Производство профлиста – процесс изготовления, описание оборудования + Видео
Изготовление надежного, небольшого по массе и недорогого профлиста, используемого в строительной сфере наших дней, осуществляется на специальном ручном и автоматическом оборудовании.
1 Что нужно знать о производстве профилированных листов?
Профнастил – универсальный современный материал для постройки малоэтажных зданий, облицовки стен, покрытия кровли и выполнения других строительных задач, производится из стального оцинкованного холоднокатаного листа. Чтобы придать такому прокату требуемую форму используется всего два способа – горяче- и холоднокатаный. Обе эти операции предполагают прохождение плоских листов из стали через специальные валы.
Горячекатаная технология из-за своих особенностей доступна исключительно на крупных металлургических комбинатах.

Рекомендуем ознакомиться
А вот холодная прокатка стальных заготовок с целью получения из них профилированных листов может выполняться в полупрофессиональных и даже любительских условиях. Здесь главное правильно выбрать требуемое оборудование и научиться грамотно пользоваться им.
Технология производства стенового и кровельного профлиста методом холодного проката состоит из двух процедур, следующих друг за другом. Сначала заготовку пропускают через вальцы, а затем выполняют раскрой полученного профнастила по заданным геометрическим разделам. Форма вальцов определяет, как вы сами понимаете, форму готового изделия.

Простейший ручной станок для изготовления профилированного листа способен «выдать» нам изделия только одной формы. В тех же случаях, когда применяется автоматизированная линия по производству профлиста, она, как правило, позволяет получать продукцию разного сортамента и форм. Достигается подобное разнообразие за счет того, что автоматизированное оборудование дает возможность изменять настройки вальцов.
2 Какие агрегаты используются для производства профилированных листов?
Изготовление возможно на установках трех основных типов:
Элементарный станок для производства профлистов может использовать любой человек, но при условии, что он готов прилагать достаточно-таки серьезные физические усилия для обработки стальных листов. На ручных установках обычно прокатываются заготовки малой толщины. Качество получаемых изделий при этом находится на низком уровне. В большинстве случаев такой станок применяется для выпуска профлистов для ограждений и заборов.
Ручное оборудование не обязательно приобретать в готовом виде. В интернете есть огромное количество подробных чертежей и схем, руководствуясь которыми можно самостоятельно изготовить простейший гибочный станок. Отметим еще раз – использовать его для выпуска действительно качественных профлистов нет смысла. У вас просто-напросто ничего не получится.

Частично автоматизированное оборудование для производства профнастила позволяет выпускать в разы более профессиональную продукцию. Подобные агрегаты оснащаются электроприводом, они имеют сравнительно небольшой вес, что позволяет переносить их и использовать непосредственно на тех объектах, где осуществляется малоэтажное строительство, возведение хранилищ для сельскохозяйственной продукции и складов, ангаров, ограждений и так далее.
Полуавтоматическое оборудование по эффективности своей работы и качеству производимой профилированной продукции ничем не уступает полностью автоматизированным линиям. При этом оно является мобильным, что в ряде случаев имеет огромное значение.
Стационарная автоматическая линия представляет собой целый комплекс агрегатов. В зависимости от конкретной комплектации она может включать в себя следующие установки:
- непосредственно прокатный стан с вальцами нескольких размеров;
- приспособление для резки профлистов;
- оборудование для нанесения на готовую продукцию полимерного покрытия.

Также в составе автоматизированных линий иногда имеется агрегат для выполнения погрузочных работ. Понятно, что такие комплексы имеют высокую стоимость. Но и производительность их в разы превосходит возможности ручных и полуавтоматических станков. Вкладывать финансовые средства в автоматическое оборудование имеет смысл тогда, когда вы планируете долго и плодотворно работать на поприще изготовления и продажи профилированных листов со всевозможными геометрическими параметрами.
3 Стандартная линия для производства профнастила – что в нее входит?
Специалисты говорят, что в минимальной комплектации автоматизированного оборудования для выпуска качественного профилированного листа должны присутствовать следующие механизмы и приспособления:
- Механизм для фиксации рулонов с исходным сырьем (оцинкованные листы стали) и их разматывания. При промышленном производстве профнастила требуется закупать на металлургических заводах стальные листы, которые, как правило, поставляются в достаточно массивных (до десяти тонн) рулонах. Без специального устройства раскрутить их и начать работу нереально.
- Автоматическое приспособление, позволяющее без участия оператора линии корректировать уровень провисания заготовки между прокатным станом и механизмом разматывания. Автоматизированные агрегаты функционируют на больших скоростях, а значит, человек не в состоянии выполнить без помощи указанного приспособления требуемую корректировку.
- Стан для прокатки листов из рулона. Желательно, чтобы он имел не одну, а две-три пары вальцов, а также был максимально современным и хорошо укомплектованным. Хорошая автоматическая линия обычно оснащается тремя отдельными рабочими клетями – загрузочной, рабочей и отсеком для выгрузки произведенного профлиста. Большое значение имеет и мощность электрического привода, который монтируется на прокатный стан. Чем она выше, тем быстрее будет функционировать оборудование, тем больше продукции за единицу времени оно будет выдавать.
- Гильотинные ножницы либо другой агрегат для резки профилированных изделий. Данное оборудование также обязано быть максимально качественным, так как профлист необходимо обрезать без нарушения его формы, без образования заусенцев и иных дефектов, которые снижают стоимость продукции.

- Отсек для складирования изготовленных профилированных листов.

Линия по производству профнастила управляется специальной системой. Она может быть и относительно простой, и по-настоящему сложной. Простая управляющая система не обеспечивает высокого уровня автоматизации производственного процесса, но зато работать с ней могут люди с низкой квалификацией. А вот сложный комплекс управления оборудованием увеличивает эффективность применения линии. Правда, разобраться с такой системой сможет не каждый, для ее использования необходимо привлекать специалистов с большим багажом технических знаний.
4 Какие факторы оказывают влияние на качество профлиста?
Заготовка при производстве профилированных листовых изделий на автоматических линиях напрямую зависит от числа вальцов для прокатки. Они располагаются парами друг над другом. Между отдельными парами вальцов имеется небольшой зазор. Стальной лист, из которого делают профнастил, по своей толщине чуть меньше величины указанного зазора (а иногда эти показатели одинаковы).

Исходная заготовка пропускается через прокатные валы, причем подобная процедура осуществляется несколько раз подряд, так как за один проход добиться требуемой формы листа обычно не получается. За один заход заготовка сгибается между валками на определенную величину. При этом на нее оказывается минимальное давление, что обеспечивает идеальный результат конечной деформации.
Важно «не переусердствовать» с количеством пар прокатных валов. Если пропускать заготовку через слишком большое их число, есть вероятность того, что цинковое покрытие стального листа разрушится. Кроме того, на качество профлистов оказывает влияние качество стальных сплавов, из которых производятся прокатные валы и уровень чистоты их обработки.
Специалисты советуют приобретать оборудование зарубежных производителей (например, финских) либо линии отечественного изготовления, и никогда не обращать внимания на агрегаты для производства профилированных листов китайских компаний. И последнее. Если есть возможность, лучше покупать новые, а не бывшие в употреблении линии по выпуску профлиста, так как техические возможности последних обычно находятся на очень низком уровне ввиду их износа.
tutmet.ru
Станок для производства профнастила: виды, изготовление своими руками
Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.

Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
Свойства профнастила
Профнастил, который на современном рынке представлен несколькими основными разновидностями, может быть изготовлен из различных материалов. Однако основным сырьем для производства профлиста является холоднокатаная листовая сталь, на поверхность которой нанесен тонкий слой цинка. Для придания стальному листу требуемой конфигурации используют метод его прокатки, которая может выполняться в горячем или холодном состоянии. Производство профнастила, при котором стальной лист предварительно подвергается значительному нагреву, осуществляют только крупные металлургические заводы. В домашних же условиях или в масштабах небольшого производственного предприятия профлист производится методом холодной прокатки.

Основные виды профилированного листа
В зависимости от условий дальнейшего использования и нагрузок, которые будет испытывать профлист, для его изготовления может быть использована сталь различной толщины. Вместо цинкового покрытия на поверхность профлиста может быть нанесен слой краски или другого материала, который в состоянии обеспечить надежную защиту металлического листа от негативного воздействия внешней среды. Учитывая тот факт, что конструкции из профнастила эксплуатируются преимущественно на открытом воздухе, наличие покрытия, защищающего их от интенсивного износа под воздействием коррозии, позволяет наделить такой материал требуемой долговечностью.
Условия, в которых эксплуатируется оборудование для производства профнастила, также оказывают влияние на качество готовой продукции. Так, и ручной станок, используемый для изготовления профнастила, и автоматизированную линию по производству такого материала желательно устанавливать в сухом и отапливаемом помещении, в котором не отмечаются резкие перепады температурного режима. Играют значение и условия, в которых хранится сырье для изготовления профилированных листов – рулоны листовой стали. Помещение, в котором осуществляется такое хранение, также должно быть сухим и отапливаемым.
Типы оборудования для производства профнастила
Любое оборудование для производства профнастила работает по типовой схеме. Плоский стальной лист для придания ему требуемой конфигурации прогоняется через систему валков, которыми оснащен станок, используемый для производства профнастила. В результате такой технологической операции плоский стальной лист деформируется, приобретая требуемую геометрическую форму.

Размеры и форма валков зависят от конфигурации производимого на станке профлиста
В качестве основного сырья, из которого изготавливается профилированный лист, как уже говорилось выше, используется листовая сталь, поставляемая с заводов-производителей в рулонах. Если стальной лист, свернутый в такой рулон, имеет небольшую толщину, то развернуть его не составит больших проблем: это можно выполнить даже вручную. Совсем иначе обстоит дело, если для профлиста необходимо использовать листовую сталь значительной толщины. В таком случае станок, применяемый для производства профлиста, нуждается в оснащении дополнительным приспособлением, которое будет отвечать за гибку листового металла значительной толщины.
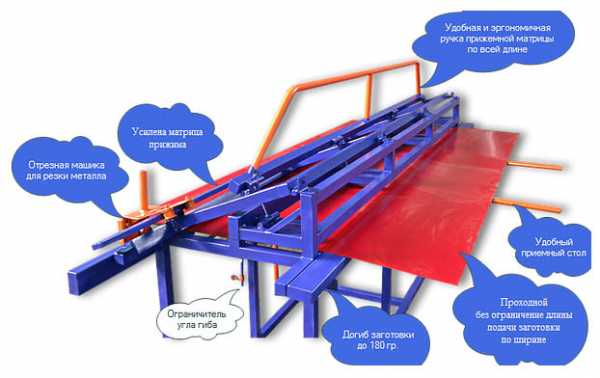
Станок для профнастила в зависимости от требуемой производительности может быть оснащен ручным или механизированным приводом. Более простой конструкцией, конечно, отличается ручной станок для производства профнастила. Между тем, решив использовать такое оборудование, следует иметь в виду, что работа на ручном станке для производства профлиста требует приложения значительных физических усилий, поэтому применять такое устройство для изготовления профилированного листа значительной толщины проблематично.

Ручной профилегиб ЛСП-2000 предназначен для изготовления профлиста или шкетника из металла толщиной до 0,55 мм
Между тем изготовление в домашних условиях оснащенного механизированным приводом станка для производства профнастила также связано с определенными сложностями. Дело в том, что в таком оборудовании для профнастила должно быть устройство, обеспечивающее резку профилированных листов на изделия определенной длины. Для выполнения данной технологической операции не подойдут обычные гильотинные ножницы, так как для этого необходимы устройства, рабочие органы которых по своей форме полностью соответствуют конфигурации профилированного стального листа.

Формовка профиля на специализированной линии происходит на прокатном стане
Различают две технологии, по которым может осуществляться изготовление профнастила на специализированном оборудовании. Первая из них носит название одновременного профилирования и предполагает деформирование сразу обеих сторон стального листа, используемого для изготовления профлиста. Станки для производства профнастила, работающие по принципу последовательного профилирования, отдельно деформируют каждую из сторон стального листа.
Наибольшей эффективностью при изготовлении профлиста отличается специализированная линия для производства профнастила, в структуре которой уже содержится все необходимое оборудование.
Структура производственных линий
Для обеспечения высокого качества производимой продукции линии по производству профнастила должны быть оснащены следующими механизмами и приспособлениями.
- В такой линии обязателен механизм, который обеспечивает фиксацию рулонов с листовой сталью, а также их разматывание. Изготовление стального профлиста в промышленных масштабах предполагает использование в качестве сырья рулонов листового металла, вес которых может доходить до десяти тонн. Манипулировать такими рулонами без использования специальных приспособлений практически невозможно.
- Специальное устройство позволяет в автоматизированном режиме регулировать степень провисания заготовки между механизмом разматывания и приемной частью станка. Линия по производству профнастила, как правило, выполняет обработку листового металла с высокой скоростью, что просто не позволяет выполнять регулировку провисания заготовок в ручном режиме.
- Чтобы обеспечить высокую производительность и требуемое качество изготавливаемой продукции, профессиональное оборудование для производства металлопрофиля оснащают несколькими группами рабочих валков. Такие группы валков, которые называются клетями, выполняют различные функции, находясь в составе автоматизированной линии для производства профилированного листа. Как правило, эти клети, состоящие из различного количества рабочих валков, служат для загрузки листового металла в зону обработки оборудования, для выполнения рабочих операций и выгрузки готового изделия из станка.
- В производственной линии есть механизм привода, который должен обладать достаточной мощностью для того, чтобы обеспечить высокую производительность технологических операций, связанных с изготовлением профилированного листа методом прокатки.
- Устройство для резки, которым оснащается профессиональное оборудование для производства профлиста, должно обеспечивать качественную резку готового изделия, без образования заусенцев и загибов на его краях. Наличие таких дефектов значительно снижает стоимость готовой продукции.
- Станок для изготовления профнастила в промышленных объемах также должен быть оснащен отсеком, в котором складируются готовые изделия.
Структура автоматической линии производства профлиста
Производственная линия, предназначенная для изготовления профлиста, может управляться посредством автоматизированной системы или более простого устройства, которое не в состоянии обеспечить должный уровень автоматизации технологического процесса. Между тем использовать станок для профнастила, управляемый более простым устройством, могут даже операторы с невысоким уровнем квалификации.
Как изготовить станок для производства профлистов
Станок для изготовления листа, профиль которого имеет трапециевидную конфигурацию, можно изготовить и своими руками. Следует, однако, иметь в виду, что такое оборудование будет отличаться ограниченными техническими возможностями и использовать его можно будет для обработки заготовок из листового металла небольшой толщины. Такой самодельный станок можно применять не только для производства профлиста, но и для изготовления элементов кровельных конструкций – коньков, карнизных планок и др.
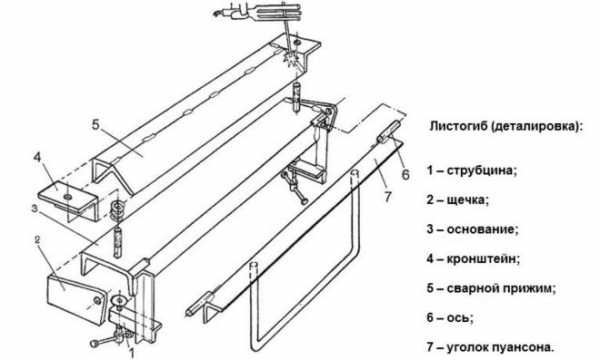
Чертеж самодельного листогиба, который тоже можно использовать для изготовления профлиста
Основой такого станка, с подробностями изготовления которого можно познакомиться и по видео, является каркас, устанавливаемый на бетонном основании и фиксируемый на нем при помощи анкерных болтов. На таком каркасе монтируется рабочий стол, длина которого должна превышать длину обрабатываемых заготовок. Рабочий стол самодельного станка, предназначенного для производства профннастила, используется как для подачи заготовки в зону обработки, так и для извлечения готового изделия.
Для надежной фиксации рулона листового металла на раме станка используется специальная планка, которая фиксируется при помощи болтового соединения. Механическое воздействие на обрабатываемый листовой металл, из которого и формируется профилированный лист, осуществляется посредством ручного рычага, монтируемого на раме оборудования. При помощи такого рычага, конструкция которого может быть дополнительно оснащена прижимной пружиной, осуществляется не только подача стальных листов в зону обработки, но и регулировка угла их подачи.
При самостоятельном изготовлении ручного станка для профнастила следует иметь в виду, что полностью сделать такое оборудование своими руками не получится: некоторые элементы его конструкции придется заказывать у специалистов по металлообработке. Такими элементами, в частности, являются прокатные валы, при помощи которых осуществляется формирование требуемого профиля обрабатываемой заготовки.
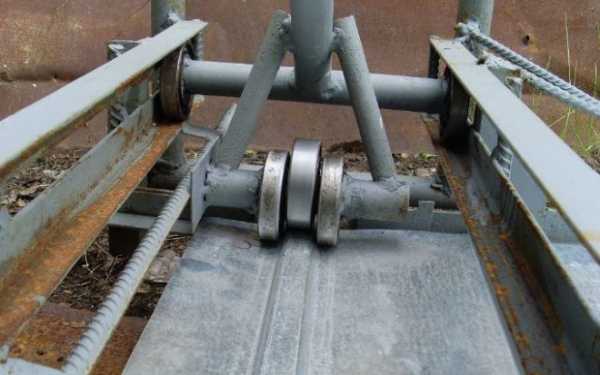
Для изготовления этого мобильного профилегиба понадобятся подшипники, уголок и трубы

Каретка – основной узел самодельного станка
Прокатные валы станка, предназначенного для производства профнастила, закрепляются на раме при помощи кронштейнов и соединяются с рычагом, который и управляет их работой. Металлическая заготовка, из которой будет формироваться профилированный лист, фиксируется на поверхности рабочего стола станка специальными лапками или планками.
Прежде чем надежно зафиксировать все болтовые соединения в конструкции самодельного станка, предназначенного для производства профлиста, следует выполнить на таком оборудовании пробную гибку. Ее результаты покажут необходимость регулировки или переделки механизмов.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Технология изготовления профнастила
Профилированный металлический лист — это рулонная сталь, поверхность которой в результате обработки на специальном оборудовании приобрела волнистую или гофрированную форму.
Цель этой операции состоит в том, чтобы увеличить продольную жесткость и несущую способность исходного материала. Это позволяет использовать холоднокатаную сталь сравнительно небольшой толщины для изготовления различных строительных конструкций, в том числе и тех, на которые воздействуют значительные статические и динамические нагрузки.
Современный профнастил выпускают из стали толщиной от 0,45 до 1,2 мм. В зависимости от назначения, металлический профилированный лист подразделяется на две основные группы – несущий и стеновой. Отличаются они формой профиля и толщиной металла. Профнастил имеет высокие эксплуатационные характеристики при сравнительно низкой себестоимости, что делает его производство достаточно привлекательным и выгодным вложением средств.
Оглавление статьи (нажмите, чтобы открыть)
- Краткое описание основных этапов изготовления профилированного листа
- Основное оборудование линии по производству профнастила, его назначение и устройство
Технология производства профнастила — краткое описание основных этапов изготовления профилированного листа
Технология производства профнастила достаточна проста. В ее основе лежит метод холодной прокатки тонколистового металла. С помощью специального оборудования, из рулона оцинкованной стали или стали с полимерным покрытием получают металлический профиль с заданной геометрией поверхности.
Существуют два метода профилирования металла: одновременный и последовательный (или комбинированный).
В первом случае технология изготовления профнастила предусматривает прокатку всех гофр профнастила одновременно, начиная с первой клети прокатного стана. При этом существенно экономятся производственные площади, поскольку станок для одновременной прокатки примерно в 1,5 раза меньше оборудования для последовательного или комбинированного способа получения профилированного листа. Кроме того, первый способ обработки металла более равномерно профилирует лист, исключая возможность брака на краях исходной заготовки.
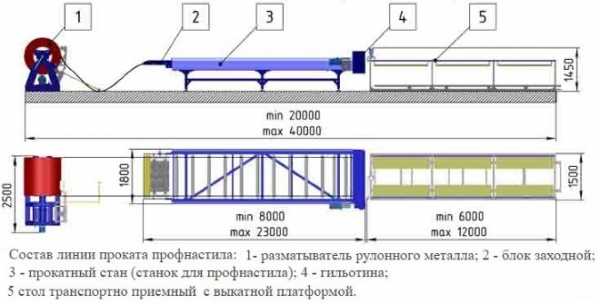
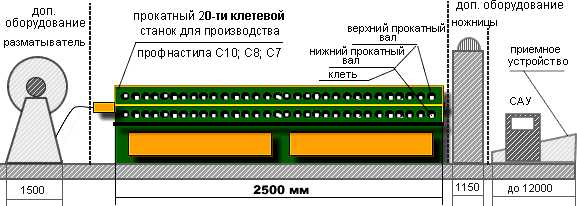
В состав линии по производству профлиста входят:
- разматыватель;
- стан холодной прокатки;
- гидравлические гильотинные ножницы;
- приемное устройство.
Слаженность и непрерывность работы оборудования обеспечивается автоматизированной системой управления, которая и следит, чтобы технология производства профлиста не была нарушена. Такие линии предназначены для изготовления профнастила из оцинкованной стали по ГОСТ 14918 и из тонколистовой стали с полимерным покрытием по ГОСТ 30246-94, ГОСТ 9045, ГОСТ 1050.
С установленного на разматывателе рулона, тонколистовая сталь подается в формовочную машину, где и происходит профилирование поверхности металла. Затем готовый лист профнастила попадает на гидравлические ножницы, обрезающие изделие в соответствии с заданными размерами. Профиль профлиста завит от формы вальцев, установленных на прокатном стане.
Все этапы производственного процесса контролируются системой управления, что позволяет задавать скорость прокатки, а также длину и количество листов профнастила. После обрезки, готовые листы профнастила попадают в приемное устройство.
Таким образом, изготовление профнастила из листовой стали состоит из следующих этапов:
- Рулон оцинкованной стали или стали с полимерным защитным покрытием устанавливается на разматыватель, обеспечивающий правильную и равномерную подачу листа.
- Конец листа вставляется в формовочную машину прокатного стана.
- Системе автоматического управления задаются основные параметры, такие как скорость прокатки, длина и количество листов профнастила.
- Производится запуск оборудования и непосредственно процесс изготовления профнастила.
Готовую продукцию достают из приемного устройства маркируют и упаковывают для отправки потребителю.
Основное оборудование линии по производству профнастила, его назначение и устройство
Ниже я подробно остановлюсь на функциях каждого отдельного узла станка по производству профнастила.
Консольный гидравлический разматыватель
Это устройство предназначено для подачи рулонной тонколистовой стали в формовочную машину. Как и всеми механизмами линии по производству профнастила, разматывателем управляет автоматизированная система управления. Кроме того, разматыватель имеет собственную систему автоматики, которая с помощью тормозного устройства синхронизирует скорость подачи металлической ленты со скоростью прокатки металла.
Устройство для резки металла
Оно устанавливается после разматывателя и служит для обрезки металла при необходимости заменить, например, рулон оцинкованной стали на сталь с полимерным покрытием для выполнения другого заказа.
Прокатный стан (формовочная машина)
Это — главный элемент любой производственной линии для изготовления пофилированного листа. Именно он является ключевым звеном в технологии изготовления профнастила и превращает гладкий металлический лист в гофрированный профиль. Профилирование поверхности осуществляется прокатыванием металла через вальцы специальной формы, выбор которых зависит от требуемой формы гофры профилируемого листа. Формирование гофр профнастила начинается с первой клети, а количество клетей зависит от сложности формы гофры профилированного листа.
По конструкции формовочные машины могут быть пневматическими или гидравлическими. В пневматическом прокатном стане металлический лист с помощью пуансона вдавливается в матрицу под действием сжатого воздуха. Пневматическая формовочная машина может изготавливать профилированный лист длиной до 2,5 м, с углом гиба гофры профиля до 90° из металла, толщиной до 1,5 мм.
Принцип действия гидравлической формовочной машины прокатного стана такой же, как и у пневматической. Но прокатные станы с гидравлическим приводом более мощные и могут изготавливать профилированные листы любой длины, которая ограничена только удобством транспортировки готовой продукции потребителю.
Программа, заданная системе управления как пневматических, так и гидравлических прокатных станов, позволяет автоматически менять пуансоны и матрицы, выбирая их конфигурации при просмотре графической модели профилированного листа, а также устанавливать любую рабочую скорость прокатки.
Гидравлические электромеханические гильотинные ножницы
Они служат для обрезки готового профилированного листа согласно размерам, заданным автоматической системе управления. Резка осуществляется ножом, форма лезвия которого точно повторяет форму гофры профилированного листа.
Если обрезать готовый профлист плоскими ножницами, то это будет являться грубым нарушением технологии производства профнастила, поскольку приведет к образованию на краю среза заусенцев и деформаций.
Приемное устройство
В приемное устройство попадает готовый лист профнастила после гидравлических ножниц. Это устройство выполняет роль накопителя продукции для ее последующей упаковки и отправки на склад. Обычно приемное устройство дополнительно оборудуется автоматическим штабелером для выемки профилированного листа и укладки его транспортную тележку или упаковочный стол. Длина приемного устройства может достигать 14м.
Автоматизированная система управления
Как уже говорилась выше, автоматизированная система управляет всеми механизмами, входящими в состав линии по производству профнастила. Это позволяет полностью исключить применение ручного труда. Встроенное программное обеспечение позволяет свести участие человека исключительно к наблюдению за процессом производства.
Оператор управляет прокатным станом только при работе линии в ручном режиме, который используется обычно при наладке оборудования, а также заправке стали в формовочную машину при замене рулона в разматывателе.
Полезная статья? Сохраните ее в соцсетях, чтобы не потерять ссылку!
Коллектив oprofnastile.ru
Читайте по теме:
oprofnastile.ru
Производство профнастила: пошаговое руководство для бизнеса
В одной детской сказке три поросенка строили себе домики из различных материалов. Как известно, всех, кроме одного, сдул злобный серый волчище.
Что ж, если бы братья-поросята воспользовались профнастилом, то все трое наверняка остались бы живы и здоровы, детская психика не пострадала бы, а хэппи-энд начинался бы с фразы: «И купили они станок для производства профнастила…».
В реальной жизни уже очень многие осознали преимущества этого материала, благодаря чему спрос на профнастил стал расти из года в год.
Спрос порождает предложение. Значит, производство профнастила выглядит очень привлекательно, как идея для серьезного и прибыльного бизнеса.
Чтобы бизнес процветал, отношение к нему должно быть соответствующим – итог сказки со «свинским» самостроем вам в пример.
Процветающий бизнес в сфере производства нужно выстраивать как дом – планомерно и пошагово, с крепким фундаментом и надежными подсчетами. Эти шаги (разработать бизнес-идею, создать план, закупить оборудование для производства профнастила и т.д.) мы сегодня и разберем.
Производство профнастила: описание товара и обзор отрасли
Предположим, сферу будущего бизнеса мы выбрали – производство профнастила на своем станке.
Теперь надо осуществить то, что специалисты называют предварительным маркетинговым исследованием, под наше производство профнастила.
Проще говоря, нам надо понять, что мы будем производить (профнастил), как продавать и кому.
Также в этом разделе посмотрим на уровень конкуренции в сфере производства этого стройматериала, оценим масштабы производства профнастила в стране и т.д.
Только разобравшись с этим, можно будет переходить к следующему шагу – непосредственному планированию, обзору оборудования под производство профнастила и т.д.
Что такое профнастил?
Это слово в наше время встречается довольно часто, хотя далеко не все обыватели сразу могут понять, что именно оно значит.
«Профнастил» расшифровывается как «профилированный настил», и означает, что гибкому листу металла придали «профиль» (добавили продольные изгибы на специальном оборудовании по производству профнастила). От этого он становится похожим на гармошку.
Такой профилированный лист, или профнастил, получается жестким и довольно крепким. Это не бетонная стена, но уже и не фанерная доска.
Правильно обработанный при производстве на специальном оборудовании профнастил не боится перепадов температуры, его трудно повредить без дополнительного оборудования, а самое главное – это решение часто временное, но крепкое и относительно дешевое.
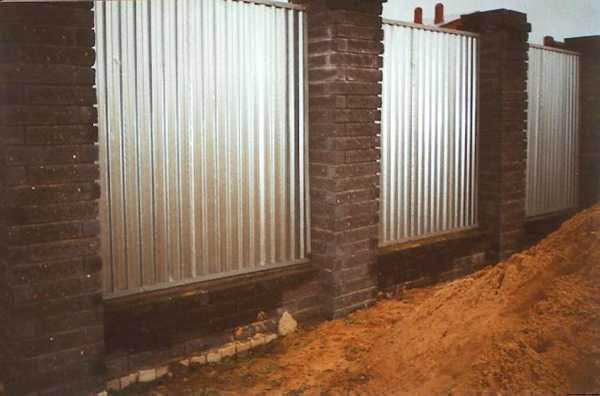
Если вам нужно быстро огородить, например, место будущей стройки, то сделать это с помощью профнастила можно будет за пару часов. Единственное оборудование, которое вам понадобится, — это молоток и гвозди или шурупы с отверткой. Большая часть времени пойдет на установку столбиков, а не на крепление самого профнастила.
Используется он не только в качестве забора, но и для самого широкого круга других околостроительных потребностей. Из него делают сараи, промышленные и торговые помещения, где может храниться оборудование, а в жилых домах часто кроют крыши.
В принципе, профнастилом можно покрыть любую поверхность, чем давно пользуются на Западе.
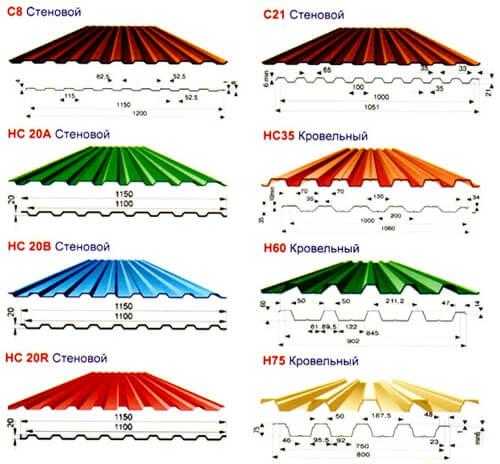
Возможности его применения определяют основные типы профнастила:
- стеновой;
- кровельный.
Кроме того, профилированный лист может быть разной толщины и гибкости, покрыт разными краскам
biznesprost.com
Оборудование для производства профнастила — прокатный стан линии Китай, фото и видеопримеры
Содержание статьи:
Профнастил – современное и универсальное покрытие. Его используют в частном строительстве, в промышленном секторе, для сооружения небольших построек. Чтобы получить материал для кровли и фасада необходимо иметь современное оборудование и правильно осуществлять производственный процесс.Наша статья расскажет об условиях, связанных с технологией изготовления материала. При этом мы не будем описывать сам процесс монтажных работ.

Этапы производства
Для производства профнастила необходимо осуществить профилирование гладких листов из стали, чтобы получились гофрированные профилированные листы. При этом покрытие материала может быть как оцинкованное, так и декоративное.
Профлисты часто используют в качестве:
- материала для возведения стен промышленных зданий и павильонов;
- материала для обшивки здания внутри и снаружи;
- листов для изготовления опалубки;
- материала для кровли производственных и жилых зданий;
- профиля для возведения перегородок и различных.
Профнастил имеет защитное покрытие из полимера. Кроме того, материал имеет различную высоту волны.

Этапы производства материала:
- создание проекта, который включает все характеристики материала: тип, цвет, длину и количество профилированных листов;
- использование прокатного оборудования для изготовления профиля;
- транспортировка продукции потребителям.
Чтобы осуществить качественное производство профилированных листов,необходимо использовать лишь специализированное оборудование.
Изготавливаем профиль
Оборудование для производства профнастила необходимо для того, чтобы создать трапециевидные профилированные листы. Профнастил представляет собой листовой гнутый профиль. Материал также имеет трапециевидный гофр.
Для изготовления кровельного металлопрофиля необходимо использовать прочную сталь. При этом оптимальный метод обработки – холодное профилирование. Профлист может иметь специальное покрытие. Оно зависит от факторов использования материала и потребностей покупателя. Если профилированный материал будет использоваться при наружных работах – то целесообразно изготавливать материал с покрытием. Наличие покрытия необязательно при устройстве опалубок под бетон.

У каждого вида профнастила имеется своя толщина. При использовании качественного сырья в виде стали первых сортов – изготавливается профиль с цинковым покрытием 26 мкм. Если толщина покрытия снижается до 10 или 13 мкм, то увеличивается износ.
Совет:Используя сталь для производства профнастила и качественное оборудование – можно изготовить профнастил своими руками.Учитывайте, что необходимый материал выпускается лишь брендовыми машиностроительными компаниями.
Производственные требования
- в помещении для оборудования должен быть ровный бетонный пол;
- обязательное наличие специальной техники, которая должна иметь грузоподъемность выше 5 тонн;
- температура в помещении не должна быть ниже 4 градусов. Работая с пневматическими механизмами, следите, чтобы температура не опускалась до 10 градусов;
- наличие ворот для быстрой разгрузки сырья и погрузки выполненных заказов;
- наличие мест хранения рулонной стали.
Станки для производства профнастила и требования к их размещению:
- Размещайте станки таким образом, чтобы без помех иметь доступ к их узлам для настройки оборудования или проведения ремонтных работ.
- Разматывающее устройство должно располагаться рядом с местами хранения сырья.
- Если вы обнаружили нехватку места в помещении под склады – то организуйте их в отдельном здании.
Внимание:Учитывайте все эти требования, используйте только качественное оборудование– тогда вы сможете без труда изготовить профилированные листы длиной от 1 до 12 метров.

Используя специальное оборудование для производства профнастила китай – вы сможете изготовить листы, длиной в 25 метров.
Процесс изготовления
Перед тем как осуществлять производство профнастила, следует составить эскиз конструкции и провести математические расчеты. Затем выбирается цвет покрытия и толщины настила.
После этого можно заниматься изготовлением материала на профилегибочных станках. В результате получаются кровельные, настенные, напольные профилированные листы.
Для технологии производства профнастила характерны следующие этапы:
- установка рулонной стали в разматывающее устройство прокатного станка;
- стан для производства профнастила переправляет ленточный металл до ножниц, где осуществляется отделение излишек;
- установка параметров длины листов и их количества на пульте управления;
- автоматическая прокатка листов;
- разрезание листов в автоматическом режиме и направление профнастила до принимающего его штабелера;
- маркировка и упаковка готовых листов в полиэтиленовую пленку.
Оборудование для производства
Линия по производству профнастила включает в себя два метода обработки листов: холодный и горячий. Широко используются станки холодного метода обработки. Они не требуют нагрева сырья. Эти линии отвечают за прокатку и резку профилированного листа. В результате материал приобретает форму профиля (подробная статья: «Станок для производства профнастила»).Для производственного оборудования характерны следующие ступени механизации:
- автоматизированное;
- ручное;
- передвижное.
Передвижное оборудование используется для изготовления арочного профнастила. Как правило, станки находятся прямо на строительной площадке. В результате промышленное предприятие получает арочную продукцию. Ее используют для сооружения ангаров, зернохранилищ и аэродромов.
 Ручной прокатный стан для производства профнастила применяется для изготовления небольших по размеру материалов. Все операции выполняются в ручном режиме. Очень часто можно встретить ручные станки в мастерских по обработке металлов. Изготовителем выступают различные строительные организации, осуществляющие производство доборных конструкций (читайте также: «Станок для профнастила ручной — технология изготовления»).
Автоматизированные станки включают автоматическую или полуавтоматическую линию оборудования. Это целый комплекс механизмов, которые расположены в последовательном порядке.
Ручной прокатный стан для производства профнастила применяется для изготовления небольших по размеру материалов. Все операции выполняются в ручном режиме. Очень часто можно встретить ручные станки в мастерских по обработке металлов. Изготовителем выступают различные строительные организации, осуществляющие производство доборных конструкций (читайте также: «Станок для профнастила ручной — технология изготовления»).
Автоматизированные станки включают автоматическую или полуавтоматическую линию оборудования. Это целый комплекс механизмов, которые расположены в последовательном порядке.
Внимание:На ручных станках не рекомендуется осуществлять прокатку сырья, которое имеет полимерное покрытие.
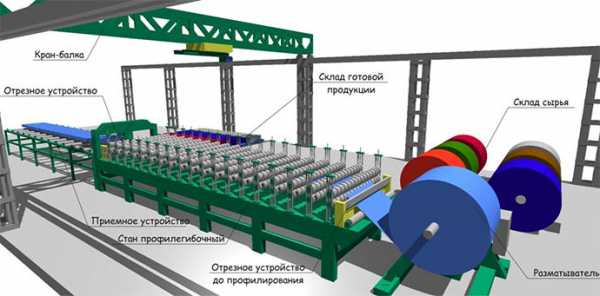
Линия по производству профнастила имеет следующий состав:
- разматыватель рулонов из стали;
- прокатный стан для образования формы профиля;
- ножницы, называемые «гильотиной»;
- устройство для приема;
- автоматизированная система управления.
Процесс работы оборудования
- Первым делом следует поместить оцинкованный, тонкий стальной лист на разматыватель.
- Поступление ленты в прокатный стан, который имеет несколько пар клетей. Именно от них зависит качество получаемых профилированных листов. Каждая пара клетей имеет специальные ролики заданной геометрии. Они, в свою очередь,закрепляются на нижнем и верхнем вале.
- Оцинкованный лист из стали, пройдя через клети, приобретает ранее заданную геометрию.
Современная линия для производства профнастила может иметь в своем составе сенсорный пульт, электромеханические ножницы, приемный рольгангам, зажимные устройства. Кроме того, оборудование часто имеет стол, необходимый для создания кромки и сборник отходов.
Основным элементом оборудования является прокатный стан. Без него изготовление профнастила заданного профиля становится невозможным.
Профилированные листы пользуются большим спросом, который только повышается с каждым годом. Поэтому многие эксперты считают, что вкладывание денежных средств в производство прокатной стали – оправдано в экономическом плане.
Если вы имеете качественное оборудование и сталь первых сортов – то смело можете заняться производством профилированных листов. Советуем обратиться к фото- и видеоматериалам, чтобы лучше понять производственный процесс. Если вам необходим сырьевой материал – то обратитесь в специализированные магазины или заводы-производители.
kryshadoma.com
Профнастил: размеры, технология производства (фото)
Компания «Русская Ограда». Мы занимаемся установкой заборов, ворот (в том числе автоматических), установкой столбов и линий ЛЭП по всей Москве и Московской области. Звоните: +7 (495) 762-97-99 c 09:00 до 21:00 ежедневно.
К современным строительным материалам относится профнастил. Его применяют в индивидуальном строительстве, сооружают объёмные промышленные объекты, возводят строения скоростной сборки. Современное оборудование позволило создать производство этого материала, который используют как кровельный, стеновой и фасадный материал. Оборудование линии позволяет изготавливать профнастил размеры, которого по длине достигают 25-ти метров.

Технология производства профнастила
Профильный металл получают путём проката гладкой стальной ленты между различной формы вальцами до получения рельефной поверхности.
Производство такой стали проходит с выполнением следующих этапов:
- Специалисты разрабатывают проект по выпуску материала нужного типа, цвета, длины и количества необходимых листов;
- Производство профильных листов;
- Доставка материала к месту монтажа.
Для выпуска профлистов высокого качества требуется специальное оборудование.
Следует знать, что только высокотехнологичное оборудование дает возможность получить качественный профнастил, соответствующий требованиям стандарта.
Листы, производимые на кустарном производстве, имеют погрешности и нарушения геометрической формы с отклонениями в размерах.

Стандартные требования к мини-производству
Оборудуя небольшое производство для получения профнастила необходимо соблюдать правила по размещению оборудования:
Станки следует размещать так, чтобы обеспечить свободный доступ ко всем частям механизмов при обслуживании и техосмотрах; Устройства для размотки рациональнее размещать поблизости от хранения сырья; Готовую продукцию можно хранить в цеху, но лучше иметь специально оборудованный склад.
На качественном оборудовании есть возможность выпускать профлисты длиной до 12 м. Однако на крупных производствах используют оборудование, на котором есть возможность выпуска листов длиной до 25 м.
Производственный процесс
Изготовление профнастила начинается созданием эскиза заказанной конструкции и составления математического обоснования. Затем подбирают цвет и толщину листа, а также тип гофрировки материала.
После завершения подготовительного этапа приступают к непосредственному выполнению изготовления заказа на профилегибочных станках, которые могут создать , настенные, кровельные, напольные профилисты.
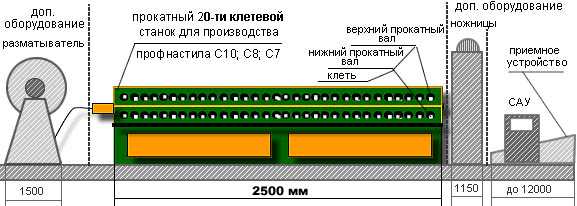
Схематичное изображение прокатной линии
Технологическое производство профнастила состоит из нескольких этапов:
- В раскручивающее устройство помещают рулон стали;
- Станок пропускает стальную ленту до гильотины, где происходит её резка по размеру;
- На автоматическом пульте управления задают число, длину и обрезку листов;
- Прокат листов в автоматическом режиме;
- Профлисты накапливаются в приемном штабелере.
На завершающем этапе готовые листы маркируют и упаковывают в полиэтилен. Затем профнастил отправляют по назначению или ни склад.

Схема создания арочных профлистов
Изготовление профиля
Станки для самостоятельного проката выпускают листовой гнутый материал трапециевидной формы профиля. В зависимости от предназначения материала заказанного покупателем, профлист может быть произведён с защитным покрытием и без него. Для наружного применения гофрированный металл выполняют с покрытием. Гофр без покрытия устанавливают в качестве опалубки под бетонный фундамент или в других местах с последующей покраской.
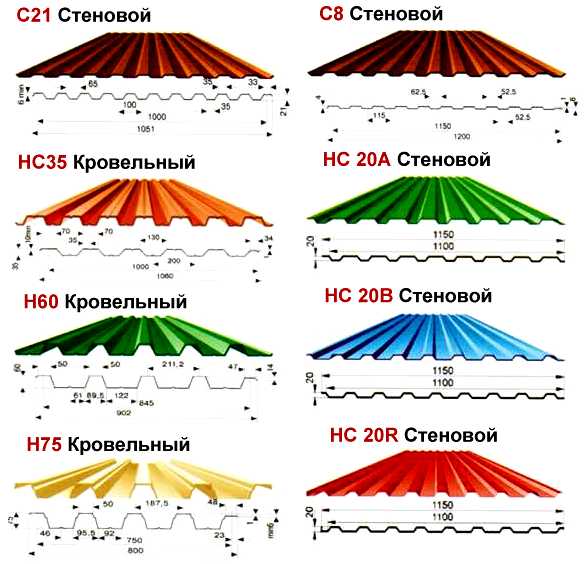
Типы профнастила
Каждый вид профлистов имеет разную толщину. В случае проката первосортной стали, выпускаются листы с покрытием из цинка 20-26 мкм. Из такого профнастила получается отличный недорогой и выдерживающий долгую эксплуатацию оцинкованный забор для ограждения больших промышленных территорий, частных владений и дач. Однако, следует помнить, что сокращение толщины покрытия до 10-13 мкм приводит к убыстрению износа ограждения, затем потребуется регулярное покрытие его краской.
Следует учесть, что для самостоятельного изготовления профнастила необходимо использовать прокат, с покрытием 1-го сорта, а работать лучше на оборудовании выпущенном популярными станкостроительными компаниями.
Оборудование для производства
Профилированный материал производится двумя способами обработки стального листа. Поэтому оборудование выпускается для горячих и холодных линий проката. Чаще применяются станки холодной прокатки, они не требуют нагрева металлической ленты. На таких линиях происходит полный от начала до завершения процесс резки и проката металла требуемого профиля. В конце производственного процесса лист обретает требуемую форму и размер.

Типы профилей
Для выпуска разной формы гофра профнастила используется разное оборудование. Область применения профлистов зависит от характеристик профиля. Применение зависит от высоты гофра листов, что очень влияет на прочность материала. Обработка прокатываемых листов происходит под различным давлением.
Прокатные линии различаются по степени механизации:
- Автоматизированные;
- Ручные;
- Передвижные.
Мобильное производство устанавливается на строительных площадках для создания арочных профлистов. Арки требуются для возведения ангаров, а также различных хранилищ.
Ручной прокат применяется при производстве гофрированных листов небольшого размера и в ограниченном количестве. Производственные операции при этом совершаются в ручном режиме. Ручное оборудование используется строительными организациями для создания комплектующих деталей при сооружении кровли и заборов из профнастила.
Ручные станки не предназначены для прокатки металлического полотна, имеющего покрытие, из краски, лака или полимеров.

Комплектующие детали
Автоматические станы комплектуются автоматическим или полуавтоматическим станками. Установленный в определённой последовательности комплект станков, прокатывает профиль в быстром темпе.
Состав производственной линии
В стандартную прокатную линию входят:
- Раскрутка металлических рулонов консольного типа;
- Прокатный стан, где происходит формирование профиля;
- Участок обрезки;
- Накопитель для готовых листов;
- Пульт управления автоматикой.
Основным оборудованием для производства профильного металла настила является прокатный стан. Именно в нём из гладкой прокатной стали получаются листы заданного профиля.
Спрос на профильный металл постоянно растёт. Однако для выпуска профнастила высокого качества, способного выдержать конкуренцию на рынке сбыта, необходимо выпускать его производственной линией современного технического оснащения.
Изготовление гнутых деталей из металлического листа
rusograda.ru
Станок для производства профнастила: виды, модели и цены
Станок придает металлу стабильную рельефную форму. Основные функции – резка и прокат. В результате обработки получается профилированное полотно. Его используют для устройства кровли, облицовки стен, сооружения заборов, бытовок, гаражей. Большая популярность и высокий спрос на профлист объясняются универсальностью применения, простотой монтажа и демократичной ценой. Такие факторы служат серьезным основанием для старта выгодного бизнеса. Нужно найти небольшую рабочую площадку и приобрести специализированную технику.
Оглавление:
- Технология производства
- Разновидности оборудования
- Обзор популярных моделей
- Расценки
Свойства профнастила
Сырьем служит:
- сталь с алюминиевым или цинковым покрытием;
- алюминий с алюмокремниевым напылением или без него.
Использование материалов разного свойства обусловливает применение универсального оборудования. Главное требование, которое предъявляется к станкам для производства профнастила – бережное отношение к покрытию. Назначение составов, которыми окрашивают поверхность – защита от коррозии и увеличение срока эксплуатации.
Качество во многом зависит от условий изготовления. Приборы для проката и резки металла должны располагаться в сухих отапливаемых цехах со стабильным температурным режимом. Такие же требования предъявляются и к помещению для хранения сырья – рулонов листового металла.
Основы производства
Чтобы придать заготовке определенную форму, используется принцип вальцевания, по которому работает большинство металлургических предприятий. Так называется прокат через систему валов. Формирование проводится методом холодной деформации во время прохождения металлической заготовки между роликами. В результате механического воздействия гладкий стальной лист становится гофрированным.
На контур полученного рельефа влияет форма вальцов. В производственных линиях имеется возможность настройки профильной конфигурации, что обеспечивает вариативность сортамента. Сила давления пресса зависит от толщины металлической заготовки. Выбирают оцинкованный профнастил толщиной 0,4-0,8 мм.
Существует горячий и холодный способы обработки металла давлением. Изготовление листа с предварительным нагревом стали возможно только на крупных металлургических предприятий.
Виды производственного оборудования
Прокатный стан – это основа технологической линии. К числу критериев, по которым классифицируется вальцовочная аппаратура, относятся форма профиля и способ изготовления. Поставка сырьевого материала с металлургических заводов осуществляется в рулонах. Вручную развернуть тонкий лист не составляет труда. Если используется металл значительной толщины, тогда в комплект должен входить станок-разматыватель.
Следующий шаг цикла – резка, для этих целей служат ножницы-гильотины. С их помощью гофрированное полотно разрезают на элементы необходимой длины. Заключительный этап – упаковка и складирование. Для этих целей применяют специальные приемные устройства.
Типы станков
По объему ручного труда оборудование для производства профнастила условно разделяют на 3 группы:
- ручные;
- передвижные с электрическим приводом;
- автоматизированные линии.
1. Ручной станок.
Без применения электроэнергии, но требует приложения физических усилий. Благодаря механизмам пружинного типа и системе эксцентриков для обслуживания достаточно 1-2 операторов. Качество невысокое, поэтому обработка металлических заготовок с защитным покрытием не рекомендуется. Прокатать можно только самый тонкий профлист, из которого делают заборы и ограждения.
Использование целесообразно при небольших объемах производства. Цена невысокая, его могут купить строительные организации и металлообрабатывающие мастерские.
2. Передвижные.
Чаще всего создают арочный лист, который используется в ангарах, хранилищах, складах и прочих сооружениях с изогнутыми элементами. Портативные станки устанавливают непосредственно на рабочих площадках, когда строительство движется ускоренными темпами. Купить выгодно в том случае, когда в запасе много оцинковки или есть надежные поставщики дешевого сырья. Качество не уступает продукции, произведенной на автоматической линии.
3. Автоматизированные и полуавтоматизированные.
Представляют собой группу механизмов, смонтированных в определенном порядке. Чтобы технологический процесс проходил быстро и без нарушений, разработана стандартная комплектация:
- Размотчик рулонного металла. Скрученные стальные листы, которые поставляют заводы-изготовители, обладают большой массой. Грузоподъемность механизмов для разматывания достигает 10 тонн. В них также предусматривается автоматический контроль уровня провисания металлического полотна в процессе работы. Скорость вальцевания достаточно высокая, поэтому вручную справиться с разматыванием практически невозможно.
- Профилегибочный стан. Это основа технологической линии. Оснащается системой электропривода, может иметь несколько пар вальцов. Качество конечного продукта напрямую зависит от настроек и степени изношенности механизмов. При выборе станка б/у нужно уточнить у продавца срок эксплуатации и уровень загрузки.
- Гильотинные ножницы. Резочное оборудование имеет форму, аналогичную профилю. К состоянию гильотины предъявляются повышенные требования. Край должен получиться ровным без заусениц и нарушенного покрытия. Для этого требуется острое лезвие и баланс скорости реза и усилий, прикладываемых к профлисту.
- Приемная клеть. Это участок, в котором складывают готовую продукцию.
- САУ. Система автоматического управления задает программу и обеспечивает контроль рабочего цикла. Чем больше автоматизированных процессов, тем выше производительность предприятия.
Большая стоимость технологической линии делает ее недоступной для начинающих предпринимателей. В начальной стадии бизнеса имеет смысл приобрести станки и механизмы б/у.
Обзор оборудования
1. Напольный разматыватель НР-1250.
Легкий ручной станок для размотки стального полотна шириной до 1,25 м и массой до 300 кг. Рулон укладывается на вращающиеся валики и разматывается путем протяжки. Простое устройство в сочетании с низкой ценой делают оптимальным применение в небольших цехах.
2. Размотчик рулонного металла РМ-620.
Неприводный двухопорный агрегат для размотки рулонов массой до 4 тонн, шириной до 70 см и внутренним диаметром 48-62 см, масса конструкции – 150 кг. Перед началом работы вал с крестовинами помещают внутрь рулона и устанавливают на раму. Рулон разматывают путем протяжки металлической полосы или вращения штурвала.
3. Листогиб РСХ-2000/0,8.
Мобильный станок для изготовления профнастила, деталей прямоугольных воздуховодов, а также доборных элементов кровли и фасадов. Большая мощность агрегата позволяет гнуть металл толщиной до 0,8 мм с сохранением геометрии профиля по всей длине. Тонкая система настройки обеспечивает стабильность заданных параметров сгиба (угол и радиус) независимо от вида и толщины основного материала. Масса – 160 кг, разборная конструкция обеспечивает удобство при перевозке и подъеме.
4. Электромеханический листогиб ПТН2050-30ЕЕ.
Предназначен для изготовления любого вида профнастила, различных элементов кровли, фасадов и вентиляции из стального листа толщиной до 3 мм и длиной до 2 м. Комплект сменных планок позволяет создавать изделия сложной конфигурации.
Оснащается педальным блоком управления траверсами. С помощью САУ можно задавать параметры и подсчитывать количество готовых изделий. Автоматика корректирует угол гиба в соответствии с толщиной и разновидностью металла.
5. Ножницы гильотинные НКЧ 3214.
Устройство для резки профлиста толщиной до 2 мм и шириной до 2,5 метров. Конструкция весит 1,8 тонн и приводится в действие электрическим мотором. Рекомендуется купить для предприятий небольшой мощности.
Стоимость
| Оборудование | Тип | Цена, рубли |
| Размотчик рулонов | напольный | 13 000 — 17 000 |
| мобильный | 60 000 — 80 000 | |
| двухопорный | 53 000 — 190 000 | |
| самоподъемный | 130 000 — 160 000 | |
| консольный | 105 000 — 300 000 | |
| Листогибочный станок | ручной | 130 000 — 450 000 |
| сегментный | 250 000 — 550 000 | |
| электромеханический | 2 600 000 — 3 900 000 | |
| гидравлический | 70 00 000 — 20 000 000 |
stroitel-list.ru