Станки для производства окон ПВХ
СодержаниеПластиковые окна, практически вытиснившие из обихода аналоги из дерева, являются крайне востребованным товаром, производство которого может принести немалый доход. В данной статье мы расскажем вам про оборудование, используемое для изготовления ПВХ окон.
Распиловочный станок для оконного профиля
Будут рассмотрены разновидности станков, их устройство, принцип работы и функциональное назначение. Приведена технология производства ПВХ окон и даны советы по выбору и эксплуатации оборудования.
Читайте также: станок для производства вагонки своими руками.
Технология производства ПВХ окон
Технологический процесс изготовления пластиковых окон состоит из следующих этапов:
- Подготовка профиля — хлысты из ПВХ и металлический несущий профиль раскраиваются на заготовки требуемых размеров, от точности нарезки во многом зависит качество будущих изделий.
- Фрезерование каналов — на поверхности металлического профиля формируются пазы и канавки по трем контурам: по внутренней кромке створки (под установку стеклопакета), на лицевой части рамы и под углом к стеклопакету (для уплотнителей).
- Соединение профилей — металлический профиль, выполняющий несущую функцию, размещается внутри ПВХ оболочки. Части конструкции фиксируются друг с другом с помощью саморезов.
- На внутренней части рамы — створке, посредством фрезерования формируются посадочные гнезда под замок и ручку.
- Фрезеруются кромки рамы под установку импостов — вертикальных и горизонтальных разделителей. На торцевых частях прокладываются линии пазов, в которых импост фиксируется посредством механических соединителей.

Цех по производству ПВХ окон
- Свариваются две части окна — рама и створка, подготовленные на предыдущих этапах. Режим сварки и технологические особенности операции указываются поставщиком металлического профиля, согласно им настраивается используемое оборудование. Важными параметрами являются время прогрева, выдержки и сила сжатия деталей при стыковке.
- По завершению соединения на линии сварного шва остается наплыв, который уделяется на зачистном оборудовании. Такие станки оснащены фрезами под разные типоразмеры оконного профиля.
- Выполняется нарезка штапиков — пазов, на которые в раме фиксируется стеклопакет.
- Установка стеклопакетов и фурнитуры — это последний этап, по завершению которого проверяется работоспособность и качество сборки готового изделия.

Для открытия цеха по производству ПВХ окон необходимо помещение площадью около 200 м2 и высотой потолков не мене 3 м. Практически все оборудование работает от трехфазной электросети 380В. Ключевым фактором является наличие эффективной системы вытяжки или вентиляции, поскольку в процессе сварки профилей плавится поливинилхлорид и выделяются вредные для человека испарения.
к меню ↑
Производственный процесс (видео)
к меню ↑
Требуемое оборудование
Комплект необходимых станков обойдется вам по меньшей мере в 15 тыс. долларов (если приобретать новое оборудование а не бу). Стоимость требуемых агрегатов сильно разнится в зависимости от их производительности и функциональных возможностей, цена может доходить до нескольких сотен тысяч за полностью автоматизированную производственную линию.
Перечень требуемого оборудования можно условно разделить на следующие группы:
- основные станки;
- пневматический инструмент и оборудование;
- вспомогательное оборудование;
- ручные инструменты.
Рассмотрим каждую из них подробнее.
к меню ↑
Основные станки
Для нарезки профилей необходимо иметь усорезную пилу, при чем желательно сразу два отдельных агрегата — первый для работы с ПВХ профилем, второй — для резки металлических рам. Существуют следующие разновидности усорезных пил:
- настольные агрегаты маятникового типа;
- стационарная пила с пневматическим прижимным устройством;
- одноголовочная фронтальная пила и двухголовочный аналог.
Для резки импоста, эркеров и подставочных профилей оптимально подходит одноголовочная пила, для работы со металлическими рамами и створками — двухголовая (хорошие модели — Yilmaz KD 405 и Emmegi Norma). Длина закупаемого у производителя профиля может варьироваться в пределах 5.6-6.5 метров, в целях минимизации количества отходов лучше всего брать профиль 6.5.

Emmegi Norma
data-ad-client=»ca-pub-8514915293567855″
data-ad-slot=»5929285318″>
Если вы планируете организовать крупное производство, в качестве альтернативы усорезной пиле имеет смысл рассматривать ленточную пилу. Данный станок позволяет резать сразу несколько профилей одновременно, что значительно увеличивает производительность цеха.
Также необходим дренажный станок, посредством которого в профиле будут формироваться дренажные пазы (канавки для отвода влаги). Данную операцию не первых парах можно выполнять с помощью специального ручного инструмента, а по мере поступления средств приобрести полноценный стационарный агрегат. Оборудование для фрезерования дренажных каналов классифицируется на 2-ух и 3-ех шпиндельное. Проверенным станком с 2-мя шпинделями является модель Omurzak UST-3000.
Для крепления ПВХ профиля к пластиковой раме нужен шуруповерт. Это может быть как ручное оборудование, так и стационарный агрегат. Среди напольных станков выделим модели Aluma SE-1 и Haffner AS21 — в них полностью автоматизированы как процессы подачи саморезов, так и их закручивание, оператору необходимо лишь подавать и фиксировать на рабочем столе заготовку с помощью пневмоприжимов.

Aluma SE-1
Отверстия под ручку и замок формируются на копировально-фрезерных станках. Для небольшого производства рационально взять настольный агрегат с механическими прижимами, на нем можно делать отверстия под замок, однако тройное отверстия для ручку потребуется формировать в ручную посредством дрели. Рекомендованные модели — Gemma Mill 370 и Forces Mactar. Если бюджет не ограничен, то лучше купить стационарный станок с пневноприжимами и трешпиндельной рабочей головкой, по типу Atlas MAK-AT550.
Сварочный станок для окон ПВХ, посредством которого будет собираться рама окна из отдельных частей профиля, может быть одно либо двуголовочным. Если объемы производства не превышают 1500 п.м профиля в месяц, можно обойтись одноголовочным агрегатом. Такой станок работает в автоматическом режиме, сваривая профили под заданным углом, лишь после стартовой настройки, которую должен выполнять квалифицированный специалист. Распространенными моделями являются — Atlas MAK CN-1, Aluma Apollo 1A.

Aluma Apollo 1A
Образовавшийся после сварки наплав необходимо зачистить. Сделать это можно посредством пневматической зачистной машинки, однако на крупном производстве не обойтись без станка для трехсторонней зачистки. Ножи данного оборудования обрабатывают профиль с лицевых поверхностей, а вспомогательная фреза — с угла. Более простым вариантом является 2-ух сторонний зачистной станок, однако угол рамы нужно будет обрабатывать вручную пневматической машинкой. Проверенной моделью 3-ех сторонней зачистки является MLA PL13, 2-ух стороннего — MLA-15.
Для нарезки штапика можно использовать обычную маятниковую пилу, как делают в условиях небольшого производства, однако на таком оборудовании выполнять это неудобно и долго. На рынке представлены специальные пилы-штапикорезы, оснащенный копировальным устройством и рольгангом. Штапикорезы классифицируются на три разновидности — ручные, стационарные с ручной подачей и с автоматической подачей. Последний вариант является наиболее производительным. Рекомендованная модель — Pertici BS-771.

Daizer Wintest 2
По завершению сборки необходимо выполнять проверку работоспособности конструкции и регулировку фурнитуры, что удобно делать на специальном стенде остекления. Существуют стенды с системой вертикального подъема и без нее, данная функция дает возможность поднять окно на удобную для осмотра высоту. Владельцы мелких цехов без зазрения совести могут экономить на стенде, крупному же производству порекомендуем модели Daizer Wintest 2 и Urban KV1800.
Читайте также: «Разновидности и технология сварки швов — потолочных, горизонтальных, вертикальных».
к меню ↑
Вспомогательное оборудование и инструмент
Вкратце рассмотрим разновидности вспомогательного оборудования, без которого производство пластиковых окон не сможет функционировать. Вам потребуется приобрести:
- Пневматический инструмент — дрели, бормашинки (для фрезерования пазов под уплотнительные материалы), сдувные пистолеты, шуруповерты.
- Компрессор. Мощность компрессора подбирается исходя из совокупного объема потребления сжатого воздуха работающим в цехе пневматическим оборудованием. Для цеха, производящего 30-40 окон за смену, примерные характеристики устройства будут такими: объем ресивера — 500 л, давление подачи — 10 Бар, производительность — 1000 л/мин. В дополнение к компрессору нужно будет купить магистральные фильтры (тонкой и грубой очистки), осушитель.
- Сборочные столы — как минимум 2 шт. Оптимальная высота стола — 90 см, ширина — от 140 до 160 мм, длина — 3-4 метра.
- Сталлажи для хранения профилей (металлического и ПВХ), уплотнительных материалов и стеклопакетов.
- Тележки для перевозки готовой продукции и заготовок.
Сборочный стол и стеллажи для профилей

Также нужно будет обзавестись ручным инструментом — безинцерционными молотками, остеклительными лопатками, вакуумными стеклосъемниками, роликами для закатки уплотнительных материалов.
data-full-width-responsive=»true»
data-ad-client=»ca-pub-8514915293567855″data-ad-slot=»8040443333″>
ostanke.ru
Оборудование для производства пластиковых окон: перечень
Замена старых деревянных окон на новые пластиковые сегодня является одной из важнейших отраслей предпринимательства – в первую очередь малого и среднего бизнеса.
И базовым элементом этой сферы является оборудование для производства пластиковых окон, без которого ни стеклопакет не сделать, ни раму.
Насколько этот рынок сейчас привлекателен для инвестирования, и каких расходов требует оборудование – об этом в статье.
Какое необходимо оборудование для производства пластиковых окон?
Точный комплект указать вряд ли удастся, так как это зависит от масштабов и задач вашей деятельности. Так, например, есть полный цикл производства окон, а есть предприятия, которые только собирают и подгоняют их из комплектующих (это тоже считается производством).
Также стоит отметить, что оборудование для производства пластиковых окон из ПВХ может сильно отличаться по цене и характеристикам, в зависимости от страны производителя и того, полностью оно автоматическое, полуавтоматическое или на ручном приводе.
Последний вариант, безусловно, дешевле, но требует больше сотрудников.
Итак, само оборудование делится на две категории, в соответствии с двумя ключевыми элементами окна из ПВХ:
- Изготовление стеклопакетов.
- Изготовление пластиковых рам из ПВХ.
Под изготовлением подразумевается не столько выплавка стекла, сколько резка крупных заготовок и профиля ПВХ, приобретенного у оптовых поставщиков.
Вот базовый перечень оборудования:
| № | Стеклопакеты | |
|---|---|---|
| 1. | Станок для резки стекла | |
| 2. | Станок для склейки стеклопакетов |
| № | Рамы | |
|---|---|---|
| 1. | Станок для обработки профиля | |
| 2. | Прибор для штапика | |
| 3. | Техника для создания дренажно-вентиляционной системы (фрезеров |
biznesprost.com
Оборудование для производства пластиковых и ПВХ окон
Многие предприниматели стараются начать производство современных деталей интерьера, для открытия бизнеса из ПВХ материалов потребуется оборудование для производства пластиковых окон, позволяющее самостоятельно изготавливать конструкции, а не заказывать у других производителей. Это поможет сократить время ожидания выполнения заказов.
В настоящее время при строительстве зданий используют в большинстве случаев пластиковые окна. Многие стараются поменять деревянные окна на пластиковые, поскольку они отличаются своей прочностью и шумоизоляцией.
Производства пластиковых окон
Пластиковые окна стали трендом в сфере строительства и занимают первое место среди окон, изготовленных из других материалов.
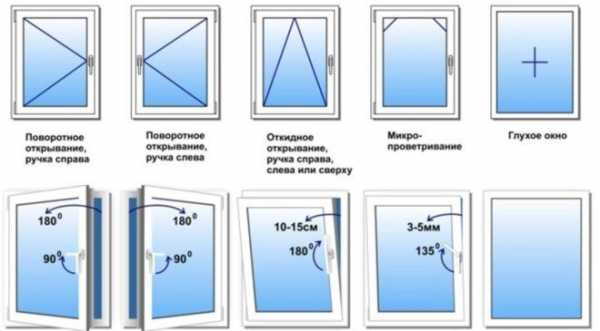
Виды пластиковых окон
Они экологические, энергосберегающие, но при этом очень просты в использовании. Чтобы их изготовить, нужно приложить немало усилий.
Чтобы начать производство нужно выполнить необходимые требования:
- Сначала необходимо позаботиться о помещении для оборудования цеха по изготовлению.
- В помещении должно быть достаточно места для того, чтобы поместилось необходимое оборудование.
- Работникам должно было просторно и комфортно работать.
- Минимальная площадь для цеха – 50 квадратных метров.
- Арендовать помещение лучше в промышленной зоне, где плата за аренду ниже, чем в других районах.
- Офисное помещение лучше оборудовать в местах, где проходит большое количество людей, которые могут стать потенциальными заказчиками.
- Оборудование должно соответствовать мощности производства.
Для начала производства можно приобрести базовое оборудование. На первых порах его будет достаточно. При этом лучше использовать оборудование немецких производителей, но оно стоит больших денег. Французское оборудование для производства окон имеет характеристики отечественного рынка, но стоят в евро.
Чтобы немного сэкономить, можно купить оборудование турецких производителей. Его стоимость устроит начинающего предпринимателя. Станки для производства окон бывают недорогие, но срок эксплуатации их меньше.
Еще один вариант – воспользоваться оборудованием бывшего употребления. Для увеличения продуктивности необходимо следить за исправной работой оборудования.
Кадры – решают все!
Выбор оборудования для производства металлопластиковых окон не последняя проблема предпринимателя. Подбор персонала – ответственный момент. Для производства нужны опыт, знания, поэтому необходимо подобрать людей, являющихся профессионалами в ремесле. Помимо рабочих, следует нанять:
- инженера;
- менеджера по продажам;
- маркетолога, следящего за состоянием рынка.
Иногда директора нанимают специалиста по наладке и подбору оборудования для изготовления пластиковых окон. Такая манипуляция существенно экономит время руководства на всех этапах.
Дополнительно следует нанять мастера по замене и аудиту оборудования для производства окон ПВХ.
Оборудование для производства ПВХ окон
Технология изготовления
Главным в производстве металлопластикового окна является профиль. Качество обязано быть высшего уровня, прочность каждого станка для производства окон ПВХ влияет на результат и прибыль. Именно от этого элемента зависит срок эксплуатации.
Этапы изготовления
Сначала разрезается профиль согласно указанным размерам, производится рамки и створки.
На втором этапе изготовления придают прочность армирующим профилем. Его размеры должны совпадать с размерами пластмассового профиля. Обе составляющие соединяются между собой.
Дальше необходимо произвести фрезерование. Здесь необходимо удалить накопленную в середине профиля влагу. Для этого фрезой делают отверстия.

Для того, что бы просушить профиль окна, делаем отверстия фрезой
На следующем этапе проводится установка фурнитуры. Ходовой частью является именно фурнитура, поэтому она должна быть высокого качества.
После этого детали собираются в одну конструкцию – для этого все сваривают, зачищают швы.
После этих работ приступают к установке стекла. Оно обязано быть качественным. Стекло устанавливается в раму, фиксируется алюминием. Затем кладут второй лист стекла, производят отпресовку.

Сборка, обжим и заливка стеклопакета
А для создания профиля устанавливают фурнитуру. Именно она является держателем всех конструкций в замке.
Затраты на производство
Для начала производства необходимы стартовые вложения. Учитывая, каким образом будет вестись бизнес, расходы делят на две группы.
Прямые расходы, необходимые для производства:
- Аренда помещения – искать хорошее помещение следует за пределами населенного пункта.
- Расходы на оборудование, необходимое для производства.
- Стоимость оборудования для производства зависит от страны-изготовителя, степени новизны, состояния.
- Расходы на закупку материалов, необходимых для изготовления, подобные затраты производятся ежемесячно.
- Оплата работы персонала – эти расходы ежемесячные, постоянные.
- Расходы на оплату коммунальных услуг. В них входят счета на электричество и водоснабжение.

Коммунальные платежи один из пунктов расходов
Косвенные растраты необходимы, хотя и не имеют никакого отношения к производству:
- Для регистрации необходима определенная сумма для приобретения лицензии и сертификатов. Эти документы необходимы для производства.
- Создание рекламы – продвижение продукта необходимо для успешного ведения бизнеса.
- Расходы на оплату налогов, составляющие двадцать процентов от всей прибыли.
Оборудование, которое необходимо для производства
Чтобы предприятие приносило успех, необходимы станки для производства. Поэтому следует приобрести:
- пилу для разрезания профиля согласно размерам;
- пилу для нарезки штапиков;
- станок для крепления армирующего профиля;
- станок для изготовления дренажных отверстий;
- фрезерные станки;
- аппаратура для сваривания профиля;
- торцефрезерный станок;
- станок для зачистки поверхности профиля;
- установка для производства остекления рамок;
- станок для изгиба профиля;
- пресс для обработки углов.

Пресс для обработки углов для окон
Кроме вышеперечисленного оборудования, необходимо установить вытяжки, чтобы пыль от производства не скапливалась в помещении. Дополнительно нужно приобрести оборудование для сборки окон: машины для мойки, подъема готовой продукции.
Актуальность производства
Предприятия, занимающиеся изготовлением пластиковых окон, обладают большим спросом у частных лиц и компаний, занимающихся строительством. Потребители желают получить качественный товар, при этом хотят получить его по низкой стоимости. Пластиковые окна заказывают компании, занимающиеся монтажом металлопластиковых окон.
Профильные окна отличаются своей простотой, одновременно они долговечны, обладают отличными теплоизоляционными и звукоизоляционными свойствами. По этим причинам большинство людей с большим удовольствием производят замену старых окон на профильные. Поскольку строительство зданий в нынешнее время ведется очень активно, то и производство окон будет постоянно актуально.
По ассортименту окна разделяются всего лишь на белые и ламинированные, при этом созданы они по одному и тому же принципу. А вот модели окон могут быть одностворчатыми, двухстворчатыми, трехстворчатыми или даже четырехстворчатыми.

Четырехстворчатое окно пвх
Но и в этом случае окна изготавливаются на одном и том же оборудовании.
Каждое окно изготавливается под заказ и по индивидуальным размерам. Если же заказывается большая партия окон для строительства многоэтажных зданий, в этом случае все окна изготавливают по единому шаблонному размеру. Кроме этого, идет шаблонное моделирование окон.
Рекомендации
Контроль производства возлагается на руководителя, при этом следить за соответствием стандартов должен технолог. В его задачу входит распределение задач между работниками и контроль над самим процессом.
В обязанности инженера входит контроль оборудования и проведением ремонтных работ в случае поломки. Готовая продукция уходит к кладовщику, который обеспечивает ее хранение.
Производство металлопластиковых окон – весьма прибыльное дело, которое может принести немалые доходы. Однако, чтобы прибыль была максимальной – в первую очередь требуется приобрести качественное оборудование, которое прослужит верой и правдой долгие годы.
Подбирая пресс для финишной обработки, следует обратить внимание на крепежи самого агрегата.

Прежде чем приобрести данное оборудование обращайте внимание на все комплектующие
Часто производители дешевого оборудования экономят на болтах, аппарат легко выходит из строя, наносит дефекты на наружный слой пластиковых деталей. Заменить крепежи бывает трудно, за время работы они плотно садятся на панели агрегата.
А станок для изгибания пластиковых деталей и вовсе напоминает билет лотереи, большинство изготовителей аппаратов пренебрегают прочностью движущейся оснастки.
Профиль гнется под высоким давлением, стойкость материала существенно падает. Подбирая оборудование для собственного цеха необходимо внимательно изучать наборку аппарата и репутацию изготовителя.
Наполнение мини-цеха следует производить под руководством опытного специалиста, он поможет разметить участки и подобрать дополнительные детали.
Видео по теме: Пластиковые окна своими руками
promzn.ru
Изготовление пластиковых окон – основные этапы производства
Производство окон из ПВХ профиля состоит из нескольких этапов и выполняется на технологичном оборудовании нового поколения. Для самых ответственных процессов сегодня используют станки с ЧПУ, благодаря которому удается достичь высокой точности резки и сборки. При производстве окон задействованы как форматно-раскроечные центры, так и станки для фрезерования, нарезки штапиков, сварки деталей и зачистки угловых соединений. Изготовление оконных конструкций всегда выполняется в строго определенной последовательности, и эта статья расскажет обо всех основных этапах производства.Замер пластиковых окон
Процесс изготовления всегда начинается с замера, причем эту процедуру нельзя обособить ото всех остальных этапов. Ее рекомендуется доверить профессионалу, поскольку только специалисту известны все нюансы этого процесса. Когда заказчики решают самостоятельно определить габариты окон, они допускают стандартные ошибки, вследствие которых размеры окон и проемов не совпадают в большую или меньшую стороны. Оба варианта плохи, поскольку они провоцируют:- необходимость выполнения дополнительных работ по адаптации проемов перед установкой окон с неправильными размерами;
- разгерметизацию конструкций по периметру монтажного шва;
- деформацию створок и рам;
- разгерметизацию стеклопакета.
В ряде случаев при неправильно определенных размерах приходится заказывать новые окна. Если размеры предоставил клиент, все работы выполняются за его счет.
Составление спецификации
Сегодня определение размеров деталей и их количества выполняется на компьютерах с применением специального программного обеспечения – вручную с калькулятором никто расчеты не производит. После передачи документации замерщиком проектировщик вводит все необходимые данные в компьютер, и программа вычисляет размеры рам, створок, стеклопакетов и каждого составного элемента в отдельности. Затем эти сведения в электронном виде передаются в цеха по изготовлению стеклопакетов и оконных или дверных блоков.Некоторые производители окон могут заказывать стеклопакеты у фирм, которые специализируется только на выпуске этой продукции. Однако суть технологического процесса от того, где именно будут изготовлены эти элементы окон, не изменяется.
Производство стеклопакета
Этот этап изготовления окон также частично автоматизирован. Все крупные и средние предприятия по производству стеклопакетов сегодня используют для резки стекла центры с ЧПУ. Причем в некоторых случаях автоматизация коснулась не только процедуры раскроя, но и сборки готовых изделий. Весь процесс производства стеклопакетов выглядит следующим образом:- Раскрой стекол – независимо от способа резки производится с таким условием, чтобы на краях не было сколов. Для этого все линии срезов обрабатываются специальным составом, который не дает стеклам «самозалечиваться».
- Мойка стекол – эта процедура выполняется машинным или ручным способом, но в любом случае грязь должна удаляться с использованием деминерализованной воды.
- Изготовление дистанционных рамок (спейсеров) – выполняется путем гибки специальных металлических профилей или методом их сборки с применением соединительных уголков.
- Первичная герметизация – во время этой процедуры на дистанционные рамки (спейсеры) равномерным слоем наносится бутиловый герметик.
- Сборка – подготовленный спейсер с нанесенным герметиком укладывается на стекло и выравнивается по краям. Затем с обратной стороны накладывается второе стекло.
- Прессование – чтобы достичь высокого качества соединения дистанционной рамки и стекол, выполняют обжим стеклопакета.
- Вторичная герметизация – когда завершена обработка в прессе, по периметру спейсера наносится еще один слой герметика, который надежно «закупоривает» стеклопакет.
Когда герметик пройдет полный цикл полимеризации, на который требуется от 3 до 12 часов, стеклопакет готов для транспортировки в цех, где осуществляется основное производство пластиковых окон.
Изготовление оконных и дверных блоков из ПВХ профилей
Этот процесс состоит из нескольких этапов – нарезки, фрезерования, армирования, сварки (сплавления), шлифовки соединительных швов, интеграции импостов и обвязки фурнитурой. После этого конструкцию оконных или дверных блоков можно считать фактически готовой. Останется только вставить стеклопакеты в световые проемы створок.Подготовка ПВХ профилей
Этот этап включает в себя несколько процедур. Чтобы подготовить профили к сборке оконных конструкций, с ними последовательно выполняют три операции:- Раскрой – по спецификации, которая поступила с компьютера в отделе проектирования на станок с ЧПУ в цеху, под углом в 45 градусов нарезаются профили из ПВХ.
- Фрезерование – во время этого этапа в определенных зонах некоторых деталей прорезаются небольшие отверстия. Такая процедура необходима для создания дренажных каналов в конструкциях дверных и оконных блоков.
- Армирование – по размерам уже раскроенных профилей нарезаются стальные вкладыши, которые вставляются во внутренние камеры и фиксируются саморезами по металлу. Благодаря этому значительно увеличивается жесткость деталей из пластика.
После выполнения перечисленных мероприятий профили считаются готовыми к сборке в рамы и створки. Эти этапы выполняются на станках для сварки и зачистки.
Сборка оконных и дверных блоков
Оптимальный результат, при котором обеспечивается высокая прочность и точность соединений, достигается при одновременном соединении всех стыков рамы или створки. То есть должны быть выполнены сразу все 4 угловых соединения. Этого можно достичь только на автоматизированном оборудовании. Сплавление профилей выполняется при высокой температуре и давлении. Если нарушить оптимальный режим сварки, качество швов будет неудовлетворительным.Для достижения нужных параметров в строго фиксированные зазоры между деталями из ПВХ профилей опускаются специальные тефлоновые элементы, которые расплавляют пластик. После достижения нужной температуры пластины с антипригарным покрытием быстро поднимаются, и все детали одновременно прижимаются друг к другу и удерживаются до полного застывания пластика. Перед тем, как перейти к следующему этапу, автомат самостоятельно проверяет прочность соединительных швов.
Зачистка угловых соединений
Поскольку при соединении деталей из ПВХ расплавленный пластик частично выдавливается наружу, стыки после сплавления профилей выглядят очень грубо. Создается впечатление, что рамы и створки покрыты широкими шрамами по углам. Чтобы придать конструкциям нормальный вид, весь проступивший наружу пластик убирают при помощи специального фрезеровального станка. На этом оборудовании не только со стыков убираются излишки поливинилхлорида, но и шлифуются уменьшенные в размерах швы. Благодаря этой процедуре рамы и створки из ПВХ профилей приобретают презентабельный внешний вид.Если для изготовления окон используется ламинированный профиль, после сварки и зачистки швов в местах угловых соединений проступают узкие белые полосы. Этот технологический изъян устраняется путем закрашивания стыков специальными маркерами, цвет которых совпадает с цветом декоративной пленки.
Не так давно на рынке появилась технология производства бесшовных окон, позволяющая сделать сварочные швы незаметными для невооруженного глаза.
Фрезеровка и интеграция импостов
Импосты вставляются в уже готовые конструкции. Чтобы выполнить интеграцию импостов, их необходимо адаптировать под форму профилей. Эта процедура выполняется при помощи специального фрезера, который снимает излишки пластика. После подгонки импосты либо крепятся при помощи уголков и саморезов, либо ввариваются в основную конструкцию.Установка систем открывания створок
Монтаж фурнитуры выполняется на специальных стендах. Если такое оборудование отсутствует, обвязку крепят вручную с использованием шаблонов. Вместе с монтажом основной фурнитуры выполняются крепеж ответных планок изнутри световых проемов и фиксация ручек управления системами открывания, которые соединяются с запорным механизмом фурнитуры.Крепление контуров уплотнения
Для фиксации уплотнителей в профилях предусмотрены специальные пазы. Чем больше количество контуров, тем выше уровень герметичности окон. Вследствие этого рекомендуется использовать системы, у которых их количество составляет не менее трех штук. Уплотнительные контуры разной формы вставляются в пазы как на рамах, так и створках, после чего оконные или дверные блоки готовы к завершающим этапам сборки.Навешивание створок
Элементы механизма открывания (петель) имеются и на раме, и на створках. Благодаря этому при выполнении процедуры навешивания нужно просто вставить створки в световые проемы и зафиксировать фурнитуру.Установка стеклопакетов
Перед выполнением этой процедуры необходимо протереть уплотнители и стекла, а также удалить остатки размазанного герметика, если таковые имеются. На внутренней стороне рам и створок не должно быть пыли и прочего мусора. Стеклопакеты вставляются в световые проемы после фиксации рихтовочных пластин, после чего фиксируются при помощи прижимных штапиков. Эти операции выполняются вручную и в строго определенной последовательности. Иногда стеклопакеты вставляются в проемы уже на объекте во время монтажа окон. Однако такой вариант возможен лишь в тех случаях, когда производитель абсолютно уверен в правильности размеров.Регулировка фурнитуры и проверка качества
Перед отправкой на объект, где будет произведен монтаж, окна еще раз визуально осматриваются, и контролер качества убеждается в отсутствии дефектов. Также изучается работа фурнитуры – створки не должны цепляться за раму, а запорный механизм обязан обеспечить плотный прижим всех подвижных элементов оконной конструкции. В случае необходимости выполняется регулировка фурнитуры.www.oknatrade.ru
Как делают пластиковые окна. Полный цикл изготовления на примере завода Kaleva
Из статьи Вы узнаете:
Окна российского производителя Kaleva известны как в нашей стране, так и за её пределами. С момента своего основания компания изготавливает продукцию самого высокого класса, выполняя полный цикл работ: от самостоятельного производства профиля, до сборки элементов в готовую конструкцию.
Производственный процесс максимально автоматизирован, а лаборатория качества контролирует все этапы изготовления. Специалисты Kaleva постоянно работают над созданием новых моделей, характеристики которых позволяют без последствий переносить капризный климат российских регионов и долгое время выдерживать значительные колебания температур (от – 30°С до +30°С) в зависимости от сезона. Отечественные производители предъявляют к своей продукции более строгие требования, чем компании, занимающиеся изготовлением окон в Европе.

Стоит отметить, что предприятие Kaleva реализует окна
Индивидуальный подход практически не сказывается на стоимости конечного изделия, так как высокая автоматизация большинства процессов позволяет значительно снизить его себестоимость.
Давайте же разберемся, как устроено производство пластиковых окон.
Производство пластикового профиля

Без профиля, надежно обрамляющего оконный стеклопакет, не обходится ни одно современное бытовое окно. Оно служит своеобразной основой и опорой для стеклянных полотен, а поэтому при его изготовлении нужно учитывать множество значений:
- Уровень изменения объема при температурных колебаниях – коэффициент линейного расширения.
- Надежность – величину максимальных статических и динамических нагрузок.
- Возможность сделать раму максимально узкой – для увеличения рабочей площади конструкции и.т.д.
Правильно рассчитать и соотнести все параметры непросто, а поэтому большинство псевдо-производителей окон работает с готовыми покупными профилями, не заморачиваясь с трудоемким процессом. Они лишь собирают конструкции из готовых профилей и стеклопакетов, а затем продают их покупателям.
На заводе Kaleva производственный процесс организован в полном объеме, включая и экструзионные линии для изготовления пластиковых профилей.
Экструзионная линия

Составляющие линии: экструдер, калибрационный стол, протягивающее устройство, отрезная пила, приёмный стол. P.S. А ведь на кого-то смотрит…
Линия, служащая для производства профилей, состоит из следующих элементов: экструдера, стола для калибровки, протягивающего устройства, пилы для обрезания профиля, стола для приемки.

Сырье для производства — гранулированный или порошкообразный ПВХ
Производятся профили из поливинилхлорида, находящегося в порошкообразном или гранулированном виде. Для экономии материала и максимального снижения количества отходов, в производстве используют также остатки переработанного профиля. Остатки образуются при распиле готового полуфабриката, а также после пробного прогона линии и вывода её на работу по заданным параметрам (достижения нужного уровня белизны и блеска поверхности). Иногда при настройке в отходы уходит до 200 метров профиля, зато после неё производство может не останавливаться в течение нескольких дней.

Запуск экструзионной линии
Одним из важнейших моментов в работе является запуск всей линии. Она может работать несколько дней и останавливаться только для очистки станков или для перенастройки на профили другого вида. После обработки в экструдере, сырой поливинилхлорид попадает в калибраторы. Правильное направление, как правило, задается вручную.

Экструдер состоит из несколько пластин (фильер), через которые выдавливается расплавленная масса ПВХ
Экструдер представляет собой совокупность плоских дисков или пластин с отверстиями, через которые продавливается размягченный ПВХ. Отверстия в пластинах задают форму, которую будет иметь профиль.
Прошедшая экструдерер заготовка подается на калибрацонные столы, состоящие из нескольких калибраторов. Вакуумная среда в этих устройствах притягивает расплавленный материал к поверхностям, улучшающим форму.

Так выглядит калибратор
Чем больше калибраторов установлено на столах, тем качественней получается готовый профиль.

Охлаждающая профиль ванна
После окончательной формовки профили охлаждают в специальных ванных, где постоянно циркулирует холодная вода. Вода для охлаждения проходит несколько ступеней очистки, так как даже маленькая крошка, случайно попавшая на незастывший материал, может испортить профиль. Если такое произошло – вся заготовка отбраковывается и пускается в повторную переработку.

Устройство, вытягивающее уже готовый профиль
После калибровки и охлаждения профиль попадает в протягивающее устройство, где его автоматически вытягивают до нужного размера. Очень важно следить за соответствием скорости выхода заготовки из экструдера и скорости его протяжки – если они не будут одинаковыми, то может нарушиться форма и размеры профиля. На заводе Kaleva процессом управляет специальный сервер, который при необходимости вносит изменения в движение.

Нарезка профиля с использованием пилы
После вытяжки профиль нарезается на заготовки 6-ти метровой длины при помощи автоматической отрезной пилы. Скорость нарезки очень высока, а процесс не требует остановки линии, поскольку инструмент продвигается одновременно поступающим профилем.
Производство штапиков

Линия по производству штапиков
Линия по изготовлению укрепляющих реек для пластикового окна работает параллельно с производством профилей.

Экструзионная линия по работе со штапиками
Как и в основном производстве, процесс начинает линия экструзии, однако операция на ней проходит в два этапа. На первом этапе изготавливается твердая основа изделия, а затем на неё наплавляется менее жесткий материал. Дальнейший процесс практически не отличается от производства профилей.
Проверка качества

Лаборатория контроля качества
После изготовления каждая партия изделий попадает в лабораторию по контролю качества, которая располагается в отдельном помещении. Её специалисты берут пробы для проверки разных параметров: прочности изделия (в нормальных условиях и при охлаждении), прочности соединительных швов, коэффициента белизны поверхности и других. При непрерывной работе линии образцы для проверки берутся неоднократно в течение суток.

Складированные готовые ПВХ профили будущего окна
Готовый профиль хранят на специальных поддонах.
Изготовление цветных профилей

Возможная цветовая гамма профилей
Так как покупатели все чаще обращают внимание на цветные профили, компания наладила выпуск изделий бежевого и коричневого (темного) оттенков, окраска которых производится в расплавленном состоянии. При изготовлении окон другого цвета используется ламинирующая пленка. Она же позволяет выпускать рамы с эффектом натурального дерева или придавать им другую объемную фактуру.

Станок, работающий с ламинирующей пленкой
Цветную пленку для рам производитель поставляет в рулонах шириной 50 см и длиной 550-600 метров. На производстве её разрезают в соответствии с размерами, необходимыми для конкретного профиля. При таком подходе пленка используется практически полностью и отходов не остается.
Тот же станок в действии
Перед наклеиванием ламинированной пленки, профиль нагревают специальными лампами и тепловыми пушками. Важно следить за тем, чтобы на поверхность заготовки не попала пыль и мелкий мусор. Пленку смазывают клеем, накладывают на профиль и создают давление для склеивания. После завершения процесса излишки клея убирают с рамы. После полного высыхания пленка так крепко приклеивается к профилю, что оторвать её становится невозможно.

Окрашенный профиль
Окна с цветными рамами, как правило, используют в загородных домах или внутри помещений со специфическим дизайном. На заказ производитель изготовит окно из профиля любого оттенка, входящего в международную таблицу цветов RAL. В этом случае окрашиваться будет ПВХ в расплавленном состоянии специальными красителями, предназначенными для синтетических материалов.
Участок сборки

Цех сборки
Кроме пластикового профиля, важную роль в конструкции играют профили из стали. Они делают окно прочным и жестким. Ленточной пилой металлическим заготовкам придают нужную длину и устанавливают их внутрь пластикового профиля. Подобным способом укрепляют практически все рамные окна. В створках размещают более легкий усеченный профиль.
В некоторых современных моделях стеклопакет вклеивают прямо в пластиковый профиль для увеличения площади остекления. В этом случае он и является дополнительным укрепляющим элементом.
Резка отдельных элементов будущего окна
Нарезка готового профиля на заготовки нужной длины и установка в него стального профиля на заводе практически полностью автоматизирована.
Все элементы окна маркируются – на них наносятся данные о размере и заказчике. На специальное табло поступают данные для оператора, информирующие о последовательности движения заготовок и их размерах. На фотографиях можно увидеть стикеры с информацией, приклеиваемые на изделия, а также последовательность укладки элементов для их дальнейшей развозки.

Cтанок укладывает профиль для последующего развоза по отделам
Автоматизированные системы сами высчитывают требующиеся габариты окна и сваривают детали одновременно с четырех сторон. Это обеспечивает безупречную ровность углов и идеальную форму изделия.

Место работы оператора по нарезке пластикового профиля
Оператор линии следит лишь за тем, чтобы части конструкции присутствовали со всех сторон и были правильно там разложены. Нагрев и сжатие деталей умная машина производит самостоятельно.

Автоматический нагрев торцевых сторон профиля и его сжатие
Склеенную раму конвейер передает на автоматическую площадку для зачистки швов.

На зачистку, становись!
В этом же цеху производят импосты – вертикальные профили, устанавливаемые в оконные проемы. Они могут выполнять чисто декорирующую роль или быть полезными и функциональными элементами: повышать надежность закрывания створок, увеличивать жесткость и прочность конструкции.

Изготовление импоста — перегородки между створками в окнах
Импосты в окна монтируют в ручном режиме.

Подгонка и установка импоста
После импостов окно снабжается уплотнителем – эта работа тоже производится вручную.

Крепление уплотнителя по периметру рамы занимает у рабочего не больше минуты
Завершающая стадия – оснащение изделия фурнитурой и запорными устройствами. Операция автоматизирована полностью.

Конечный этап — установка фурнитурных механизмов
На этом производство рамы завершено.
Изготовление и установка стеклопакета
Стекловозы доставляют на завод заготовки стекла в 5 часов утра
Для производства стеклопакетов используют специальные ударопрочные стекла, которые поступают на производство в виде больших полотен, размером 6,0 х 3,21 м. Стекла таких габаритов относятся к Jumbo формату. Для того чтобы доставить хрупкие изделия на место без повреждений используются специальные фуры-стекловозы, которые имеют особую конструкцию подвесок и внутреннего помещения под грузы, расположенного между передними и задними осями.

Раскрой стекла по данным, обозначенным в программе резки
Разметка и разрезание стекла производятся автоматически. Умный компьютер осуществляет сложные расчеты таким образом, что в результате рабочего процесса практически не остается остатков. Он автоматически анализирует все имеющиеся заявки и оптимально планирует расход материала. Машина способна самостоятельно нарезать стекла любых габаритов и формы: круги, овалы, дуги, сложные орнаменты. Во время работы поверхность стекла смачивается специальным раствором, облегчающим резку и отделение готовых элементов.

Перед оператором на дисплее схема резки листа
Работник на мониторе видит план нарезки и пронумерованные участки для складывания отрезанных заготовок. Розовая подсветка отмечает линию, над которой ведется работа.
После вырезки стекла устанавливают в специальные пронумерованные секции мобильных стеллажей и увозят на сборку.

Транспортировка нарезанных стекол
Внутреннему разделителю между стеклами (спейсеру) автоматика придает форму прямоугольников. В процессе установки в его полость засыпается влагопоглотитель силика-гель, который не дает отсыревать стеклопакету изнутри. Делается это для того, чтобы воздух (или газ) внутри всегда был сухим и не образовывался конденсат из-за температурных колебаний или изменения давления.
Спейсеры (планочки слева) автоматически сгибаются в прямоугольники
Поверхность спейсера обрабатывают клеем.

На спейсер наносится клеевой состав
В это же время стекла автоматически очищаются на мойке.

На помойку стекол, становись!
К одному из чистых стекол вручную приклеивается спейсер.

Приклейка спейсера к нужному стеклу
В целях повышения теплоизоляции, промежуток между полотнами стеклопакета заполняется аргоном. Сразу после процедуры стекла плотно сжимают, а стыки заделывают герметиком.

Аргон закачивается в стеклопакет под давлением
Готовый стеклопакет отправляется в сушильную камеру.
Приготовление к монтажу стеклопакета

Подготовка к установке стеклопакета
Стеклопакет в раме дополнительно укрепляют штапиком.
Готовое изделие закрывают пленкой, в целях предотвращения попадания на него мусора и пыли в процессе доставки до места установки.

Фиксация стеклопакета штапиком (уменьшаются шансы выпадения стекол)
Перед тем как окно отправляют покупателю, оно проходит испытания в лаборатории. Готовое изделие проверяют на устойчивость к изменениям температуры, герметичность, прозрачность и уровень искажения стеклопакета, стойкость к воздействию бытовых химикатов, качество работы фурнитуры и т.д.

Каждая конструкция обертывается пленкой — своеобразная защита от пыли и загрязнений
Одна из продвинутых разработок компании – окно с внутренними жалюзями. Жалюзи расположены внутри стеклопакета и поэтому не пачкаются, не повреждаются и управляются магнитной системой прямо через стекло. В массовое производство такое окно пока не поступило, но в ближайшее время возможен его серийный выпуск, если испытание опытной партии пройдет хорошо.

Испытательная лаборатория. Столько всего….
В цеху, где производят нестандартные окна по индивидуальным заказам, в большей степени, используется ручной труд. Хотя значительная часть операций и механизирована, имеется комплекс действий, которые требуют выполнения вручную.

Модный вариант стеклопакета — уже со встроенными между стеклами жалюзи
Фотография ниже показывает, как выставляются углы при разрезании элементов для изделия специфической формы.

Профиль под окна нестандартной формы
Именно в этом цеху производят окна круглой, арочной и фигурной формы. Это не так сложно, как кажется. На специальной поверхности профили для фигурной формы собирают, в них вставляют эластичные шнуры, а затем опускают в емкость с горячим глицерином (глицерин используют потому, что он закипает при температуре большей, чем вода). Размягченный профиль вынимают из ванны, придают ему нужную форму и оставляют остывать.

Мастера гнут профиль
Остывшие заготовки сваривают, швы зачищают.

Сварка и зачистка швов
Стеклопакеты закрепляют штапиками, устанавливают фурнитуру – окно необычной формы готово!

Закрепление уплотнительных резинок и всего остального
Если коротко, то именно так выглядят основные этапы и технология производства современных ПВХ окон. Для тех, кто хочет ознакомиться с технологиями более подробно, существует официальный сайт компании, где размещено еще больше интересной и полезной информации.
azaoknom.ru
Оборудование для производства пластиковых окон: станок, линия, технология и процесс
 Технологически процесс производства пластиковых окон не представляет собой особенной сложности и заключается в нарезке всех нужных составляющих, ликвидации лишних компонентов, подготовке вспомогательных деталей и их монтаже.
Технологически процесс производства пластиковых окон не представляет собой особенной сложности и заключается в нарезке всех нужных составляющих, ликвидации лишних компонентов, подготовке вспомогательных деталей и их монтаже.
Основное требование при изготовлении окон – это точное следование технологии и качество. Технологический процесс проходит в несколько этапов, для каждого из которых необходимо собственное оснащение.
Намереваясь создать цех по производству пластиковых окон, нужно приобретать оборудование для изготовления пластиковых окон в полном комплекте. В противном случае не удастся производить конкурентоспособную продукцию.
Технологическое оснащение для изготовления пластиковых окон
 Наиболее часто используется в данном производстве станок для резки профиля, который в каталогах еще называется пилой. Часть таких станков имеет дополнительное оснащение, повышающее его производительность.
Наиболее часто используется в данном производстве станок для резки профиля, который в каталогах еще называется пилой. Часть таких станков имеет дополнительное оснащение, повышающее его производительность.
Такие станки делятся по виду подачи пильного диска. Она бывает нижняя, лобовая и осуществляемая сверху. Вид подачи в комбинации с размером пильного диска обеспечивают максимально возможные величины распила, которые можно увидеть на графике реза. На ней стоит акцентировать свое внимание, если предполагается использование крупной профильной системы или одномоментный распил двух профилей.
Пилы могут иметь одну головку и две. В первом случае величины выставляется специалистом собственноручно посредством роликового конвейера с измерителем. В другом случае размер может выставляться таким же способом, но посредством дополнительных электронных комплектующих (табло и верньера) или целиком автоматически.
Хотите выгодный бизнес но с меньшими затратами средств? Тогда узнайте, какое оборудование для шиномонтажа потребуется и как осуществляется этот процесс.
Воспользовавшись ссылкой, Вы сможете узнать всё о технологии производства керамической плитки.
Сварочные станки
Производственный цикл сварки состоит из нескольких этапов:
- монтажа заготовок;
- нагрева свариваемых поверхностей;
- сжатия;
- остужения сварного шва.
 Различие таких станков состоит в числе углов, которые свариваются в одно и тоже время. Их может быть от одного до четырех. Некоторые станки имеют изменяемый угол сварки, поэтому на них можно производить необычные конструкции. Выбор такого оборудования определяется масштабами предприятия.
Различие таких станков состоит в числе углов, которые свариваются в одно и тоже время. Их может быть от одного до четырех. Некоторые станки имеют изменяемый угол сварки, поэтому на них можно производить необычные конструкции. Выбор такого оборудования определяется масштабами предприятия.
Автоматические зачистные станки
Они удаляют наплав на наружных поверхностях и оберегают лицевой угол заготовки. Вместе с ними в комплект входит система автоматического включения производственного цикла в процессе установки заготовки.
Данное оборудование позволяет автоматически выбирать подходящую фрезу для створки или рамы. Если предполагается работать исключительно с одним профилем, можно делать это посредством станка на две фрезы. Его стоимость ниже, но он имеет незначительные перспективы, потому что на работе с единственным профилем почти никто не останавливается.
Лучше приобрести станок на четыре фрезы. Его стоимость выше, но на нем можно обрабатывать уже два профиля. Еще более перспективный станок на шесть фрез, так как он позволяет работать с несколькими профилями. Еще выше уровнем считается станок для зачистки с ЧПУ.
Он разительно отличается от других автоматов тем, что способен обрабатывать десятки профилей без специального оснащения, зачищает криволинейные наружные отрезки и фрезерует паз для монтирования уплотнителя.
Автоматы для фрезерования торца импоста
Они могут быть как механическими, так и автоматическими, а также иметь одну или две фрезы. Принцип выбора такого оборудования не отличается от выбора зачистных станков.
Станки для резки укрепляющих стекла реек
Штапик – это единственный компонент окна, при производстве которого не задаются размеры, потому что при нарезке других оконных деталей, их заготовки после сварки могут незначительно отклоняться от размеров, которые были заданы.
Это не будет существенным образом влиять на их эксплуатацию, в отличие от одинаковых реек, сделанных в соответствии с величиной, заданной по проекту и служащих для укрепления стекол в каркасе окна. В последнем случае при их монтаже вверху появляется чрезмерное напряжение, а внизу – щель.
Поэтому станки позволяют резать каждый конкретный штапик по существующим, а не заданным замерам. Это достигается тем, что оборудование оснащается специальным съемным измерительным элементом.
Качество работы стандартных станков и оборудования с ЧПУ практически не отличается.
Фрезерные станки для водосливных отверстий
 Это оборудование отличается видом двигателей, которые могут быть простые или с частотным управлением, а также по числу операций, которые они могут выполнять. Если производство скромное, для него может подойти фрезерный станок с простыми двигателями, а если выпускаются большие объемы продукции, желательно, чтобы оборудование было с более сложными двигателями.
Это оборудование отличается видом двигателей, которые могут быть простые или с частотным управлением, а также по числу операций, которые они могут выполнять. Если производство скромное, для него может подойти фрезерный станок с простыми двигателями, а если выпускаются большие объемы продукции, желательно, чтобы оборудование было с более сложными двигателями.
Станок с двумя фрезами дает возможность сделать отверстия для слива воды на внешней поверхности рамы. Если у прибора три фрезы, его возможности увеличиваются. Он позволяет сделать отверстия не только на лицевой поверхности, но и на нижней внутренней стороне.
Его лучше всего использовать при производстве специального подставочного профиля, подоконник к которому прилегает изнутри, а снаружи присоединяется металлический слив. Копировально-фрезерный станок Он используется для проделывания специальных пазов и отверстий, например, под личинку замка.
Функционирует по принципу регулирования передвижением задействованной фрезы посредством шаблона из стали с предварительно проделанными отверстиями необходимой формы. Бывают аналогичные станки с дополнительными функциями, например, высверливание отверстий под ручку окна или фрезерование каналов, которые отводят воду.
Есть автоматические станки, которые выполняют почти все эти функции одновременно. Такое оборудование существенно упрощает и ускоряет обработку.
Станок тройного сверления отверстий под оконную ручку
Этот станок для изготовления пластиковых окон требуется для проделывания отверстия не только в пластике, но и в армирующем усилителе, который сделан из стали. Станок тройного сверления имеет мощный двигатель и редуктор для того, чтобы можно было в одно и то же время вращать три сверла, меняя их диаметр — с мелкого на крупный, чтобы облегчить процесс сверления. Компрессор Выбирая компрессор, важно учесть, что основная масса производителей пластиковых окон используют поршневые компрессорные установки, так как они имеют множество плюсов по сравнению с винтовыми:
- эффективнее функционируют в повторно-кратковременном режиме;
- легче адаптируются к температурным изменениям;
- легко ремонтируются;
- имеют длительный срок эксплуатации;
- стоят сравнительно недорого.
Перед приобретением компрессора необходимо рассчитать совокупный объем потребления кислорода всей производственной линией и выяснить рабочее давление. Производительность системы должна быть на четверть выше общего объема потребляемого воздуха, причем ресивер нужно выбирать с таким расчетом, чтобы не вызвать резких колебаний давления.
Использование понижающего редуктора на выходе из ресивера даст возможность получить в системе постоянное давление.
Стенд остекления
 Это устройство с широким спектром применения, которое представляет собой прочную стальную конструкцию с монтажным столом, предназначенным для установки на элементы окна фурнитуры, ролет и дополнительных профилей. Такой стол позволяет быстро и безопасно ставить их вертикально для дальнейшего транспортирования.
Это устройство с широким спектром применения, которое представляет собой прочную стальную конструкцию с монтажным столом, предназначенным для установки на элементы окна фурнитуры, ролет и дополнительных профилей. Такой стол позволяет быстро и безопасно ставить их вертикально для дальнейшего транспортирования.
Какое дополнительное оборудование может понадобиться для производства пластиковых окон?
- ручной инструментарий;
- рабочие столы для монтажа
- мебель для складирования и тележки для перемещения по цеху сырья и продукции;
- стенд для стеклопакетов.
Правильно подобранное оборудование для изготовления ключей даст возможность открыть прибыльный бизнес очень быстро и с небольшими затратами. Узнайте как это сделать.
Перейдя по ссылке Вы сможете узнать, как производят тротуарную плитку и какие установки для этого применяются.
Каждый из нас пользуется туалетной бумагой. Но как же её получают? Узнаете здесь: http://buisiness-oborudovanie.com/dlya-bumazhnyx-izdelij/oborudovanie-dlya-proizvodstva-tualetnoj-bumagi/.
Автоматическая линия по производству пластиковых окон — это современное оборудование, которое дает возможность на автомате сваривать и зачищать сварные швы пластиковых окон. Оно позволяет предприятию обеспечить высокую производительность и имеет целый ряд преимуществ:
- высокое качество зачистки оконных углов;
- высокотехнологичное производство;
- короткое время изготовления;
- возможность спланировать изготовление пластиковых окон
- обслуживание линии одним специалистом;
- высокое качество готовой продукции.
Технология производства пластиковых окон
Пластиковые окна делаются из поливинилхлорида, признанного наиболее который признан наиболее подходящим для этой цели. Производственная технология изготовления пластикового окна у всех производителей примерно одинакова, но особенности могут немного отличатся. Однако процесс изготовления пластиковых окон имеет один алгоритм.
 Материал, из которого делают пластиковые окна, делается из каменной соли и природного газа. Потом он гранулируется, обрабатывается и смешивается с необходимыми добавками. Расплавленный поливинилхлорид заливается в форму, высыхает и шлифуется. Так изготавливается оконный профиль.
Материал, из которого делают пластиковые окна, делается из каменной соли и природного газа. Потом он гранулируется, обрабатывается и смешивается с необходимыми добавками. Расплавленный поливинилхлорид заливается в форму, высыхает и шлифуется. Так изготавливается оконный профиль.
Металлический профиль армирования режется перпендикулярно, в соответствии с техническим заданием. Необходимая длина заготовки рассчитывается посредством специализированного программного обеспечения.
На следующем этапе режутся заготовки ПВХ профиля. Профили импостов и дополнительных профилей режутся под прямым углом, профили рам и створок – под 45? с обеих сторон заготовки. Затем заготовки профиля и арматуру разрезают на необходимую длину, фрезеруют дренажные отверстия, пазы и отверстия под фурнитуру.
Заготовки импоста обрабатываются на специальном станке с обеих сторон фасонной фрезой, очертание фрезерования должно соответствовать конфигурации рамы. Для фиксации импоста в раме, внутрь импоста монтируются механические соединители.
Фасонная фреза, которой обрабатывается импост, входит в технологическое оснащение, которое предоставляет поставщик профиля. Так как в процессе сварки длина профиля становится короче, размер заготовки должен превышать «рабочую» величину оконной конструкции.
Качество нарезанных заготовок определят качество сварки. Потом отрезки профиля свариваются, и в окно монтируется запорная регулируемая фурнитура, и его остекляют. Затем конструкцию ставят я на специальный стенд, где осуществляется проверка на наличие брака и дефектов.
Желательно, чтобы при хранении пвх профиля, он не подвергался воздействию ультрафиолетового излучения и отопительных приборов. Если он содержится в холодное время года в помещении, которое не отапливается, перед тем, как начинать обработку его следует прогреть до температуры не менее 17 ?.
Как это сделать? Достаточно занести его в отапливаемое помещение примерно за 24 часа до того, как начнется обработка. Соответственно и температура в цехе должна быть выше 17?, в противном случае при резке и зачистке профиля могут появиться сколы.
Все производственное оборудование должно проходить плановое техническое обслуживание.
Модели оборудования, применяемые для изготовления пластиковых пвх окон
 Одним из самых популярных производителей оснащения для выпуска окон — фирма «Yilmaz». Эта турецкая марка предлагает наиболее полный ассортимент станков для обработки профилей. Перечень выпускаемого оборудования настолько широк, что позволяет организовать как маленькое производственное помещения для изготовления нестандартных пластиковых окон, так и оснастить современное масштабное предприятие.
Одним из самых популярных производителей оснащения для выпуска окон — фирма «Yilmaz». Эта турецкая марка предлагает наиболее полный ассортимент станков для обработки профилей. Перечень выпускаемого оборудования настолько широк, что позволяет организовать как маленькое производственное помещения для изготовления нестандартных пластиковых окон, так и оснастить современное масштабное предприятие.
Например, модель «ACK-420″ — Пила для резки с нижней подачей диска. Она имеет пневматические прижимы, которые настраиваются. Они служат для точной фиксации профиля. Крупный диаметр пильного диска и упоры, которые можно передвигать, позволяют резать профиль больших размеров.
Оборудование “MURAT” турецкого производства не менее популярно на потребительском рынке. Оно отличается надежностью и легкостью в эксплуатации. Перечень производимого компанией оснащения довольно широк, что позволяет подобрать оптимальный набор станков для любого предприятия, выпускающего различные виды профилей.
Модель TA-141 — автоматическая пила с нижней подачей диска от данного производителя предназначена для резки ПВХ профилей и профилей из алюминия. Автомат имеет поворотную основу, позволяющую менять угол раскроя в широком диапазоне. Специальный регулятор подачи пильного диска позволяет минимизировать нагрузку на электрический двигатель.
Видео про изготовление пластиковых окон
buisiness-oborudovanie.com
Технология производства пластиковых окон ПВХ шаг за шагом
 В этой статье расскажем обо всех этапах изготовления пластиковых окон.
В этой статье расскажем обо всех этапах изготовления пластиковых окон.
Не секрет, что любое производство начинается с закупки материалов и комплектующих. К тому же нужны полуфабрикаты. Поэтому технология изготовления пластиковых окон, как и любая другая, начинается с входного контроля.
Для всех комплектующих имеются соответствующие ГОСТы. Так, уплотнители должны соответствовать ГОСТ 30778-2001, фурнитура — ГОСТ 30777-2001, а профили, используемые для сборки окон ГОСТу 30673-99.
Что касается хранения материала, то он должен складироваться в помещении в нормальных условиях. Необходимо избегать попадания прямых солнечных лучей и не хранить вблизи отопительных приборов. Температура в производственных цехах не должна быть ниже +18 градусов, иначе при низкой температуре обработка пвх профилей может не дать должного качества.
Этапы производства пластиковых окон
Весь процесс изготовления пластиковых окон можно разделить на 11 этапов.
1 этап. На этом этапе происходит резка армирующего профиля. Для этого используют пилы для резки стального армирования с установленными на них абразивными отрезными кругами. В качестве альтернативы могут быть установлены диски для резки металла. Армирующий профиль режут под прямым углом. Заусенцы после распила снимают на наждачном круге.
2 этап. На втором этапе режется ПВХ профиль. Его режут двухголовочными или одноголовочными усорезными пилами. Импосты нарезают под углом 90 градусов, учитывая запас на сторону до 6мм в зависимости от системы профиля. Сами профили створок и коробки нарезают под углом 45 градусов с учетом припуска до 3мм на сторону для сварки.
В процессе резки базовые поверхности профиля прижимают к вертикальному упору и поверхности стола. Для этого используются струбцины. Однако, нужно быть осторожными, чтобы избежать деформации профиля.
3 этап. После того как ПВХ профиль нарезан происходит фрезерование водоотводных окон в нижних профиля коробки оконного блока на фрезерном станке с концевой фрезой. Диаметр фрезы должен быть не более 5 мм. Так же это можно сделать вручную с помощью электродрели со специально заточенным сверлом диаметром 5 мм. Для водоотводных окон обычно не превышает 25 мм.
4 этап. На этом этапе происходит армирование профилей ПВХ. Армирующие профили обрезают по длине и вставляют в профиль ПВХ с помощью специального станка или вручную, используя ручную дрель.
5 этап. После армирования сверлятся отверстия и фрезеруются пазы для фурнитуры на копировально-фрезерном станке. Так же при наличии электроинструмента и специальных насадок и приспособлений это можно сделать вручную.
6 этап. Процесс фрезерования торцов импостов фасонными фрезами с дальнейшей их сборкой и установкой фитингов. Перед установкой на торцы импоста наносят силиконовый герметик.
7 этап. Профили свариваются на специальном сварочном станке. Температура сварного ножа порядка 250 градусов.
8 этап. На восьмом этапе устанавливаются импост и подставочный профиль. Все это делается вручную на сборочном столе с использованием шуруповерта или электродрели.
9 этап. После импоста и подставочного профиля устанавливаются уплотнительные профили. Установка в паз начинается с середины пазов верхних горизонтальных профилей створок и рам. Уплотнитель устанавливается единым неразрывным контуром без растяжения. Концы уплотнителя склеиваются встык циано-акрилатным секундным клеем.
10 этап. Навеска фурнитуры. Для поворотной створки ставится основной запор, петли, угловые переключатели, средние запоры и дополнительный средний петлевой зажим. Для рамы устанавливаются ответные детали запорного механизма и петли. Для наклонно-поворотной створки устанавливается нижняя петля на створку, основной запор и угловые переключатели. Если узкая створка, то на нее ставят средний запор на створку и ножницы. Если створка широкая, то нижний средний запор, средний запор на створку и ножницы. На ответную раму устанавливаются верхние и нижние петли, ответная планка наклонно-поворотного механизма и по периметру ответные планки запорного механизма.
11 этап. Заключительный этап включает в себя резку штапика и установку стеклопакета в профильную систему (максимально плотно!). Внимание! Резка штапика должна быть с направляющими. Во избежания провисания створка со стеклопакетом должна образовывать жесткую конструкцию. После того, как штапики установлены пластиковой киянкой производится осадка части створки. Выполняется предварительная регулировка фурнитуры на стенде, а затем на месте уже после монтажа окна.
glazingmag.ru