать», необходимо построение конечного продукта из сырья, а не заготовок, а формирование объектов должно быть произвольным – то есть без использования форм.
Методы 3D-печати
Технологий 3D-печати существует великое множество, названий же для них еще больше ввиду патентных ограничений. Тем не менее, можно попробовать разделить технологии по основным направлениям:
Экструзионная печать
Сюда входят такие методы, как послойное наплавление (FDM) и многоструйная печать (MJM). В основе этого метода лежит выдавливание (экструзия) расходного материала с последовательным формированием готового изделия. Как правило, расходные материалы состоят из термопластиков, либо композитных материалов на их основе.
Плавка, спекание или склеивание
Этот подход основывается на соединении порошкового материала в единое целое. Формирование производится разными способами. Наиболее простым является склеивание, как в случае со струйной трехмерной печатью (3DP). Подобные принтеры наносят на рабочую платформу тонкие слои порошка, которые затем выборочно склеиваются связующим материалом. Порошки могут состоять из практически любого материала, который можно измельчить до состояния пудры – пластика, древесины, металла.
Эта модель автомобиля Aston Martin, принадлежавшего Джеймсу Бонду, была успешно напечатана на SLS-принтере компании Voxeljet и не менее успешно взорвана во время съемок фильма «Координаты Скайфолл» вместо дорогого оригинала
Наиболее популярными же в данной категории стали технологии лазерного спекания (SLS и DMLS) и плавки (SLM), позволяющие создавать цельнометаллические детали. Как и в случае со струйной трехмерной печатью, эти устройства наносят тонкие слои порошка, но материал не склеивается, а спекается или плавится с помощью лазера.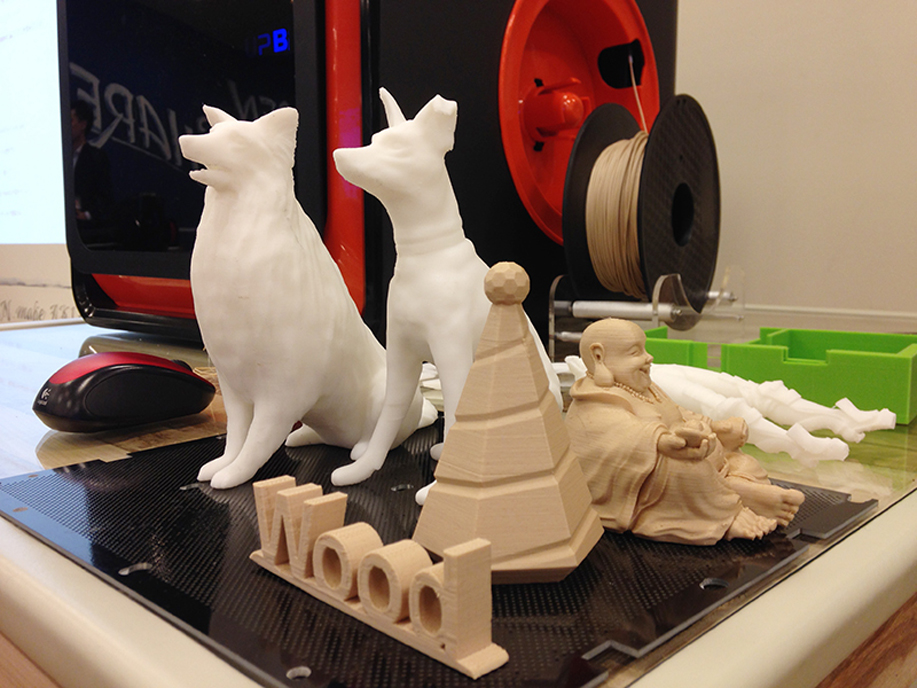 Лазерное спекание (SLS) применяется для работы как с пластиковыми, так и с металлическими порошками, хотя металлические гранулы обычно имеют более легкоплавкую оболочку, а после печати дополнительно спекаются в специальных печах. DMLS – вариант SLS установок с более мощными лазерами, позволяющими спекать непосредственно металлические порошки без добавок. SLM-принтеры предусматривают уже не просто спекание частиц, а их полную плавку, что позволяет создавать монолитные модели, не страдающие от относительной хрупкости, вызываемой пористостью структуры. Как правило, принтеры для работы с металлическими порошками оснащаются вакуумными рабочими камерами, либо замещают воздух инертными газами. Подобное усложнение конструкции вызывается необходимостью работы с металлами и сплавами, подверженными оксидации – например, с титаном.
Лазерное спекание (SLS) применяется для работы как с пластиковыми, так и с металлическими порошками, хотя металлические гранулы обычно имеют более легкоплавкую оболочку, а после печати дополнительно спекаются в специальных печах. DMLS – вариант SLS установок с более мощными лазерами, позволяющими спекать непосредственно металлические порошки без добавок. SLM-принтеры предусматривают уже не просто спекание частиц, а их полную плавку, что позволяет создавать монолитные модели, не страдающие от относительной хрупкости, вызываемой пористостью структуры. Как правило, принтеры для работы с металлическими порошками оснащаются вакуумными рабочими камерами, либо замещают воздух инертными газами. Подобное усложнение конструкции вызывается необходимостью работы с металлами и сплавами, подверженными оксидации – например, с титаном.
Стереолитография
Схема работы SLA-принтера
Стереолитографические принтеры используют специальные жидкие материалы, называемые «фотополимерными смолами». Термин «фотополимеризация» указывает на способность материала затвердевать под воздействием света. Как правило, такие материалы реагируют на облучение ультрафиолетом.
Термин «фотополимеризация» указывает на способность материала затвердевать под воздействием света. Как правило, такие материалы реагируют на облучение ультрафиолетом.
Смола заливается в специальный контейнер с подвижной платформой, которая устанавливается в позиции возле поверхности жидкости. Слой смолы, покрывающий платформу, соответствует одному слою цифровой модели. Затем тонкий слой смолы обрабатывается лазерным лучом, затвердевая в точках соприкосновения. По окончании засветки платформа вместе с готовым слоем погружаются на толщину следующего слоя, и засветка производится вновь.
Ламинирование
Схема работы 3D-принтеров, использующих технологию ламинирования (LOM)
Некоторые 3D-принтеры выстраивают модели, используя листовые материалы – бумагу, фольгу, пластиковую пленку.
Слои материала наклеиваются друг на друга и обрезаются по контурам цифровой модели с помощью лазера или лезвия.
Такие установки хорошо подходят для макетирования и могут использовать очень дешевые расходные материалы, включая обычную офисную бумагу.
Наиболее популярными методами 3D-печати, применяемыми в быту и в офисных условиях стали моделирование методом послойного наплавления (FDM) и лазерная стереолитография (SLA).
Остановимся на этих технологиях поподробнее.
Печать методом послойного наплавления (FDM)
FDM – пожалуй, наиболее простой и доступный метод трехмерного построения, что и обуславливает его высокую популярность.
Высокий спрос на FDM-принтеры ведет к быстрому снижению цен на устройства и расходные материалы, наряду с развитием технологии в направлении удобства эксплуатации и повышения надежности.
Расходные материалы
Катушка с нитью из ABS-пластика и готовая модель
FDM-принтеры предназначены для печати термопластиками, которые обычно поставляются в виде тонких нитей, намотанных на катушки.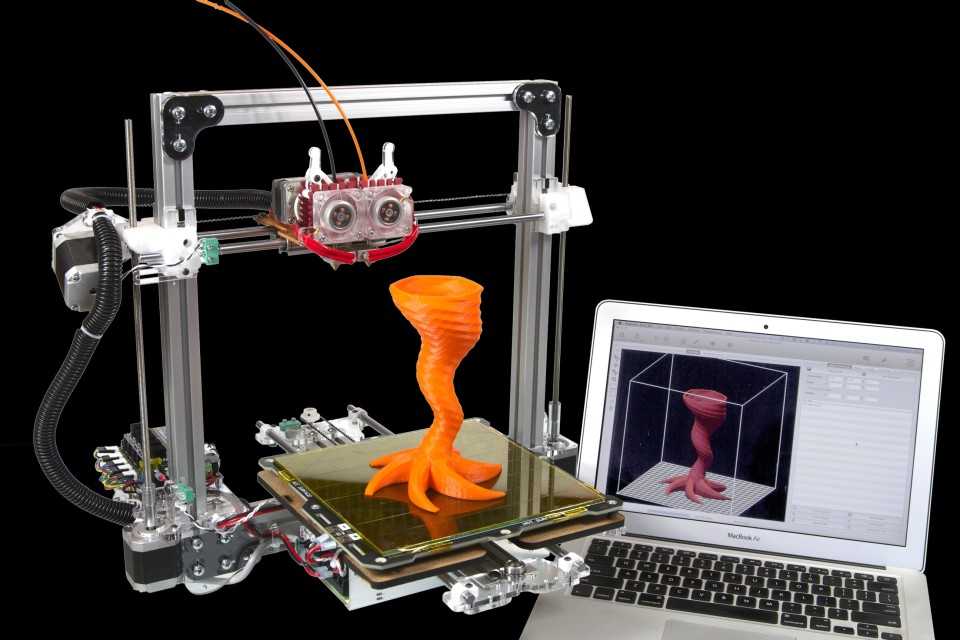
Кроме PLA и ABS возможна печать нейлоном, поликарбонатом, полиэтиленом и многими другими термопластиками, широко распространенными в современной промышленности. Возможно и применение более экзотичных материалов – таких, как поливиниловый спирт, известный как «PVA-пластик». Этот материал растворяется в воде, что делает его весьма полезным при печати моделей сложной геометрической формы.
Модель, изготовленная из Laywoo-D3. Изменение температуры экструзии позволяет добиваться разных оттенков и имитировать годовые кольца
Вовсе необязательно печатать однородными пластиками. Возможно и применение композитных материалов, имитирующих древесину, металлы, камень. Такие материалы используют все те же термопластики, но с примесями непластичных материалов.
Так, Laywoo-D3 состоит отчасти из натуральной древесной пыли, что позволяет печатать «деревянные» изделия, включая мебель.
Материал под названием BronzeFill имеет наполнитель из настоящей бронзы, а изготовленные из него модели поддаются шлифовке и полировке, достигая высокой схожести с изделиями из чистой бронзы.
Стоит лишь помнить, что связующим элементом в композитных материалах служат термопластики – именно они и определяют пороги прочности, термоустойчивости и другие физические и химические свойства готовых моделей.
Экструдер
Экструдер – печатная головка FDM-принтера. Строго говоря, это не совсем верно, ибо головка состоит из нескольких частей, из которых непосредственно «экструдером» является лишь подающий механизм. Тем не менее, по устоявшейся традиции термин «экструдер» повсеместно применяется в качестве синонима целой печатающей сборки.
Строго говоря, это не совсем верно, ибо головка состоит из нескольких частей, из которых непосредственно «экструдером» является лишь подающий механизм. Тем не менее, по устоявшейся традиции термин «экструдер» повсеместно применяется в качестве синонима целой печатающей сборки.
Общая схема конструкции FDM-экструдера
Экструдер предназначен для плавки и нанесения термопластиковой нити. Первый компонент – механизм подачи нити, состоящий из валиков и шестерней, приводимых в движение электромотором. Механизм осуществляет подачу нити в специальную нагреваемую металлическую трубку с соплом небольшого диаметра, называемую «хот-энд» или просто «сопло». Тот же механизм используется и для извлечения нити, если необходима смена материала.
Хот-энд служит для нагревания и плавления нити, подаваемой протягивающим механизмом. Как правило, сопла производятся из латуни или алюминия, хотя возможно использование более термоустойчивых, но и более дорогих материалов. Для печати наиболее популярными пластиками вполне достаточно и латунного сопла. Собственно «сопло» крепится к концу трубки с помощью резьбового соединения и может быть заменено на новое в случае износа или при необходимости смены диаметра. Диаметр сопла обуславливает толщину расплавленной нити и, как следствие, влияет на разрешение печати. Нагревание хот-энда регулируется термистором. Регулировка температуры очень важна, так при перегреве материала может произойти пиролиз, то есть разложение пластика, что способствует как потере свойств самого материала, так и забиванию сопла.
Собственно «сопло» крепится к концу трубки с помощью резьбового соединения и может быть заменено на новое в случае износа или при необходимости смены диаметра. Диаметр сопла обуславливает толщину расплавленной нити и, как следствие, влияет на разрешение печати. Нагревание хот-энда регулируется термистором. Регулировка температуры очень важна, так при перегреве материала может произойти пиролиз, то есть разложение пластика, что способствует как потере свойств самого материала, так и забиванию сопла.
Экструдер FDM-принтера PrintBox3D One
Для того чтобы нить не расплавилась слишком рано, верхняя часть хот-энда охлаждается с помощью радиаторов и вентиляторов. Этот момент имеет огромное значение, так как термопластики, проходящие порог температуры стеклования, значительно расширяются в объеме и повышают трение материала со стенками хот-энда. Если длина такого участка слишком велика, протягивающему механизму может не хватить сил для проталкивания нити.
Количество экструдеров может варьироваться в зависимости от предназначения 3D-принтера. Простейшие варианты используют одну печатающую головку. Двойной экструдер значительно расширяет возможности устройства, позволяя печатать одну модель двумя разными цветами, а также использовать разные материалы. Последний момент важен при построении сложных моделей с нависающими элементами конструкции: FDM-принтеры не могут печатать «по воздуху», так как наносимым слоям требуется опора. В случае с навесными элементами приходится печатать временные опорные структуры, которые удаляются по завершении печати. Процесс удаления чреват повреждением самой модели и требует аккуратности. Кроме того, если модель имеет сложную структуру с труднодоступными внутренними полостями, построение обычных опор может оказаться непрактичным виду сложности удаления лишнего материала.
Простейшие варианты используют одну печатающую головку. Двойной экструдер значительно расширяет возможности устройства, позволяя печатать одну модель двумя разными цветами, а также использовать разные материалы. Последний момент важен при построении сложных моделей с нависающими элементами конструкции: FDM-принтеры не могут печатать «по воздуху», так как наносимым слоям требуется опора. В случае с навесными элементами приходится печатать временные опорные структуры, которые удаляются по завершении печати. Процесс удаления чреват повреждением самой модели и требует аккуратности. Кроме того, если модель имеет сложную структуру с труднодоступными внутренними полостями, построение обычных опор может оказаться непрактичным виду сложности удаления лишнего материала.
Готовая модель с опорами из PVA-пластика (белого цвета) до и после промывки
В таких случаях весьма кстати приходится тот самый водорастворимый поливиниловый спирт (PVA-пластик). С помощью двойного экструдера можно построить модель из водоупорного термопластика, используя PVA для создания опор.
После окончания печати PVA можно просто растворить в воде и получить сложное изделие идеального качества.
Некоторые модели FDM-принтеров могут использовать три или даже четыре экструдера.
Рабочая платформа
Подогреваемая платформа, накрытая съемным стеклянным рабочим столиком
Построение моделей происходит на специальной платформе, зачастую оснащаемой нагревательными элементами. Подогрев требуется для работы с целым рядом пластиков, включая популярный ABS, подверженных высокой степени усадки при охлаждении. Быстрая потеря объема холодными слоями в сравнении со свеженанесенным материалом может привести к деформации модели или расслоению. Подогрев платформы позволяет значительно выравнивать градиент температур между верхними и нижними слоями.
Для некоторых материалов подогрев противопоказан. Характерный пример – PLA-пластик, который требует достаточно длительного времени для затвердевания. Подогрев PLA может привести к деформации нижних слоев под тяжестью верхних. При работе с PLA обычно принимаются меры не для подогрева, а для охлаждения модели. Такие принтеры имеют характерные открытые корпуса и дополнительные вентиляторы, обдувающие свежие слои модели.
При работе с PLA обычно принимаются меры не для подогрева, а для охлаждения модели. Такие принтеры имеют характерные открытые корпуса и дополнительные вентиляторы, обдувающие свежие слои модели.
Калибровочный винт рабочей платформы, покрытой синим малярным скотчем
Платформа требует калибровки перед печатью, чтобы сопло не задевало нанесенные слои и не отходило слишком далеко, вызывая печать «по воздуху», что приводит к образованию «вермишели» из пластика. Процесс калибровки может быть как ручным, так и автоматическим. В ручном режиме калибровка производится позиционированием сопла в разных точках платформы и регулировкой наклона платформы с помощью опорных винтов для достижения оптимальной дистанции между поверхностью и соплом.
Как правило, платформы оснащаются дополнительным элементом – съемным столиком. Такая конструкция упрощает чистку рабочей поверхности и облегчает снятие готовой модели. Столики производятся из различных материалов, включая алюминий, акрил, стекло и пр. Выбор материала для изготовления столика зависит от наличия подогрева и расходных материалов, под которые оптимизирован принтер.
Выбор материала для изготовления столика зависит от наличия подогрева и расходных материалов, под которые оптимизирован принтер.
Для лучшего схватывания первого слоя модели с поверхностью столика зачастую применяются дополнительные средства, включая полиимидную пленку, клей и даже лак для волос! Но наиболее популярным средством служит недорогой, но эффективный малярный скотч. Некоторые производители делают перфорированные столики, хорошо удерживающие модель, но сложные в очистке. В целом, целесообразность нанесения дополнительных средств на столик зависит от расходного материала и материала самого столика.
Механизмы позиционирования
Схема работы позиционирующих механизмов
Само собой, печатающая головка должна перемещаться относительно рабочей платформы, причем в отличие от обычных офисных принтеров, позиционирование должно производиться не в двух, а в трех плоскостях, включая регулировку по высоте.
Схема позиционирования может варьироваться. Самый простой и распространенный вариант подразумевает крепление печатающей головки на перпендикулярных направляющих, приводимых в движение пошаговыми двигателями и обеспечивающими позиционирование по осям X и Y.
Самый простой и распространенный вариант подразумевает крепление печатающей головки на перпендикулярных направляющих, приводимых в движение пошаговыми двигателями и обеспечивающими позиционирование по осям X и Y.
Вертикальное же позиционирование осуществляется за счет передвижения рабочей платформы.
С другой стороны, возможно передвижение экструдера в одной плоскости, а платформы – в двух.
Дельта-принтер ORION производства компании SeemeCNC
Один из вариантов, набирающих популярность, является использование дельтаобразной системы координат.
Подобные устройства в промышленности называют «дельта-роботами».
В дельта-принтерах печатная головка подвешивается на трех манипуляторах, каждый из которых передвигается по вертикальной направляющей.
Синхронное симметричное движение манипуляторов позволяет изменять высоту экструдера над платформой, а ассиметричное движение вызывает смещение головки в горизонтальной плоскости.
Вариантом такой системы является обратный дельтовидный дизайн, где экструдер крепится неподвижно к потолку рабочей камеры, а платформа передвигается на трех опорных манипуляторах.
Дельта-принтеры имеют цилиндрическую область построения, а их конструкция облегчает увеличение высоты рабочей зоны с минимальными изменениями дизайна за счет удлинения направляющих.
В итоге все зависит от решения конструкторов, но основополагающий принцип не меняется.
Управление
Типичный контроллер на основе Arduino, оснащенный дополнительными модулями
Управление работой FDM-принтера, включая регулировку температуры сопла и платформы, темпа подачи нити и работы пошаговых моторов, обеспечивающих позиционирование экструдера, выполняется достаточно простыми электронными контроллерами. Большинство контроллеров основываются на платформе Arduino, имеющей открытую архитектуру.
Программный язык, используемый принтерами, называется G-код (G-Code) и состоит из перечня команд, поочередно выполняемых системами 3D-принтера. G-код компилируется программами, называемыми «слайсерами» – стандартным программным обеспечением 3D-принтеров, сочетающим некоторые функции графических редакторов с возможностью установки параметров печати через графический интерфейс. Выбор слайсера зависит от модели принтера. Принтеры RepRap используют слайсеры с открытым исходным кодом – такие, как Skeinforge, Replicator G и Repetier-Host. Некоторые компании создают принтеры, требующие использование фирменного программного обеспечения.
G-код компилируется программами, называемыми «слайсерами» – стандартным программным обеспечением 3D-принтеров, сочетающим некоторые функции графических редакторов с возможностью установки параметров печати через графический интерфейс. Выбор слайсера зависит от модели принтера. Принтеры RepRap используют слайсеры с открытым исходным кодом – такие, как Skeinforge, Replicator G и Repetier-Host. Некоторые компании создают принтеры, требующие использование фирменного программного обеспечения.
Программный код для печати генерируется с помощью слайсеров
В качестве примера можно упомянуть принтеры линейки Cube от компании 3D Systems. Есть и такие компании, которые предлагают фирменное обеспечение, но позволяют использовать и сторонние программы, как в случае с последними поколениями 3D-принтеров компании MakerBot.
Слайсеры не предназначены для 3D-проектирования, как такового. Эта задача выполняется с помощью CAD-редакторов и требует определенных навыков трехмерного дизайна. Хотя новичкам не стоит отчаиваться: цифровые модели самых различных дизайнов предлагаются на многих сайтах, зачастую даже бесплатно. Наконец, некоторые компании и частные специалисты предлагают услуги 3D-проектирования для печати на заказ.
Хотя новичкам не стоит отчаиваться: цифровые модели самых различных дизайнов предлагаются на многих сайтах, зачастую даже бесплатно. Наконец, некоторые компании и частные специалисты предлагают услуги 3D-проектирования для печати на заказ.
И наконец, 3D-принтеры можно использовать вкупе с 3D-сканерами, автоматизирующими процесс оцифровки объектов. Многие их таких устройств создаются специально для работы с 3D-принтерами. Наиболее известные примеры включают ручной сканер 3D Systems Sense и портативный настольный сканер MakerBot Digitizer.
FDM-принтер MakerBot Replicator 5-го поколения, со встроенным контрольным модулем в верхней части рамы
Пользовательский интерфейс 3D-принтера может состоять из банального USB порта для подключения к персональному компьютеру. В таких случаях управление устройством фактически осуществляется посредством слайсера.
Недостатком такой упрощенности является достаточно высокая вероятность сбоя печати при зависаниях или притормаживании компьютера.
Более продвинутый вариант включает наличие внутренней памяти или интерфейса для карты памяти, что позволяет сделать процесс автономным.
Такие модели оснащаются контрольными модулями, позволяющими регулировать многие параметры печати (например, скорость печати или температуру экструзии). В состав модуля может входить небольшой LCD-дисплей или даже мини-планшет.
Разновидности FDM-принтеров
Профессиональный FDM-принтер Stratasys Fortus 360mc, позволяющий печатать нейлоном
FDM-принтеры весьма и весьма разнообразны, начиная от простейших самодельных RepRap принтеров и заканчивая промышленными установками, способными печатать крупногабаритные объекты.
Лидером по производству промышленных установок является компания Stratasys, основанная автором технологии FDM-печати Скоттом Крампом.
Простейшие FDM-принтеры можно построить самому. Такие устройства именуют RepRap, где «Rep» указывает на возможность «репликации», то есть самовоспроизведения.
RepRap принтеры могут быть использованы для печати пластиковых деталей, включенных в собственную конструкцию.
Контроллер, направляющие, ремни, моторы и прочие компоненты можно легко приобрести по отдельности.
Разумеется, сборка подобного устройства своими силами требует серьезных технических и даже инженерных навыков.
Некоторые производители облегчают задачу, продавая комплекты для самостоятельной сборки, но подобные конструкторы все равно требуют хорошего понимания технологии.
Вариант популярного RepRap принтера Prusa позднего, третьего поколения
Если же вам по душе мастерить вещи собственными руками, то RepRap принтеры приятно порадуют ценой: средняя стоимость популярного дизайна Prusa Mendel ранних поколений составляет порядка $500 в полной комплектации.
И, несмотря на свою «самодельную сущность», RepRap принтеры вполне способны производить модели с качеством на уровне дорогих фирменных собратьев.
Обыденные же пользователи, не желающие вникать в тонкости процесса, а требующие лишь удобное устройство для бытовой эксплуатации, могут приобрести FDM-принтер в готовом виде.
Многие компании делают упор на развитие именно пользовательского сегмента рынка, предлагая на продажу 3D-принтеры, готовые к печати «прямо из упаковки» и не требующие серьезных навыков в обращении с компьютерами.
Бытовой 3D-принтер Cube производства компании 3D Systems
Самым известным примером бытового 3D-принтера служит 3D Systems Cube.
Хотя это устройство и не блещет огромной зоной построения, сверхвысокой скоростью печати или непревзойденным качеством изготовления моделей, оно удобно в использовании, вполне доступно и безопасно: этот принтер получил необходимую сертификацию для использования даже детьми.
Демонстрация работы FDM-принтера производства компании Mankati: http://youtu.be/51rypJIK4y0
Лазерная стереолитография (SLA)
Стереолитографические 3D-принтеры широко используются в зубном протезировании
Стереолитографические принтеры – вторые по популярности и распространенности после FDM-принтеров.
Эти устройства позволяют добиваться исключительно высокого качества печати.
Разрешение некоторых SLA-принтеров исчисляется считанными микронами – неудивительно, что эти устройства быстро завоевали любовь ювелиров и стоматологов.
Программная сторона лазерной стереолитографии практически идентична FDM-печати, поэтому не будем повторяться и затронем лишь отличительные особенности технологии.
Лазеры и проекторы
Проекторная засветка фотополимерной модели на примере DLP-принтера Kudo3D Titan
Стоимость стереолитографических принтеров стремительно снижается, что объясняется растущей конкуренцией ввиду высокого спроса и применением новых технологий, удешевляющих конструкцию.
Несмотря на то, что технология обобщенно называется «лазерной» стереолитографией, наиболее современные разработки в большинстве своем применяют ультрафиолетовые светодиодные проекторы.
Проекторы дешевле и надежнее лазеров, не требуют использования деликатных зеркал для отклонения лазерного луча, а также имеют более высокую производительность. Последнее объясняется тем, что контур целого слоя засвечивается целиком, а не последовательно, точка за точкой, как в случае с лазерными вариантами. Этот вариант технологии называется проекторной стереолитографией, «DLP-SLA» или просто «DLP». Тем не менее, на данный момент распространены оба варианта – как лазерные, так и проекторные версии.
Последнее объясняется тем, что контур целого слоя засвечивается целиком, а не последовательно, точка за точкой, как в случае с лазерными вариантами. Этот вариант технологии называется проекторной стереолитографией, «DLP-SLA» или просто «DLP». Тем не менее, на данный момент распространены оба варианта – как лазерные, так и проекторные версии.
Кювета и смола
Фотополимерная смола заливается в кювету
В качестве расходных материалов для стереолитографических принтеров используется фотополимерная смола, внешне напоминающая эпоксидную. Смолы могут иметь самые разные характеристики, но все они обладают одной чертой, краеугольной для применения в 3D-печати: эти материалы затвердевают под воздействием ультрафиолетового света. Отсюда, собственно, и название «фотополимерные».
В полимеризованном виде смолы могут иметь самые разные физические характеристики. Некоторые смолы напоминают резину, другие – твердые пластики вроде ABS. Возможен выбор разных цветов и степени прозрачности. Главный же недостаток смол и SLA-печати в целом – стоимость расходных материалов, значительно превышающая стоимость термопластиков.
Возможен выбор разных цветов и степени прозрачности. Главный же недостаток смол и SLA-печати в целом – стоимость расходных материалов, значительно превышающая стоимость термопластиков.
С другой стороны, стереолитографические принтеры в основном применяются ювелирами и стоматологами, не требующими построения деталей большого размера, но ценящими экономию от быстрого и точного прототипирования изделий. Таким образом, SLA-принтеры и расходные материалы окупаются очень быстро.
Пример модели, напечатанной на лазерном стереолитографическом 3D-принтере
Смола заливается в кювету, которая может оснащаться опускаемой платформой. В этом случае принтер использует выравнивающее устройство для разглаживания тонкого слоя смолы, покрывающего платформу, непосредственно перед облучением. По мере изготовления модели платформа вместе с готовыми слоями «утапливается» в смоле. По завершении печати модель вынимается из кюветы, обрабатывается специальным раствором для удаления остатков жидкой смолы и помещается в ультрафиолетовую печь, где производится окончательная засветка модели.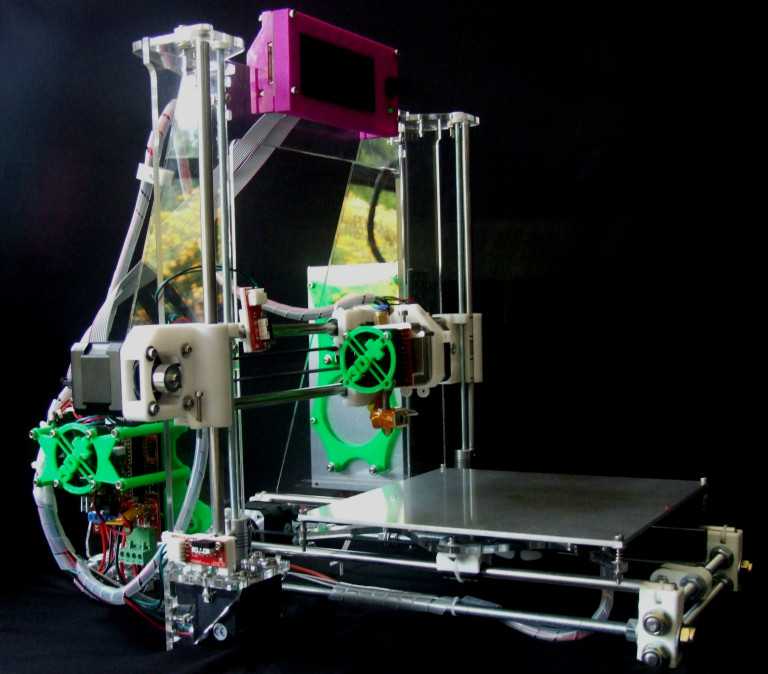
Некоторые SLA и DLP принтеры работают по «перевернутой» схеме: модель не погружается в расходный материал, а «вытягивается» из него, в то время как лазер или проектор размещаются под кюветой, а не над ней. Такой подход устраняет необходимость выравнивания поверхности после каждой засветки, но требует использования кюветы из прозрачного для ультрафиолетового света материала – например, из кварцевого стекла.
Точность стереолитографических принтеров чрезвычайно высока. Для сравнения, эталоном вертикального разрешения для FDM-принтеров считается 100 микрон, а некоторые варианты SLA-принтеров позволяют наносить слои толщиной всего в 15 микрон. Но и это не предел. Проблема, скорее, не столько в точности лазеров, сколько в скорости процесса: чем выше разрешение, тем ниже скорость печати. Использование цифровых проекторов позволяет значительно ускорить процесс, ибо каждый слой засвечивается целиком. Как результат, производители некоторых DLP-принтеров заявляют о возможности печатать с разрешением в один микрон по вертикали!
Видео с выставки CES 2013, демонстрирующее работу стереолитографического 3D-принтера Formlabs Form1: http://youtu. be/IjaUasw64VE
be/IjaUasw64VE
Разновидности стереолитографических принтеров
Настольный стереолитографический принтер Formlabs Form1
Как и в случае с FDM-принтерами, SLA-принтеры поставляются в широком диапазоне с точки зрения габаритов, возможностей и стоимости. Профессиональные установки могут стоить десятки, если не сотни тысяч долларов и весить пару тонн, но быстрое развитие настольных SLA и DLP-принтеров приводит к постепенному снижению стоимости аппаратуры без потери качества печати.
Такие модели как Titan 1 обещают сделать стереолитографическую 3D-печать доступной для небольших компаний и даже для бытового использования, имея стоимость в районе $1 000. Form 1 от компании Formlabs уже доступен по отпускной цене производителя в $3 299.
Разработчик же DLP принтера Peachy вообще намеревается преодолеть нижний ценовой барьер в $100.
При этом стоимость фотополимерных смол остается достаточно высокой, хотя средняя цена за последнюю пару лет упала со $150 до $50 за литр.
Само собой, растущий спрос на стереолитографические принтеры будет стимулировать рост производства расходных материалов, что будет вести к дополнительному снижению цен.
Перейти на главную страницу Энциклопедии 3D-печати
Как печатать на 3D-принтере | ichip.ru
Подготовка
На примере тестовой фигуры «Отверстия и колонны» мы покажем, как правильно подготовить объект и напечатать его на принтере Ultimaker. В первую очередь установите 3D-редактор SketchUp. Затем надо «научить» его понимать распространенный в 3D-печати формат STL. Делается это с помощью плагина, который можно скачать по адресу extensions.sketchup.com. После того как вы скопировали его файл на диск, откройте SketchUp, зайдите в меню «Window | Preferences | Extensions», нажмите на кнопку «Install Extension» и укажите расположение файла плагина.
Создаем собственный объект
В стартовом окне SketchUp выберите шаблон «Product design and Woodworking — Millimeters».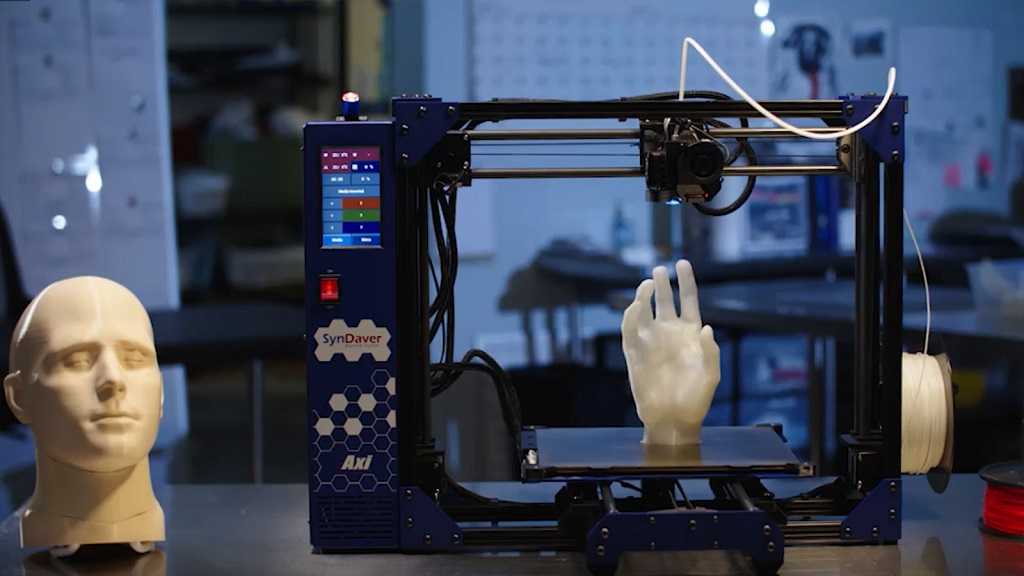 Программа создаст пространственную систему координат, которую можно увеличивать или уменьшать, вращая колесо мыши, а нажав на него — поворачивать. Красная ось показывает ширину предмета, синяя — высоту, а зеленая — глубину. Чтобы создать прямоугольную форму нашего тестового объекта, сначала вытяните основную фигуру. Для этого на панели инструментов выберите «Restangle».
Программа создаст пространственную систему координат, которую можно увеличивать или уменьшать, вращая колесо мыши, а нажав на него — поворачивать. Красная ось показывает ширину предмета, синяя — высоту, а зеленая — глубину. Чтобы создать прямоугольную форму нашего тестового объекта, сначала вытяните основную фигуру. Для этого на панели инструментов выберите «Restangle».
Особенность программы SketchUp состоит в том, что в начальной точке объекта (в нашем случае — в центре координатной системы) нужно щелкнуть клавишей мыши и, не отпуская ее, тянуть. Установите курсор в области между зеленой и красной координатами.
Чтобы точно задать размеры фигуры, просто введите на клавиатуре «110;40» и нажмите «Enter» — получится прямоугольник с шириной и высотой 110 и 40 мм соответственно. Затем с помощью инструмента «Push/Pull» из двухмерного прямоугольника можно сформировать трехмерный. Щелкните по прямоугольнику и потяните его вверх. Чтобы точно задать высоту в 10 мм, просто введите клавишами значение «10» и затем нажмите «Enter».
Уточняем форму
Теперь добавьте колонны и отверстия, на которых принтер должен будет показать точность своей работы. Для этого инструментом «Circle» нарисуйте круги на поверхности прямоугольной фигуры. Чтобы добиться их точного расположения, создайте временные вспомогательные линии и используйте линейку. Точный размер радиуса круга вводится с помощью клавиатуры.
Ряды кругов можно поворачивать на 180° с помощью инструмента «Rotate» и копировать, нажав на клавишу «Ctrl». Теперь инструментом «Pull/Push» с одной стороны прямоугольника нажмите на круги, чтобы получить отверстия, а с другой стороны вытяните их вверх, чтобы получить колонны.
От SketchUp — к программе принтера
Ваша модель готова. Щелкните по «File | Export to DXF or STL». Если такого пункта меню нет, это значит, что при установке STL-плагина произошла какая-то ошибка (см. шаг 1). Подтвердите запросы «Export entire model?» и «Export unit: Millimeters». Под «Export to DXF options» выберите формат «stl». Сохраните файл с расширением «.stl». В программе принтера (в нашем примере это приложение Cura для устройства Ultimaker) загрузите модель через меню «File | Load Model file …». После этого задайте такие основные параметры, как качество печати и материал. Зайдя в «File | Save GCode», сохраните модель как готовое задание на печать.
Сохраните файл с расширением «.stl». В программе принтера (в нашем примере это приложение Cura для устройства Ultimaker) загрузите модель через меню «File | Load Model file …». После этого задайте такие основные параметры, как качество печати и материал. Зайдя в «File | Save GCode», сохраните модель как готовое задание на печать.
Если в процессе печати что-то пойдет не так, вернитесь к компьютеру и кликните по «Expert | Switch to full settings …» — здесь вы сможете точно подобрать для печатаемого предмета такие настройки, как толщина слоя, степень заполнения основы, свисающих элементов и пустот, а также скорость и температуру печати. Затем скопируйте файл с расширением «.gcode» на карту памяти SD.
Обклеиваем печатную платформу
Из руководства к своему принтеру узнайте, следует ли обклеить печатную платформу самоклеющейся пленкой. В случае с Ultimaker это необходимо, так как горячая печатная головка может расплавить платформу, сделанную из оргстекла, и это не позволит снять с нее готовый предмет.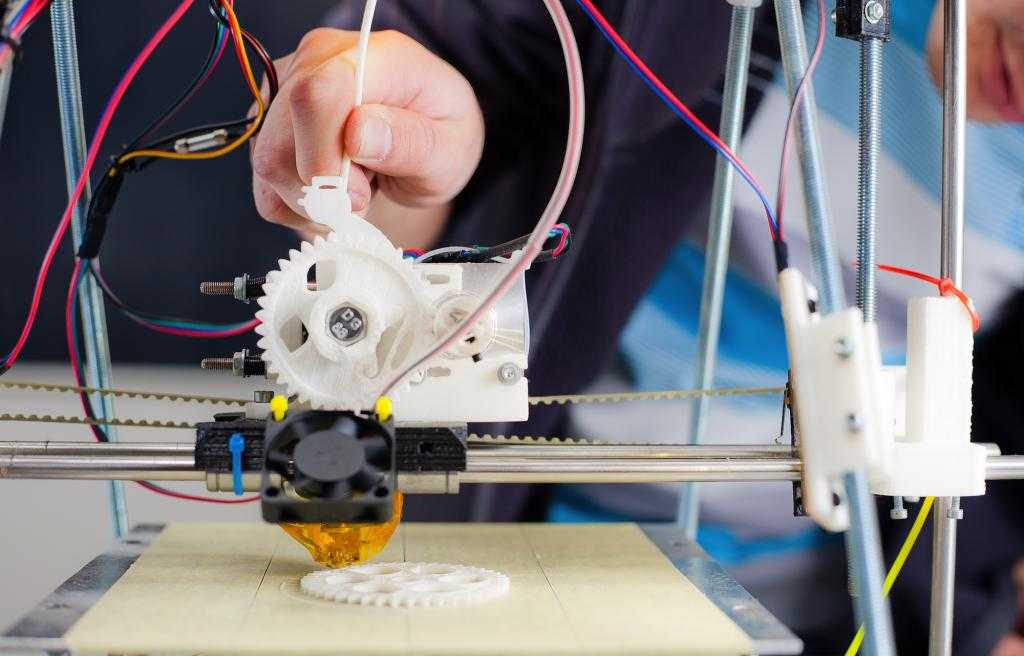 Катушка клейкой ленты входит в комплект устройства.
Катушка клейкой ленты входит в комплект устройства.
Если она кончится, возьмите вместо нее обычную малярную крепированную ленту (малярный скотч). Выньте печатную пластину и постарайтесь, чтобы полосы ложились на нее без морщин и нахлестов. Лучше всего это удается, если выравнивать следующую полосу по длинной стороне предыдущей и потом плотно прижимать ее.
Готовимся и начинаем
Перед каждым процессом печати следует проверить положение печатной платформы и при необходимости откорректировать его. Подробное руководство для принтера (см. wiki.ultimaker.com/Calibrate) занимает многие страницы. В принципе, для вас важно так отрегулировать четыре винта по углам платформы (см. фото справа), чтобы расстояние между печатающей головкой и поверхностью платформы везде было равно толщине обычного листа бумаги.
Вставьте карту SD с сохраненным на ней файлом «.gcode» в контроллер принтера и выберите пункт «Card Menu». На дисплее будут перечислены все файлы с расширением «.gcode», которые устройство обнаружит на карте.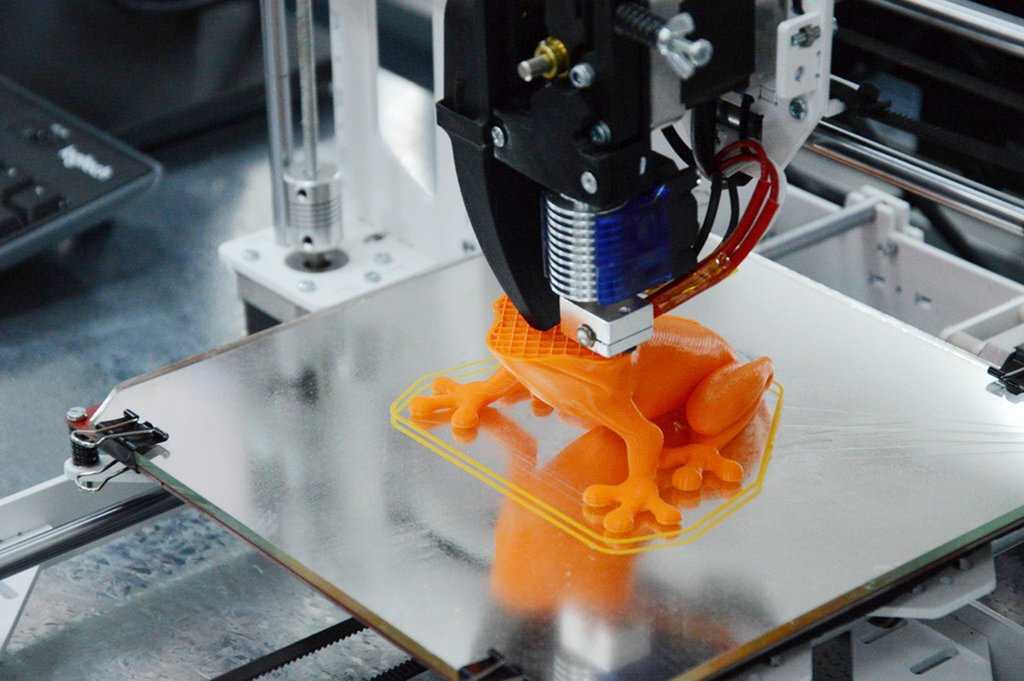 Выбрав нужный файл, запустите печать.
Выбрав нужный файл, запустите печать.
Устраняем ошибки
При первых попытках печати настоятельно рекомендуется регулярно проверять ход процесса и останавливать его при возникновении проблем. Незаконченный предмет при этом приходит в негодность. Так, во время наших тестов на принтере Ultimaker иногда происходили задержки загрузки материала. Чтобы временно остановить подачу материала, принтер немного оттягивал пластиковую нить назад.
Уже разогретый пластик при новой подаче задерживался перед экструдером и вызывал затор. В этом случае необходимо сначала вытянуть сверху из экструдера весь материал. Горячее сопло следует чистить осторожно, используя две скрученные жилы медного кабеля. Устранив затор, попытайтесь выяснить причину ошибки печати на сайте производителя. Затем исправьте ее (например, оптимизировав настройки печати перед сохранением файла «.gcode») и запустите новую попытку.
Окончательная обработка предмета
Когда процесс печати завершен, осторожно снимите готовый предмет, начиная с краев. При необходимости используйте тонкий шпатель. Обломите выступающие края, поддерживающие элементы и свисающие нити. Мелким напильником или шлифовальной шкуркой удалите ненужные остатки материала. Предмет можно покрасить обычными лаками или красками, в некоторых случаях поможет грунтовка для пластика. Лучше всего сначала проверить совместимость материалов на старых, неудачно напечатанных предметах.
При необходимости используйте тонкий шпатель. Обломите выступающие края, поддерживающие элементы и свисающие нити. Мелким напильником или шлифовальной шкуркой удалите ненужные остатки материала. Предмет можно покрасить обычными лаками или красками, в некоторых случаях поможет грунтовка для пластика. Лучше всего сначала проверить совместимость материалов на старых, неудачно напечатанных предметах.
ФОТО: Creative Tools/Flickr.com
Как печатать в 3D? Руководство для начинающих по 3D-печати
Научиться 3D-печати еще никогда не было так просто!3D-печать — это постоянно развивающаяся и расширяющаяся область. Если вы новичок в 3D-печати, количество возможностей и приложений может показаться таким огромным, что это может быть немного ошеломляющим, когда вы только начинаете знать как 3D-печать и как использовать 3D-принтер .
В этом руководстве для начинающих по 3D-печати мы объясним, что такое 3D-печать, как она работает, как 3D-печать, лучшие материалы для начинающих и что вам нужно для начала.
3D-печать — это процесс создания трехмерного объекта, обычно выполняемый путем систематического наложения материала поверх самого себя. Принтер считывает с компьютера цифровой файл, в котором указывается, как накладывать материал для создания объекта.
Вот почему 3D-печать также известна как аддитивное производство. 3D-печать и аддитивное производство в основном являются синонимами, хотя вы можете слышать, что аддитивное производство чаще используется в контексте массового потребления или массового производства.
Как 3D-печать:В зависимости от конкретной печати, которую вы планируете сделать, в вашем процессе может быть больше или меньше шагов. Но в целом 3D-печать включает в себя следующие действия:
Шаг 1: создание или поиск проекта Первый этап 3D-печати обычно начинается на компьютере. Вы должны создать свой дизайн, используя программное обеспечение для 3D-дизайна, обычно это программное обеспечение CAD (автоматизированное проектирование). Если вы не можете создать дизайн самостоятельно, вы также можете найти множество бесплатных онлайн-ресурсов с бесплатными дизайнами.
Если вы не можете создать дизайн самостоятельно, вы также можете найти множество бесплатных онлайн-ресурсов с бесплатными дизайнами.
После того, как вы создали или выбрали дизайн, вы должны либо экспортировать, либо загрузить файл STL. Файл STL хранит информацию о вашем концептуальном 3D-объекте.
Шаг 3: Выберите материалыКак правило, перед печатью вы можете иметь представление о том, какой материал вы будете использовать. Существует множество различных материалов для 3D-печати, и вы можете выбрать их в зависимости от свойств, которыми должен обладать ваш объект. Мы обсудим это более подробно ниже.
Шаг 4. Выберите параметрыСледующим шагом будет определение различных параметров вашего объекта и процесса печати. Это включает в себя принятие решения о размере и размещении вашего отпечатка.
Шаг 5. Создайте Gcode Затем вы импортируете файл STL в программу для нарезки, например BCN3D Cura. Программное обеспечение для нарезки преобразует информацию из файла STL в Gcode , который представляет собой специальный код, содержащий точные инструкции для принтера.
Программное обеспечение для нарезки преобразует информацию из файла STL в Gcode , который представляет собой специальный код, содержащий точные инструкции для принтера.
Вот тут и происходит волшебство! Принтер будет создавать объект слой за слоем. В зависимости от размера вашего объекта, вашего принтера и используемых материалов, работа может быть выполнена в течение нескольких минут или нескольких часов.
В зависимости от того, каким должен быть конечный продукт или какой материал вы использовали, после печати могут потребоваться дополнительные этапы постобработки, такие как покраска, удаление порошка и т. д.
Для чего используется 3D-печать?3D-печать можно использовать как в рекреационных, так и в профессиональных целях в различных отраслях. Он находит применение во многих областях и секторах, от индустрии здравоохранения до машиностроения и даже моды.
3D-печать все чаще рассматривается как устойчивое и экономичное решение для создания прототипов и инструментов для различных производственных проектов и процессов. Традиционно приобретение прототипов может занимать много времени и средств, требуя от компаний зависимости от сторонних производителей. 3D-печать позволяет компаниям быстро изготавливать единицы объекта, инструмента или прототипа своими силами.
Традиционно приобретение прототипов может занимать много времени и средств, требуя от компаний зависимости от сторонних производителей. 3D-печать позволяет компаниям быстро изготавливать единицы объекта, инструмента или прототипа своими силами.
Отличным примером является обувная компания Camper . Собственная 3D-печать позволила им превратить полуторамесячный процесс моделирования и проектирования в операцию, занимающую всего несколько дней.
3D-печать для начинающих: с чего начать
Итак, что вам нужно, чтобы начать работу с 3D-печатью? Ваши конкретные потребности будут зависеть от того, почему и что вы хотите печатать, но в целом есть три соображения для начала работы:
- 3D-принтер
- Нить
- Программное обеспечение для нарезки
Если вы планируете создавать свои собственные проекты, вам также потребуется соответствующее программное обеспечение для проектирования. Но, как мы упоминали ранее, вы также можете найти множество бесплатных онлайн-ресурсов для загрузки дизайнов.
Если вы еще не приобрели 3D-принтер, у нас есть руководство, которое поможет вам разобраться с наиболее важными аспектами.
Филаменты для 3D-принтеровВыбор материала, также называемого филаментом, зависит от многих факторов:
- Вы хотите, чтобы ваш объект был гибким?
- Термостойкий?
- Он должен быть очень прочным?
Это лишь некоторые из факторов, которые следует учитывать при выборе нити.
Обычно большинство новичков начинают с PLA. Это связано с тем, что PLA экономически эффективен и обычно легко печатается со стандартной конфигурацией. В зависимости от вашего конкретного проекта, PLA может быть хорошим стартовым материалом.
PET-G также считается материалом, подходящим для начинающих, хотя он немного более технологичен, чем PLA. Тем не менее, он отлично подходит для таких отраслей, как машиностроение и производство. Это хороший материал для функциональных прототипов, потому что он может выдерживать более высокие температуры и имеет другой химический состав, который идеально подходит для этих целей.
Для 3D-печати есть две важные части программного обеспечения: САПР и программное обеспечение для нарезки.
Как правило, можно использовать любую CAD-систему, способную создать функциональную модель. CAD необходим, если вы хотите создавать свои собственные модели и объекты. У вас должна быть возможность экспортировать файл STL из вашего программного обеспечения САПР.
Программное обеспечение для нарезки — вторая часть уравнения. Это программное обеспечение переводит файл STL на язык, понятный принтеру. G-код содержит информацию о перемещении, которая сообщает принтеру, как и куда перемещать его ось, а также сколько материала вносить. Gcode отправляется на принтер через SD-карту или Wi-Fi.
Заключительные мысли 3D-печать теперь более удобна для начинающих, чем когда-либо. Вначале многие люди считали 3D-печать чем-то недоступным для широкой публики, но это мнение меняется, и на то есть веские причины. Хотя для совершенствования ваших отпечатков и техники требуется практика, научиться 3D-печати — это достижимый навык .
Хотя для совершенствования ваших отпечатков и техники требуется практика, научиться 3D-печати — это достижимый навык .
Можете ли вы напечатать 3D-принтер? Как на самом деле это сделать — 3D Printerly
Возможность 3D-печати на принтере — шутка в этой области, но возможно ли это на самом деле? Эта статья поможет ответить на этот вопрос, а также предоставит вам дополнительные сведения.
Напечатать на 3D-принтере 3D-принтер не совсем возможно, потому что существует много электроники и специализированных деталей, которые нельзя изготовить на 3D-принтере, но большинство из них определенно можно напечатать на 3D-принтере.
Многие проекты 3D-печати сосредоточены на печати большей части 3D-принтера, прежде чем добавлять другие детали для его завершения.
Обучение самовоспроизведению таких машин может изменить способ функционирования мира. Он может открыть так много дверей в разных секторах, не говоря уже о самоисследовании и свободе дизайна, которые он предлагает.
В этой статье подробно рассказывается, как именно люди печатают 3D-принтер.
Может ли 3D-принтер печатать на другом 3D-принтере?
Создание 3D-принтера с помощью 3D-принтера на первый взгляд может показаться невероятно захватывающим и непостижимым. Но это не совсем невозможно. Да, вы можете распечатать 3D-принтер с нуля.
Однако вы должны распечатать каждую часть 3D-принтера по отдельности, а затем собрать их вместе. Тем не менее, не все сегменты 3D-принтера можно напечатать в 3D.
Есть несколько компонентов, таких как электроника и металлические детали, которые нужно добавить при сборке 3D-принтера.
Первые попытки 3D-печати на 3D-принтере были предприняты около пятнадцати лет назад доктором Адрианом Бойером. Работая старшим преподавателем в Университете Бата в Англии, он начал свои исследования в 2005 году.
Его проект был известен как RepRap Project (RepRap, сокращение от , реплицирующий быстрый прототип). После долгой череды проб, ошибок и всего, что между ними, он придумал свою первую функциональную машину — RepRap «Darwin».
Этот 3D-принтер на 50% состоял из самовоспроизводящихся деталей и был выпущен в 2008 году.
Вы можете посмотреть замедленное видео доктора Адриана Бойера, собирающего RepRap Darwin, ниже.
После выпуска 3D-принтера Darwin появилось несколько других улучшенных вариантов. Сейчас их существует более сотни. В этот технологически развитый век можно сделать 3D-принтер с помощью 3D-принтера.
Кроме того, идея создания 3D-принтера с нуля звучит довольно увлекательно, не так ли? Это захватывающая возможность узнать и понять нюансы 3D-печати. Вы не только получите знания, но и разгадаете тайну, окружающую 3D-печать.
3D-печать 3D-принтер дает вам свободу настраивать его по своему усмотрению. Ни одна другая технология не позволяет вам это сделать, что дает вам еще больше причин попробовать ее.
Кто знает, может быть, у вас даже есть к этому способности!
Как 3D-печать на 3D-принтере?
Поскольку теперь мы знаем, что вы можете на самом деле 3D-печатать 3D-принтер. Следующий шаг — научиться это делать. Приготовьтесь: мы предлагаем вам подробное, но простое руководство по печати на 3D-принтере.
В этой статье мы обсудим 3D-принтер Mulbot, где вы можете ознакомиться с инструкцией, перейдя по ссылке.
Если вам нужна история и подробная информация о Mulbot, посетите страницу Mulbot RepRap.
Mulbot — это широко печатный 3D-принтер с открытым исходным кодом, оснащенный напечатанной на 3D-принтере рамой, подшипниковыми блоками и приводными системами.
Основной мотив этого проекта — вывести концепцию RepRap на новый уровень и 3D-печать компонентов, отличных от рамы. Как следствие этого, в этот принтер не включены приобретенные подшипники или приводные системы.
В 3D-принтере Mulbot используются корпуса с квадратными направляющими для печати линейных подшипников. Поскольку подшипники и рельсы напечатаны на 3D-принтере, они интегрированы в сам каркас. Все три системы привода Mulbot также напечатаны на 3D-принтере.
Поскольку подшипники и рельсы напечатаны на 3D-принтере, они интегрированы в сам каркас. Все три системы привода Mulbot также напечатаны на 3D-принтере.
На оси X используется напечатанный на 3D-принтере зубчатый ремень двойной ширины из термопластичного полиуретана в сочетании с печатным приводным и промежуточным шкивами, приводящими в движение каретку горячего конца. Ось Y приводится в движение напечатанной на 3D-принтере зубчатой рейкой и шестерней.
Наконец, ось Z приводится в движение двумя большими трапециевидными винтами и гайками, напечатанными на 3D-принтере.
3D-принтер Mulbot использует технологию изготовления плавленых нитей (FFF) и может быть построен менее чем за 300 долларов.
Ниже приведены инструкции, которые помогут вам начать работу.
Требования к печати
– Размер печати – 175 мм x 200 мм x 150 мм (кожух с двумя вентиляторами)
145 мм x 200 мм x 150 мм (окружающий кожух)
– Объем печати – 250 мм x 210 мм x 210 мм оригинальная Prusa MK3.
Поверхность для печати
Квадратная плавающая стеклянная платформа 8-1 ½ дюйма
Стандартная литая алюминиевая платформа Prusa MK3 с гибкой пластиной PEI использовалась в качестве поверхности для печати при изготовлении 3D-принтера Mulbot. Тем не менее, стеклянная кровать предпочтительнее.
Выбор нити
Все компоненты Mulbot изготовлены из PLA, за исключением ремня и монтажных ножек. Предполагается, что они будут напечатаны из ТПУ. Бренд Solutech рекомендуется для печатных деталей из PLA, а Sainsmart — для печатных деталей из TPU.
Лучше всего подходит PLA, так как он очень стабилен, не деформируется и не дает усадку. Кроме того, ТПУ обладает отличной межслойной адгезией и не скручивается в процессе печати.
Вам будет приятно узнать, что для изготовления 3D-принтера Mulbot требуется менее 2 кг нити.
Сначала подшипники
Очень важно сначала распечатать подшипники и рельсы. Таким образом, если подшипники не работают, вы избавите себя от необходимости печатать остальную часть принтера.
Вы должны начать с печати подшипника оси X, так как он самый маленький и требует минимального количества нити для печати. Убедитесь, что подшипники установлены точно, иначе шарики не будут циркулировать точно.
Когда вы закончите с подшипниками, вы можете приступить к сборке остальной части принтера.
Детали без печати
Для изготовления 3D-принтера Mulbot вам потребуются следующие детали без печати –
- Экструдер SeeMeCNC EZR
- E3D V6 Lite Хотенд
- Мегаконтроллер Ramps 1.4
- Трубка Боудена Capricorn XC 1,75
- 5630 Светодиодные ленты
- Блок питания 150 Вт, 12 В
- Входная заглушка IEC320 с выключателем
- Вентилятор
Полный список предметов можно найти на странице Mulbot Thingiverse.
Вы можете просмотреть это видео на YouTube, чтобы лучше понять, как печатать на 3D-принтере Mulbot.
 youtube.com/embed/XZXadrjIm_4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/XZXadrjIm_4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> Лучшие самовоспроизводящиеся 3D-принтеры
3D-принтер Snappy и 3D-принтер Dollo — два самых популярных самовоспроизводящихся принтера в индустрии 3D-печати. Основной целью проекта RepRap является разработка полнофункционального самовоспроизводящегося 3D-принтера. Эти два 3D-принтера сделали замечательные шаги к достижению этой цели.
Snappy 3D Printer
Snappy 3D Printer от RevarBat — это 3D-принтер RepRap с открытым исходным кодом. Технология, используемая при создании этого самовоспроизводящегося 3D-принтера, представляет собой технологию изготовления плавленых нитей (FFF), иногда называемую технологией моделирования методом наплавления (FDM).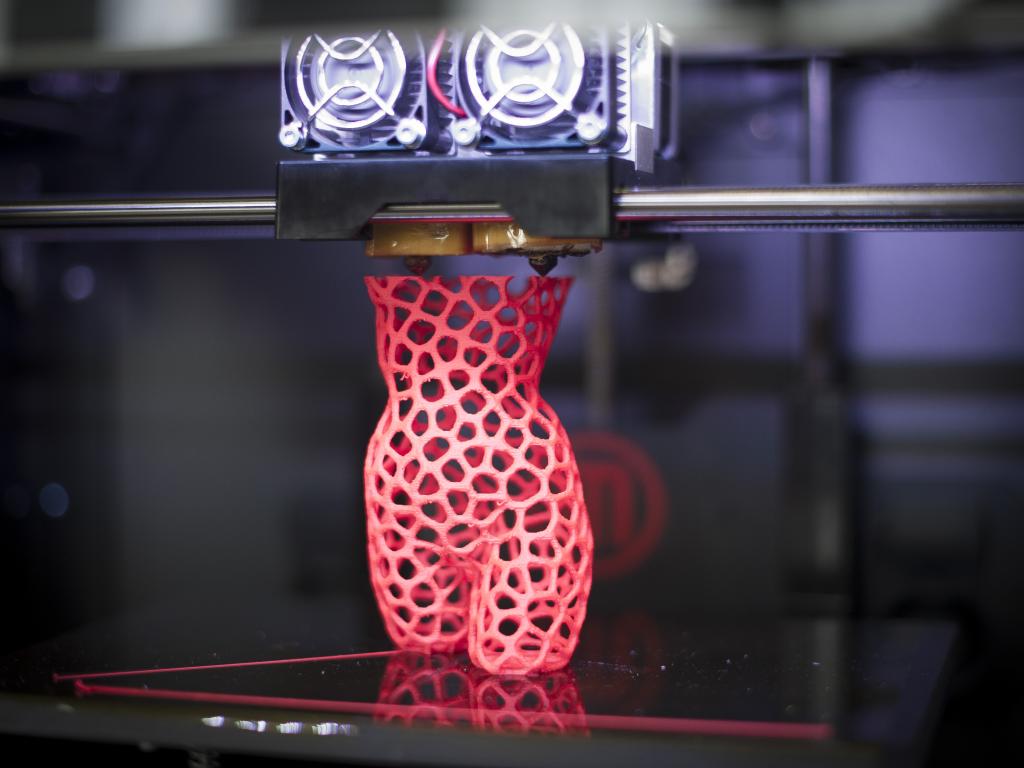
Snappy занесен в Книгу рекордов Гиннеса как самый 3D-принтер в мире, напечатанный на 3D-принтере.
Как следует из названия, 3D-принтер Snappy состоит из частей, которые соединяются друг с другом, что в значительной степени исключает использование деталей, не напечатанных на 3D-принтере. После печати отдельных компонентов 3D-принтера на их сборку у вас вряд ли уйдет пара часов.
3D-принтер Snappy на 73% подходит для 3D-печати, за исключением двигателей, электроники, стеклянной рабочей пластины и подшипника. Несколько необходимых деталей, не предназначенных для печати, легко доступны в различных магазинах расходных материалов.
Что еще более удивительно, так это то, что общая стоимость сборки 3D-принтера Snappy составляет менее 300 долларов, что делает его одним из самых дешевых и лучших самовоспроизводящихся 3D-принтеров в индустрии 3D-печати.
3D-принтер Dollo
3D-принтер Dollo — это 3D-принтер с открытым исходным кодом, разработанный дуэтом отца и сына — Беном и Бенджамином Энгель.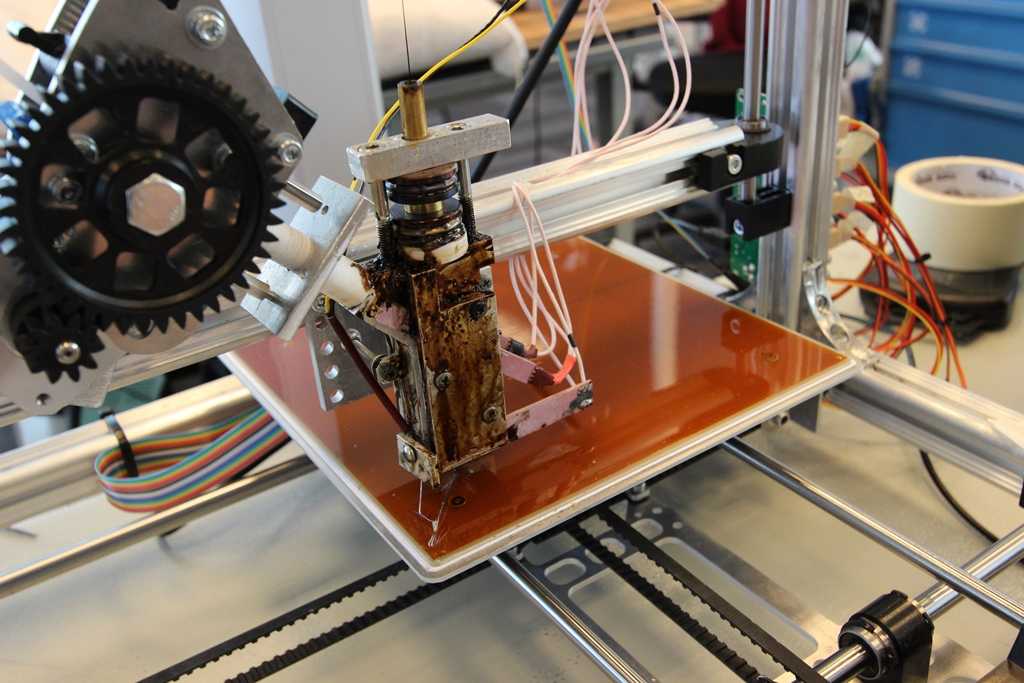
Это результат того, что по сути начиналось как проект. Бен и Бенджамин уже много лет являются активными членами сообщества RepRap.
После печати нескольких принтеров с открытым исходным кодом они пришли к выводу, что способность к самовоспроизведению может быть увеличена путем замены металлических стержней напечатанными частями.
Dollo имеет просторный кубический дизайн; его стороны сконструированы таким образом, что вы можете масштабировать размер печати, добавляя или удаляя блоки по бокам.
Благодаря многочисленным деталям для 3D-печати, распространенным исключениям и простоте сборки без дополнительной поддержки 3D-принтер Dollo приближается к 3D-принтеру Snappy.
Интересно отметить, что Dollo не имеет ремней в своей конструкции, что предотвращает неточности, вызванные креплением.